آلة لحام يتم لحامها بالأسلاك بدون غاز. اللحام شبه التلقائي كل شيء عن التكنولوجيا
اللحام شبه الأوتوماتيكي(MIG) ، إنه نوع من التطور اليدوي الكهربائية لحام القوس(مجلس العمل المتحد). على الرغم من توفر محولات MMA ، فمن الأفضل استخدامها للاستخدام المنزلي لحام MIG. ولكن لكي تقدر فوائدها تمامًا ، عليك أن تعرف كيفية الطهي بشكل شبه تلقائي. في الواقع ، لا يوجد شيء صعب في هذا.
بالنسبة للحام المعدني شبه الأوتوماتيكي ، يتم استخدام سلك خاص وغاز التدريع. يتم تزويد الغاز إلى الشعلة من خلال غلاف اللحام مع السلك ، مما يحمي حوض اللحام من التأثيرات البيئية.
يتم إنتاج سلك القطب في بكرات. سمكها:
- 0.6 مم ؛
- 0.8 مم ؛
- 1 مم ؛
- 1.2 ملم.
بالنسبة للمعادن التي يقل سمكها عن 4 مم ، يتم استخدام السلك 0.6-0.8 مم ، وسمك - 1-1.2 مم.
الغاز الوقائي - ثاني أكسيد الكربون أو خليط من ثاني أكسيد الكربون مع الأرجون. ثاني أكسيد الكربون النقي أرخص - لكن التماس يكون أسوأ ويتم إنتاج ترشيش من اللحام أكثر من استخدام خليط مع الأرجون.
ميزات اللحام شبه الأوتوماتيكي:
- تغذية تلقائية سلك لحام- يزيد من سرعة وجودة اللحام ؛
- المشروبات معدن رقيق- سماكة الفراغات تبدأ من 0.5 مم ؛
- براعة - جهاز شبه أوتوماتيكي يطبخ الفولاذ والفولاذ المقاوم للصدأ والحديد الزهر والمعادن غير الحديدية ؛
- لا يوجد خبث على وصلة اللحام النهائية ؛
- عمليا لا يوجد دخان أثناء اللحام.
من ناحية أخرى ، فإن النظام شبه الأوتوماتيكي ضخم بسبب أسطوانة الغاز. بالإضافة إلى ذلك ، لن يعمل الطهي في بيئة غازية في ظل الرياح القوية - فالرياح ستخرج ثاني أكسيد الكربون من أسفل الموقد.
ما تحتاج لمعرفته حول اللحام شبه الأوتوماتيكي
قبل الطهي ، عليك التفكير في التفاصيل الدقيقة للعمل آلة لحام.
طريقة الطهي بشكل شبه تلقائي:
- الطرف الموجب متصل بالموقد ، الطرف السالب متصل بقطعة الشغل ؛
- لكل نوع من أنواع المعدن ، يتم استخدام سلك خاص. على سبيل المثال ، للألمنيوم - الألمنيوم ، للفولاذ المقاوم للصدأ - غير القابل للصدأ ، إلخ ؛
- التيار الكهربائي وسرعة تغذية الأسلاك هي إعدادات مرتبطة ببعضها البعض. كلما زاد التيار ، زادت السرعة والعكس صحيح ؛
- يجب أن يتطابق طرف المجمع الحالي المستخدم على الشعلة مع قطر السلك. ينتمي هذا الجزء إلى المواد الاستهلاكية ، لذلك يتطلب استبدالًا دوريًا ؛
- تعتمد جودة التماس على إعداد آلية تغذية الأسلاك ؛
- يجب أن يكون خرطوم تغذية السلك صلبًا - وإلا فقد ينحني ويتوقف تغذية السلك ؛
- من الأفضل لحام المعدن أرق من 1 مم بالنقاط إذا لم تكن بحاجة إلى الحصول على خط محكم. لذلك لن ترتفع درجة حرارة قطعة العمل ولن تحترق ؛
- إذا كان جهد التيار الكهربائي أقل من الجهد الاسمي ، على سبيل المثال ، 190 وليس 220 فولت ، فمن الأفضل استخدام سلك بقطر أصغر. على سبيل المثال ، بدلاً من 0.8 ، خذ 0.6 - ستتعامل الآلة معها بشكل أسهل ، وسيصبح التماس عالي الجودة.
- للحام شبه التلقائي بدون غاز ، يتم استخدام سلك خاص ، بينما يتم توصيل الطرف الموجب بقطعة العمل.
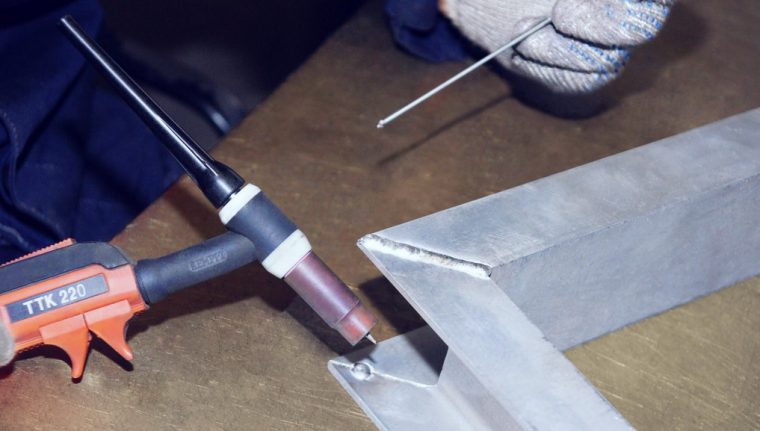
عند اللحام في الموضع السفلي ، يتم تثبيت الشعلة بزاوية 60 درجة تقريبًا على قطعة الشغل. المسافة إلى الشغل 5-15 ملم. يتم دفع الموقد بعيدًا عن نفسه - "الزاوية الأمامية".
قبل البدء في العمل ، عليك أن تقضم طرف السلك الخارج من الموقد. تتشكل كرة لا توصل الكهرباء بشكل جيد - سيكون من الصعب إشعال الموقد.
من الضروري تنظيف رأس وفوهة الموقد بشكل دوري من البقع. إذا لم يتم ذلك ، سوف تصبح تغذية الأسلاك متقطعة. لذلك ، يتم استخدام رذاذ السيليكون الخاص الذي يحمي الأسطح من الالتصاق - تحتاج إلى رشها داخل الموقد.
قواعد اللحام العامة
كما هو الحال في أي عمل ، فإن اللحام شبه التلقائي له قاعدة يجب أن يعرفها عامل اللحام.
- عندما يزيد سمك اللحام عن 3 مم ، يتم عمل فجوة 1-2 مم بينهما. هذا ضروري للاختراق الكامل للمعادن. إذا لم تكن هناك فجوة ، فسيكون التماس سطحيًا ؛
- من التسخين ، يسحب المعدن ، من أجل ضمان توحيد الفجوة ، يتم إجراء المسامير في أعلى وأسفل قطعة العمل. إذا كان طول الاختراق كبيرًا ، يزداد عدد المسامير ؛
- من الضروري مراقبة اللحام الموحد للخط على قطعتي العمل.
هذه قواعد بسيطة يجب تذكرها.
تجهيز ماكينة اللحام
تعتمد الجودة على الإعداد الصحيح للجهاز شبه التلقائي. خط اللحام. ما يجب تكوينه:
- قوة التيار.
- سرعة تغذية الأسلاك.
- ضغط الغاز.
تتضمن المجموعة تعليمات تشير إلى الإعدادات الموصى بها لأنواع مختلفة من اللحامات والمواقف المكانية. يجب أن تؤخذ كدليل ، لأن لا يوجد معيار يمكن تطبيقه على جميع الأجهزة. لذلك ، الإعدادات فردية. وتتمثل المهمة في الحصول على قوس متساوٍ واختراق عميق ولحام جميل.
نظرًا لأن السلك يدخل الحارق مع ثاني أكسيد الكربون ، يجب ضبط ضغط الغاز. يتم ذلك في حدود 1-2 أجواء.
لإعداد جهاز شبه آلي ، تكون القطع المعدنية غير الضرورية مناسبة ، بنفس سمك الفراغات الرئيسية. لن يكون المعلم المبتدئ قادرًا على ضبط الإعدادات المثلى للجهاز على الفور ، لذلك يجب إجراء التجارب على المعدن ، وليس من المؤسف التخلص منه. التماس العادي يكون سلسًا وموحدًا ، دون انقطاع وتدفقات حادة. ستساعدك دروس الفيديو في المقالة على فهم إعدادات الجهاز شبه التلقائي.
أنواع اللحامات
أنواع مختلفة من اللحامات لها إعدادات مختلفة. يختلف نوع خط اللحام حسب نوع الوصلة و الموقع المكانيالفراغات.
حسب الموقع المكاني:
- عرضي؛
- عمودي؛
- السقف؛
- أدنى.
حسب نوع الاتصال:
- في المؤخرة
- نقطة الإنطلاق.
- في تداخل
- الزاوي.
أبسط وصلات الشغل هي اللحام المتداخل والتناكبي في الموضع السفلي.
التماس العمودي
لاستخدام اللحام بشكل كامل ، تحتاج إلى معرفة كيفية لحام خط اللحام العمودي بشكل شبه تلقائي. اتجاه التماس العمودييعتمد على سمك قطع العمل:
- سماكة الفراغات تصل إلى 3 مم - الاتجاه من الأعلى إلى الأسفل.
- سمك أكثر من 3 مم - الاتجاه من الأسفل إلى الأعلى.
الشعلة بزاوية 45 درجة لقطعة الشغل. كقاعدة عامة ، من الضروري تقليل تيار اللحاموسرعة تغذية الأسلاك مقارنة بقطع العمل المماثلة في الموضع السفلي.
للحصول على خياطة عالية الجودة ، يجب على عامل اللحام أن يتحمل 3 أشياء:
- سرعة موحدة للموقد.
- المسافة من الشعلة إلى الشغل.
- الزاوية الصحيحة.
من المهم عدم ارتفاع درجة حرارة المعدن الذي يتم لحامه حتى لا يتدفق إلى أسفل. ستقوم آلة اللحام شبه الأوتوماتيكية بالباقي.
لحام معدني رقيق
لا يوجد شيء صعب في لحام الأجزاء التي يصل سمكها إلى 1 مم. على العكس من ذلك ، طهي الصفائح المعدنية اللحام شبه الأوتوماتيكيلا أصعب من الدهون.
يتم لحام الصفائح المعدنية بطريقتين:
- عادي - أي نوع من الاتصال ؛
- مبرشمة - الفراغات متداخلة ومغلية من خلال ثقوب مسبقة الصنع في الورقة العلوية.
هناك عدة قواعد لهذا اللحام:
- انخفاض القوة الحالية وسرعة تغذية الأسلاك ؛
- لا يمكنك الاحتفاظ بالموقد في مكان واحد - ستحصل إما على تدفق من حبة اللحام أو تحترق من خلال قطعة العمل ؛
- باستخدام طريقة التثبيت - يبدأ اللحام من مركز قطعة العمل السفلية. إذا بدأت اللحام من حواف الجزء العلوي ، فسيملأ المعدن الثقب ببساطة ، أي لن تطبخ جيدا
إذا لم تكن بحاجة إلى الحصول على اتصال محكم ، فلن تحتاج إلى اللحام بدرزة مستمرة. بالنسبة للأجزاء الرفيعة ، يكفي وجود نقاط ذات فجوة من 1-5 سم ، ويمكن مشاهدة عملية اللحام في الفيديو الخاص بالمقال.
لحام معدني سميك
عندما تكون قطع اللحام أرق من 4 مم ، تتم إزالة الحواف من الحواف. يتم ذلك للحصول على اختراق عميق. لا يتم تشغيل الموقد في خط مستقيم ، ولكن بحركات تذبذبية صغيرة. على سبيل المثال ، متعرج ، حلزوني ، ذهابًا وإيابًا ، إلخ. لذلك سيكون التماس أعمق وأوسع.
- بين الأجزاء فجوة 1-2 مم ؛
- يجب أن يكون عرض اللحام مساويًا لسمك قطعة العمل (تقريبًا) ، على سبيل المثال ، إذا تم لحام جزأين ، بسمك 6 مم ، يجب أن يدخل التماس في كل منهما بمقدار 3 مم ؛
إذا كان سمك قطعة العمل أكثر من 5 مم ، فقد يكون من الضروري اللحام بعدة تمريرات. يتم إجراء التماس الأول في الوسط ، والثاني والثالث - فوق وتحت التماس الأول.
من الناحية العملية ، فإن فهم كيفية تشغيل نظام شبه آلي ليس بالأمر الصعب. يمكنك الحصول على نتائج مقبولة في اليوم الأول من التدريب. الشيء الرئيسي هو عدم الخوف من التجربة وتذكر أن إعدادات الجهاز شبه التلقائي فردية لكل عامل لحام.
- كيف يتم لحام الأسلاك المغلفة بالصهر بدون غاز؟
ينخفض عدد من متطلبات استخدام اللحام بدون غاز إلى المعالجة الصحيحة لماكينة اللحام بالقطب الكهربي. يجب أن تكون حركة القطب موحدة قدر الإمكان. يجب أن يتحرك القطب بشكل تدريجي عند لحام صفائح رقيقة من المعدن. إذا كان مطلوبًا لحام صفائح سميكة ، فإن الحركات العرضية ضرورية. تتم التلاعب في اللحام بالقطب الكهربائي حسب تقديره.
ما هي المتطلبات التي يجب تلبيتها عند استخدام الأسلاك ذات القلب الصهور؟
يستطيع اللحام تحريك القطب إلى الأمام ، ووضعه في وضع عمودي على سطح العمل ، وتحريك عنصر اللحام للخلف. يتم اختيار زاوية الميل في حدود 5 إلى 20 درجة. من الضروري مراقبة قطر حوض اللحام ، والذي يجب أن يكون حوالي 30 مم. الشروط المذكورة أعلاه معممة.

قطبية السلك عند اللحام بجهاز نصف آلي بدون غاز: بدون غاز () وغاز (قطبية مستقيمة).
لكل نوع من أنواع الاتصال الهياكل المعدنية، على سبيل المثال ، مثل نقطة الإنطلاق أو الزاوي أو غيرها ، يتم افتراض متطلبات أخرى. أثناء عملية اللحام ، تأكد من مراعاة نوع المعدن المطلوب في ظروف اللحام.
بدون غاز ( عكس القطبية) ومع الغاز (قطبية مستقيمة).
منذ التنفيذ اللحام اليدويمع استخدام الأقطاب الكهربائية المطلية يمكن أن يكون الأكثر طلبًا ، فعند إنشاء خط التماس ، لا يتم تنفيذ التحكم البصري فحسب ، بل يتم أيضًا توفير الأسلاك المنصهرة ، جنبًا إلى جنب مع مواد الحماية الخاصة ، إلى موقع اللحام.
كل هذه الصفات متأصلة في تقنية اللحام باستخدام سلك ذو قلب متدفق ، وهو ليس أقل شأنا من عملية اللحام بسبب التدفق أو الغاز الخاص الواقي.
يعد اللحام المتدفق صعبًا بسبب المزايا المرتبطة باختيار اتجاه استخدام الأقطاب الكهربائية. في الوقت نفسه ، يتم إجراء اللحام بسبب الغازات الخاملة ، والتي يمكن أن تؤدي إلى الخروج من مراقبة الجودة بسبب تأثير التيارات الهوائية أو الرياح.
رجوع إلى الفهرس
كيف يتم استخدام الأسلاك ذات القلب المتدفق في اللحام بدون غاز؟
سلك لحام من نوع المسحوق يحتوي على قطب كهربائي ، بما في ذلك غمد معدني ، ويحتوي على لب مسحوق. الغلاف مصنوع من شريط مدلفن على البارد ، ذو نعومة خاصة.
تعتمد الاختلافات في تكوين لب المسحوق على الغرض من السلك.يمكننا هنا ملاحظة الحاجة إلى استخدام مسحوق الحديد من مركزات الروتيل والفلوريت والغاز والمواد المضافة لتشكيل الخبث ، وكذلك المواد الواقية. في الأساس ، المكونات التي تدخل في القلب هي عازلة للكهرباء.
يتم إجراء اللحام بنفس طريقة اللحام باستخدام قطب كهربائي. يجب صهر الغلاف الواقي المصنوع من المعدن بسبب تيار اللحام. المعدن الساخن وكذلك التواجد القوس الكهربائييسمح للمادة الأساسية بالذوبان. عند إجراء اللحام متعدد الطبقات ، يتم تنظيف أسطح العمل من رواسب الخبث من الطبقة السابقة قبل الطلاء بطبقة جديدة.
ينتج أعمال اللحاماستخدام الأقطاب الكهربائية القياسية ليس مناسبًا دائمًا. كل هذا يتوقف على مكان وجود مكان العمل. من الصعب بشكل خاص إجراء اللحام في ظروف الارتفاع والمساحة المفتوحة. تصبح علامات عدم الراحة عقبة في تكوين اتصال جيد. كان الغرض من ذلك هو توفير ظروف مريحة أثناء عملية اللحام وإنشاء تماس عالي الجودة تم تطوير المواد الاستهلاكية ، وهو سلك ذو قلب متدفق. باستخدامه ، يمكن إجراء اللحام دون خلق ظروف خاصة وبيئة غازية.
تستخدم هذه المواد للانضمام أنواع مختلفة من الفولاذ، والتي يمكن أن تكون منخفضة السبائك ومنخفضة الكربون. هناك نوعان منه يستخدمان في اللحام البسيط والخاص. يشمل الأسلاك ذات الأغراض الخاصة أنواع مختلفة، الذي يسمح:
- تشكيل التماس بالقوة ؛
- إجراء اللحام تحت الماء ؛
- اللحام تلقائيا.
رجوع إلى الفهرس
ما هو هيكل السلك الفولاذي المحفور؟
السلك الفولاذي ذو قلب الصهر هو قطب كهربائي ، يتم تعبئة غلافه الفولاذي بمجموعة من الإضافات الواقية وإزالة الأكسدة وتشكيل الخبث. يعد مسحوق الحديد أحد المكونات المهمة للمادة ، حيث تحدد علامته التجارية مستوى محتواه في الحجم الإجمالي.

يمكن تمييز السلك ذو قلب التدفق عن طريق وجود مكونات تضمن استقرار القوس حتى بدون ظروف الغاز. لها تصميم مميز مجموعة الحد الأدنىالمعدات ، وشروط استخدامها تستثني استخدام المخفض ، واسطوانات الغاز ، إلخ. إذا حدث انصهار قلب الفولاذ بسرعة كافية ، فهذا يرجع إلى وجود مقاومة كهربائية متزايدة. في الوقت نفسه ، يحدث تشكيل خط عالي الجودة في فترة زمنية قصيرة إلى حد ما.
يتميز السلك ذو قلب التدفق بميزة إمكانية استخدامه دون الإضرار بالعينين ، حتى لو لم تكن محمية بوسائل خاصة. لا يتسبب الاتصال في تناثر المعدن ، فقد اتضح أنه ذو جودة عالية. عند إجراء أعمال اللحام ، يلزم التحكم الدقيق. يوصي المصنعون ببعض الأشياء المهمة جدًا التي يجب اتباعها.
رجوع إلى الفهرس
كيف يتم استخدام الأسلاك المحمية من الغاز والحماية الذاتية؟
يتم استخدام سلك ذو قلب متدفق من النوع المحمي بالغاز للحام على الآلات الأوتوماتيكية وشبه الأوتوماتيكية. يتم اللحام بوجود غاز خامل. من بين الخصائص المهمة لسلك التدريع الغازي المحفور بالتدفق ما يلي:
- الرش بكميات صغيرة.
- درجة منخفضة من المسامية
- سهولة في فصل الخبث.
يتم استخدام مواد اللحام من نوع التدريع الذاتي في العديد من الأعمال الخارجية. يحتوي اللب على عناصر الحماية اللازمة. ومع ذلك ، في عملية اللحام ، ليس من الضروري استخدام غاز خامل.
يتم تقليل راحة اللحام بسبب السلك المحفور ذاتي التدفق إلى عدم الحاجة إلى ذلك معدات إضافية. بفضل جهاز اللحام هذا ، يتم توفير شكل مضغوط للبناء. يُباع السلك المحفور بسعر يعتمد على حجمه والغرض منه وما إلى ذلك.
اللحام شبه الأوتوماتيكي بدون الغاز بالسلك العادي هو أحد أنواع اللحام القوسي الكلاسيكي. يعمل السلك العادي كقطب كهربائي يتم إدخاله باستمرار في رأس اللحام بسرعة محددة بواسطة محرك ميكانيكي. حتى عند استخدام مادة ذات قطر صغير (0.8-2 مم) ، فإن تدفقات اللحام توفر القدرة على توفير تيارات منخفضة لصهر المعدن إلى عمق كبير مباشرة في موقع المفصل. تتيح هذه التقنية الحصول على طبقات عالية الجودة على كل من المنتجات المعدنية الرقيقة والسميكة إلى حد ما.
يمكن أن يؤدي استخدام الجهاز شبه التلقائي لأجزاء اللحام إلى تحسين جودة اللحامات وإنتاجية العمالة بشكل كبير. باستخدام أداة اللحام شبه الأوتوماتيكية ، يقوم عمال اللحام المؤهلون بإجراء حوالي 20-40 مترًا من اللحامات في غضون ساعة واحدة. يهتم العديد من الحرفيين المبتدئين بالسؤال: كيف تطبخ بشكل شبه تلقائي بدون غاز؟
اللحام شبه التلقائي بدون غاز هو وحدة كهربائية تحول الطاقة الكهربائية إلى طاقة حرارية عن طريق قوس كهربائي. يتم تنفيذ الإجراء باستخدام قطب كهربائي قابل للاستهلاك ، وهو سلك عادي. يتم تغذيتها باستمرار إلى المنطقة المراد لحامها ، وتحريكها ميكانيكيًا ، ومطلي بالنحاس ، ومعايرتها ، ولها سماكة محددة. يتم عمل هذا الطلاء بحيث يكون لديه اتصال كهربائي جيد الانزلاق وعالي الجودة مع المادة. يتم وضع سلك اللحام على ملف خاص ، مما يضمن تفكيكه وتغذيته بشكل موحد أثناء اللحام.
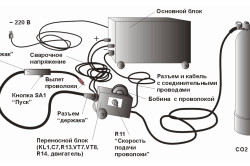
يتم اللحام يدويًا باستخدام الأدوات التالية:
- المصدر الحالي؛
- محرك ميكانيكي لتغذية الأسلاك.
- بندقية خياطة
- خراطيم مرنة.
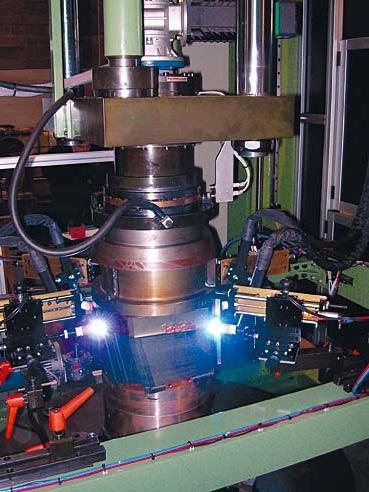
يمكن استخدام آلة اللحام شبه الأوتوماتيكية:
- مع استخدام الغازات الواقية ؛
- في وصلات اللحامالمغمورة؛
- عند لحام عينات معدنية بأسلاك ذات قلب متدفق.
غالبًا ما تستخدم معدات اللحام شبه الأوتوماتيكية باستخدام بيئة غاز واقية. يتم استخدامه لتوصيل المنتجات من السبائك ، الفولاذ الكربوني، عينات من معادن غير حديدية. في هذه الحالة ، كما غاز وقائييتم تحرير ثاني أكسيد الكربون تحت ضغط مرتفعفي اسطوانات خاصة ، يتم تغذيتها مباشرة إلى مسدس اللحام بواسطة خراطيم مرنة. مثبتة على اسطوانات مخفض الغاز، والذي يعمل على استقرار الغاز قبل دخوله منطقة اللحام.
عملية لحام الألمنيوم شبه الأوتوماتيكية
تستخدم معدات اللحام شبه الأوتوماتيكية في ظل الظروف القياسية في لحام الألمنيوم والفولاذ المقاوم للصدأ والمعادن الحديدية. يتم توصيل المنتجات بغاز خامل ، عادةً الأرجون ، وثاني أكسيد الكربون ، وغالبًا الهيليوم ، ومخاليط من هذه الغازات.
التيار المباشر للحام شبه الأوتوماتيكي للألمنيوم هو مصدر طاقة. يتم توصيل طرف سالب بعينة الألومنيوم. عنصر العمل الرئيسي هو شعلة اللحام ميزات التصميم. يغذي السلك بالغاز (التدفق) إلى منطقة اللحام.
تجهيز المعدات قبل بدء العمل:
- تحتاج أولاً إلى اختيار القوة الحالية.
- بعد ذلك ، قم بتعيين السرعة المثلى لتغذية السلك: تحتاج إلى تثبيت أحد التروس المضمنة في حزمة الجهاز شبه التلقائي بدون غاز.
- بعد ذلك يجب اختبار الجهاز مباشرة في العلبة. إذا تم ضبط معلمات الجهاز شبه التلقائي بشكل صحيح ، فيجب أن يعمل قوس اللحام بثبات مع طاقة كافية.
استخدام نظام شبه آلي بدون غاز
مثل هذا الخيار لتوصيل الأجزاء ممكن ، مثل اللحام شبه الأوتوماتيكي بسلك ذو قلب متدفق بدون غاز. آلة. يتم تعبئة قلب مثل هذا السلك الخاص بالجهاز بمسحوق التدفق ، والذي عند تسخينه درجة حرارة عاليةتشكل صغيرة البيئة الغازية، وهو ما يكفي لإذابة منتج معدني.
وتجدر الإشارة إلى أنه أثناء لحام اللحامات الموجودة عموديًا ، يتم نقل الحرارة من الأسفل إلى الأعلى. لذلك ، يجب دفع رأس اللحام من أعلى العينة إلى أسفلها ، بحيث يمكن الاحتفاظ ببعض الحرارة في حوض اللحام. يوصى أيضًا بإمساك رأس البندقية قليلاً عند ميل طفيف إلى الجزء العلوي من العينة ، وأداء الحركات في الوضع السريع.
اللحام شبه الآلي سلك متدفقبدون غاز له مزاياه:
- تنقل المعدات. ليست هناك حاجة لحمل أدوات إضافية معك: اسطوانة غاز، المخفض ، الأكمام المطاطية.
- من الممكن استخدام سلك من أي تركيبة كيميائية.
ولكن ، مثل أي أداة أخرى ، هناك أيضًا عيوب:
- سلك اللحام عالي الجودة ليس رخيصًا ، إلا إذا أخذنا في الاعتبار بالطبع الشركة المصنعة الصينية ؛
- عند اختيار وحدة اللحام والسلك نفسه ، هناك حاجة إلى مزيد من الاهتمام.
من المهم ألا تنسى
اللحام شبه الأوتوماتيكي بدون غاز بسلك عادي كاللحام بالغاز معدات لحام، يتطلب الترتيب المناسب لمنطقة العمل ، المنظمة بأكملها عملية اللحاموكذلك التقيد بلوائح السلامة بشكل مباشر في أداء العمل. يجب أن يكون لدى عامل اللحام معدات الحماية الشخصية.
يعتبر اللحام من أهم مراحل الإنتاج الصناعي والأعمال الصغيرة. يجب ألا ننسى أيضًا أهميتها في جانب من جوانب قطعة أرض عادية. في جميع هذه الحالات ، غالبًا ما تحدد جودة اللحام ليس فقط الموثوقية التشغيلية للمنتج النهائي ، ولكن أيضًا سلامة الأشخاص الذين يستخدمونه.
لحام عالي الجودة وموثوق بشكل خاص مع آلات اللحام شبه الأوتوماتيكية ، يتم إجراؤها في بيئة غاز خامل. كما تعلمون ، هذا بالضبط ما سنتحدث عنه اليوم.
المفاهيم العامة
بشكل عام ، هذه العملية هي واحدة من العديد من الأنواع الكلاسيكية. نظرًا لأن مقاومتها أعلى بكثير من مقاومة القطب ، يتم إطلاق معظم الطاقة في الفضاء القريب من القوس ، مما يؤدي إلى ذوبان السطح المراد لحامه والقطب نفسه ، مما أدى إلى تشكيل ما يسمى بركة اللحام.
بعد أن يبرد الاتصال ويتبلور ، يتم تشكيل اللحام ، والذي يعتبر في هذه المرحلة من تطوير التكنولوجيا الطريقة الأكثر موثوقية للانضمام إلى الأجزاء المعدنية.
المبادئ الأساسية للحام شبه التلقائي
على عكس الطريقة الكلاسيكية ، في العملية التي ندرسها ، يسود شيئين: القطب (سلك اللحام) و غاز خاملحماية حوض اللحام. قبل الطهي بجهاز شبه أوتوماتيكي ، من المستحسن جدًا شراء هذا الأخير بكميات كافية.
الظرف الأخير مهم للغاية. الحقيقة هي أن اللحام هو كل شيء طرق يسهل الوصول إليهايحاولون تجنب التفاعل مع أكسجين البيئة أثناء العمل: أولاً ، وإلا يتم تكوين الكثير من الحجم ، ويصبح سطح المفصل بعيدًا عن المثالية. ثانيًا ، يظهر معدن اللحام نفسه كمية كبيرةأكاسيد ، والتي تؤثر سلبًا للغاية على جودة المفصل النهائي. هذا هو السبب في استخدام الأرجون وثاني أكسيد الكربون على نطاق واسع في اللحام.
وصف تخطيطي لعملية اللحام
 لمعرفة كيفية الطهي بشكل شبه تلقائي ، يجب أن تكون على دراية بالمبادئ الأساسية لتشغيله.
لمعرفة كيفية الطهي بشكل شبه تلقائي ، يجب أن تكون على دراية بالمبادئ الأساسية لتشغيله.
أثناء عملية اللحام ، يمر القطب (السلك) عبر فوهة الشعلة ، حيث يذوب بسبب ارتفاع درجة حرارة القوس. نظرًا لتغذية سلك اللحام بشكل مستمر ، فمن الممكن تحقيق جودة وسرعة ثابتة للعملية. يتم تحديد الاتجاه والسرعة يدويًا. يجب على عامل اللحام نفسه أيضًا مراقبة استمرارية إمداد القطب. في التصنيف الدولي ، يشار إلى هذه العملية باسم GMAW (لحام القوس المعدني بالغاز). التمييز بين اللحام بالغاز الخامل أو النشط.
يستخدم هذا الأخير في الحالات التي لا تسمح فيها خصائص المعدن بتحقيق أي خصائص خاصة. اللحام. إليك كيفية الطهي بشكل شبه تلقائي.
ما هي المعدات المطلوبة لهذا؟
يجب أن تشتمل مجموعة المعدات على آلة اللحام نفسها ، ومصدر تيار اللحام ، ومغذي الأسلاك ، واسطوانة الغاز. الأجهزة من هذا النوع متوفرة في كل من الإصدارات المحمولة وفي شكل هيكل للاستخدام في الميدان. نظرًا لصعوبة تعلم كيفية الطهي باستخدام جهاز شبه آلي من هذا النوع ، يُسمح فقط للمتخصصين الذين خضعوا للتعليمات اللازمة بالعمل.
ما هي خصائص المعدات التقليدية من هذا النوع؟
- القوة الحالية من 40 إلى 600 أ.
- على قوس اللحام نفسه ، يكون الجهد من 16 إلى 40 فولت.
- يمكن أن تصل سرعة مرور منطقة الترابط إلى 2 سم في الثانية.
- لأغراض ومواد مختلفة ، يتم استخدام الأسلاك التي يتراوح سمكها من 0.5 إلى 3 مم.
- يتم استهلاك من 30 إلى 250 ملم من القطب في الثانية.
- يمكن أن يصل استهلاك الغاز الخامل إلى 60 لترًا في الدقيقة. تعتبر القيمة الدنيا معدل تدفق يبلغ ثلاثة لترات في الدقيقة.
- إلى واحد اسطوانة اللحاميحمل ما يصل إلى 100 لتر من الغاز الخامل أو النشط.

الأنواع المفضلة من المغذيات
تختلف آلات اللحام شبه الأوتوماتيكية من نواحٍ عديدة في تصميم آلية تغذية سلك اللحام الكهربائي ، لذلك ينبغي النظر في هذه النقطة بمزيد من التفصيل. يستخدم الإصدار الأكثر شيوعًا نوع دافع: فهو يبسط تصميم الموقد إلى حد كبير ، ولكن في هذه الحالة ، يقتصر طول خرطوم إمداد الغاز على ثلاثة أمتار كحد أقصى. من الأفضل استخدام هيكل سحب: يمكن أن يصل طول الخرطوم في هذه الحالة إلى 20 مترًا.
قبل شراء آلة لحام ، يجب أن تنتبه جيدًا إلى الموقد. نظرًا لأن الفوهة هي العنصر الأسرع تقريبًا ، فيجب تصنيعها بأعلى جودة ممكنة. يرجى ملاحظة أنه عند اللحام ، تحتاج إلى تنظيفه باستمرار من قطع الميزان الملتصقة. تحتاج إلى مراقبة حالة الطرف بعناية ، لأنه في حالة تلفه ، تنخفض جودة اللحام بشكل حاد.
الأهمية! قبل طهي الفولاذ المقاوم للصدأ بجهاز نصف أوتوماتيكي ، قم بشراء أطقم بديلة. على ال الفولاذ المقاوم للصدأيتطلب الكثير من الأسلاك والغازات الخاملة. من أجل اللحام ، يلزم وجود معدن قوي ، يسخن كثيرًا ، وتهترئ الفوهة بسرعة.
ما هي المواد التي يجب استخدامها في العمل؟
كما قلنا سابقًا ، يمكن استخدام السلك من 0.5 إلى 3 مم. كلما كان أرق ، كلما كان احتراق القوس أفضل ، كان تغلغل المادة الملحومة أعمق. لاحظ أنه يمكنك استخدام قطب كهربائي يزيد سمكه عن 3 مم ، ولكن لكل ملليمتر "إضافي" يجب أن يكون هناك 100 أمبير إضافي.
 يمكن استخدامها في شكل نقي وفي مخاليط. من السهل حساب متوسط استهلاك الغاز ، مع معرفة متوسط سرعة المنطقة المعالجة والاستهلاك المحدد للمواد الاستهلاكية ، والتي يمكن العثور عليها في الكتب المرجعية لمتخصصي اللحام.
يمكن استخدامها في شكل نقي وفي مخاليط. من السهل حساب متوسط استهلاك الغاز ، مع معرفة متوسط سرعة المنطقة المعالجة والاستهلاك المحدد للمواد الاستهلاكية ، والتي يمكن العثور عليها في الكتب المرجعية لمتخصصي اللحام.
قليلا عن التيار والجهد
بالطبع ، تعتمد القوة الحالية على سمك المادة المراد لحامها ، وكذلك على قطر السلك المستخدم. كلما زادت السماكة ، كلما كان تغلغل المادة أعمق وكان الأداء العام للعمل أقل. كلما زاد الجهد ، زاد تغلغل المعدن. ولكن يجب أن نتذكر أن هذا يزيد من حجم المواد المحترقة والحجم ، ويزيد عرض التماس بشكل كبير. يتم ضبط الجهد وفقًا لقوة التيار. يمكن العثور على مزيد من المعلومات في التعليمات الخاصة بآلة اللحام.
يتم ضبط معدل تغذية الإلكترود بناءً على خصائص المادة والقوة المطلوبة للدرز. يعتمد وقت اللحام على سمك المادة المراد ربطها والعرض المتوقع للدرز. لذلك ، عند السرعة العالية ، يوصى بشدة بعمل مفاصل ضيقة فقط ، كما هو الحال مع المفاصل العريضة ، ستحصل على تعبير مثير للاشمئزاز والكثير من الخبث.

حول استهلاك الغاز
كلما زاد سمك السلك ، زاد استهلاك الغاز الخامل لحماية سطح المادة التي يتم لحامها. يمكنك تقليل الاستهلاك عن طريق الضغط على فوهة الموقد بالقرب من سطح العمل ، أو ببساطة عن طريق تقليل سرعة أجزاء اللحام. انتباه! إذا كنت تفرط في السرعة (زيادتها من أجل الإنتاجية) ، يمكن أن يتجاوز طرف الفوهة حوض اللحام ، ويخضع للأكسدة المتسارعة ويتم تدميره بسببه.
التعامل السليم مع الأقطاب الكهربائية
يعتمد استقرار عملية اللحام بشكل كبير على معدل الإخراج والاستهلاك لسلك القطب. كلما زاد طول البروز ، أصبح القوس أقل استقرارًا. بالإضافة إلى ذلك ، في هذه الحالة ، يتم إدخال كمية كبيرة من المواد في المقياس. هذا يرجع إلى حد كبير إلى حقيقة أن منطقة حوض اللحام قد تقلصت بشكل حاد ، وأن الطرف والمادة نفسها تبدأ في التأكسد بوتيرة متسارعة. إذا كان الجزء المتدلي صغيرًا جدًا ، فإن الرؤية أثناء اللحام تتدهور بشكل حاد.
ذوبان الألمنيوم
وكيف نطبخ الألمنيوم بشكل نصف أوتوماتيكي؟ الألومنيوم معدن خامل كيميائيًا ، حيث يوجد ملغم سميك على سطحه. لتحترق من خلاله ، تحتاج إلى قوس قوي. يتم استخدام قطب كهربائي رفيع ، ومن الضروري (!) استخدام غاز خامل ، لأنه مع أدنى وصول للأكسجين ، يتم استعادة الملغم على الفور.

إذا كنت تقوم بلحام معدن رقيق ، فيجب إجراء التماس من أعلى إلى أسفل. يجب أن يكون التماس رقيقًا قدر الإمكان ، لأنه في هذه الحالة يكون سمكه متماثلًا تقريبًا على كلا الجانبين. إذا قمت بعمل مفصل عريض بشكل غير ضروري ، فمن غير المرجح أن تتمكن من تجنب حرق المواد. لتجنب تلف المواد ، نوصي بزيادة سرعة اللحام مع تقليل جهد اللحام.
في حالة قيامك بلحام المادة على دعامة ، فتأكد من الضغط عليها بإحكام قدر الإمكان. الحقيقة هي أن القوس يسخن المعدن كثيرًا ، ونتيجة لذلك تبدأ صفائحه ذات السماكة الصغيرة في الانحناء بقوة بسبب التشوه الحراري. لتقليل هذا التأثير المادي ، ثني اللحامات نحو البطانة. نظرًا لأنه قد يكون من الصعب اللحام بشكل صحيح باستخدام آلة شبه أوتوماتيكية بهذه الطريقة ، فقم بإجراء بعض اللحامات التجريبية قبل العمل.
إذا كان المعدن المراد لحامه أكثر من 1.5 مم ، فننصحك بالعمل على الوزن. نوصي بشدة بوضع القطب الكهربائي فيه الوضع الرأسيمشيرا مباشرة إلى الحوض. عند لحام المعدن بسمك 1.3 إلى 2 ملم ، حدد الأوضاع بحيث يتم الحصول على خط اللحام في مسار واحد كحد أقصى. قبل أن تقوم بلحام السيارة بشكل صحيح بجهاز شبه أوتوماتيكي ، تأكد من ملاءمة الأجزاء مع بعضها البعض ، وحدد نطاق العمل: من السهل إفساد الجسم ، لذلك تحتاج إلى العمل بحذر شديد.
إذا كانت الفجوات بين الأجزاء غير المناسبة كبيرة جدًا ، نوصيك بالقيام بما يلي: اللحام أيضًا من أعلى إلى أسفل ، وتجربة تقلبات الطاقة ، وكذلك إيقاف العمل من وقت لآخر ، مما يسمح للأقسام النهائية أن تصبح أقوى. دعنا نذكرك مرة أخرى: قبل الطهي بشكل صحيح باستخدام جهاز شبه آلي ، يُنصح بتناسب الأجزاء مع بعضها البعض. سوف تقضي وقتًا قصيرًا جدًا ، لكن عملية اللحام ستتم بشكل أسرع.
نقوم بطهي المعدن بدون استخدام غازات خاملة
 كل ما سبق ينطبق على معادن اللحام في بيئة غاز خامل. ولكن ماذا تفعل في حالة عدم وجود فرصة أو أموال لشراء الأسطوانات ، كيف تطبخ بشكل شبه تلقائي بدون غاز؟ خاصة في هذه الحالات ، ينتج المصنعون درجات خاصة من أسلاك الإلكترود.
كل ما سبق ينطبق على معادن اللحام في بيئة غاز خامل. ولكن ماذا تفعل في حالة عدم وجود فرصة أو أموال لشراء الأسطوانات ، كيف تطبخ بشكل شبه تلقائي بدون غاز؟ خاصة في هذه الحالات ، ينتج المصنعون درجات خاصة من أسلاك الإلكترود.
في تصنيعه ، يمكن استخدام تقنيتين: الضغط على التدفق في أنبوب معدني رفيع أو دمج مكوناته مباشرة في معدن القطب.
ما الجيد في هذا السلك؟ الأمر كله يتعلق بالفيزياء: عندما يبدأ تفريغ القوس الكهربائي في إذابته ، تتشكل سحابة حول حوض اللحام من تلك المركبات التي تشكل جزءًا من التدفق. وهكذا ، يتم استبدال الغاز الخامل الكلاسيكي ، لأن التدفق المحترق يحمي المواد الملحومة ليس أسوأ بكثير.
إليك كيفية الطهي بشكل شبه تلقائي بدون غاز.
القليل عن السلامة
لن تكتمل مقالتنا إذا لم نذكر متطلبات السلامة. تذكر أن السلامة أثناء اللحام بالقوس الكهربائي تتطلب إنشاء منطقة واقية بطول عشرة أمتار على الأقل حول مكان العمل. إذا كانت المسافة أقصر ، فإن الأشخاص الموجودين معرضون لخطر الإصابة بحروق شديدة في الشبكية. لمعرفة المزيد حول اللوائح والقواعد المحددة ، يجب عليك قراءة التعليمات الخاصة بالمعدات الخاصة بك بعناية.
يجب على الأخصائي بالضرورة استخدام معدات الحماية الشخصية ، والتحقق بعناية من جميع المعدات المتاحة قبل بدء العمل. يمنع منعا باتا بدء اللحام إذا تم الكشف عن عطل ميكانيكي أو كهربائي واحد على الأقل. تذكر دائمًا أن اللحام هو مصدر خطر متزايدحدوث حريق.
نظرًا لأن الطهي غالبًا ما يكون في الداخل ، قم بإزالة جميع المواد القابلة للاحتراق من منطقة العمل.
الاستنتاجات
في الختام ، يجب القول أن جودة اللحام عالية حقًا فقط إذا تم تنظيف سطح الأجزاء تمامًا من الأوساخ والشحوم قبل تنفيذ العمل. بالإضافة إلى ذلك ، يلعب الإعداد الصحيح للجهاز دورًا كبيرًا: إذا أفرطت في استخدام الطاقة ، فيمكنك حرق صفائح الحديد من خلالها. قرر العمل ببطء - هناك فرصة كبيرة لظهور طبقات واسعة قذرة والكثير من الخبث.
هذا الأخير لا يترك فقط المعدن من الجزء نفسه. كما قلنا أعلاه ، يساهم المقياس في التآكل السريع لفوهة الموقد والأجزاء المهمة الأخرى من آلة اللحام. من المهم جدًا تذكر هذا قبل طهي السيارة بجهاز شبه أوتوماتيكي: معدن الجسم ليس سميكًا بشكل خاص ، وبالتالي يمكن أن يحترق.



