Alegerea unei metode de realizare a sudurilor
Pentru a umple secțiunea cusăturii, poate fi nevoie de mai mult de o trecere. Și în funcție de aceasta, pot exista cusături cu un singur strat, cu mai multe straturi, cu mai multe straturi, cu mai multe treceri. Schematic, astfel de cusături sunt prezentate în Fig. 10.
Dacă numărul de straturi este egal cu numărul de treceri de arc, atunci cusătura se numește multistrat. Dacă unele dintre straturi sunt realizate în mai multe treceri, o astfel de cusătură se numește multi-pass. Suturile multistrat sunt mai des folosite în articulațiile cap la cap, multi-pass - în unghiular și tee. În funcție de lungime, toate cusăturile pot fi împărțite condiționat în trei grupuri: scurte - până la 300 mm, medii - 300-1000, lungi - peste 1000 mm.
În funcție de lungimea cusăturii, proprietățile materialului de sudat, cerințele de precizie și calitate îmbinări sudate cusăturile sunt sudate într-o varietate de moduri. Pe fig. 11 prezintă astfel de scheme de sudare. Cea mai simplă este implementarea cusăturilor scurte.
Mișcarea se efectuează pe parcurs - de la începutul până la sfârșitul cusăturii. Dacă cusătura este mai lungă (să-i spunem o cusătură de lungime medie), atunci sudarea merge de la mijloc la capete (în mod invers). Dacă o cusătură lungă este sudată, atunci aceasta poate fi realizată atât în sens invers, cât și într-o împrăștiere. O caracteristică - dacă se utilizează metoda pasului invers, atunci întreaga cusătură este împărțită în secțiuni mici (200-150 mm fiecare). Și sudarea în fiecare secțiune se efectuează în direcția opusă direcției generale de sudare.
Un tobogan sau o cascadă este utilizată atunci când se realizează cusături ale structurilor care poartă o sarcină mare și structuri de grosime considerabilă. La grosimi de 20 - 25 mm apar solicitări volumetrice și există riscul de fisuri. Când sudați cu o glisă, zona de sudură în sine trebuie să fie constant într-o stare fierbinte, ceea ce este foarte important pentru a preveni apariția fisurilor.
O variație a sudării cu glisare este sudarea în cascadă.
La sudarea oțelului moale, fiecare strat de sudură are o grosime de 3-5 mm în funcție de curentul de sudare. De exemplu, la un curent de 100A, arcul topește metalul la o adâncime de aproximativ 1 mm, în timp ce metalul stratului inferior este supus unui tratament termic la o adâncime de 1-2 mm cu formarea unei granule fine. structura.
 |
Cu un curent de sudare de până la 200A, grosimea stratului depus crește la 4 mm, iar tratamentul termic al stratului inferior va avea loc la o adâncime de 2-3 mm.
Pentru a obține o structură cu granulație fină a îmbinării rădăcinii este necesar să se aplice o rolă de sudură, folosind pentru aceasta un electrod cu diametrul de 3 mm, cu un curent de 100 A. Înainte de aceasta, îmbinarea rădăcinii trebuie bine curățată. . Un strat de recoacere (decorativ) este aplicat pe stratul superior al cusăturii. Grosimea unui astfel de strat este de 1-2 mm. Acest strat poate fi obținut cu un electrod cu un diametru de 5-6 mm la o putere de curent de 200-300 A.
Capătul cusăturii. La sfârșitul sudurii - întreruperea arcului la sfârșitul cusăturii - craterul trebuie sudat corespunzător. Craterul este zona cu cea mai mare cantitate de impurități dăunătoare, așa că cel mai probabil este formarea de fisuri în el. La sfârșitul sudării, nu întrerupeți arcul prin îndepărtarea bruscă a electrodului din piesa de prelucrat. Este necesar să opriți orice mișcare a electrodului și să prelungiți încet arcul până când acesta se rupe; topirea metalului electrodului în același timp va umple craterul.
Când sudați oțel cu conținut scăzut de carbon, craterul este uneori scos din cusătură - pe metalul de bază. Dacă oțelul este sudat, care este predispus la formarea de structuri de întărire, îndepărtarea craterului în lateral este inacceptabilă din cauza posibilității de fisurare.
Întrebarea 1. Dispozitivul și scopul transformatorului de sudură.
Pentru sudare cu arc utilizați atât curent alternativ, cât și curent de sudare. Transformatoarele de sudare sunt folosite ca sursă de curent alternativ de sudare, iar redresoarele de sudare și convertoarele de sudare sunt folosite ca sursă directă.
Sursa de alimentare a arcului de sudare - transformatorul de sudare - este desemnată după cum urmează:
TDM-317, unde:
T - transformator;
D - pentru sudare cu arc;
M - reglare mecanică;
31 - curent nominal 310 A;
7 - model.
Transformatorul de sudura este folosit pentru a reduce tensiunea de la retea de la 220 sau 380 V la una sigura, dar suficienta pentru aprindere usoara si ardere stabila. arc electric(nu mai mult de 80 V), precum și pentru reglarea puterii curentului de sudare.
Transformatorul (Fig. 22) are un miez de oțel (circuit magnetic) și două înfășurări izolate. Înfășurarea conectată la rețea se numește primară, iar înfășurarea conectată la suportul electrodului și piesa de sudat se numește secundar. Pentru aprinderea sigură a arcului, tensiunea secundară a transformatoarelor de sudare trebuie să fie de cel puțin 60-65 V; tensiune la sudura manuala de obicei nu depășește 20-30 V.
8 din partea inferioară a miezului 1 este înfășurarea primară 3, constând din două bobine situate pe două tije. Bobinele înfășurării primare sunt fixate nemișcate. Înfășurarea secundară 2, formată tot din două bobine, este situată la o distanță considerabilă de primar. Bobinele ambelor înfășurări primare și secundare sunt conectate în paralel. Înfășurarea secundară este mobilă și se poate deplasa de-a lungul miezului cu ajutorul șurubului 4 cu care este conectată și mânerului 5 situat pe capacul carcasei transformatorului.
Curentul de sudare este reglat prin modificarea distanței dintre înfășurările primare și secundare. Când mânerul 5 este rotit în sensul acelor de ceasornic, înfășurarea secundară se apropie de primar, fluxul magnetic de scurgere și rezistența inductivă scad, iar curentul de sudare crește. Când mânerul este rotit în sens invers acelor de ceasornic, înfășurarea secundară se îndepărtează de primar, fluxul magnetic de scurgere crește (rezistența inductivă crește) și curentul de sudare scade. Limite de reglare a curentului de sudare - 65-460 A. Conectarea în serie a bobinelor înfășurărilor primare și secundare permite obținerea de curenți mici de sudare cu limite de reglare de 40-180 A. Domeniile de curent sunt comutate de mânerul adus pe capac .
Orez. 22. Transformator de sudare:
dar - aspect; b - circuitul de control al curentului de sudare
Proprietățile unei surse de alimentare sunt determinate de caracteristica sa externă, care este o curbă de dependență între curentul (I) din circuit și tensiunea (U) la bornele sursei de alimentare.
Sursa de alimentare poate avea o caracteristică externă: în creștere, tare, în coborâre.
Sursa de energie pentru sudarea manuală cu arc are o caracteristică curent-tensiune în scădere.
Tensiunea în circuit deschis a sursei de alimentare este tensiunea la bornele de ieșire când circuitul de sudare este deschis.
Curent și tensiune nominală de sudare - curentul și tensiunea pentru care este proiectată o sursă de funcționare normală.
Întrebarea 2. Modalități de umplere a cusăturii de-a lungul secțiunii.
Conform metodei de umplere de-a lungul secțiunii cusăturilor:
cu o singură trecere, cu un singur strat (Fig. 23, a);
multi-pass multistrat (Fig. 23, b);
multistrat (Fig. 23, c).

Orez. 23. Suduri pentru umplerea secțiunii cusăturii
Dacă numărul de straturi este egal cu numărul de treceri de arc, atunci se numește o astfel de cusătură multistrat.
Dacă unele dintre straturi sunt efectuate în mai multe treceri, atunci cusătura multipass.
Cusăturile cu mai multe straturi sunt mai des folosite în îmbinările cap la cap, cu mai multe treceri - în colț și tee.
Pentru o încălzire mai uniformă a metalului de sudură pe toată lungimea sa, sudurile sunt efectuate:
strat dublu;
cascadă;
blocuri;
diapozitiv.
Toate aceste metode se bazează pe principiul sudării în trepte inverse.
Esența metodei stratului dublu constă în faptul că al doilea strat se aplică peste primul nerăcit după îndepărtarea zgurii de sudură: sudarea pe o lungime de 200-400 mm se efectuează în direcții opuse. Acest lucru previne apariția fisurilor fierbinți în cusătură la sudarea metalului cu o grosime de 15-20 mm, care are o rigiditate semnificativă.
Cu o grosime a tablelor de oțel de 20-25 mm sau mai mult, sudarea este utilizată pentru a preveni fisurile:
cascadă;
blocuri;
alunecare în cruce.
Umplerea unei cusături multistrat pentru sudare cu o glisă și o cascadă se realizează pe toată grosimea sudată la o anumită lungime a pasului. Lungimea treptei este selectată astfel încât metalul de la rădăcina sudurii să aibă o temperatură de cel puțin 200°C pe toată grosimea sudurii. În acest caz, metalul are o ductilitate ridicată și nu se formează fisuri. Lungimea treptei în sudarea în cascadă este de 200-400 mm (Fig. 24, a).
La sudarea în blocuri, o cusătură multistrat este sudată în etape separate, golurile dintre ele sunt umplute cu straturi pe toată grosimea (Fig. 24, b).
La imbinarea pieselor din oteluri intarite in timpul sudarii se recomanda folosirea sudarii bloc. Din oțelurile care nu se întăresc (cu conținut scăzut de carbon), este mai bine să efectuați sudarea în cascadă.

Orez. 24. Umplerea cusăturii de-a lungul secțiunii:
a - cascadă; b - blocuri
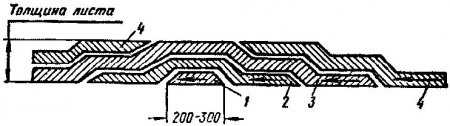
Orez. 25. Glisiera de sudare
Astfel, sudarea (umplerea canelurii) se realizează pe ambele părți ale glisierei centrale cu cusături scurte. Metoda în cascadă este o variație a metodei slide.
La sudarea prin metoda glisării (Fig. 25), primul strat se aplică pe o secțiune de 200-300 mm, după curățarea lui de zgură, se aplică un al doilea strat, de 2 ori mai lung decât primul. Apoi, retrocedând de la începutul celui de-al doilea strat cu 200-300 mm, se depune al treilea strat etc.
3. Sarcină. Explicați efectul sulfului și fosforului asupra calității sudurii.
Sulful și fosforul sunt impurități nocive din oțel și fontă. Cantitatea excesivă a acestora determină formarea de fisuri în sudură. Sulful provoacă fisuri în starea fierbinte a cusăturii (fenomenul de fragilitate roșie), fosfor - în starea rece (fenomenul de fragilitate la rece).
Înclinarea electrodului în timpul sudării depinde de poziția sudării în spațiu, de grosimea și compoziția metalului care se sudează, de diametrul electrodului, de tipul și grosimea acoperirii. Direcția de sudare poate fi de la stânga la dreapta, de la dreapta la stânga, departe de tine, spre tine.
Indiferent de direcția de sudare, electrodul trebuie să fie înclinat față de axa de sudare, astfel încât metalul piesei de sudat să fie topit la cea mai mare adâncime și metalul de sudură să fie format corect.
Pentru a obține o cusătură strânsă și uniformă pentru sudarea în poziția inferioară pe un plan orizontal, unghiul de înclinare al electrodului trebuie să fie de 15-30 ° față de verticală în direcția cusăturii la un unghi înapoi. De obicei, arcul menține direcția axei electrodului: prin înclinarea specificată a electrodului, sudorul realizează nu numai penetrarea maximă a metalului și o mai bună formare a cusăturii, dar și viteza de răcire a metalului din bazinul de sudură scade. , care previne formarea fisurilor fierbinți în cusătură.
10.1.4. Mișcări oscilatorii ale electrodului.
Pentru a obține o rolă de lățimea dorită, se efectuează mișcări oscilatorii transversale ale electrodului. Dacă electrodul este deplasat numai de-a lungul axei de sudare fără mișcări oscilatorii transversale, atunci lățimea cordonului este determinată numai curent de sudareși viteza de sudare și variază de la 0,8 la 1,5 din diametrul electrodului.
Astfel de role înguste (cu filet) sunt folosite la sudarea foilor subțiri, la aplicarea primului strat (rădăcină) al unei suduri multistrat, la sudarea prin metoda suportului și în alte cazuri. Cel mai adesea, se folosesc cusături cu o lățime de 1,5 până la 4 diametre de electrod, obținute prin mișcări oscilatorii transversale ale electrozilor.
Mișcarea triunghiulară este utilizată atunci când se realizează suduri de filet cu picioare de sudură peste 6 mm și margini cap la cap teșite în orice poziție spațială. În acest caz, se obține o bună penetrare a rădăcinii și o formare satisfăcătoare a cusăturii.
10.1.5. Modalități de umplere a cusăturii pe lungime și secțiune.
Cusăturile de-a lungul lungimii și secțiunii sunt executate pe pasaj și spate într-un mod în trepte. Esența metodei de sudare pentru trecere este că cusătura este realizată până la capăt într-o singură direcție. Metoda inversă în trepte constă în faptul că cusătura lungă destinată execuției este împărțită în pași relativ scurti.
Conform metodei de umplere a cusăturilor de-a lungul secțiunii, se disting cusăturile cu o singură trecere, cusăturile cu un singur strat, cusăturile cu mai multe treceri și cu mai multe straturi. Dacă numărul de straturi este egal cu numărul de treceri de arc, atunci o astfel de cusătură se numește multistrat.
Cusăturile cu mai multe straturi sunt mai des folosite în îmbinările cap la cap, cu mai multe treceri - în colț și tee. Pentru o încălzire mai uniformă a metalului de sudură pe toată lungimea sa, se realizează într-un strat dublu, secțiuni, cascadă și blocuri, iar toate aceste metode se bazează pe principiul sudării în spate.
10.1.6. Capătul cusăturii.
La sfârșitul sudurii, este imposibil să rupeți imediat arcul și să lăsați un crater pe suprafața metalului de sudare.
Un crater poate provoca fisuri în îmbinare din cauza prezenței impurităților, în primul rând sulf și fosfor. La sudarea oțelului moale, craterul este umplut cu metal de electrod sau adus în lateral pe metalul de bază.
La sudarea oțelului predispus la formarea de microstructuri de întărire, îndepărtarea craterului în lateral este inacceptabilă din cauza posibilității de fisurare.
Cel mai bun mod de a termina sudarea este să umpleți craterul cu metal ca urmare a opririi mișcării înainte a electrozilor în arc și a prelungirii încet arcul până când acesta se rupe.
În funcție de poziția cusăturii în spațiu, de rigiditatea structurilor, de lungimea și grosimea elementelor de sudat, de temperatura aerului și de gradul de oțel, trebuie utilizate diverse metode de sudare a cusăturilor (rac. 25).
Cusăturile de până la 250 mm lungime se execută de obicei „în trecere” (Fig. 25, a), (săgețile lungi din figură determină direcția generală de sudare);
cusăturile de lungime medie - până la 1000 mm, se realizează folosind metoda de la mijloc până la margini (Fig. 25, b) sau în mod invers treptat.
Metoda de sudare în trepte inversă (Fig. 25, c) constă în faptul că îmbinarea este împărțită în secțiuni scurte (100-250 mm). În fiecare secțiune, sudarea se efectuează în direcția opusă direcției generale de sudare, iar sfârșitul secțiunii următoare coincide cu începutul celei anterioare.
Această metodă este utilizată atunci când se realizează cusături cu unul și două straturi cu o lungime mai mare de 800 mm, precum și atunci când se aplică straturi prin secțiune și alte metode de sudare a cusăturilor multistrat. Metoda reduce tensiunile și deformațiile reziduale de sudură.
Cusăturile lungi sunt efectuate într-o manieră inversă în trepte, de la mijloc până la margini (Fig. 25, d). Această metodă reduce tensiunile și deformațiile de sudură. La sudarea metalelor de grosime mare, cusătura se realizează în mai multe treceri în straturi sau role.
Practica a arătat că la sudarea în straturi, tensiunile interne și, în consecință, deformațiile sunt reduse într-o măsură mai mare decât la sudarea cu margele.
Sudarea în dublu strat (Fig. 25, e) este destinată în principal aplicării primelor straturi ale unei cusături în structuri rigide sau pe oțeluri cu tendință crescută de fisurare. Această metodă vă permite să efectuați straturile de rădăcină ale cusăturii cu creștere secțiune transversalăși asigură o scădere a vitezei de răcire a secțiunilor suprapuse ale cusăturii. La sudarea cu un strat dublu, al doilea strat se aplică imediat pe prima cusătură de 150-200 mm lungime (după curățarea de zgură). În aceeași ordine, cusătura este sudată în toate celelalte zone.
Pentru a reduce timpul dintre aplicarea straturilor individuale în sudarea multistrat, se recomandă umplerea canelurii cu o metodă în cascadă sau o glisă (Fig. 25, f). Sudarea se realizează în așa fel încât fiecare cusătură ulterioară să fie parțial suprapusă pe metalul încă nerăcit al stratului anterior. Sudarea cu glisare este un fel de metodă în cascadă. Cu o lungime mare a cusăturii, sudarea se efectuează de la mijloc până la margini în același timp de 2 sudori.
Sudarea în cascadă sau alunecare este recomandată pentru oțel gros și oțel cu tendință crescută de a dezvolta fisuri. Această metodă de sudare reduce tensiunile de sudare în vrac în îmbinări și reduce viteza de răcire a metalului de sudură.
Sudarea în secțiuni (Fig. 25, g) trebuie utilizată atunci când se execută suduri extinse cu mai multe straturi pe oțel cu o grosime mai mare de 20 mm și în special pe oțel predispus la fisurare. Această metodă de sudare reduce tensiunile și deformațiile reziduale de sudură și, de asemenea, reduce viteza de răcire a metalului de sudură. La sudarea în secțiuni, se realizează o cusătură multistrat în secțiuni separate de 500-800 mm lungime. Fiecare secțiune poate fi sudată în treaptă inversă, în strat dublu sau în cascadă. Sudarea în secțiuni se recomandă să fie efectuată fără pauze lungi până la sfârșitul sudării întregii cusături.



