خط اللحام على شكل حرف T. لحام مفاصل الزاوية والمفاصل
صفحة 1
يتم استخدام وصلة ملحومة نقطة الإنطلاق (الشكل 63 ، ج) بشكل أساسي في الهياكل المعدنية. يوفر اتصال نقطة الإنطلاق بحواف مشطوفة من جانب واحد أو جانبين اختراقًا كاملاً في المفصل ، وبالتالي ، قوة أكبر. لا يتطلب أي أجهزة أو أجهزة.
يتم التحكم في الوصلة الملحومة مع تغلغل كامل للجذر: جذر اللحام - بواسطة عوارض منعكسة مباشرة أو مفردة ، الجزء العلوي - بواسطة شعاع منعكس واحد ، الجزء السفلي - بواسطة شعاع منعكس مباشر أو مزدوج ، اعتمادًا على حجم ذراع الرافعة والمحول. يتم حساب زوايا الإدخال وحدود سفر محول الطاقة.
لمؤخرة تمريرة واحدة ، حضن ونقطة الإنطلاق وصلات ملحومةمن الكربون المنخفض و سبائك الصلب منخفضةب 170 (7 1) ؛ للتوصيلات أحادية التمرير لألواح سبائك AMgb بسمك 5-12 مم ، وفقًا لـ A.V. Evstifeev ، 5140-150 (5 8-6 3) - اللحامات بعقبو 6160 - 170 (6 7 - 7 1) - وصلات تي مع لحام شريحة واحدة.
في الوصلات الملحومة على شكل نقطة الإنطلاق ، يُسمح غالبًا بنقص الاختراق الطبيعي في العرض. يتم استخدام محولات مباشرة للكمبيوتر الشخصي والكمبيوتر الشخصي على الموجات المستعرضة. هناك أيضًا طريقة خالية من المعايير (أ.
يتم فحص اللحامات على الوجهين للوصلات الملحومة على شكل حرف T بدون اختراق مستمر عن طريق الترطيب بالكيروسين بعد التنفيذ النهائي للممر الأول للدرزة على جانب واحد.
على التين. 17 ، يُظهر a الاتصال الملحوم بحلقة دعم مرشح الكوارتز مع الجزء السفلي من الجهاز ، في الشكل. 17 6 - وصلة نقطة الإنطلاق للحامل بجسم حمام التخليل. لحام هذه المفاصل لا يعمل بشكل كافٍ جودة عالية، والتأكد من خروج الهواء من مساحة محدودة طبقات ملحومة، من الضروري حفر ثقوب خاصة ، وهو أمر غير ممكن دائمًا.
أظهر Muzikin و M.V. Poplavka أن متانة الوصلات الملحومة على شكل حرف T مصنوعة من فولاذ ZOHGSNA مع معالجة cgv1 6 Gn / m2 (160 كجم / مم 2) أثناء اختبارات الانحناء المتكررة تزداد بأكثر من مرتين نتيجة تصلب السطح.
في الوقت الحاضر ، يتم بدء الوصلات الملحومة الرأسية للهياكل المعدنية عن طريق لحام القطب المائل. جهاز اللحام بسيط التصميم وسهل الاستخدام ويتم تثبيته على الهيكل الملحوم بمساعدة المغناطيس الدائم ويستخدم لحام الهياكل المعدنية بسمك 4-10 مم. يوفر الجهاز عملية لحام موثوقة ومستقرة ، مما يزيد من إنتاجية العمالة بنسبة 15 - 2 مرة مقارنة باللحام اليدوي التقليدي.
تُستخدم مكتشفات مجمعة منفصلة (مكتشفات الكمبيوتر الشخصي) على نطاق واسع في التحكم في الوصلات الملحومة على شكل حرف T و المفاصل بعقبمع إزالة تقوية التماس حتى 40 مم. بالإضافة إلى ذلك ، يتم استخدام هذه المكتشفات للكشف عن التشوهات في الألواح وعيوب اللحام. يتم حساب المعلمات المثلى للباحثين عن أجهزة الكمبيوتر من نفس الشروط مثل تلك المنشورية.
للحصول على الدعم الأجهزة الداخليةيتم استخدام الآلات والأجهزة المطاطية والمفاصل الملحومة على شكل حرف T (الشكل.
يعتبر اللحام بالموجات فوق الصوتية مفيدًا للأجزاء الكبيرة في وصلات التراكب وفي وصلات اللحام على شكل حرف T ولحام شفة الأنبوب.
على أساس البيانات التجريبية التي تم الحصول عليها بطريقة هامش التموج والمرونة الضوئية ، تم اختيار مخطط حساب يعكس طبيعة تشوه البلاستيك وخصائص حالة الإجهاد للوصلات الملحومة على شكل حرف T تحت ظروف التحميل الثابت. وجد أنه ، اعتمادًا على مجموعة المعلمات الهندسية لحامات الشرائح ، هناك ثلاثة خيارات لتدمير الوصلات الملحومة على شكل حرف الإنطلاق. يتميز الأول بخروج سطح الكسر إلى الوجه الأمامي لشرائح اللحام ، والثاني - عن طريق ظهور سطح الكسر إلى حدود انتقال اللحام إلى المعدن الأساسي للقذيفة ، والثالث - من خلال ظهور سطح الكسر على السطح الخارجي للصدفة. بالنسبة للهياكل ذات اللحامات المقطوعة ، والتي تتوافق أبعادها مع القيم المحددة في الوثائق التنظيمية ، يكون التدمير وفقًا للخيار الأول نموذجيًا.
يمكن تمديد تأهيل تقنية اللحام لصنع مجموعة محددة من نفس النوع من لحامات القطع إلى المجموعات المقابلة من نفس النوع من اللحامات التي يتم لحامها على شكل نقطة الإنطلاق واللحام ، ويمكن أن تكون شهادة تكنولوجيا اللحام لإنشاء مجموعة محددة من اللحامات على شكل حرف الإنطلاق امتدت إلى المجموعة المقابلة من اللحامات اللفة.
لحام الزاوية و المفاصل المحملةفي الموضع السفلي ، يتم عمل ذلك بحيث يكون أحد مستويات المنتج المراد لحامه أفقيًا والآخر عموديًا ، ويتم وضع التماس بزاوية قائمة بين هذه الأسطح.
أكبر خطر عند لحام شرائح اللحام هو احتمال عدم اختراق أحد الجانبين ، فضلاً عن عدم اختراق الزاوية. لذلك ، عند لحام شريحة اللحام ، يتم وضع القطب في مستوى يقسم الزاوية إلى النصف ، ويتم نقل الحركات التذبذبية المستعرضة إلى نهاية القطب لإذابة الحواف.
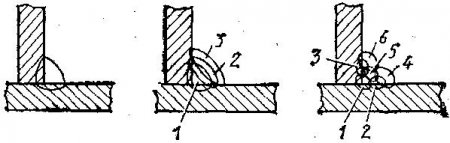
يمكن أن تكون لحامات اللحام أحادية الطبقة ومتعددة الطبقات. يتم استخدام طبقة واحدة للدرزات التي يصل طول ساقها إلى 10 مم. تقنية تطبيق اللحام فيليه هي كما يلي: يتم تحفيز القوس على الصفيحة السفلية ، ويتراجع من أعلى الركن بمقدار 3-4 مم أكثر من قيمة رجل التماس ، ثم ينطلق القوس من النقطة A إلى أعلى الزاوية ، إلى النقطة B ، حيث يتم تأخيرها إلى حد ما لتحسين اختراق الجزء العلوي من الزاوية ؛ ثم يتم رفع القوس إلى ارتفاع مساوٍ لساق التماس على طول الجدار العمودي (وفي اللحام متعدد الطبقات - إلى ارتفاع مساوٍ لساق الطبقة الأولى من التماس) ، ويتم تحريكه للخلف على طوله بمقدار معين مقدار.
بعد ذلك ، يكون القوس أسرع إلى حد ما مما كان عليه عند الرفع ، ويتم خفضه على الورقة السفلية الأفقية ويتم ضبط سمك التماس عليه وفقًا لقيمة الساق. من هنا ، على طول الصفيحة السفلية ، يتم تحريك القوس للأمام إلى حدود الحفرة وتوجيهه على طوله إلى أعلى الزاوية ، مما يؤخر القوس مرة أخرى لفترة من أجل اختراق أفضل للقمة ؛ ثم يقومون برفعها ، وإعادتها مرة أخرى بنفس القيمة أ ، وخفضها لأسفل وكرر العملية برمتها بنفس الترتيب. يجب ألا تبدأ اللحام بأي حال من الأحوال عند النقطة B أو C ، لأنه في هذه الحالة سوف يطفو المعدن المنصهر من القطب على المعدن الأساسي للصفيحة السفلية التي لم يتم صهرها بعد وسد الجزء العلوي من الزاوية ، مما ينتج عنه في قلة الاختراق وهو أمر خطير لأنه لا يمكن اكتشافه إلا من خلال كسر التماس.
وفقًا لدرجة التعزيز ، تنقسم اللحامات إلى طبيعية ، مقواة وضعيفة. اللحامات العادية هي تلك التي يكون فيها السطح مستقيمًا أو محدبًا قليلاً. تسمى اللحامات التي يكون سطحها محدبًا مقوى. تسمى اللحامات ذات السطح المقعر بالضعف.
عند اللحام بأقطاب كهربائية مغطاة بكثافة أو عند التيارات العالية ، يتم تكوين مجموعة كبيرة من المعدن المنصهر ، ونتيجة لذلك يتم تطبيق اللحامات فيليه بالطريقة المعتادةصعب ، لأنه في هذه الحالة يتدفق معظم المعدن المنصهر على سطح أفقي ويتم الحصول على التماس بقسم غير منتظم. لتجنب ذلك ، يوصى بوضع قطعة العمل المراد لحامها بحيث يميل كلا السطحين نحو الأفق بزاوية 45 درجة - ما يسمى باللحام "القارب". يتراوح حجم أرجل اللحامات فيليه من 5 إلى 25 ملم
§ 33. لحام مفاصل الإنطلاق والزاوية واللف في مواقع مكانية مختلفة
يمكن أن يكون لحام مفاصل الركن ، نقطة الإنطلاق ، والتراكب أحادي الطبقة ومتعدد الطبقات (تُستخدم طبقة واحدة للدرزات التي يصل طول ساقها إلى 10 مم). يمكن لحام مفاصل الركن ، نقطة الإنطلاق ، واللف دون تذبذبات للقطب الكهربائي بخيوط وبكرات موسعة. يتم إنتاج التذبذبات مع نهاية القطب عندما يكون من الضروري خياطة بساق كبيرة. عند إجراء الوصلات الملحومة ، يكون من الممكن تشكيل عدم تغلغل في أحد الجانبين ، فضلاً عن عدم اختراق الزاوية وتقويض الجزء العلوي الحواف السفلية. من الأفضل لحام مفاصل الركن والحمل واللف في وضع "القارب" (الشكل 43 ، أ). عند اللحام بقطب مائل (الشكل 43 ، ب) أو عند ذوبان الحافة العلوية (الشكل 43 ، هـ) ، يكون من الأنسب إجراء عملية اللحام باستخدام قطب كهربائي يقع بزاوية خلفية. يظهر مخطط ملء اللحامات على طول القسم في الشكل. 44.
![]()
أرز. 43.طرق عمل الوصلات الركنية والتى:
أ - اللحام في "قارب" متماثل وغير متماثل ، ب - اللحام بقطب كهربائي مائل ، ج - اللحام مع انصهار الحافة
أرز. 44. مخطط ملء اللحامات على طول المقطع (1-6 - ترتيب تطبيق البكرات)
يبدأ تنفيذ اللحامات فيليه ، وكذلك اللحامات التناكبية ، بفرض أسطوانة ضيقة ، إذا تم إجراء التماس في عدة طبقات. تصنع البكرات الضيقة وفقًا للمخططات الموضحة في الشكل. 45. تتمثل طريقة تطبيق الأسطوانة "بزاوية" في حقيقة أن عامل اللحام الكهربائي يرفع بعد ذلك نهاية القطب إلى أعلى ، ثم يطلقه لأسفل ، ويضع المعدن باستمرار على الحواف ليتم لحامه وينقل الحركات الصاعدة بالتساوي القطب.
تتمثل طريقة وضع الأسطوانة في "الهلال" و "الحلزوني" في حقيقة أن ماكينة اللحام الكهربائية أولاً ، كما كانت ، تلحم رفًا على الحواف ليتم لحامها ، ثم في أجزاء صغيرة ، يصهر المعدن على هذا الرف ، والتلاعب بالقطب الكهربائي أعلى وأعلى ويشكل اللحام المشكل.
طريقة اللحام المتعرجة هي كما يلي: يرفع اللحام الكهربائي أولاً نهاية القطب إلى الجانب الأيمن ، ثم يخفضه لأسفل. في هذا الوقت ، تتجمد قطرة من المعدن المنصهر في الوسط بين الحواف. ثم ترتفع نهاية القطب إلى الجانب الأيسر وتنخفض مرة أخرى ، تاركة جزءًا جديدًا من المعدن المنصهر في المنتصف بين الحواف ، إلخ. ونتيجة لذلك ، يتم تشكيل اللحام.
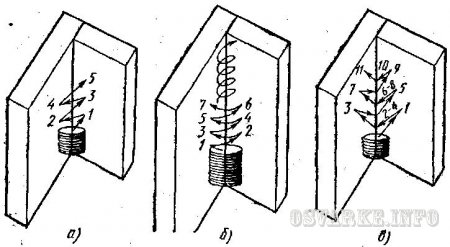
أرز. 45. مخطط لتنفيذ اللحامات الضيقة في الوضع الرأسي:
أ - الزاوية ، ب - في دوامة أو هلالية ، ج - متعرجة ؛ 1-11 - تسلسل التذبذبات بواسطة القطب
يمكن عمل بكرات عريضة بنفس الطريقة.
ضيق قطع شرائح اللحمهفي الموقف العلوييجب أن يتم ذلك كما هو موضح في الشكل. 42. يمكن عمل طبقات واسعة من خلال الجمع بين الحركات الثلاث معًا ، مما يساهم في التبلور السلس للمعدن المنصهر ، وستشكل الأسطوانة الزخرفية الشكل الهندسي الصحيح.



