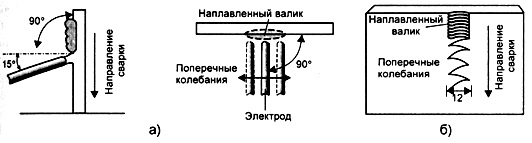
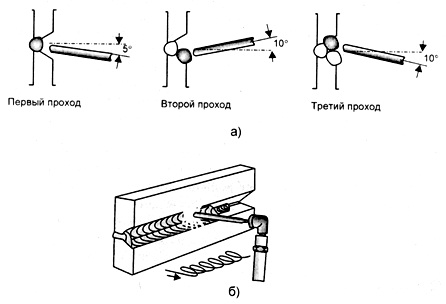
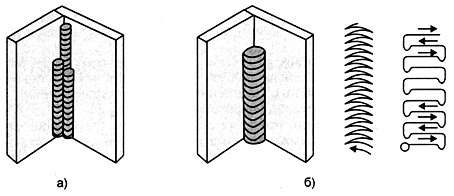
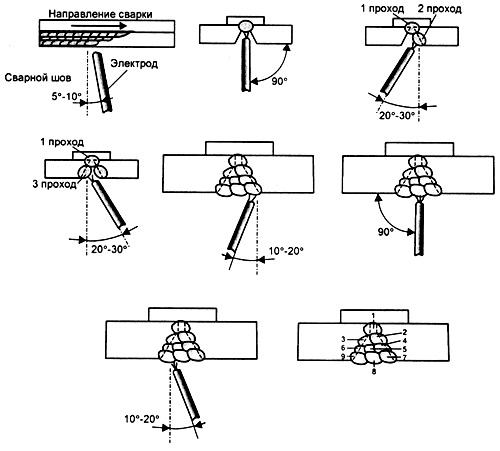
اعتماد شكل وأبعاد وتكوين معدن اللحام على طريقة اللحام والعوامل التكنولوجية. لحام مفصل تناكبي بحافة مشطوفة على دعامة في وضع رأسي
وفقًا لتقنية صنع اللحامات ، فهم يفهمون اختيار أوضاع اللحام وطرق معالجة القطب.
إثارة القوس الكهربائي
ضرب القوس هو أحد العمليات الرئيسية عملية اللحام. يتم الاشتعال في كل مرة قبل بدء عملية اللحام ، وإعادة اشتعال القوس - أثناء عملية اللحام عندما ينكسر.
يتم إثارة قوس اللحام عن طريق لمس سطح قطعة العمل المراد لحامها بنهاية القطب ، متبوعًا بالإزالة السريعة لنهاية القطب من سطح قطعة العمل. في هذه الحالة ، إذا لم تكن الفجوة كبيرة جدًا ، فهناك ظهور فوري للتيار وإنشاء عمود قوس. يجب أن يكون ملامسة القطب الكهربائي مع المنتج على المدى القصير ، وإلا سيتم لحامه بالمنتج ("العصا").
لتمزيق القطب "الملتصق" يجب أن يديره بحدة إلى اليمين واليسار. يمكن إجراء إثارة القوس إما عن طريق سلسلة من الحركات الترددية بلمسة خفيفة على سطح المعدن الذي يتم لحامه ثم التراجع اللاحق عن سطح المنتج بمقدار 2-4 مم ، أو عن طريق حركات الخدش بنهاية القطب على طول سطح المنتج ، والذي يشبه ضرب تطابق. استخدم الطريقة الأكثر ملاءمة لك.
بعد بدء القوس ، يجب الإمساك بالقطب الكهربائي لبعض الوقت عند نقطة بداية الترسيب حتى يتم تشكيل اللحام وصهر المعدن الأساسي. بالتزامن مع ذوبان القطب ، من الضروري إدخاله بالتساوي في حوض اللحام ، وبالتالي الحفاظ على طول القوس الأمثل. مؤشرات طول القوس الأمثل هي صوت طقطقة حاد ، وحتى نقل قطرات المعدن عبر فجوة القوس ، وترشيش منخفض.
يؤثر طول القوس بشكل كبير على جودة اللحام. القوس القصير يحترق بثبات وهدوء. هي تكون. يوفر لحامًا عالي الجودة ، حيث يمر المعدن المنصهر للقطب بسرعة عبر فجوة القوس ويكون أقل عرضة للأكسدة والنترة. لكن القوس القصير جدًا يمكن أن يتسبب في "التصاق" القطب ، وتقطع القوس ، وتعطل عملية اللحام. قوس طويل يحترق بشكل غير مستقر مع صفير مميز. عمق الاختراق غير كافٍ ، والمعدن المنصهر للقطب الكهربي يتناثر ويتأكسد وينترد. اللحام عديم الشكل ، ويحتوي معدن اللحام على كمية كبيرة من الأكاسيد.
إذا انقطع قوس اللحام أثناء اللحام لأي سبب من الأسباب ، يتم استخدام تقنية خاصة لإعادة اشتعال القوس لضمان أن يبدأ اللحام بانصهار ومظهر جيد. عند إعادة الإشعال ، يجب أن يبدأ القوس عند الحافة الأمامية للحفرة ، ثم من خلال الحفرة بأكملها يجب نقله إلى الحافة المقابلة ، إلى المعدن المترسب حديثًا ، ثم مرة أخرى للأمام ، في اتجاه اللحام تم تنفيذها. إذا لم يتم سحب القطب الكهربائي بعيدًا بدرجة كافية عند إعادة إشعال القوس ، فسيظل انخفاض بين بداية اللحام ونهايته. ومع ذلك ، إذا تم سحب القطب إلى الوراء بعيدًا جدًا أثناء إعادة الإشعال ، فإن انتفاخًا كبيرًا يتشكل على سطح حبة اللحام.
موضع وحركة القطب أثناء اللحام. أثناء اللحام ، يتم الإبلاغ عن الحركات التالية للقطب الكهربي:
- متعدية على طول محور القطب نحو حوض اللحام ، بينما من أجل الحفاظ على طول قوس ثابت ، يجب أن تتوافق سرعة الحركة مع معدل انصهار القطب ؛
- الحركة على طول خط اللحام ، وهو ما يسمى سرعة اللحام ؛ يتم تحديد سرعة هذه الحركة اعتمادًا على التيار وقطر القطب ومعدل انصهاره ونوع التماس وعوامل أخرى ؛
- تحريك القطب عبر خط التماس للحصول على خط التماس أوسع من بكرة الخيط ، ما يسمى بالأسطوانة الموسعة.
إذا كانت سرعة اللحام عالية جدًا ، فإن الخرزات المودعة تكون ضيقة ، مع انتفاخ صغير ، مع رقائق كبيرة. إذا كانت سرعة حركة القطب الكهربائي بطيئة جدًا ، فإن حبة اللحام بها انتفاخ كبير جدًا ، ويكون التماس غير مستوٍ في الشكل ، مع ترهل على طول الحواف.
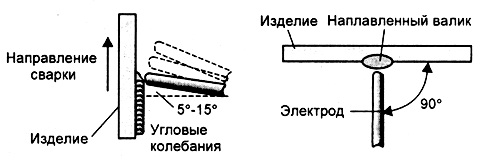
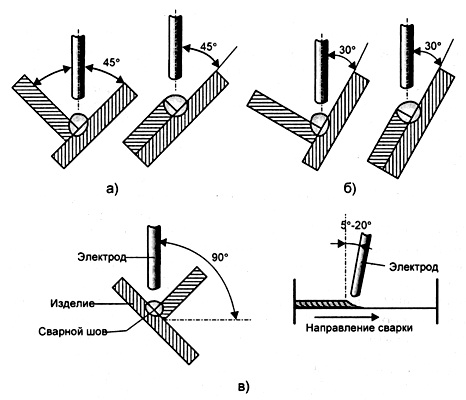
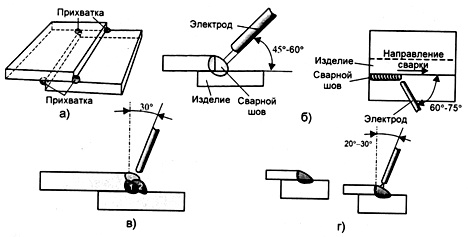
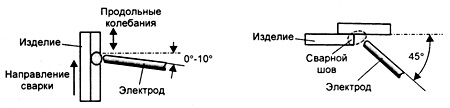
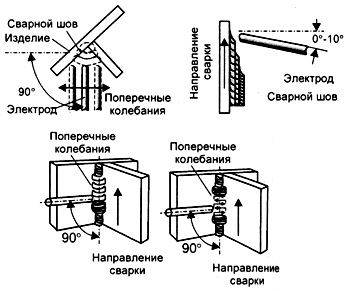
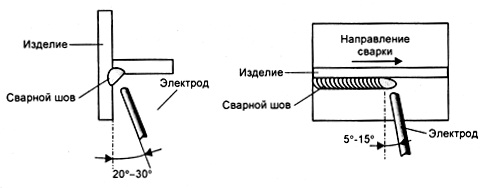
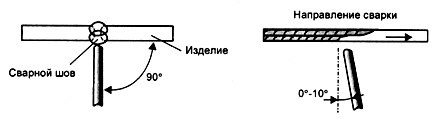
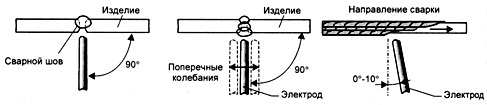
يجب أن يتوافق موضع القطب أثناء اللحام مع الشكل. 2. يتم اللحام في الاتجاه من اليسار إلى اليمين ومن اليمين إلى اليسار ، ومن الذات ونحو الذات.
أرز. 2. زاوية القطب:أ - في المستوى الأفقي ؛ ب - في المستوى العمودي.
في نهاية اللحام ، من المستحيل كسر قوس اللحام بشكل مفاجئ وترك فوهة على السطح المعدني ، وهو مركز ضغط ومنطقة ذات محتوى عالٍ من الشوائب الضارة. من أجل تجنب تكوين فوهة بركان ، من الضروري التوقف عن تحريك القطب ، أي تأخير 1-2 ثانية ، ثم الرجوع بمقدار 5 مم وكسر القوس بحركة سريعة للأعلى وللخلف.
إذا لم يكتمل اللحام بشكل صحيح ، تتشكل حفرة عميقة دائمًا في نهاية خط اللحام ، حيث انقطع القوس. يمكن أن تكون الحفرة بمثابة مؤشر لعمق الاختراق ، ومع ذلك ، في نهاية اللحام والسطوح ، يجب ملء هذه الحفر ولحامها. يتم ذلك عن طريق بدء قوس في الفوهة ، وإنشاء قوس قصير وإمساك القطب في هذا الموضع حتى تمتلئ الحفرة بالمعدن المنصهر. لا يوصى بلحام الحفرة عن طريق مقاطعة القوس وبدء تشغيله عدة مرات ، بسبب تكوين أكسيد وخبث تلوث المعدن.
اللحام المتكون نتيجة حركتين لنهاية القطب (متعدية وعلى طول خط التماس) يسمى "الخيط". عرضها عند سرعة اللحام المثلى (0.8-1.5) دي. غرزة الخيطاملأ جذر التماس ولحام قطع العمل الرقيقة وأداء أعمال التسطيح ولحام اللحام.
من أجل لحام حبة بدون اهتزازات عرضية للقطب الكهربي ، من الضروري بدء قوس وتمديده وتثبيته في مكان واحد لبعض الوقت لتسخين المعدن الأساسي. ثم قلل تدريجياً من طول فجوة القوس حتى يتم تكوين حوض لحام بالحجم المناسب. يجب أن يندمج جيدًا مع المعدن الأساسي حتى اللحظة التي تبدأ فيها الحركة الأمامية للقطب في اتجاه اللحام. في هذه الحالة ، يوصى بإجراء حركات صغيرة للإلكترود على طول محور التماس. ومع ذلك ، يفضل معظم عمال اللحام تحريك القطب على طول محور اللحام دون أي اهتزازات طولية ، مما يحدد سرعة اللحام من تكوين الخرزة.
عند تسطيح الخرز عكس القطبيةتميل بعض الأقطاب إلى التقويض. لمنع هذا الاتجاه ، لا تحرك القوس خلف الحفرة حتى يتم ترسيب ما يكفي من المعدن بحيث يكون اللحام بالحجم الصحيح ويمتلئ الجزء السفلي بمعدن اللحام.
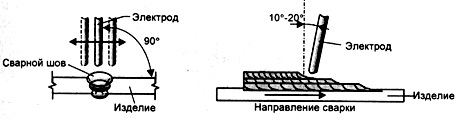
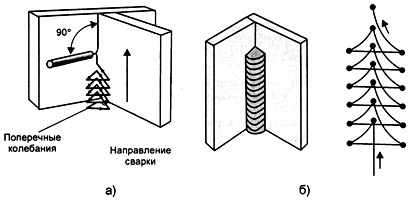
تتيح التذبذبات المستعرضة للإلكترود على طول مسار معين ، والتي يتم إجراؤها بتردد وسعة ثابتين ، جنبًا إلى جنب مع الحركة على طول خط اللحام ، الحصول على لحام بالعرض المطلوب. يتم تحديد الحركات التذبذبية المستعرضة لنهاية القطب من خلال شكل الأخدود وحجم التماس وموضعه وخصائص المادة التي يتم لحامها ومهارة عامل اللحام. يتم الحصول على طبقات عريضة (1.5-5) d3 باستخدام الاهتزازات المستعرضة الموضحة في الشكل. 3.
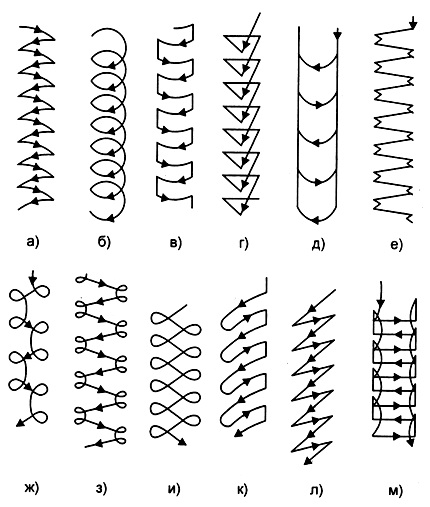
أرز. 3. الطرق الرئيسية للحركات العرضية لنهاية القطب
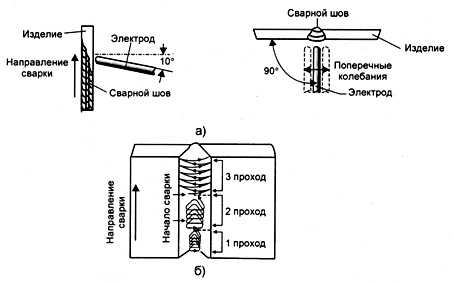
لعمل حبة موسعة ، من الضروري ضبط القطب على الموضع الموضح في الشكل. 4. في هذه الحالة ، يجب أن يؤخذ في الاعتبار أن الاهتزازات المستعرضة يتم إجراؤها بواسطة حامل القطب ، ويكون موضع القطب في أي نقطة في خط اللحام موازيًا تمامًا لموضعه الأصلي. يجب ألا تتغير زاوية ميل القطب في المستويين الرأسي والأفقي أثناء الحركات التذبذبية على طول سطح اللحام.

أرز. 4. موقف القطب عند تسطيح الخرز مع الاهتزازات المستعرضة
يجب أن تتم اهتزازات القطب الكهربي بسعة لا تتجاوز ثلاثة أقطار من القطب المستخدم. أثناء عملية تكوين الخرزة ، يجب الحفاظ على الطبقة المنصهرة في حالة منصهرة. إذا قمت بتحريك القطب بعيدًا جدًا وتأخرت عودته ، فمن الممكن تبريد وتبلور معدن حوض اللحام. هذا يؤدي إلى ظهور شوائب الخبث في معدن اللحام ويزيد من سوء ذلك. مظهر خارجي.
عند اللحام ، من الضروري مراقبة حوض اللحام بعناية ، ومراقبة عرضه وعمق الاختراق ، مع عدم تحريك القطب بسرعة كبيرة. أوقف القطب الكهربي مؤقتًا في نهاية كل حركة. يجب أن يكون اتساع الاهتزازات المستعرضة أقل بقليل من العرض المطلوب للحبة المودعة.
عند اللحام في قطبية مستقيمة ، كقاعدة عامة ، لا توجد مشاكل في التخفيضات. عند اللحام بقطبية عكسية ، قد تكون هناك مشاكل في التخفيضات. يمكن التغلب على مشكلة القطع الناقص عن طريق إمساك القوس لفترة أطول عند النقاط القصوى للحركات العرضية ، وكذلك عن طريق أداء هذه الحركات بسعة لا تتجاوز تلك المطلوبة للحصول على العرض المطلوب للخرزة المودعة.
سيكون تحدب اللحام أقل مما هو عليه عند اللحام بقطبية مستقيمة ، سيكون الاختراق أعمق. سيكون هناك خبث أقل ، سيكون أقل سيولة وسوف يتبلور بشكل أسرع قليلاً من اللحام بقطبية مستقيمة.
على سطح عمودي ، ترسب خرزات أفقية ضيقة ، كقاعدة عامة ، على القطبية العكسية ، بينما يجب ألا يكون تيار اللحام مرتفعًا جدًا.
يجب أن يتم اللحام على قوس قصير. عند اللحام ، يجب توخي الحذر للتأكد من أن المعدن الموجود في حوض اللحام لا يتدفق إلى أسفل أو يشكل انتفاخًا على الحافة السفلية. للقيام بذلك ، من الضروري إجراء حركات ترددية للقطب في اتجاه محور اللحام. يجب أن تتداخل كل حبة جديدة مع الخرزة الملحومة مسبقًا المجاورة لها بنسبة 45-55٪ على الأقل. لمنع تشكل الجروح السفلية ، من الضروري تأرجح القطب داخل تحدب حبة اللحام.في معظم الحالات ، يتم إجراء اللحام في الوضع الرأسي من أسفل إلى أعلى ، خاصة بالنسبة للمفاصل الحرجة. تستخدم تقنية اللحام هذه على نطاق واسع في بناء خطوط الأنابيب. ضغط مرتفع، في بناء السفن ، في بناء أوعية الضغط وفي الأعمال المدنية.
يتم تسطيح حبات ضيقة على سطح في وضع عمودي ، عند اللحام من الأسفل إلى الأعلى ، يتم في قطبية عكسية تيار اللحام، بينما يجب ألا يكون تيار اللحام مرتفعًا جدًا. يجب أن يتوافق موضع القطب الكهربي مع الموضع الموضح في الشكل. 5. من الضروري استخدام الحركة الترددية للقطب الكهربي. يجب أن يتم تسطيح الخرزات بقوس قصير ، في الجزء العلوي من مسار اهتزازات الإلكترود ، يجب شد القوس ، لكن لا ينبغي السماح له بالكسر في هذه المنطقة.
أرز. الشكل 5. موضع القطب أثناء تسطيح حبات ضيقة بدون اهتزازات عرضية للقطب الكهربي في وضع رأسي من الأسفل إلى الأعلى
يسمح هذا النوع من حركة القطب الكهربائي للمعدن المترسب أن يتبلور ، ويشكل خطوة يتم فيها ترسيب الجزء التالي من معدن القطب. يفضل بعض عمال اللحام الحفاظ على حوض لحام ثابت ، يتراكمون ببطء من الأسفل إلى الأعلى أثناء استخدام حركات تذبذبية صغيرة للقطب الكهربي. تؤدي هذه الطريقة في إجراء عملية اللحام إلى تسطيح الخرزة بتحدب كبير ، فضلاً عن ظهور احتمال حدوث تشققات في معدن اللحام.
تتيح لك طريقة إجراء اللحام بالاهتزازات الطولية للقطب الكهربائي الحصول على لحام مسطح بتحدب منخفض ، كما تقلل من مخاطر شوائب الخبث.
يعد اللحام في الوضع الرأسي من الأعلى إلى الأسفل نادرًا جدًا في الصناعة ، خاصة في العمل العادي. عادة ما يقتصر نطاق هذه الطريقة لإجراء عملية اللحام على أعمال اللحام أثناء إنشاء خطوط الأنابيب الرئيسية وعند لحام الصفائح المعدنية. عندما يتم تسطيح السطح على سطح مستو ، فإن طريقة اللحام هذه لا تؤدي إلى اختراق عميق للغاية ، وهناك أيضًا خطر من شوائب الخبث.
يتم لحام الخرز الضيق في الوضع الرأسي من أعلى إلى أسفل بقطبية معكوسة ، ويجب إيلاء اهتمام خاص لإعداد تيار اللحام. يجب أن يتوافق موضع القطب الكهربي مع الموضع الموضح في الشكل. 6.
أرز. الشكل 6. موضع القطب أثناء تسطيح حبات ضيقة بدون اهتزازات عرضية للقطب في وضع رأسي من أعلى إلى أسفل.
أثناء عملية اللحام ، من الضروري الحفاظ على قوس قصير جدًا بحيث لا يتدفق الخبث إلى رأس حوض اللحام. الاهتزازات المستعرضة للقطب ، كقاعدة عامة ، لا تستخدم ، وبالتالي فإن سرعة الحركة عالية جدًا. وهذا ما يفسر صغر عرض الخرزات المودعة بهذه الطريقة ، فضلاً عن محدبها الصغير. النكات تكاد تكون معدومة.
غالبًا ما يستخدم اللحام بالاهتزازات المستعرضة للقطب في وضع عمودي في بناء خطوط الأنابيب عالية الضغط ، والأوعية عالية الضغط ، ولحام هياكل السفن ، وكذلك في تصنيع الهياكل المعدنية. غالبًا ما تستخدم تقنية اللحام هذه في لحام اللحامات ذات الأخدود متعدد الممرات ، وكذلك قطع شرائح اللحمهفي وضع عمودي.
يتم تسطيح الخرز ذات التذبذبات العرضية للقطب في وضع عمودي ، كقاعدة عامة ، من الأسفل إلى الأعلى عند القطبية العكسية لتيار اللحام. نادرًا ما يتم استخدام اللحام في قطبية مستقيمة في هذا الوضع. حتى أن اللحام الأكثر ندرة في الموضع العلوي لأسفل.
عند اللحام بالاهتزازات المستعرضة للقطب الكهربائي في وضع عمودي ، يجب ألا يكون تيار اللحام مرتفعًا جدًا ، ولكن يجب أن يكون كافيًا لاختراق جيد. يجب أن يتوافق موضع القطب على الأقل تقريبًا مع الوضع الموضح في الشكل. 7.
يتم لحام رف لا يزيد عرضه عن 12 مم في الجزء السفلي من المفصل ، بينما يجب ألا يتجاوز إزاحة القطب من محور اللحام 3 مم. يجب أن يتحرك القطب على طول مسار (الشكل 7 ب). لمنع ظهور التجاعيد السفلية ، من الضروري القيام بإيقاف قصير للإلكترود عندما يصل إلى الحواف الجانبية للحام.
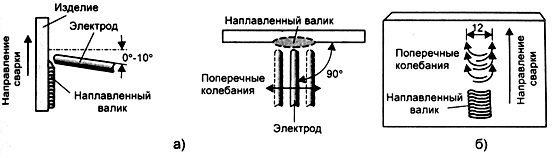
أرز. الشكل 7. موضع القطب أثناء تسطيح الخرز في وضع عمودي من الأسفل إلى الأعلى مع الاهتزازات المستعرضة للقطب الكهربي (أ) ومسار القطب (ب).
يمكن أيضًا إجراء اللحام عن طريق الحفاظ على حوض اللحام في حركة مستمرة ، مع الحرص الشديد على عدم ترك المعدن المنصهر لحوض اللحام يتدفق. إذا تم استيفاء هذا الشرط ، يمكن تحريك القطب الكهربائي لأعلى على طول أي جانب من الوصلة الملحومة ، في حين أنه من الضروري<растяжение>قوس اللحام ، لكن لا تسمح له بالكسر. لا تترك القوس بعيدًا عن الفوهة - فقد يبرد هذا الفوهة ويسبب تناثرًا مفرطًا للمعدن قبل خط اللحام.
عند اللحام بالقطبية المستقيمة ، يجب أن يكون تيار اللحام أعلى قليلاً مما هو عليه عند اللحام بقطبية عكسية. نظرًا لأن معدل الترسيب يكون أعلى عند اللحام بقطبية مستقيمة ، بالإضافة إلى زيادة كمية الخبث ، يجب أن تكون سرعة حركة القطب أعلى. لا تشكل القطع السفلية أي مشكلة كبيرة ، لذلك ليست هناك حاجة لتثبيت القطب على الأسطح الجانبية للحواف المراد لحامها.
يتم تسطيح الخرز في الوضع الرأسي مع الاهتزازات المستعرضة للقطب في وضع رأسي من أعلى إلى أسفل في قطبية عكسية ، مع إيلاء اهتمام خاص لإعداد تيار اللحام. يجب أن يتوافق موضع القطب الكهربي مع الموضع الموضح في الشكل. 8. أثناء عملية اللحام ، من الضروري الحفاظ على قوس قصير جدًا بحيث لا يتدفق الخبث إلى رأس حوض اللحام. لمنع ظهور التجاعيد السفلية ، من الضروري القيام بإيقاف قصير للإلكترود عندما يصل إلى الحواف الجانبية للحام.
أرز. الشكل 8. موضع القطب أثناء تسطيح الخرز في وضع رأسي من أعلى إلى أسفل مع الاهتزازات المستعرضة للقطب الكهربي (أ) ومسار القطب (ب)
على الرغم من حقيقة أن الصناعة في الوقت الحاضر قد اتخذت مسارًا نحو الاستبعاد الكامل للحام في الموقف العلوينظرًا للموضع المناسب ، يجب أن يكون كل عامل لحام قادرًا على اللحام في هذا اليوم الموقع المكاني. يعد اللحام في وضع السقف أمرًا شائعًا في بناء خطوط الأنابيب وفي بناء السفن وفي أعمال البناء والتركيب.

أرز. 9. موضع القطب عند تسطيح حبات ضيقة في الوضع العلوي
يمكن تنفيذ تسطيح الخرزات الضيقة في الوضع العلوي في الاتجاه المعاكس وفي القطبية المباشرة. مقدار تيار اللحام مع القطبية العكسية هو نفسه عند اللحام في الوضع الرأسي. عند اللحام بقطبية مستقيمة ، تكون هذه القيمة أعلى قليلاً. يجب أن يتوافق موضع القطب الكهربي مع الموضع الموضح في الشكل. 9. يجب أن يكون عامل اللحام في وضع يسمح له بمراقبة معدن اللحام وقوس اللحام. هذا مهم بشكل خاص عند لحام الأنابيب ، ولكن غالبًا ما يحدث أن يتم توجيه اتجاه اللحام نحو عامل اللحام.
أثناء عملية اللحام على القطبية العكسية ، من الضروري الحفاظ على قوس قصير ، ويجب ألا يكون حوض اللحام ساخنًا جدًا. عند اللحام بقطبية مستقيمة ، يجب أن يكون طول القوس أطول قليلاً. تعمل التذبذبات الطفيفة للإلكترود ذهابًا وإيابًا بالنسبة لاتجاه اللحام على تسخين اللحام مسبقًا ، بالإضافة إلى أنها تساعد في منع تسرب الخبث المنصهر إلى رأس حوض اللحام. يفضل بعض عمال اللحام المستقيمين تحريك القطب أثناء اللحام في مناطق صغيرة جدًا ، مع الانتباه إلى خطر اللحام مع انتفاخ كبير ، فضلاً عن تكوين قشرة خبث سميكة. عند اللحام بقطبية مستقيمة ، يتم التخلص فعليًا من خطر حدوث تقوسات.
في كثير من الحالات ، عند القيام وصلات ملحومةفي وضع السقف ، هناك حاجة إلى تسطيح الخرز مع الاهتزازات المستعرضة للقطب الكهربي. هذا أصعب بكثير من تسطيح الخرز الضيق.
يتم تسطيح الخرز مع التذبذبات المستعرضة للقطب في الوضع العلوي عند قطبية عكسية. يجب ألا يكون تيار اللحام مرتفعًا جدًا. يجب أن يتوافق موضع القطب الكهربي مع الموضع الموضح في الشكل. 10 أ. من الأهمية بمكان الحفاظ على قوس قصير ، بالإضافة إلى ثبات فجوة القوس عبر العرض الكامل للخرزة المودعة.
يمكن إجراء عملية التصلب عن طريق تحريك حوض اللحام بالكامل ، ولكن يجب توخي الحذر لمنع تجمع المعدن المنصهر في حوض اللحام من أن يصبح شديد السيولة ، مما يؤدي في النهاية إلى تدفق تجمع اللحام إلى الخارج. إذا تمت إزالة هذا العائق ، فيمكن تحريك القطب إلى الأمام على طول أي من الحواف ليتم لحامها (الشكل 106). في هذه الحالة ، يُسمح بإطالة القوس ، دون كسره.
يجب عدم السماح لقوس اللحام بالبقاء في الحفرة لفترة أطول مما هو ضروري للحام الكامل. يجب أن يتحرك القطب بسرعة عبر وجه اللحام حتى لا يسخن المعدن المترسب في منتصف اللحام.
عندما يكون اللحام في وضع علوي ، يمكن أن تحدث مشاكل تقويض. يتم حلها عن طريق التأخير في القطب الكهربائي على الحواف الجانبية للمفصل. يوصى بعدم تجاوز عرض اللحام أكثر من 20 مم.

أرز. الشكل 10. موضع القطب أثناء تسطيح حبات مع اهتزازات عرضية للقطب في الوضع العلوي (أ) ومسار القطب (ب)
لحام الوصلة النهائية في الموضع السفلي
تستخدم الوصلات الطرفية على نطاق واسع في تصميمات الأوعية التي لا تخضع لضغط عالٍ. الوصلات الطرفية هي وصلات اقتصادية للغاية ، لكنها لا تتحمل أحمال شد أو ثني كبيرة. يلزم عدد قليل من الأقطاب لعمل هذا المفصل لأن نسبة المعدن المترسب في معدن اللحام صغيرة. لا يمثل لحام الوصلة الطرفية أي صعوبات ويمكن إجراؤه في مجموعة واسعة من أوضاع اللحام ، سواء في القطبية المباشرة أو في الاتجاه المعاكس.
أثناء اللحام ، من أجل تغطية سطح المفصل بالكامل ، يوصى بعمل اهتزازات عرضية صغيرة للقطب الكهربي. ومع ذلك ، يجب أن يكون المرء مدركًا لخطر الانجراف بسبب هذه التقلبات. مع التقلبات الواسعة للغاية للقطب الكهربي ، سيبدأ المعدن في التعلق من حواف الوصلة. يجب الحرص على إذابة كلا الحواف وضمان اختراق جيد.
لحام مفصل تناكبي بدون شطف في الموضع السفلي
يستخدم هذا النوع من الوصلات الملحومة على نطاق واسع في الصناعة للهياكل التقليدية. مع اللحام على الوجهين للمعدن ، الذي لا يتجاوز سمكه 6 مم ، سيكون هذا الاتصال قويًا جدًا. ومع ذلك ، كقاعدة عامة ، يتم لحام هذه المفاصل من جانب واحد فقط. في هذه الحالة ، سيتم تحديد القوة من خلال عمق الاختراق ، والذي يعتمد بدوره على قطر الأقطاب الكهربائية المستخدمة ، وقيمة تيار اللحام ، وحجم الفجوة بين الأجزاء ، وكذلك على سمك الأجزاء المراد لحامها. مع اللحام أحادي الجانب ، فإن الحصول على اختراق كامل دون وجود فجوة بين الحواف المراد لحامها للمعدن الذي يزيد سمكه عن 5 مم يمثل مشكلة كبيرة.
اللحام مفصل بعقببدون حواف مشطوفة لضمان زيادة مدخلات الحرارة ، يتم إنتاجها بقطبية عكسية. عند اللحام ، من الضروري ضمان الحركة الترددية للقطب على طول محور اللحام. سيؤدي ذلك إلى التسخين المسبق للمعدن قبل اللحام ، وتقليل مخاطر الاحتراق ، والتأكد من دفع الخبث المنصهر إلى سطح حوض اللحام ، مما يلغي إمكانية تكوين شوائب غير معدنية للخبث في معدن اللحام.
في عملية اللحام ، من المهم بشكل خاص الحفاظ على سرعة ثابتة وتوحيد حركة القطب على طول محور اللحام ، وكذلك حجم الفجوة بين القطب الكهربائي وقطعة العمل (طول القوس). إذا كانت سرعة حركة الإلكترود عالية جدًا ، فإن التماس يكون ضيقًا ، ويتم تشكيل قطع سفلية. إذا كانت سرعة اللحام منخفضة للغاية ، فإن حوض اللحام يسخن إلى درجة حرارة يمكن عندها الاحتراق.
يؤدي القوس الطويل جدًا إلى ضعف مظهر اللحام وضعف الاختراق والتناثر المفرط وضعف أداء اللحام. الخصائص الميكانيكيةمعدن اللحام.
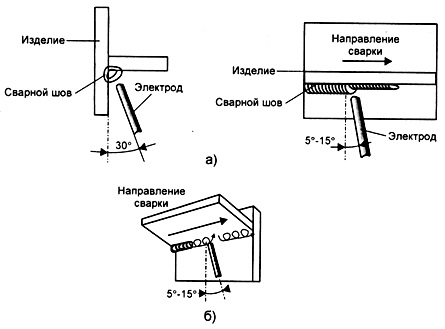
اللحام في الموضع السفلي لمفصل نقطة الإنطلاق (اللحام في "القارب") بلحام شرائح اللحام بتمريرة واحدة
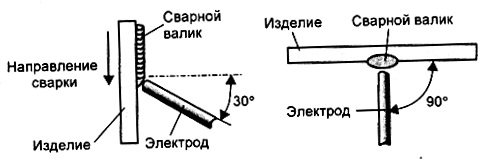
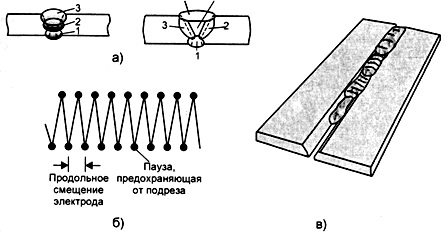
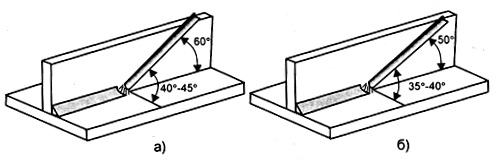
عند تشكيل لحام شرائح ، لتجنب نقص الاختراق ، تميل الأسطح المراد لحامها إلى المستوى الأفقي بزاوية 45 درجة - اللحام "في القارب" (الشكل 11 أ) ، وعند إمالتها بزاوية 30 أو 60 درجة - إلى "واحد" غير متماثل (الشكل 116). يتم إجراء اللحام عند القيم المتزايدة لتيار اللحام ، سواء على قطبية التيار المباشر أو العكسي. يتم إجراء اللحام عند القطبية العكسية بقوس قصير ، وقد يحدث تقطيع جزئي. يجب أن يتوافق موضع القطب أثناء اللحام مع الموضع الموضح في الشكل. 11 ج
أرز. 11. موضع القطب عند اللحام "في القارب":أ - اللحام في "قارب" متماثل ؛ ب - اللحام غير المتماثل<лодочку>؛ ج - الموقع المكاني للقطب
في بداية عملية اللحام ، يجب إحضار القطب إلى حافة اللوحة ليتم لحامها. بعد تسخين حافة اللوحة بقوس ممدود ، يبدأ تطبيق لحام بالعرض المطلوب وعمق الاختراق. في هذه الحالة ، يتم إجراء حركات ترددية صغيرة بواسطة القطب في اتجاه محور اللحام. يوفر هذا التسخين المسبق لجذر اللحام ويمنع تسرب الخبث المنصهر أمام رأس حوض اللحام.
يجب توجيه القطب مباشرة إلى جذر اللحام ، ويجب عدم السماح لقوس اللحام بالوصول إلى سطح اللوحة خارج منطقة تشكيل اللحام. لا يجوز إيداع الكثير من المعادن في مسار واحد.
اللحام في الموضع السفلي لمفصل الإنطلاق (لحام القارب) مع لحام شرائح متعدد التمريرات.
في كثير من الأحيان ، عند لحام وصلة تي في الموضع السفلي ، من الضروري إجراء لحام متعدد التمريرات. يجب أن يكون لحامات الشرائح أحادية التمرير أرجل تتجاوز قطر القطب المستخدم بما لا يزيد عن 1.5-3.0 مم. في لحام متعدد التمريراتلحامات فيليه ، يتم تحديد عدد الطبقات بناءً على قطر القطب ، بينما يجب ألا يتجاوز سمك كل طبقة (0.8-1.2) دي.
نظرًا لأن الوصلة المحملة في الموضع السفلي تشكل حوافًا ، على غرار مفصل التناكب المائل ، يمكن إجراء اللحام باستخدام تقنية اللحام بالذبذبة المستعرضة ، بينما يجب ألا يتجاوز عرض اللحام (1.5-5) دي. إذا تجاوزت طبقة اللحام عرض اللحام المسموح به ، فسيتم تسطيح كل طبقة بالعدد المطلوب من الخرزات.
عند لحام هذا المفصل ، يتم إجراء المسار الأول بقطب كهربائي بسمك 4-6 مم بدون اهتزازات عرضية. يتم إجراء التمريرات اللاحقة باستخدام أقطاب كهربائية ذات قطر أصغر. عند اللحام بهذه الممرات ، من الضروري استخدام التذبذبات المستعرضة للقطب ، بينما يجب ألا يتجاوز اتساع اهتزازات القطب العرض المسموح به للخط.
عند اللحام بقطبية عكسية ، يتم الحفاظ على طول قوس أقصر قليلاً من القطبية المستقيمة. في هذه الحالة ، من الضروري التحكم بعناية في عملية اللحام لتجنب ظهور تقطيعات محتملة. لهذا ، يمكن تطبيق تأخيرات القطب عند النقاط القصوى لسعة التذبذبات المستعرضة للإلكترود ، مع التحكم بعناية في عرض اللحام وسعة التذبذبات المستعرضة للقطب.
قبل تسطيح كل طبقة أو حبة ، من الضروري تنظيف سطح اللحام بعناية من الخبث ، وإلا فإن ظهور شوائب الخبث أمر لا مفر منه. في البداية وعند استئناف اللحام ، يجب إغلاق حفر خرز اللحام بعناية.
لحام مفصل شرائح بزاوية خارجية في الموضع السفلي
تعتبر الوصلات الفيليه ذات اللحامات الخارجية أقل شيوعًا من التراكب واللف و المفاصل المحملة. هذا المفصل قابل للتكيف بشكل كبير لأنه من السهل جدًا التحضير للحام ومعلمات وضع اللحام مماثلة لتلك المستخدمة في اللحام المائل.
لضمان أقصى قوة في الوصلة الملحومة ، من الضروري الحصول على اختراق من الجانب الخلفي. تؤدي إضافة لحام شرائح داخلي إلى لحام شرائح خارجي إلى زيادة قوة مفصل الشرائح بالكامل. كما لوحظ بالفعل ، فإن تكلفة إعداد مثل هذا المفصل صغيرة جدًا ، ومع ذلك ، عند لحام هذه الوصلات من معدن سميك ، فإن تكلفة الأقطاب الكهربائية ستكون كبيرة.
يتم إجراء لحام مفصل فيليه بزاوية خارجية في الموضع السفلي بقطبية عكسية. عند لحام هذا المفصل ، يجب أن يتوافق موضع القطب الكهربي مع الموضع الموضح في الشكل. 12. في المسار الأول ، يتم استخدام تقنية اللحام التي يتم تطبيقها عند تطبيق خط اللحام الضيق ، بدون اهتزازات عرضية. يجب ألا تكون قيمة تيار اللحام عالية جدًا. يجب أن يضمن اللحام في الممر الأول الاختراق الكامل للجانب العكسي للمفصل وانصهارًا جيدًا مع كلا الصفيحتين. من الأهمية بمكان تحقيق هذا الهدف هو الحفاظ على قوس قصير.

أرز. 12. موضع القطب عند لحام وصلة فيليه ذات زاوية خارجية في الموضع السفلي
عند إجراء التمريرات الثانية والثالثة واللاحقة ، يجب ضبط تيار اللحام على وضع أعلى. عند إجراء هذه التمريرات ، يتم استخدام تقنية الاهتزازات المستعرضة للقطب. يجب أن يتم التمرير الثالث بسعة تذبذب أوسع من الثانية. تقنية عمل التمريرات الثانية واللاحقة مشابهة لعمل هذه التمريرات عند اللحام في "قارب" مع لحام شرائح متعدد التمريرات.
أثناء اللحام ، من الضروري مراقبة حدود عرض الاهتزازات المستعرضة للإلكترود. للقضاء على التقلبات السفلية ، يوصى بإيقاف قصير للقطب عند النقاط القصوى لمسار التذبذبات المستعرضة. تأكد من تحقيق الانصهار الجيد مع الطبقات المطبقة مسبقًا ومع كلا أسطح اللوحة. لا ينبغي أن يكون التمريرة الأخيرة كذلك ارتفاع كبير. بعد كل تمريرة ، من الضروري تنظيف المعدن المترسب بعناية من قشرة الخبث.
لحام بعقب مع حواف مشطوفة على البطانة في الموضع السفلي
غالبًا ما يستخدم هذا النوع من الوصلات الملحومة في خطوط أنابيب اللحام وأوعية الضغط وهياكل السفن.
يتم لحام هذا الاتصال على قطبية عكسية. بالنسبة للمرور الأول ، يتم تعيين قيمة منخفضة لتيار اللحام. يجب أن يتوافق موضع القطب الكهربي مع الموضع الموضح في الشكل. 13. يتم اللحام بخرزة ضيقة بدون اهتزازات عرضية للقطب الكهربي. يجب توخي الحذر أثناء اللحام لضمان اندماج جيد مع الأسطح الداعمة والأخدود عند جذر المفصل. يجب أن يكون سطح التماس مسطحًا قدر الإمكان.

أرز. 13. موضع القطب عند لحام الوصلة المؤخرة بحواف مشطوفة على البطانة في الموضع السفلي
يمكن عمل التمريرات الثانية والثالثة واللاحقة عند تيارات اللحام الأعلى. لا ينبغي أن تكون الحركة على طول محور التماس سريعة جدًا ، وإلا فإن سطح التماس سيكون غير متساوٍ ، وقد تظهر المسام بمقاييس كبيرة. يجب أن تكون الحركات المستعرضة للإلكترود محدودة بالعرض المطلوب للدرز. سيضمن ذلك عدم حدوث عمليات قطع ناقصة. أثناء اللحام ، من المهم مراقبة طول القوس وإزالة الخبث بعناية من الطبقات المتراكبة والتأكد من انصهار اللحام المتراكب مع الطبقات السابقة ومع الحواف المراد لحامها. عند تطبيق الطبقة الأخيرة ، استخدم حواف الأخدود كمؤشر في تحديد عرض المفصل المطلوب.
لحام مفصل تناكبي بحواف مشطوفة في الموضع السفلي
غالبًا ما يوجد هذا النوع من التوصيل في لحام خطوط الأنابيب ، وكذلك في لحام المفاصل الحرجة.
يتم لحام هذا الاتصال على قطبية عكسية. يجب أن يتوافق موضع القطب الكهربي مع الموضع الموضح في الشكل. أربعة عشرة.
أرز. 14. موضع القطب عند لحام الوصلة ذات الحواف المشطوفة في الموضع السفلي
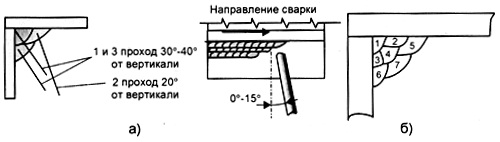
على التين. يوضح الشكل 15 أ ترتيب الطبقات / الخرز في اللحام بعقب مشطوف في الموضع السفلي. الممر الأول مخصص للحام جذر التماس وعادة ما يتم إجراؤه باستخدام أقطاب بقطر 3 مم ، بينما يجب ألا يكون تيار اللحام مرتفعًا جدًا. يتم إجراء اللحام على قوس قصير مع حركات ترددية بالنسبة لخط اللحام ، بينما من الضروري التأكد من بقاء القطب نفسه في فجوة منطقة جذر المفصل الملحوم طوال الوقت. أثناء اللحام ، لا ينبغي السماح بانقطاع القوس عند تحريك القطب للأمام ويجب الحرص على عدم سقوط القطرات المعدنية أمام خط اللحام ، فقد يتداخل ذلك مع عملية اللحام وتقدمها. يجب أن تتكون حبة صغيرة على ظهر المفصل. يجب أن يحتوي السطح الأمامي للممر الأول على حد أدنى من التحدب.
أرز. 15. لحام الوصلة التناكبية مع حواف مشطوفة في الموضع السفلي:أ - ترتيب تراص الطبقة ؛ ب - مسار القطب خلال التمرير الأخير ؛ ج - وصلة ملحومة
يتم إجراء التمريرات الثانية واللاحقة بقيم أعلى لتيار اللحام والأقطاب الكهربائية ذات القطر الأكبر. يتم تنفيذ التسطيح باستخدام التذبذبات المستعرضة للقطب ، بينما من المهم ضمان ثبات وتوحيد التذبذبات وحركة القطب على طول محور اللحام ، وإلا فلن يكون اللحام الناتج موحدًا في الجودة والمظهر. أثناء اللحام ، يجب توخي الحذر لتجنب الجروح السفلية (الشكل 156). من الضروري الحصول على الانصهار مع الطبقات المودعة مسبقًا ، وكذلك مع الحواف الجانبية لأخدود المنتج الملحوم. يجب أن يكون للجانب الأمامي للطبقة الثانية واللاحقة سطح مستوٍ. من الضروري تنظيف كل طبقة من الخبث بعناية بطولها بالكامل.
يتم تنفيذ التمريرة النهائية بنفس نوع القطب الكهربائي السابق. تقنية التنفيذ هي نفسها عند إجراء التمريرات الثانية واللاحقة ، باستثناء أنه خلال التمريرة النهائية ، ستكون سعة التذبذبات المستعرضة للقطب أكبر. للتحكم في عرض التماس المواجه ، من الضروري استخدام الحواف المشطوفة لمفصل التراكب. يجب أن يكون سطح التماس المواجه محدبًا قليلاً.
لحام مفصل اللفة في الموضع السفلي
يستخدم هذا النوع من الاتصال على نطاق واسع في الصناعة ، لا سيما في الخزانات والبناء وهياكل السفن. مفصل اللفة اقتصادي للغاية ، ولا يتطلب أي تكاليف إعداد وتجميع كبيرة. يتم تحقيق أقصى قوة لوصلة اللفة عندما يتم لحامها على كلا الجانبين باستخدام لحام شرائح.
يتم إجراء لحام هذا الاتصال في القطبين المباشر والعكسي ، بينما يجب ألا يكون تيار اللحام كبيرًا جدًا. يجب أن يتوافق موضع القطب الكهربي مع الموضع الموضح في الشكل. السادس عشر.
أرز. 16. لحام مفصل اللفة في الموضع السفلي:أ - تحضير الوصلة للحام ؛ ب - موضع القطب عند اللحام بخط التماس أحادي التمرير بسماكة متساوية ؛ ج - موضع القطب خلال الممرات الثانية والثالثة عند إجراء لحام متعدد التمريرات ؛ د - موضع القطب عند اللحام بسماكات مختلفة
يتطلب لحام اللفة في الموضع السفلي قوسًا قصيرًا جدًا في قطبية مستقيمة وقوسًا أقصر في القطبية العكسية. يجب أن يكون القوس موجهًا في اتجاه جذر الاتصال والسطح الأفقي للوحة. أثناء اللحام ، من الضروري إجراء اهتزازات ترددية صغيرة للإلكترود بالنسبة لمحور خط اللحام. يساهم هذا في التسخين المسبق للمفصل أمام قوس اللحام المتحرك ، ويضمن إنشاء انتفاخ بالحجم الكامل ويغطي ذيل حوض اللحام بقشرة من الخبث.
من الضروري للغاية أن يكون للمفصل الجيد تغلغل كامل في جذر اللحام وانصهار جيد لكلا سطح الصفيحتين. عند اللحام بقطبية مستقيمة ، تميل الحافة العلوية للوحة العلوية إلى الاحتراق ، لذلك عند اللحام ، يجب أن تكون حذرًا دائمًا من عدم ملء حبة اللحام بشكل كافٍ وأن قوس اللحام ليس قصيرًا بدرجة كافية. نادرًا ما تظهر القطع السفلية.
عند اللحام في قطبية عكسية ، يجب الانتباه إلى الحفاظ على قوس أقصر ، بالإضافة إلى التخلص من التقويض المحتمل ، سواء على السطح المسطح للوحة أو على طول الحافة العلوية للوحة العلوية. لتقليل احتمالية حدوث تقوسات ، يجب أن تقتصر حركة القوس على أبعاد اللحام.
لحام مفصل اللفة في وضع أفقي
غالبًا ما يتم استخدام لحام مفصل اللفة في وضع أفقي مع لحام شريحة واحدة في قطبية مستقيمة في الخزانات وهياكل المباني.
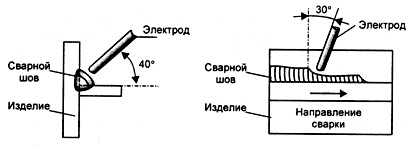
عند لحام هذا المفصل ، يجب ألا يكون تيار اللحام مرتفعًا جدًا. يجب أن يوجه القطب إلى جذر التماس. يجب أن يتوافق موضع القطب أثناء اللحام مع الموضع الموضح في الشكل. 17. من الأفضل إجراء اللحام بحركات ترددية صغيرة للقطب في اتجاه محور اللحام ، ويمكن أيضًا استخدام اهتزازات عرضية طفيفة للقطب. يجب ألا يكون حوض اللحام شديد السخونة ، حيث سيؤدي ذلك إلى حدوث تشققات في معدن اللحام.

أرز. 17. موضع القطب عند لحام مفصل اللفة في وضع أفقي
عند اللحام ، يجب إيلاء اهتمام خاص لحركة القطب من أجل منع ظهور الحروق من خلال حافة اللوحة ، وكذلك لضمان عدم ملامسة قوس اللحام لسطح اللوحة الرأسية بالخارج اللحام ، وإلا فإن التخفيضات أمر لا مفر منه.
لحام مفصل T في الموضع السفلي
نسبة كبيرة من اللحامات التي يتم إجراؤها عمليًا بواسطة عامل اللحام عبارة عن لحامات شرائح يتم إجراؤها في الموضع السفلي. يمكن أن تشمل تقنية اللحام كلاً من اللحام أحادي المسار واللحام متعدد المسارات مع جميع أنواع الأقطاب الكهربائية. على الرغم من أن الأقطاب الكهربائية المصممة للحام القطبية العكسية ليست كذلك أفضل نوعالأقطاب الكهربائية لعمل لحامات شرائح أحادية المرور ، يعد استخدام هذه الأقطاب الكهربائية لمثل هذه الأغراض ممارسة شائعة إلى حد ما.
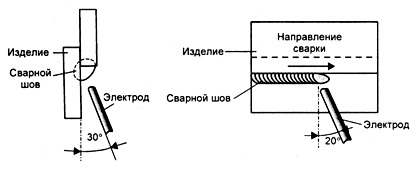
عند لحام وصلة T في الموضع السفلي بقطبية مستقيمة ، يجب أن يكون تيار اللحام كافيًا لإنتاج حوض لحام كبير. عند اللحام في قطبية عكسية ، يجب أن يكون تيار اللحام أقل إلى حد ما. يجب أن يتوافق موضع القطب عند اللحام في قطبية مباشرة مع الوضع الموضح في الشكل. 18 أ ، على القطبية العكسية - شكل. 18 ب.
أرز. 18. موضع القطب عند لحام وصلة تي في الموضع السفلي:أ - على القطبية المباشرة ؛ ب - على عكس القطبية
يجب أن يوجه القطب إلى جذر المفصل الملحوم. عند اللحام بقطبية عكسية ، يجب أن يكون طول القوس أقصر. يجب أن تتم حركة القطب بشكل متساوٍ في جميع أنحاء المفصل ، دون فقد حوض اللحام.
ومع ذلك ، يفضل بعض عمال اللحام استخدام حركات ترددية صغيرة للقطب في اتجاه محور اللحام. يمكن أن يكون لهذا تأثير إيجابي في شكل التسخين المسبق للحواف المراد لحامها وجذر المفصل الموجود أمام القطب الكهربائي المتحرك ، ويحسن تكوين المعدن المترسب على المستوى الرأسي للوحة ، ويساعد أيضًا على منع التسرب من الخبث المنصهر في رأس حوض اللحام. عند اللحام بقطبية مستقيمة ، لا يمثل القطع السفلي مشكلة أبدًا. يتطلب اللحام بالقطبية العكسية تدابير متزايدة لمنع حدوث جروح.
لحام مفصل نقطة الإنطلاق في الموضع السفلي مع لحام متعدد التمريرات
غالبًا ما يتم إجراء لحامات الشرائح الكبيرة عن طريق تطبيق حبات ضيقة بشكل متكرر دون اهتزازات عرضية للقطب الكهربي. في معظم الحالات ، يتم عمل الطبقة المواجهة أو الخرزة الأخيرة بدون اهتزاز جانبي للقطب الكهربي ، وفي بعض الحالات يكون مطلوبًا أن يتم تنفيذ التمرير الأخير مع التذبذب الجانبي. على وجه الخصوص ، هذه هي متطلبات خطوط أنابيب اللحام وأوعية الضغط. يمكن إجراء اللحام على القطبين المباشر والعكسي لتيار اللحام.
عند إجراء هذا الاتصال ، يتم ضبط تيار اللحام على نفس الوضع عند اللحام باستخدام خط التماس ضيق أحادي المرور. سيتغير موضع القطب حسب تسلسل الطبقات (الشكل 19 أ). تشبه حركة القطب الكهربي الحركة عند اللحام بخط التماس أحادي التمرير. يجب تنفيذ موقع أو تخطيط الخرزات على الجانبين بطريقة تطابق الطبقة المواجهة تمامًا الحجم المحدد لساق اللحام الحشو. يظهر ترتيب تراكب الطبقات في الشكل. 19 ب.

أرز. الشكل 19. موضع القطب عند لحام وصلة تي بلحام متعدد التمريرات في الموضع السفلي (أ) وترتيب طبقات التطبيق (ب)
تقنية أداء الطبقة المواجهة معقدة نوعًا ما. يجب ألا يكون تيار اللحام منخفضًا جدًا. يجب أن يتوافق موضع القطب الكهربي مع الموضع الموضح في الشكل. 20 أ. المقاييس مكدسة في مستوى قطري. يتم تطبيق القطرات المعدنية فقط عندما يتحرك القطب لأسفل. يجب أن يتم تحريك القطب لأعلى بسرعة ، على القوس الأكثر تمددًا ، ولكن دون كسر القوس.

أرز. الشكل 20. موضع القطب أثناء تنفيذ الطبقة المواجهة (أ) ومسار الحركات التذبذبية للقطب الكهربي (ب)
يمكن أن تعمل حافتان متوازيتان من خرز اللحام المصنوعة مسبقًا كمؤشرات لعرض حركة القطب أثناء لحام الطبقة المواجهة. لمنع ظهور التجاعيد ، من الضروري تأخير القطب الموجود في الأعلى و الحواف السفليةاللحام. يجب أن نتذكر أنه في اللحام متعدد المسارات ، يلزم التنظيف الشامل لقشرة الخبث لكل طبقة متراكبة.
عند اللحام في قطبية عكسية ، يمكن أن تنشأ صعوبات كبيرة بسبب ظهور القطع السفلية. يمكنك التخلص من هذه المشاكل بكل الطرق الموصوفة سابقا.
لحام مفصل نقطة الإنطلاق في الموضع السفلي بلحام متعدد التمريرات باستخدام الاهتزازات العرضية للقطب الكهربي
من الناحية العملية ، غالبًا ما تكون هناك حالات يكون فيها من الضروري لحام شرائح اللحامات ذات المقطع العرضي الكبير في الموضع السفلي. عادةً ما يتم استخدام اللحام متعدد المسارات لهذا الغرض ، باستخدام تقنية الاهتزازات المستعرضة للقطب الكهربي. في أغلب الأحيان ، توجد مثل هذه اللحامات في أعمال بناء السفن وتركيبها.
يتم لحام هذا النوع من التوصيل على قطبية عكسية. تم ضبط تيار اللحام على مستوى مرتفع. يجب أن يتوافق موضع القطب الكهربي مع الموضع الموضح في الشكل. 21. يتم تنفيذ التمريرة الأولى بنفس الطريقة كما في حالة اللحام التقليدي ذو الشريحة الواحدة. يجب أن يكون سطح البكرة الأولى مسطحًا قدر الإمكان.
أرز. الشكل 21. موضع القطب عند لحام وصلة تي بلحام متعدد التمريرات في الموضع السفلي باستخدام الاهتزازات المستعرضة للقطب الكهربي
يتم تثبيت التماس الثاني بذبذبات عرضية للقطب فوق الأول. يجب أن يوجه القطب إلى لوحة عمودية من أجل ضمان نقل المعدن من القطب إلى هذا السطح. يجب ألا تتجاوز التقلبات المستعرضة للقطب الكهربي العرض المطلوب للدرز الذي يتم إجراؤه. خلاف ذلك ، قد تحدث تخفيضات. من الضروري ضمان اندماج اللحامات المطبقة جيدًا مع سطح الطبقات المودعة مسبقًا ومع سطح اللوحة المراد لحامها.
لحام مفصل تناكبي بحافة مشطوفة على البطانة في وضع أفقي
غالبًا ما يوجد هذا الاتصال ، بالإضافة إلى الموقع المكاني الذي يوجد فيه ، في لحام الأنابيب والخزانات وكذلك في أعمال بناء السفن.
يتم إجراء اللحام على قطبية عكسية مع كل من الخرزات الضيقة بدون اهتزازات عرضية ، وبتذبذبات عرضية للقطب الكهربي. يتم تنفيذ التمرير الأول عند قيم تيار لحام أعلى بدون اهتزازات عرضية للقطب الكهربي. يجب أن يتوافق موضع القطب الكهربي مع الموضع الموضح في الشكل. 22. عند اللحام ، من الضروري ضمان اندماج مضمون مع البطانة ، وكذلك مع حواف الجزء الجذري للمفصل.
أرز. الشكل 22. موضع القطب عند لحام مفصل تناكبي بحواف مشطوفة على البطانة في وضع أفقي
يمكن إجراء التمريرات الثانية وجميع الممرات اللاحقة بتيارات لحام أعلى. يجب أن يتوافق موضع القطب عند اللحام بخرز ضيق بدون اهتزازات عرضية للقطب مع الوضع الموضح في الشكل. 22. من المهم جدًا أن تكون جميع اللحامات انصهارًا جيدًا مع سطح الطبقات المطبقة مسبقًا ، وكذلك مع سطح حواف الأخدود. يجب توخي الحذر لمنع الجروح.
لحام مفصل تناكبي بحواف مشطوفة في وضع أفقي
هذا الاتصال ، بالإضافة إلى الموضع المكاني الذي يوجد فيه ، شائع جدًا عند لحام الأنابيب ، وكذلك مفاصل التناكب الحرجة. عند القيام ببعض الأعمال ، هناك في بعض الأحيان متطلبات أن تكون هذه اللحامات مع التذبذبات العرضية للقطب الكهربي ، ومع ذلك ، في معظم الحالات ، يتم استخدام اللحام بخرز ضيق بدون اهتزازات عرضية للقطب.
يتم اللحام بقطبية عكسية. يجب ألا يكون تيار اللحام أثناء التمرير الأول مرتفعًا جدًا. يجب أن يتوافق موضع القطب عند اللحام بخرز ضيق بدون اهتزازات عرضية مع الشكل. 23 ، وعند اللحام بالاهتزازات المستعرضة - شكل. 24 أ.

أرز. 23. موضع القطب عند لحام مفصل تناكبي بحواف مشطوفة في وضع أفقي:بكرات ضيقة بدون اهتزازات عرضية للقطب الكهربي.
عند اللحام ، من الضروري الحفاظ على فجوة قوسية قصيرة ، مما يجبر معدن القطب على أن يتم لحامه مباشرة في فجوة جذر المفصل. عند اللحام ، يمكنك استخدام الحركة الترددية للقطب. عند التحرك للأمام ، يجب عدم السماح لقوس اللحام بالكسر.
من الضروري أثناء هذه الحركات توفير التسخين المسبق للمعدن قبل اللحام. في الوقت نفسه ، يجب توخي الحذر للتأكد من أن المعدن المنصهر لحوض اللحام يتصلب بسرعة كافية ولا يتدفق إلى اللوحة السفلية. يجب أن يكون هناك اختراق كامل في الجانب الخلفي من المفصل.
بالنسبة للممرات الثانية واللاحقة ، يمكن زيادة تيار اللحام بشكل كبير. من الممكن استخدام اللحام بالخرز الضيق ، بدون اهتزازات عرضية. يمكنك أيضًا استخدام اللحام بالذبذبات المستعرضة للقطب الكهربي (الشكل 24 ب). من المهم ضمان اندماج جميع الممرات مع سطح جميع الممرات السابقة ، وكذلك مع أسطح الألواح المراد لحامها. أثناء اللحام ، من الضروري مراقبة مظهر القطع السفلي.
أرز. 24. موضع القطب عند لحام مفصل تناكبي بحواف مشطوفة في وضع أفقي:أ - اللحام بالذبذبات المستعرضة للقطب الكهربائي ؛ ب - مثال على الحركات العرضية لنهاية القطب
لحام مفصل تناكبي بشطبة من حافة واحدة في وضع أفقي
في أغلب الأحيان ، عند عمل مفاصل بعقب في وضع أفقي ، تكون الحافة مشطوفة فقط في الصفيحة العلوية. يتحمس القوس على الحافة الأفقية للورقة السفلية ، ثم ينتقل إلى الحافة المشطوفة للورقة العلوية. لا تختلف تقنية اللحام عن تلك الموصوفة أعلاه ، باستثناء الترتيب الذي يتم به تطبيق الطبقات.
لحام مفصل اللفة في وضع رأسي من الأسفل إلى الأعلى. عند أداء المسؤول أعمال اللحامباستخدام مفاصل اللفة في وضع عمودي ، كقاعدة عامة ، يتم إجراء اللحام من الأسفل إلى الأعلى. يحدث هذا اللحام عند إجراء أعمال اللحام في بناء السفن ، وفي صناعة الأوعية ذات الضغط العالي ، وكذلك في صناعة الهياكل المعدنية.
عند اللحام بسماكات صغيرة ، وكذلك لعمل التمريرات الأولى في التمريرات المتعددة اللحاماتيتم إجراؤها عند مفاصل اللحام ، يتم استخدام لحامات شرائح اللحام أحادية المرور. عند إجراء هذه اللحامات ، من الضروري تعيين قيمة ليست كبيرة جدًا لتيار اللحام. يجب أن يتوافق موضع القطب الكهربي مع الموضع الموضح في الشكل. 25.
أرز. 25. موقف القطب عند لحام مفصل اللفة في وضع عمودي من أسفل إلى أعلى
في الجزء السفلي من المفصل ، يتم تشكيل شفة معدنية مترسبة ، لها أبعاد تتوافق مع أبعاد اللحام. يجب استخدام الحركات الترددية للقطب الكهربي. عند نقل معدن القطب ، يجب الحفاظ على قوس قصير ؛ عند التحرك لأعلى ، يجب شد القوس ، مع عدم السماح له بالكسر. عندما يكون القطب فوق حوض اللحام ، يمكن إجراء حركات عرضية صغيرة للإلكترود. هذا يساهم في تشكيل أفضل للحام. أثناء اللحام ، يجب توخي الحذر للتأكد من أن حركات القطب الكهربي تبقى دائمًا في نطاق عرض التماس بحيث لا يتم حرق حافة اللوحة العلوية ، ولا تظهر أي قطع سفلية على السطح المستوي للوحة.
لعمل اللحامات ذات الوصلات السميكة ، يتم استخدام اللحام متعدد التمريرات أو اللحام المفرد بحركات قطب عرضية. في اللحام متعدد الممرات ، يتم تنفيذ التمريرة الأولى بواسطة حبة ضيقة بدون حركة عرضية للقطب الكهربي. عند إجراء التمرير الثاني ، يجب أن يكون تيار اللحام كافيًا لضمان الاختراق المضمون في جذر المفصل والانصهار مع الحواف. يجب أن يتوافق موضع القطب ومسار حركة القطب مع تلك الموضحة في الشكل. 26 أ. في الوقت نفسه ، مع إبقاء القطب فوق سطح حوض اللحام ، تحتاج إلى تحريكه لأعلى ، أثناء تحريك حوض اللحام إلى الجانبين ، بالتناوب إلى اليسار ، ثم إلى اليمين.

أرز. الشكل 26. موضع القطب عند لحام مفصل حضن في وضع رأسي من الأسفل إلى الأعلى باستخدام لحام شرائح متعدد التمريرات (أ) وشريحة لحام أحادية المرور مع حركة عرضية للقطب الكهربائي (ب)
تتيح الحركات المنتظمة لحوض اللحام ، التي يتم إجراؤها أثناء عملية اللحام ، الحصول على سطح أملس للحام بتحدب صغير. ستمنع التوقفات اللحظية عند أقصى درجات الاهتزاز الجانبي من الانقطاع ، ولكن يجب توخي الحذر حتى لا تحترق من خلال حافة اللوحة العلوية.
يمكن أيضًا إجراء لحام مفصل اللفة باستخدام لحام شرائح أحادي المسار مع اهتزازات عرضية للقطب الكهربي. يجب أن يتوافق موضع القطب ومسار حركة القطب مع تلك الموضحة في الشكل. 26 ب. تشبه تقنية اللحام الممر الثاني في اللحام متعدد المسارات. يكمن الاختلاف في حقيقة أنه يجب وضع القطب الكهربي بزاوية كبيرة على اللوحة السفلية ويجب أن يتم تأجيل الحركة فقط على اللوحة السفلية.
لحام مفصل على شكل حرف T في وضع رأسي باستخدام لحام شرائح أحادي التمرير
غالبًا ما يوجد لحام هذا المفصل في الممارسة الصناعية. غالبًا ما يتم إجراء اللحام الرأسي من الأسفل إلى الأعلى ، على الرغم من وجود حالات يكون فيها من الضروري اللحام من الأعلى إلى الأسفل. يتم تحديد اختيار عدد التمريرات من خلال الغرض من هذا الاتصال ، وكذلك سماكة الألواح المراد لحامها.
عند لحام وصلة تي في وضع رأسي مع لحام شرائح أحادي المرور بدون حركات عرضية للقطب الكهربي ، يجب أن يكون تيار اللحام كبيرًا بما يكفي لضمان اختراق جيد في جذر المفصل ، وكذلك مع أسطح الصفائح . يجب أن يتوافق موضع القطب الكهربائي تقريبًا مع الوضع الموضح في الشكل. 27.
أرز. 27. موقف القطب عند لحام وصلة الإنطلاق في وضع عمودي مع شريحة لحام أحادية المرور
يتم إجراء اللحام على قطبية عكسية مع تقلب القطب لأعلى ولأسفل. في لحظة نقل معدن القطب ، من الضروري الحفاظ على قوس قصير ؛ عند تحريك القطب لأعلى ، يجب شد القوس ، ولكن في نفس الوقت ، لا ينبغي كسر القوس. من الضروري إزالة القطب بشكل دوري من حوض اللحام لتجنب ارتفاع درجة حرارة المعدن الذي يتم لحامه وتكسيره أو تسربه اللاحق في حوض اللحام. في الوقت نفسه ، من الضروري الحفاظ على حوض اللحام في مكان واحد ، حتى يتم الحصول على الاختراق المطلوب ، والانصهار مع الحواف المراد لحامها وتشكيل اللحام بالكفاف المطلوب بدون تقطيع.
يمكن أيضًا إجراء لحام مفصل نقطة الإنطلاق في وضع رأسي باستخدام لحام شرائح أحادي التمرير مع اهتزازات عرضية للقطب الكهربي. يجب أن يتوافق موضع القطب ومسار حركة القطب مع تلك الموضحة في الشكل. 28. تقنية اللحام مشابهة للممر الثاني في اللحام متعدد المسارات.
أرز. الشكل 28. موضع القطب عند لحام وصلة تي في وضع رأسي مع لحام شريحة أحادي المرور مع حركات عرضية للقطب الكهربي (أ) ومسار القطب الكهربائي (ب)
لحام مفصل تي في وضع رأسي باستخدام لحام متعدد الأشواط
يتم إجراء لحام هذا الاتصال من الأسفل إلى الأعلى ، عادةً على قطبية عكسية ، ولكن في بعض الأحيان يتم استخدام القطبية المباشرة أيضًا لهذه الأغراض. يمكن عمل اللحام بخرز ضيق ، بدون تذبذبات عرضية (الشكل 29 أ) ، ولكن يتم إجراؤه في أغلب الأحيان بحركات عرضية للقطب الكهربي (الشكل 29 ب).
أرز. 29- لحام متعدد التمريرات مصنوع من خرزات ضيقة بدون اهتزازات عرضية للقطب الكهربي (أ) وذات اهتزازات عرضية (ب)
عند لحام اللحام متعدد الممرات مع الاهتزازات المستعرضة ، يكون التمرير الأول مشابهًا لتنفيذ اللحام أحادي المسار ؛ يتم إجراؤه بدون حركات عرضية للقطب الكهربي أو ، في بعض الحالات ، مع اهتزازات عرضية صغيرة (الشكل 29 ب) يجب أن يتوافق موضع القطب الكهربي أثناء التمرير الثاني مع الوضع الموضح في الشكل. 30. يجب أن يكون تيار اللحام كافيًا لضمان الاختراق المضمون في جذر المفصل والانصهار مع الحواف.
أرز. 30. موضع القطب عند لحام وصلة تي في وضع عمودي مع تمريرات متعددة
أثناء اللحام ، من الضروري إبقاء القطب فوق سطح حوض اللحام ، وتحريك حوض اللحام لأعلى ، وفي نفس الوقت نقله إلى الجانبين ، بالتناوب إلى اليسار ، ثم إلى اليمين. تتيح الحركات المنتظمة لحوض اللحام ، التي يتم إجراؤها أثناء عملية اللحام ، الحصول على سطح أملس من اللحام بتحدب صغير ، كما أن التوقفات قصيرة المدى للإلكترود عند النقاط القصوى للحركات العرضية ستمنع ظهور القطع السفلية . أثناء اللحام ، من الضروري الحفاظ على قوس قصير ، ولكن تجنب لمس القطب الكهربائي بالمعدن المنصهر لحوض اللحام.
عند استخدام قطب كهربائي ذو قطر كبير ، من الضروري زيادة تيار اللحام. يشبه موضع القطب الكهربي أثناء اللحام بالمرور الثالث الممر الثاني. عند استخدام قطب كهربائي بقطر كبير ومع زيادة تيار اللحام ، من المستحسن تسريع حركة القطب لأعلى عندما يصل حوض اللحام إلى أقصى نقطة في مسار التذبذبات المستعرضة. في هذه الحالة ، من الضروري الانتباه إلى استمرار احتراق القوس خلال كل هذه الحركات. عند تحريك القوس لأعلى ، يجب شده. بعد التبريد الكافي لحوض اللحام ، يعود القطب إلى الحفرة ، ويتم ترسيب معدن إضافي.
أثناء اللحام ، من الضروري الحفاظ على عرض ثابت لمسار التذبذبات المستعرضة ، للتأكد من أنها لا تتجاوز عرض اللحام النهائي.
لحام مفصل تناكبي بحافة مشطوفة على دعامة في وضع رأسي
هذا النوع من التوصيل شائع جدًا في بناء خطوط الأنابيب وأوعية الضغط وكذلك في هياكل السفن. يتم اللحام في قطبية عكسية من أسفل إلى أعلى.
أول إجتياز. يجب أن يكون تيار اللحام كبيرًا. يجب أن يتوافق موضع القطب الكهربي مع الموضع الموضح في الشكل. 31. عند اللحام ، يتم استخدام تقنية تسطيح الخرز الضيق ، بدون اهتزازات عرضية ، في الوضع الرأسي. يجب أن يكون التماس انصهارًا جيدًا مع الدعامة ومع أسطح كلتا الحافتين عند جذره.
عند اللحام ، من الضروري التأكد من أن السطح الأمامي للدرزة مسطح قدر الإمكان. إذا كانت فجوة الجذر في اللحام واسعة جدًا ، فيجب عمل تمريرين أو ثلاثة لإكمال اللحام الخلفي. أثناء عملية اللحام ، يجب توخي الحذر للتأكد من أن جميع الطبقات المتراكبة بها انصهار جيد مع بعضها البعض.

أرز. الشكل 31. موضع القطب عند لحام مفصل تناكبي بحواف مشطوفة على بطانة في وضع رأسي
التمريرة الثانية. يجب ألا يكون تيار اللحام مرتفعًا جدًا. عند عمل التماس ، يتم استخدام تقنية اللحام بالذبذبات المستعرضة للقطب. كدليل يمكن من خلاله تحديد عرض هذه الاهتزازات المستعرضة ، يتم استخدام حواف الخرز المودعة مسبقًا. عند اللحام ، من الضروري التأكد من أن سطح اللحام مسطح لتجنب الجروح السفلية. يجب ألا يشكل خط اللحام حوافًا حادة ، حيث يمكن أن يتشكل الخبث في هذه الحواف.
التمريرة الثالثة. يجب أن يكون حجم تيار اللحام بحيث يتم ضمان كل من الاختراق والاندماج الجيد ، وانتفاخ صغير في اللحام. يجب ألا تتجاوز التقلبات المستعرضة للقطب الكهربي الحواف المشطوفة للأخدود. من أجل تجنب ظهور التقلبات السفلية ، من الضروري تأخير القطب عند النقاط القصوى لمسار الاهتزازات المستعرضة. لمنع ظهور الانتفاخ المفرط للحام ، يجب أن تكون سرعة اللحام عالية بدرجة كافية.
لحام مفصل تناكبي بدون شطف في وضع رأسي
يتم إجراء لحام هذا الاتصال من الأسفل إلى الأعلى على القطبية العكسية باستخدام خط التماس متعدد التمريرات. تقنية لحام ممر جذر مع فجوة كبيرة في مفصل تناكبي بدون حواف مائلة معقدة للغاية.
أول إجتياز. يجب ألا يكون تيار اللحام كبيرًا جدًا ، ولكن في نفس الوقت يجب أن يكون كافيًا لضمان تغلغل الجزء الجذر من المفصل وتشكيل انتفاخ كافٍ على الجانب الخلفي من المفصل. يجب أن يتوافق موضع القطب الكهربي مع الموضع الموضح في الشكل. 32. عند لحام الممر الأول ، يتم استخدام تقنية اللحام بالخرز الضيق بدون اهتزازات عرضية للقطب الكهربي ؛ من الضروري تحقيق انتفاخ طفيف على الجانب الخلفي لجذر التماس.
أرز. الشكل 32. موضع القطب عند لحام مفصل تناكبي بدون حواف مائلة في الوضع الرأسي
التمريرة الثانية. لا تختلف قيمة تيار اللحام وموضع القطب عمليًا عن تلك الموجودة في المسار الأول. من المستحيل إنتاج اهتزازات عرضية ذات سعة كبيرة جدًا. يجب أن تكون سرعة حركة القطب الكهربائي بحيث لا يكون هناك انتفاخ مفرط في التماس ولا يتم تشكيل أي قطع سفلية.
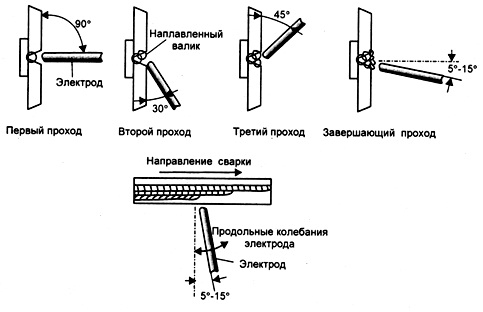
لحام مفصل مع لحام شرائح خارجي
غالبًا ما تصادف هذه الوصلات الملحومة في الممارسة. يتم إجراء اللحام في قطبية عكسية من أسفل إلى أعلى باستخدام تقنية الاهتزازات العرضية للقطب ، بالإضافة إلى حقيقة أن الحواف المراد لحامها غير مشطوفة ، في هذه الحالة يكون الاختراق الضحل كافياً.
أول إجتياز. يجب ألا يكون تيار اللحام مرتفعًا جدًا. يجب أن يتوافق موضع القطب الكهربي مع الموضع الموضح في الشكل. 33. يتم استخدام تقنية أداء تمريرة الجذر مع حركات ترددية للقطب الكهربي.

أرز. 33. موقف القطب عند لحام مفصل مع لحام شرائح خارجي في وضع عمودي
التمريرات الثانية والثالثة. يجب زيادة تيار اللحام مقارنة بالمرور الأول. أثناء اللحام ، من الضروري ضمان الانصهار الجيد مع الطبقات المودعة مسبقًا ، وكذلك مع الحواف الملحومة للمعدن الأساسي ، مع الانتباه إلى إمكانية حدوث تقطيع جزئي. يجب أن يكون السطح الأمامي للدرزات مسطحًا.
التمريرة الرابعة. تتشابه قيمة تيار اللحام وموضع القطب مع تلك المستخدمة في لحام التمريرات السابقة. عند اللحام ، استخدم تقنية الاهتزازات المستعرضة للقطب. يجب أن يكون السطح الأمامي للدرزة انتفاخًا طفيفًا. استخدم حواف الألواح كحدود للتماس.
أرز. 34. لحام مفصل تناكبي مع حواف مشطوفة في وضع عمودي (أ) ومسار القطب (ب)
لحام تناكبي مع حواف مشطوفة
هذه الوصلات الملحومة شائعة جدًا عند لحام الأنابيب والمفاصل الحرجة. يتم إجراء اللحام على قطبية عكسية من الأسفل إلى الأعلى باستخدام لحام متعدد التمريرات مع اهتزازات عرضية للقطب الكهربي.
أول إجتياز. يجب أن يكون تيار اللحام كبيرًا بدرجة كافية. يجب أن يتوافق موضع القطب الكهربي مع الموضع الموضح في الشكل. 34 أ. يتم استخدام تقنية لحام التمرير الجذري ، حيث يتم تطبيق اهتزازات القطب لأعلى ولأسفل. يُسمح بإجراء اللحام بحركات عرضية صغيرة للقطب الكهربي (الشكل 34 ب).
يجب أن يتم تحريك القطب لأعلى على مسافة لا تزيد عن 50 مم. من الضروري التأكد من أن هذه الحركات لا تكسر القوس. يجب ضمان الاختراق الكامل على طول الجانب الخلفي بأكمله للمفصل. يجب أن يكون السطح الأمامي للدرزة مسطحًا قدر الإمكان.
التمريرات الثانية والثالثة. يمكن زيادة تيار اللحام. يشبه موضع القطب الكهربي الموضع المستخدم في لحام الممر الأول. يتم استخدام تقنية اللحام مع الاهتزازات المستعرضة للقطب الكهربي. على التين. يوضح الشكل 34 ب مسار القطب. للحصول على لحام بجودة ومظهر موحدين ، من الضروري الحفاظ على ثبات الحركات الطولية والعرضية للإلكترود.
يجب إجراء الحركات الجانبية للقطب الكهربي بسرعة لمنع ظهور انتفاخ زائد في الجزء المركزي من اللحام. طوال فترة اللحام بأكملها ، من الضروري الحفاظ على قوس قصير ، والتأكد من أن حركات القطب الكهربي تظل ضمن عرض اللحام. لمنع ظهور التجاعيد ، أوقف القطب عند النقاط القصوى لمسار حركتهم.
في بعض الحالات ، يمكن إجراء لحام مفصل تناكبي بحافة مشطوفة من أعلى إلى أسفل (الشكل 35 أ) أو باستخدام لحام أحادي التمرير مع اهتزازات عرضية (الشكل 356). تشبه تقنية إجراء اللحام أحادي التمرير إجراء التمريرات الثانية والثالثة في اللحام متعدد المسارات.

أرز. الشكل 35. لحام مفصل تناكبي مع حواف مشطوفة من أعلى إلى أسفل (أ) ومسار حركة القطب في اللحام أحادي التمرير مع الاهتزازات العرضية (ب)
لحام مفصل نقطة الإنطلاق في الموضع العلوي باستخدام لحام شرائح أحادي التمرير
الوصلة الملحومة ووضعية اللحام شائعة جدًا في بناء السفن وفي صناعة الهياكل المعدنية.
يتم إجراء لحام وصلة الإنطلاق في الموضع العلوي مع لحام شريحة أحادي المرور في قطبية عكسية ، بينما يجب ألا يكون تيار اللحام كبيرًا جدًا. يجب أن يتوافق موضع القطب الكهربي مع الموضع الموضح في الشكل. 36 أ. أثناء اللحام ، يتم استخدام الحركات الترددية للقطب الكهربي. عند لحام المعدن ، من الضروري الحفاظ على قوس قصير. عند التحرك للأمام ، يجب ألا ينكسر القوس.
أرز. 36. موضع القطب عند لحام وصلة تي في الموضع العلوي بلحام شريحة واحدة بتمريرة واحدة
أثناء اللحام ، يجب إيلاء اهتمام خاص لضمان الانصهار الجيد والاختراق في جذر المفصل ، وكذلك مع الحواف الجانبية. يجب عدم السماح بتسرب الخبث إلى رأس حوض اللحام ؛ لمنع ظهور الارتفاع المفرط والتحدب في اللحام ، لا تسمح بارتفاع درجة حرارة حوض اللحام.
لحام مفصل نقطة الإنطلاق في الوضع العلوي باستخدام لحام شرائح متعدد التمريرات.
إذا كان من الضروري إجراء لحام شرائح في الموضع العلوي في أكثر من مسار ، يتم استخدام تقنية اللحام بدون اهتزازات عرضية للقطب الكهربي. يتم إجراء اللحام على قطبية عكسية ، بينما يجب ألا يكون تيار اللحام كبيرًا جدًا. يجب أن يتوافق موضع القطب الكهربي مع الموضع الموضح في الشكل. 37 أ.
أرز. الشكل 37. موضع القطب عند لحام وصلة تي في الموضع العلوي باستخدام لحام شرائح متعدد التمريرات (أ) وترتيب طبقات التطبيق (ب)
يظهر تسلسل طبقات التراكب في الشكل. 37 ب. بالنسبة إلى عمال اللحام ذوي الخبرة القليلة ، قد يكون هناك بعض الصعوبة في الحفاظ على النسب الصحيحة للدرزات. ومع ذلك ، مع الخبرة ، سيتم التغلب على هذه الصعوبات. يجب أن يكون لكل ممر اندماج جيد مع الخرز المجاور ومع سطح الحواف المراد لحامه. يجب أن يكون وجه كل تمريرة مسطحًا قدر الإمكان.
لحام مفصل اللفة باستخدام شريحة لحام أحادية المسار في الوضع العلوي
يعتبر هذا الموصل الملحوم وموضع اللحام شائعًا جدًا في بناء الخزان وبناء السفن. نظرا لحجم و السمات المميزةلا ينصح بإمالة هذه الأشياء من أجل اللحام. تتم معظم هذه الوظائف في قطبية عكسية ، ولكن هناك أيضًا حالات يكون من الضروري فيها لحام مفصل اللفة في الموضع العلوي وفي قطبية مستقيمة.
يجب ألا تكون قيمة تيار اللحام عند اللحام في قطبية عكسية كبيرة جدًا. عند اللحام بقطبية مستقيمة ، يجب أن تكون قيمة تيار اللحام أعلى قليلاً مما هي عليه عند لحام مفصل مماثل بقطبية عكسية. يجب أن يتوافق موضع القطب الكهربي مع الموضع الموضح في الشكل. 38.
أرز. 38. موضع القطب عند لحام مفصل اللفة بشريحة أحادية التمرير
عند اللحام ، يمكن استخدام حركات تذبذبية للقطب في اتجاه اللحام. عند تحريك القطب إلى الأمام ، يجب الحرص على عدم كسر قوس اللحام. تعمل حركات القطب الكهربائي هذه على تسخين الحواف مسبقًا قبل تسطيح معدن القطب عليها وتساعد على منع ارتفاع درجة حرارة حوض اللحام ، وبالتالي منع تكوين الترهل والانتفاخ المفرط. بالإضافة إلى ذلك ، تتسبب حركات القطب الكهربائي وقوس اللحام في دفع الخبث إلى ذيل حوض اللحام. عند اللحام ، يجب عدم السماح لقوس اللحام بالوصول إلى سطح اللوحة العلوية ، ويجب التأكد من أن قوس اللحام لا يتجاوز حدود السطح الخارجي للحام أثناء تحركاته.
عند اللحام في قطبية مباشرة ، يكون التحكم في الخبث صعبًا إلى حد ما. يميل اللحام إلى الانتفاخ بشكل مفرط ويتدفق حوض اللحام على السطح الرأسي لحافة اللوحة. القطع الصغيرة لا تلتقي.
لحام الوصلة المحملة بلحام شرائح متعدد التمريرات مع اهتزازات عرضية في الوضع العلوي
يتعين على عامل اللحام في ممارسته أكثر من مرة أن يتعامل مع الحاجة إلى إجراء لحامات شرائح مقطع عرضي كبير في الوضع العلوي باستخدام أقطاب كهربائية ذات قطر كبير.
أول إجتياز. يجب أن يكون تيار اللحام كبيرًا بدرجة كافية. يجب أن يتوافق موضع القطب الكهربي مع الموضع الموضح في الشكل. 39 أ. يجب أن يكون طول قوس اللحام صغيرًا ؛ عند اللحام ، من الضروري استخدام الاهتزازات المستعرضة للقطب الكهربي (الشكل 39 ب). يجب أن تتم حركة القطب بحركات انزلاق سريعة ، وفي نفس الوقت من الضروري التأكد من أن هذا لا يسبب زيادة كبيرة في طول القوس.
أثناء اللحام ، يجب الانتباه إلى الحفاظ على احتراق ثابت لقوس اللحام لمنع تكسرها. بعد بلورة الحفرة ، العودة إليها وهضم الحفرة. هذا يساعد على منع ارتفاع درجة حرارة حوض اللحام وظهور تشققات في معدن اللحام. يتم تسخين جزء الجذر من اللحام قبل ترسيب معدن القطب عليه. بالإضافة إلى ذلك ، تميل تقنية اللحام هذه إلى دفع الخبث إلى أعلى معدن اللحام. تم تحسين القدرة على التحكم في المعدن المترسب وقوس اللحام ، وتم منع ظهور التجاعيد ، والترهل والانتفاخ المفرط للحام ، وتحسين مظهر سطح اللحام ، ويصبح أكثر اتساقًا.
أرز. الشكل 39. موضع القطب عند لحام وصلة تي بوصلة لحام متعددة الممرات مع اهتزازات عرضية في الموضع العلوي (أ) ومسار القطب (ب)
التمريرة الثانية. يتم تنفيذ التمريرة الثانية بنفس طريقة التمرير الأول ، مع الاختلاف الوحيد الذي يتمثل في ترسيب كمية أكبر من معدن القطب أثناء التمرير الثاني. عادةً ما يكون التمرير الثاني أكثر صعوبة بالنسبة إلى عمال اللحام من التمريرة الأولى.
لحام مفصل تناكبي بحافة مشطوفة على بطانة مع لحام متعدد التمريرات في الوضع العلوي.
غالبًا ما يتم مواجهة هذا النوع من ظروف اللحام واللحام في لحام الأنابيب والخزان عند إجراء اللحام على دعائم الحلقة.
أول إجتياز. يتم اللحام بقطبية عكسية. يجب أن يكون تيار اللحام كبيرًا بدرجة كافية. يجب أن يتوافق موضع القطب الكهربي مع الموضع الموضح في الشكل. 40. لضمان النقل الجيد للمعادن ، من الضروري الحفاظ على قوس قصير. يجب أن تكون حركة القطب الكهربي منزلقًا. يجب توخي الحذر لضمان اندماج مضمون في منطقة الدعم وبين الحواف عند جذر المفصل. يجب أن يكون وجه اللحام أقل حد ممكن.
التمريرات الثانية واللاحقة. تيار اللحام لا يزال مرتفعا. يتم إجراء اللحام باستخدام تقنية الحركات المنزلقة للقطب بدون حركات عرضية. إذا بدأ ارتفاع درجة حرارة المعدن ، فمن الضروري إطالة القوس وتحريك القطب إلى الأمام حتى تبرد الحفرة مع تجمع اللحام المحموم.
أرز. الشكل 40. موضع القطب عند لحام مفصل تناكبي بحواف مشطوفة على بطانة مع لحام متعدد التمريرات في الوضع العلوي وترتيب طبقات التطبيق
من الضروري ضمان اندماج مضمون مع كل من أسطح الحبيبات المودعة مسبقًا ومع جدران الأخدود. يجب الانتباه إلى الحاجة غير المشروطة لتنظيف سطح اللحام من الخبث بعد كل تمريرة.
لحام مفصل تناكبي بدون حواف مقطوعة بلحام متعدد التمريرات في الوضع العلوي
مثل هذا الاتصال في مثل هذا الموقع المكاني نادر للغاية. من الصعب جدًا إجراء مثل هذا اللحام بجودة عالية ، وهذا يتطلب بعض التدريب. يتم اللحام بقطبية عكسية.
أول إجتياز. يجب ألا يكون تيار اللحام مرتفعًا جدًا. يجب أن يتوافق موضع القطب الكهربي مع الموضع الموضح في الشكل. 41. يجب أن يكون قوس اللحام قصيرًا. لضمان الاختراق الكامل على الجانب الخلفي ، يجب أن يكون القطب دائمًا في الفجوة بين الحواف المراد لحامها. بالإضافة إلى ذلك ، يضمن هذا الموضع للقطب الكهربي الاندماج مع حواف جذر الألواح الملحومة. عند اللحام ، يتم استخدام الحركات الترددية للقطب الكهربائي.
أرز. الشكل 41. موضع القطب عند لحام مفصل تناكبي دون قطع الحواف بلحام متعدد التمريرات في الوضع العلوي
التمريرة الثانية. يجب ألا يكون تيار اللحام مرتفعًا جدًا. عند اللحام ، من الضروري الحفاظ على قوس قصير وإجراء حركات تذبذبية صغيرة للقطب ، يتم إجراؤها بواسطة انزلاق الضوء ، والتأكد من أن التذبذبات العرضية للقطب الكهربائي ليست واسعة جدًا.
لحام مفصل تناكبي بحافة مشطوفة مع لحام متعدد التمريرات في الوضع العلوي
غالبًا ما يتم مواجهة هذا النوع من الوصلات الملحومة والظروف التي يتم إجراؤها في ظلها عند لحام الأنابيب والهياكل المعدنية من الصفائح المعدنية.
يتم إجراء لحام مفصل التناكب بحافة مشطوفة مع لحام متعدد التمريرات في قطبية عكسية مع اهتزازات عرضية للإلكترود. يجب ألا يكون تيار اللحام أثناء المرور الأول مرتفعًا جدًا ، ولكن في نفس الوقت يجب أن يضمن اختراقًا مضمونًا من الجانب الخلفي. يجب أن يتوافق موضع القطب الكهربي مع الموضع الموضح في الشكل. 42. تنفيذ التمرير الأول ، الجذري ، مشابه للحام الممر الأول في الوصلات التي سبق النظر إليها. يجب أن يكون وجه اللحام مسطحًا. على الجانب الخلفي ، يجب أن تتشكل أسطوانة صغيرة.
أرز. الشكل 42. موضع القطب عند لحام مفصل تناكبي بحافة مشطوفة مع لحام متعدد التمريرات في الوضع العلوي
التمريرات الثانية واللاحقة. يجب أن يكون تيار اللحام أعلى قليلاً مما كان عليه أثناء التمرير الأول. يتم استخدام تقنية اللحام مع الاهتزازات المستعرضة للقطب الكهربي. يجب أن تتم حركات القطب في الاتجاه العرضي بحركات سريعة بحيث لا يتم الحصول على الكثير من التحدب في الجزء المركزي من اللحام. بالإضافة إلى ذلك ، يجب ألا يتجاوز مسار الحركات العرضية للقطب الكهربائي عرض اللحام.
لمنع ظهور التقلبات السفلية ، يتم استخدام تأخير الإلكترود في النقاط القصوى لمسار التذبذبات المستعرضة. يجب أن نتذكر أن النتوءات السفلية تظهر نتيجة "لعق" القوس للمعدن على سطح الصفيحة مع عدم ترسب القطب الكهربائي في هذا المكان لاحقًا.
6.5.5. قياس السيطرة أبعاد هندسيةوصلة ملحومة ( العناصر الهيكليةاللحامات ، الموضع الهندسي لمحاور أو أسطح الأجزاء الملحومة ، التجاويف بين الخرز والسطح المتقشر للحام ، تحدب وتقعر جذر اللحامات أحادية الجانب ، إلخ) يجب أن يتم في الأماكن المشار إليها في رسومات العمل ، ND أو PTD أو MPC ، وكذلك في الأماكن التي تثير فيها مقبولية المؤشرات المحددة شكوكًا بناءً على نتائج الفحص البصري.
عند التحكم في الوصلات الملحومة للأنابيب بقطر خارجي يصل إلى 89 مم شاملاً عدد من الوصلات المماثلة التي تزيد عن 50 في منتج واحد ، يُسمح بتحديد أبعاد اللحام بنسبة 10-20٪ من الوصلات في قسم واحد أو قسمين ، بشرط أنه أثناء الفحص البصري ، الذي يخضع لجميع الوصلات ، لا شك في انحراف أبعاد (العرض ، الارتفاع) للدرزة عن التسامح.
6.5.6. عند قياس التحكم في الطلاء المضاد للتآكل المترسب ، يجب أن يتم تنفيذ سمكه على الأسطح الأسطوانية على الأقل كل 0.5 متر في الاتجاه المحوري وكل 60 درجة على طول محيط التسطيح اليدوي و 90 درجة للتسطيح التلقائي.
على الأسطح المستوية والكروية ، يتم إجراء قياس واحد على الأقل في كل منطقة يصل حجمها إلى 0.5x0.5 متر أثناء التسطيح التلقائي.
6.5.7. عند فحص اللحامات المقطوعة للوصلات الملحومة ، يتم قياس أرجل اللحام باستخدام قوالب خاصة (الشكل 11). يتم تحديد أبعاد ارتفاع وتحدب وتقعر اللحام فيليه عن طريق الحساب وفقط في الحالات التي يتم فيها توفير هذا المطلب من خلال وثائق التصميم. يتم قياس التحدب والتقعر والارتفاع للحام فيليه باستخدام قوالب ، على سبيل المثال ، V.E. Usherov-Marshak (انظر الشكل 6).
6.5.8. يتم قياس عمق الركود بين البكرات ، بشرط أن تختلف ارتفاعات البكرات عن بعضها البعض ، بالنسبة إلى الأسطوانة ذات الارتفاع المنخفض. وبالمثل ، يتم تحديد عمق تحجيم الأسطوانة (وفقًا للارتفاع الأدنى لرققتين متجاورتين).
6.5.9. قياس التحكم في الوصلات الملحومة والسطوح (ارتفاع وعرض اللحام ، سمك السطح ، أبعاد أرجل اللحامات فيليه ، فترات الركود بين الخرزات ، اللحام المتقشر ، التحدب والتقعر في اللحام الجذري ، حجم الكسر محاور العناصر الأسطوانية المتصلة ، وشكل وأبعاد الأزيز ، وما إلى ذلك) ، المحددة في الفقرات. 6.5.5 و 6.5.8 وعلامة التبويب. 8 يجب أن يتم إجراؤها في مناطق التماس حيث يكون مقبولية هذه المؤشرات موضع شك بناءً على نتائج الفحص البصري ، ما لم يُذكر خلاف ذلك في RD و PDD.
6.5.10. يتم تقدير التحدب (التقعر) للحام التناكبي من خلال أقصى ارتفاع (عمق) لسطح اللحام من مستوى السطح الخارجي للأجزاء. في حالة اختلاف مستويات سطح الأجزاء من نفس الحجم (القطر ، السماكة) عن بعضها البعض ، يجب إجراء القياسات بالنسبة إلى مستوى سطح الجزء الموجود فوق مستوى سطح جزء آخر (الشكل 12).
أرز. تسع.الفرجار من نوع ShTs-1 مع الدعم:
1 - الفرجار. 2 - الدعم

أرز. عشرة.جهاز قياس عمق النتوءات:
1 مؤشر "0-10" بمقياس دوار ؛ 2 - قوس الدعم؛ 3 - إبرة القياس

أرز. أحد عشر.نموذج خاص لفحص اللحام
أرز. 12.قياس التحدب (تقعر) اللحام التناكبي () على مستويات مختلفة
الأسطح الخارجية للأجزاء الناتجة عن الإزاحة
عند تجميع مفصل اللحام
في الحالة التي يتم فيها لحام الأجزاء ذات السماكة المختلفة للجدار وتجاوز مستوى سطح جزء واحد مستوى سطح الجزء الثاني ، يتم تقييم التحدب (التقعر) لسطح اللحام بالنسبة إلى الخط الذي يربط حواف سطح اللحام في قسم واحد (الشكل 13).

أرز. ثلاثة عشر.قياس التحدب (تقعر) اللحام التناكبي ( ) لمختلف
مستوى الأسطح الخارجية للأجزاء الناتج عن الاختلاف في سمك الجدار
6.5.11. يتم تقدير التحدب (التقعر) للحام فيليه من خلال أقصى ارتفاع (عمق) لموقع سطح اللحام من الخط الذي يربط حواف سطح اللحام في واحد المقطع العرضي(الشكل 14).
أرز. أربعة عشرة.قياس التحدب ( ) والتقعر ( ) السطح الخارجي
والارتفاع ( ح) اللحام فيليه
6.5.12. يتم تحديد أبعاد التحدب (التقعر) لحامات بعقب (الشكل 13) وشرائح اللحامات (الشكل 14) بواسطة قوالب ، على سبيل المثال ، تصميمات V.E. Usherov-Marshak أو قوالب متخصصة مصممة خصيصًا لهذا الغرض.
أ -ارتفاع التماس (#S) وعمق القطع ( ح ); ب- قياس عرض التماس ( ه);
في -قياس المنخفضات بين البكرات ()
6.5.15. قياسات التقشر والانخفاضات بين حبات التماس وعمق وارتفاع التجاويف (الانتفاخات) في اللحامويسمح بتحديد المعدن بواسطة قالب مأخوذ من منطقة خاضعة للرقابة. لهذا الغرض ، يتم استخدام البلاستيسين والشمع والجبس ومواد أخرى. يتم إجراء القياسات باستخدام مكبر قياس أو على مجهر بعد قطع الانطباع ميكانيكيًا.
6.5.16. قياسات كسر محاور العناصر الأسطوانية والإزاحة الزاوية لمستويات الأجزاء ، وكذلك عدم تناسق التركيب (الأنابيب الملحومة في اتصال الزاويةالأنابيب) مع مراعاة الفقرات. 6.6.9 و 6.6.10.
يتميز شكل اللحام بعمق الاختراق أو الاختراق hn ، وعرض اللحام b ، وارتفاع حديد التسليح Hb ، وسمك C ، وعامل الشكل φ ، والنسبة التي تحدد شكل التعزيز. يعتبر أفضل شكل لحام هو الشكل الذي يكون فيه عرض الاختراق 1.3-2 ضعف عمق الاختراق.
يعتمد تكوين معادن اللحام على نسبة المعدن الأساسي والمعدن الموجود فيه سلك لحام. يعتمد شكل التماس على حجم تيار اللحام ، وكثافة التيار في السلك ، والجهد القوسي ، وسرعة اللحام ، والالتصاق ، ومنطقة المقطع العرضي لسلك اللحام ، وعدد أسلاك اللحام وموقعها ، تكوين التدفق وحجم حبيباته. جميع العناصر المدرجة التي تؤثر على شكل وحجم التماس وكذلك حجمه التركيب الكيميائي، تشكل طريقة اللحام. يعتمد شكل وأبعاد التماس أيضًا على تقنية اللحام.
مع زيادة تيار اللحام ، يزداد عمق الاختراق hn وارتفاع التسليح ونسبة المعدن الأساسي في معدن اللحام. عرض التماس يزيد قليلا. يعتمد عمق الاختراق بشكل مباشر على قوة تيار اللحام ، أي مع زيادة قوة تيار اللحام بمقدار 1 مرة ، يزداد عمق الاختراق أيضًا مرتين. عند اللحام (على التيار المتناوب) اللحامات بعقبمع حواف القطع أو اللحامات المقطوعة (وصلات الإنطلاق) مع زيادة التيار بمقدار 100 أ ، يزداد عمق الاختراق بمقدار 1.5 مم ، وعند لحام وصلات اللحامات بدون حواف القطع ، بمقدار 1 مم.
عند اللحام بقطبية مباشرة تحت تدفق يحتوي على مركبات الفلور ، ينخفض عمق الاختراق مقارنة باللحام بالتيار المتناوب أو القطبية العكسية ، لكن معدل انصهار سلك اللحام يزداد.
إذا تم تقليل قطر سلك اللحام دون تغيير العناصر الأخرى للوضع ، فإن كثافة التيار في القطب ستزداد حتمًا ، أي مقدار قوة الأمبير لتيار اللحام لكل 1 مم من قسم السلك. مع زيادة كثافة التيار ، يزداد عمق الاختراق وارتفاع تقوية اللحام ، لكن عرض اللحام يتناقص. بناءً على ذلك ، من الممكن زيادة عمق الاختراق عن طريق تقليل قطر سلك اللحام ، أو باستخدام سلك لحام بقطر أصغر ، من الممكن الحصول على نفس الاختراق ، ولكن بتيار لحام أقل.
إذا ، عند اللحام بسلك بقطر 5 مم ، للحصول على اختراق بعمق 7-8 مم ، يجب أن تكون قوة تيار اللحام 700 أ على الأقل ، ثم عند اللحام بسلك بقطر 2 مم - 350-400 أ.
عند اللحام بالتيار المتردد أو القطبية العكسية الثابتة ، مع زيادة جهد القوس ، يزداد عرض التماس بشكل ملحوظ ، لكن عمق الاختراق وارتفاع التعزيز ينخفضان إلى حد ما ، وعند اللحام على القطبية المباشرة ، زيادة في جهد القوس عمليا لا يؤثر على عرض التماس ، ولكن كمية التدفق المنصهر تزداد بشكل ملحوظ.
تذبذب جهد القوس الكهربائي مهم عند اللحام معدن رقيق(أقل من 2-3 مم) ، لأنه في هذه الحالة ، يمكن أن يؤدي التغيير الطفيف في عمق الاختراق إلى نقص الاختراق المحلي أو الحروق. لذلك ، عند لحام المعدن الرقيق ، يوصى باللحام العاصمة، حيث تكون التقلبات في جهد القوس أقل بكثير من التيار المتردد.
زيادة سرعة اللحام من 10 إلى 30 م / ساعة ليس له أي تأثير عمليًا على عمق الاختراق. في هذه الحالة ، ينخفض عرض التماس ويزداد ارتفاع التعزيز. مع زيادة سرعة اللحام لأكثر من 30 م / ساعة ، يتم تقليل عمق الاختراق وعرض التماس بشكل كبير.
إن ميل طرف سلك اللحام على طول خط اللحام في اتجاه اللحام (لحام الزاوية الخلفية) يزيد إلى حد ما من عمق الاختراق وارتفاع التسليح ويقلل من عرض التماس ، ولكنه يؤدي إلى ظهور غير منطقة الانصهار وزيادة في مسامية التماس.
إن ميل طرف سلك اللحام في الاتجاه المعاكس للدرز (اللحام بزاوية أمامية) يقلل من عمق الاختراق ، وارتفاع التعزيز ونسبة المعدن الأساسي في التماس ويزيد من عرض التماس واستهلاك التدفق. عندما يميل سلك اللحام بمقدار 40-45 درجة إلى المستوى الأفقي ، ينخفض عمق الاختراق مرتين تقريبًا ، ويزداد عرض التماس بمقدار مرة ونصف. يستخدم لحام الزاوية الأمامية لتحسين تشكيل التماس عند اللحام بسرعات عالية.
يمكن إجراء اللحام على منتج مائل (زاوية ميل 3-5 درجات ، في بعض الحالات 6-8 درجات) عند الهبوط والارتفاع. عند اللحام إلى أسفل المنحدرات ، ينخفض عمق الاختراق وارتفاع التعزيز ونسبة المعدن الأساسي في التماس ويزداد عرض التماس. عند ارتفاع اللحام ، يزداد عمق الاختراق ، وارتفاع التسليح ونسبة المعدن الأساسي في خط اللحام ، ويقل عرض التماس. يتم إمالة المنتجات ولحامها إلى أسفل عند لحام معدن رقيق (إمالة حتى 15-20 درجة) أو عند اللحام بسرعات عالية لتجنب منطقة عدم الانصهار وتحسين تشكيل التماس.
تؤدي الزيادة في امتداد سلك اللحام بقطر 3 مم أو أقل من لسان حال حمل التيار إلى انخفاض عمق الاختراق ويمكن أن يتسبب في ظهور ترهل الحافة في خط اللحام. لا تؤثر الزيادة في طول سلك اللحام بقطر 5 مم من 60 إلى 150 مم على شكل اللحام.
تركيبة التدفق وحجم الحبوب وهيكلها لها تأثير كبير على تكوين التماس. عند اللحام تحت تدفقات منجنيز منخفضة السيليكون ، يتم الحصول على اللحامات بسطح أقل سلاسة وحتى من اللحام تحت نوع السليكون العالي OSC-45 أو AN-348-A. أصغر حبيبات التدفق ، أضيق التماس وأعمق الاختراق.
مع زيادة حبيبات التدفق ، ينخفض عمق الاختراق ويزداد عرض التماس. تزيد التدفقات الزجاجية من عمق الاختراق وتقليل عرض اللحام. تساهم التدفقات الخفافية في تكوين مفاصل منخفضة وواسعة مع انتقال سلس إلى المعدن الأساسي. عند اللحام بسلك رفيع (أرق من 3 مم) ، يوصى باستخدام تدفق جيد ، والذي يوفر تشكيلًا أفضل للدرزة من السلك الخشن. يجب أن يكون ارتفاع طبقة التدفق على طول خط اللحام بالكامل هو نفسه ، لأنه يؤثر على تكوين التماس.
مغمور: تيار اللحام ، جهد القوس ، قطر سلك القطب ، سرعة اللحام ، إلخ. المعلمات مثل منحدر القطب أو قطعة العمل ، القيمة ، تحبيب التدفق ، نوع التيار والقطبية ، إلخ. يكون لها تأثير أقل على شكل وأبعاد التماس.
عادة ما يتم النظر في تأثير معلمات الوضع على شكل وأبعاد اللحام عن طريق تغيير أحدها والحفاظ على الباقي ثابتًا. تشير الأنماط الواردة أدناه إلى حالة السطح على لوح ، عندما لا يتجاوز عمق الاختراق 0.7 من سمكه (مع عمق اختراق أكبر ، يؤدي تدهور إزالة الحرارة من الجزء السفلي من حوض اللحام إلى زيادة عمق الاختراق بشكل حاد ويغير شكل وأبعاد اللحام).
مع زيادة تيار اللحاميزيد عمق الاختراق خطيًا تقريبًا إلى قيمة معينة. يفسر ذلك بزيادة ضغط القوس على سطح حوض اللحام ، مما يدفع المعدن المنصهر للخارج من تحت القوس (يحسن ظروف انتقال الحرارة من القوس إلى المعدن الأساسي) ، وزيادة في مدخلات الحرارة. نظرًا لحقيقة أن كمية معدن الإلكترود المنصهر تزداد ، يزداد ارتفاع تقوية اللحام أيضًا. يزيد بشكل طفيف ، حيث يتم تعميق القوس (الموجود أسفل مستوى المعدن الأساسي).
زيادة كثافة تيار اللحام(تقليل قطر القطب عند التيار المباشر) يسمح لك بزيادة عمق الاختراق بشكل كبير. هذا يرجع إلى انخفاض في حركة القوس. وبالتالي يتم تقليل عرض التماس. من خلال تقليل قطر القطب ، من الممكن الحصول على لحام بعمق الاختراق المطلوب إذا كان الحد الأقصى لتيار اللحام الذي يوفره مصدر طاقة القوس محدودًا. ومع ذلك ، فإن هذا يقلل من عامل شكل اختراق اللحام.
نوع وقطبية التيارلها تأثير كبير على شكل وأبعاد اللحام ، والذي يفسر من خلال كمية الحرارة المختلفة المنبعثة عند الكاثود والأنود للقوس. مع التيار المباشر للقطبية المباشرة ، يكون عمق الاختراق 40-50٪ ، وبتيار متناوب - 15-20٪ أقل من اللحام بتيار مباشر. لذلك ، فإن اللحامات التي تتطلب كمية صغيرة من معدن القطب وعمق اختراق كبير (بعقب وزاوية بدون) ، يُنصح بإجراء تيار مباشر للقطبية العكسية.
مع زيادة جهد القوس(طول القوس) ، تزداد حركته وتزداد نسبة حرارة القوس المستهلكة لإذابة التدفق (كمية التدفق المنصهر). في الوقت نفسه ، يزداد عرض التماس ، ويظل عمق اختراقه ثابتًا تقريبًا. يتم استخدام معلمة الوضع هذه على نطاق واسع في الممارسة للتحكم في عرض التماس.
زيادة سرعة اللحاميقلل من مدخلات الحرارة ويغير سمك طبقة المعدن المنصهر تحت القوس. نتيجة لذلك ، يتم تقليل الأبعاد الرئيسية للخط. ومع ذلك ، في بعض الحالات (اللحام بأسلاك رفيعة عند زيادة كثافة تيار اللحام) ، فإن زيادة سرعة اللحام إلى قيمة معينة ، وتقليل طبقة المعدن المنصهر تحت القوس ونقل الحرارة منه إلى المعدن الأساسي ، يمكن أن يؤدي إلى زيادة في . عند سرعات اللحام العالية بشكل مفرط وقوة تيار اللحام ، قد تتشكل القطع السفلية في اللحامات.
مع زيادة في تمديد القطبتزداد شدة تسخينها ، ومن ثم تزداد سرعة ذوبانها. نتيجة لذلك ، يزداد سمك الطبقة المعدنية المنصهرة تحت القوس ، ونتيجة لذلك ، ينخفض عمق الاختراق. يستخدم هذا التأثير أحيانًا مع أسلاك الإلكترود التي يبلغ قطرها 1-3 مم لزيادة كمية معدن القطب المنصهر عندما تتشكل طبقات اللحام بشكل أساسي بسبب المعدن الإضافي (طريقة اللحام مع الزيادة). في بعض الحالات ، خاصة في اللحام القوسي المغمور الأوتوماتيكي ، يتم نقل الاهتزازات عبر اتجاه اللحام بسعات وترددات مختلفة إلى القطب ، مما يجعل من الممكن تغيير شكل وأبعاد اللحام على نطاق واسع. عند اللحام بالذبذبات المستعرضة للقطب ، ينخفض عمق الاختراق وارتفاع التعزيز ، ويزداد عرض التماس وعادة ما يكون أكبر إلى حد ما من سعة التذبذب.
تكوين وهيكل جسيمات التدفقلها تأثير كبير على شكل وحجم التماس. مع انخفاض الكتلة السائبة للدفق (التدفقات الخفافية) ، تزداد نفاذية الغاز للتدفق في اتجاه أسفل حوض اللحام ، ونتيجة لذلك ، ينخفض الضغط في فقاعة غاز القوس. وهذا يؤدي إلى زيادة سمك الطبقة المعدنية المنصهرة تحت القوس ، وبالتالي إلى انخفاض في عمق الاختراق. تميل التدفقات ذات خصائص التثبيت المنخفضة إلى توفير اختراق أعمق.
الموقع المكاني للقطبوالمنتجات أثناء اللحام بالقوس المغمور لها نفس التأثير على شكل وأبعاد التماس كما هو الحال مع الأقطاب الكهربائية المطلية (MMA ، SMAW). لمنع تدفق التدفق المنصهر ، بسبب السيولة العالية ، فإن اللحام بهذه الطريقة ممكن فقط في الموضع السفلي عندما يكون المنتج مائلاً بزاوية لا تزيد عن 10-15 درجة.
قبل بدء اللحام بالقوس المغمور ، تحقق من نظافة الحواف وصحتها واتجاه القطب على طول محور اللحام. المعدن ذو السماكة المتزايدة ملحوم خيوط متعددة التمريراتمع الإزاحة اللازمة للقطب من محور اللحام. قبل تطبيق خط اللحام التالي ، يتم تنظيف سطح التماس السابق بعناية من الخبث وفحصه من أجل تحديد وجود عيوب خارجية فيه.
في بداية اللحام ، عندما لا يكون قد تم تسخينه بعد ، يتم تقليل عمق اختراقه ، وبالتالي يتم عادةً إحضار هذا الجزء من التماس إلى شريط الإدخال. في نهاية اللحام ، يتم تشكيل خط التماس ضعيف في مكان الحفرة ، لذلك تكتمل عملية اللحام عند. يتم تثبيت شرائط الإدخال والإخراج التي يصل عرضها إلى 150 مم وطولها يصل إلى 250 مم (حسب وضع المعدن وسمكه) قبل اللحام. بعد اللحام ، تتم إزالة الشرائط.
عند اللحام تحت طبقة من الوصلات المتدفقة (SAW) على الوزن ، يكون من الصعب عمليًا الحصول على لحام مع اختراق بطول المفصل بالكامل بسبب التسرب بين المعدن المنصهر والتدفق ، ونتيجة لذلك ، تكوين الحروق. لمنع ذلك ، يتم استخدام تقنيات مختلفة لتعزيز التشكيل (اللحام على وسادة التدفق ، أو على دعامة من السيراميك أو على دعامة الصلب المتبقية).



