جهاز لحام نصف اوتوماتيك بدون اسطوانة. الفروق الدقيقة في اللحام شبه الأوتوماتيكي بدون غاز
تحظى وحدات اللحام شبه الأوتوماتيكية بشعبية كبيرة بسبب قدراتها التشغيلية الفريدة.
استخدامها يسمح لك بالحصول على التماس تماما جودة عاليةالتي لا تتطلب معالجة إضافية. تكون عملية اللحام نفسها أسرع بكثير ، وتتيح المعدات إمكانية العمل بأجزاء مصنوعة من المعدن الرقيق.
اليوم ، هناك أنواع مختلفة من الأجهزة معروضة للبيع ، لذلك تعتمد أسعار آلات اللحام شبه الأوتوماتيكية والآلات الأوتوماتيكية على ذلك ميزات تقنيةالمعدات المشتراة وشروط استخدامها.
يمكن للأجهزة التي تستخدم سلكًا محميًا ذاتيًا متدفقًا لحام العناصر دون استخدام مساحة غاز واقية.
نظرًا لمزايا هذه الطريقة ، لاحظ الخبراء زيادة مضاعفة في الإنتاجية مقارنةً بالدليل التقليدي طريقة القوساستخدام قطب كهربائي بسبب وقت التشغيل الطويل وتأثير أعمق في سمك المادة بسبب وجود سلك ذو قلب متدفق.
1. من بين الأجهزة الأكثر شيوعًا من هذا النوع ، يشتمل الخبراء على طراز Fubag TSMIG 180.
الجهاز قادر على لحام الفولاذ منخفض السبائك والفولاذ المقاوم للصدأ ومنخفض الكربون. تبلغ قوتها التشغيلية 5.7 كيلو واط ، وهي الأعلى بين الأجهزة في هذه السلسلة.
من أجل الإعداد الأمثل لسرعة اللحام وزيادة الإنتاجية ، يتم توفير ضبط سلس لتغذية الأسلاك. يمكن استخدام الجهاز بشكل فعال للعمل في الحياة اليومية ، كمعدات لخدمات السيارات الصغيرة ، وكذلك للتركيب الهياكل المعدنية.
السعر اللحام شبه الأوتوماتيكيمن هذا النوع 9500-10700 روبل.
2. الوحدة مشهورة أيضًا سلسلة BlueWeld COMBI 152 821364. إنه جهاز أحادي الطور متصل بشبكة 220 فولت.

يمكن استخدام المنتج في كل من البيئات الغازية وغير الغازية باستخدام سلك محمي. يجعل وجود الضبط السلس من الممكن اختيار الوضع الأمثل للتشغيل باستخدام:
- الفولاذ المقاوم للصدأ
- الصلب العادي
- الألومنيوم.
الجهاز مجهز بحماية ضد السخونة الزائدة والفشل المبكر. يمكنك شراء آلة لحام نصف أوتوماتيكية بدون غاز بسعر 29 ألف روبل.
آلات اللحام بغاز التدريع
اللحام باستخدام الغازات الواقيةأو مخاليط منها هي الأكثر طلبا. يتم تحديد نوع الغاز أو الخليط مع مراعاة خصائص العمل المنجز.
1. في مثل هذه الحالات ، يكون هناك طلب خاص على جهاز Enkor-140 MIG 56731 ، وهو جهاز أحادي الطور قادر على العمل من شبكة 220 فولت باستخدام غازات خاملة ونشطة.

يتم استخدامه في لحام الهياكل المعدنية من:
- فولاذ منخفض الكربون
- الفولاذ المقاوم للصدأ.
يساهم التنظيم السلس لقيمة التشغيل الحالية في التحديد الدقيق لها اعتمادًا على سمك العناصر المعالجة ، مما يجعلها مبسطة إلى حد كبير العمليات التكنولوجية. الميزات التكنولوجيةتسمح الأجهزة باستخدامه بشكل فعال في الحياة اليومية وفي المنازل الخاصة.
تكلفة هذه المعدات - من 11700 روبل.
2. بالنسبة لاحتياجات الإنتاج ، يوصي الخبراء بشراء وحدة EWM WEGA 501 DW 090-005088-00502.

يتم استخدام الفولاذ عالي القوة لتصنيع جسم الجهاز ، مما يضمن استمرار تشغيله تحت التأثيرات الميكانيكية الخارجية. كمصدر للطاقة ، من الضروري استخدام شبكات كهربائية ثلاثية الطور بجهد 380 فولت.
المنتج مخصص للحام:
- فولاذ كربوني
- عناصر فولاذية منخفضة وعالية السبائك ؛
- الألمنيوم وسبائكه.
الجهاز له قيمة قصوى لتيار اللحام عند مستوى 500 أمبير ، مما يسمح بمعالجة الأجزاء التي يزيد سمكها عن 3 سم.السعر المعروض لآلة اللحام شبه الأوتوماتيكية هذه من 358 ألف روبل.
نماذج العاكس
تسمح المزايا التقنية لوحدات العاكس بتشغيلها بواسطة مشغلين ليس لديهم المهارات الكافية. أي جهاز من هذا النوع قادر على العمل بالتيار المباشر والمتناوب.
1. في هذا الخط من المعدات ، ينبغي إيلاء اهتمام خاص لمنتج FUBAG INMIG 160 ، الذي تم تطويره بناءً على تقنية IGBT.

هذا يجعل من الممكن إجراء العمليات ليس فقط باستخدام سلك اللحام ، الذي يتم تغذيته تلقائيًا في مكان معالجة العناصر ، ولكن باستخدام الأقطاب الكهربائية المنصهرة. يتم تثبيت نظام وقائي على آلة اللحام شبه الأوتوماتيكية المعنية ، والتي تحمي الجهاز من اندفاعات الطاقة وارتفاع درجة الحرارة.
تشير قوة التشغيل المنخفضة نسبيًا إلى استخدام الجهاز في بيئة منزلية. في سلاسل البيع بالتجزئة ، يُباع المنتج بتكلفة 17 ألف روبل. يتيح لك السعر المعقول وسهولة التشغيل استخدام الجهاز بفعالية في المرآب أو الكوخ.
2. للمعالجة الفعالة للعناصر المصنوعة من الألومنيوم أو الفولاذ المقاوم للصدأ ، وكذلك سبائكها ، يوصى بشراء وحدة STURM AW97PA14.

باستخدامه ، يمكنك إجراء عمليات اللحام باستخدام تقنيات MIG و MAG. تشمل المزايا الرئيسية للجهاز الحفاظ على الأداء في ظروف انخفاض جهد التيار الكهربائي إلى مستوى أقل من 195 فولت ، وهو أمر مهم بشكل خاص نظرًا للأداء غير المستقر للشبكات الكهربائية المنزلية.
لا توفر القوة الصغيرة للجهاز (2.4 كيلو واط) إمكانية استخدام الجهاز للعمل بكميات كبيرة من العناصر. في الوقت نفسه ، ستكون الوحدة فعالة في تصنيع الهياكل المعدنية الصغيرة أثناء الإصلاح.
تكنولوجيا اللحام لها اتجاهات وأنواع مختلفة ، من بينها آلة لحام نصف أوتوماتيكية بدون غاز تحتل مكانًا خاصًا. دعنا نحاول معرفة الفرق من الجهاز شبه التلقائي التقليدي ، بالإضافة إلى ميزات العمل على هذه المعدات. كقاعدة عامة ، هناك فئتان من المعدات التي لها العلامات المقابلة - MIG-MAG ، وبالنسبة للخيار الأول (MIG) ، فإنهم يستخدمون الوسيط حصريًا غاز خامل. بالنسبة للخيار الثاني ، يتم استخدام وسط ثاني أكسيد الكربون. بشكل عام ، سيكون سلك القطب العادي في هذه الحالة هو الأساس لضمان الجودة أعمال اللحام، أي ليحل محل القطب التقليدي والتقليدي. يتم تغذية سلك من نوع المسحوق ، كقاعدة عامة ، ميكانيكيًا في فتحة العمل النهائية لرأس اللحام.
المبدأ الأساسي لتشغيل وحدة اللحام بدون تعبئة بالغاز
لفهم كيفية عمل آلة اللحام شبه الأوتوماتيكية بدون غاز ، يجب أن نتذكر أن الإصدار الخامل من الغاز سيغلف مجمع اللحام التكنولوجي فقط. في هذه الحالة ، سيكون هناك عزل كامل لفئة الأسلاك المنصهرة من نوع الحشو ، وكذلك جميع الحواف المتصلة للأجزاء والأشياء التي قد يكون لها تأثير سلبي من ملامستها للهواء ، والتي تحتوي على المستوى المطلوب من الأكسجين. يتم تخصيص وظيفة الحماية الكاملة في تكنولوجيا المعدات لآلة اللحام شبه الأوتوماتيكية بدون غاز بسلك ذو قلب متدفق لثاني أكسيد الكربون ، والذي يتم إطلاقه فقط من السلك. في الوقت نفسه ، يشتمل تصميم السلك على مكون تدفق يحتوي على ثاني أكسيد الكربون.
يعمل المخطط التكنولوجي الأساسي وفقًا للمبدأ التالي:
- في لحظة عمل التلامس مع السطح المعدني ، ينشأ مبدأ تأثير القوس الكهربائي من عمل سلك الحشو.
- القوس الكهربائي المباشر له تأثير ذوبان القطب.
- يتم إطلاق ثاني أكسيد الكربون ، كمكون مستقل ، حصريًا من التدفق ، بينما يلف حوض اللحام بطبقة واقية خاصة.
يوفر تشغيل جهاز اللحام بمبدأ العمل شبه التلقائي بدون غاز على سلك ذو قلب متدفق استخدام حجم وكمية كافية من مكونات التدفق ، والتي يجب في النهاية إطلاق الكمية المطلوبة من ثاني أكسيد الكربون.
مميزات ماكينة اللحام بدون غاز
لمعرفة آلة اللحام شبه الأوتوماتيكية التي يجب اختيارها بدون غاز ، من الضروري الإشارة إلى الجوانب الإيجابية الرئيسية لتشغيل الوحدة ، وهي:
- نسخة مضغوطة من الجزء الرئيسي من التكنولوجيا معدات الإنتاجوكذلك خفته.
- خيار ميسور التكلفة واقتصادي. تقضي هذه التقنية تمامًا على الحاجة إلى وجود أسطوانة غاز مملوءة باستمرار.
- تطبيق واسع لمختلف الأقطاب الكهربائية مع مجموعة متنوعة من التركيب الكيميائي، مما يساعد على تحقيق التماس المثالي على السطح المعدني.
- من الممكن تغيير خصائص إمداد القوس الكهربائي.
- من خلال هيكل حماية خاص في قناع (خاطف) من نوع خاص ، يمكن إجراء التحكم المطلوب في نقطة التسليم.
هناك عيب واحد كبير ، هذه إجراءات تطبيق محدودة. معدات لحام، نسبة إلى الموقع على السطح اللحام. في أغلب الأحيان ، يتم استخدام هذه التقنية اللحام السفليفي وضع أفقي. من أجل الحقيقة ، يمكننا القول أن هذه الطريقة لا تزال مستخدمة في الجزء العلوي أعمال اللحام، ولكن لا يمكن تنفيذ هذه العملية إلا من قبل عمال اللحام ذوي الخبرة والمؤهلين. تذكر أن أعمال السقف لتقنية اللحام شبه الأوتوماتيكي بدون غاز لا يتم تنفيذها لسبب واحد بسيط - ثاني أكسيد الكربون له مستوى وزن ثقيل مقارنة بالهواء ويترك ثاني أكسيد الكربون منطقة اللحام دون الاستقرار على السطح.
ميزات السلك للحام شبه الأوتوماتيكي بدون غاز
يوفر الجهاز مجموعة كاملة من الأسلاك الخاصة ، بما في ذلك المسحوق المطلي. يتم تمثيل إصدار السلك بأنبوب فولاذي عادي ، يبلغ قطره حوالي 0.8 مم ، أي أنه يحتوي على إصدارات مماثلة ، كما هو الحال مع مبدأ التشغيل ، جهاز شبه أوتوماتيكي ، حيث يتم استخدام الغاز كمكون للاشتعال من قوس كهربائي.

يوجد في الجزء الداخلي من السلك مكون تدفق مسحوق ، والذي يشبه في هيكله مادة الطلاء المستخدمة في الأقطاب الكهربائية القياسية على نطاق صناعي. أثناء عملية التسخين ، يتم حرق التدفق تمامًا ، مما يوفر في النهاية المكون الوقائي لسحابة الغاز في منطقة عمل اللحام.
مزايا استخدام كل من الأسلاك ومعدات اللحام هي كما يلي:
- ليست هناك حاجة لاستخدام مزيج من معدات الغاز للحام كثيفة الاستهلاك للطاقة وتستهلك الطاقة.
- لا حاجة لإنفاق المال باستمرار على اسطوانات الغازمع تعبئة الغاز الخامل.
- تشكيل ممتاز ومتساوي لدرزة اللحام ، والتي يتم ضمانها باستخدام الأسلاك المطلية بالمسحوق.
- الخصائص الفريدة للتكوين المريح للخاصية الضرورية للقوس الكهربائي.
- طريقة رائعة للتحكم في الحركة ، من خلال فتحة خاصة في القناع (لا داعي لتغطية وجهك وعينيك بالكامل).
عملية أداء أعمال اللحام شبه الأوتوماتيكي دون استخدام الغاز لها مبادئ وخصائص مشتركة مع التقليدية غاز شبه أوتوماتيكيمصممة للحام.

أثناء العمل المطلوب ، غالبًا ما يكون هناك حالة تسرب مفاجئ للخبث في حوض اللحام أثناء العمل من منتجات التدفق الدافئ ، وهو أمر محفوف بانخفاض في بعض تحديدسطح التماس. لتجنب ذلك ، يوصى بعمل التماس بشكل إضافي ، لكنك ستحتاج أولاً إلى تنظيف الإصدار السابق. بهذه الطريقة ، يمكنك تحقيق إحكام شد عالٍ لسطح المفصل في موقع اللحام.
السلك المحفور له هيكل هش ، مما يؤدي إلى تدمير الهيكل بأكمله بحركة واحدة مهملة.
لتقليل هذه المخاطر ، يوصى باستخدام آلية خاصة مع وضع ضغط منخفض ، وهذا سيضمن تثبيتًا موثوقًا للسلك بخصائص الصلابة الخاصة للسلك ذو قلب التدفق نفسه. أثناء التشغيل ، تذكر أن المنعطفات الحادة للخرطوم غير مسموح بها تمامًا ، وإلا فلن تحقق التأثير المطلوب للاتصال بسطح المادة التي تتم معالجتها.
علاوة على ذلك ، يوصى بالمراقبة الصارمة للقطبية المطلوبة على طول الحامل عند توصيل الجهاز بالأرض. يجب توصيل العنصر الناقص مباشرة بالحامل ، بينما يتم توصيل عنصر الإضافة مباشرة بقطعة العمل. في دورة الإنتاجحصل هذا الخيار على اسم العمل بين عمال اللحام والمهنيين - "اتصال مباشر". يجب ملاحظة تأثير الاتصال هذا بشكل صارم وبدون فشل ، حيث يجب أن يكون هناك في عملية العمل الحرارةالذوبان ، والذي سينتج عنه تكوين سحابة لضمان الوظيفة الوقائية للسطح المعالج للدرز. في عملية العمل ، نلتزم بشكل إلزامي بجميع متطلبات السلامة والحرائق والسلامة الكهربائية.
فيديو: تقنية اللحام شبه الأوتوماتيكي بدون غاز
يتم استخدام آلة لحام شبه أوتوماتيكية بدون غاز على سلك ذو قلب متدفق في عملية تجميع الهياكل المصنوعة من المعادن غير الحديدية والمعادن الحديدية.
يشبه مبدأ تشغيل هذه الأجهزة تشغيل أجهزة قوس الأرجون. فقط في حالتنا ، يتم لعب دور الغاز الخامل عن طريق التدفق - طلاء سلك الحشو ، الذي يطلق ثاني أكسيد الكربون عند حرقه في قوس اللحام.
لحام نصف أوتوماتيكي بدون غاز - تصميم ومخطط العمل
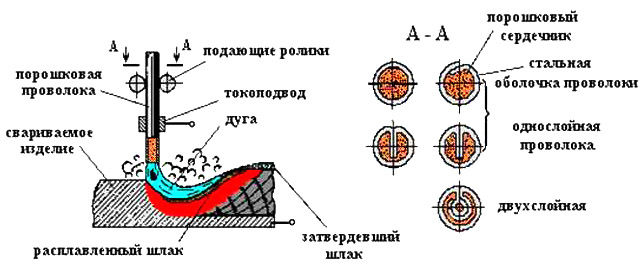
يتكون تصميم آلة اللحام شبه الأوتوماتيكية من ثلاث وحدات: مولد القوس (محول أو عاكس) ، ناقل سلك حشو ووحدة تحكم تزامن تشغيل جميع أجزاء الوحدة.
يأتي السلك خرطوم مرنفي الحامل وفي اتصال مع قطعة الشغل المراد لحامها القوس الكهربائي. تذوب مادة الحشو في القوس ، وتطلق ثاني أكسيد الكربون عند احتراق التدفق. يعزل ثاني أكسيد الكربون حوض اللحام عن الأكسجين الجوي ويمنع الانصهار المفرط للأجزاء المراد ربطها.
يضمن الناقل السلكي إمدادًا مستمرًا بمواد الحشو. ويضمن المولد استقرار احتراق القوس بين القطب الكهربائي القابل للانصهار (السلك) وجزء الهيكل المعدني.
نتيجة لذلك ، بمساعدة جهاز شبه أوتوماتيكي ، من الممكن ليس فقط إجراء عملية معالجة البقعة ، ولكن أيضًا إجراء خط خطي يصل طوله إلى 40 مترًا.
خصائص تشغيل آلات اللحام شبه الأوتوماتيكية
 لمعظم شبه التلقائي آلة لحاميتميز العمل على سلك ذو قلب متدفق بمعلمات التشغيل التالية:
لمعظم شبه التلقائي آلة لحاميتميز العمل على سلك ذو قلب متدفق بمعلمات التشغيل التالية:
- قطر السلك - من 0.5 إلى 2 ملم.
- تيار اللحام - من 35 إلى 100 أمبير أو أكثر.
- القوة - من 1.5 كيلو واط وأكثر.
يتم تنظيم قوة تيار اللحام بواسطة المتغيرات المتغيرة لوحدة التحكم. يتم تحديد قطر السلك بناءً على ظروف اللحام (سمك الأجزاء المراد ربطها ، ونوع المادة ، وما إلى ذلك). تؤثر قوة الجهاز على الأداء والسعر ، مما يزيد من كلا المعلمتين بشكل كبير.
اللحام بآلة نصف أوتوماتيكية
لا يختلف اللحام شبه الأوتوماتيكي بدون الغاز عن اللحام الكلاسيكي عملية القوس. بمعنى ، يجب عليك تشغيل الجهاز ، والحصول على قوس (عن طريق ملامسة قطعة العمل) وبدء اللحام.
ومع ذلك ، فإن التطبيق سلك التدفقيفرض بعض القيود على عملية اللحام.
لذلك ، نظرًا لهشاشة السلك ذي القلب المتدفق ، سيتعين عليك التعامل مع الحامل بحذر شديد ، دون القيام بحركات مفاجئة ودون ثني خرطوم الإمداد بزوايا حادة.
بالإضافة إلى ذلك ، فإن ثاني أكسيد الكربون الناتج أثناء احتراق التدفق يفرض التخلي عن المجمع طبقات السقف. نعم ، وهذا الجهاز "ينتج" طبقات عمودية ببعض الصعوبة. ولكن مع طبقات أفقيةالنوع السفلي لا توجد مشكلة.
من المهم أيضًا ملاحظة القطبية عند توصيل الكاثود والأنود. بعد كل شيء ، يجب نقل الطاقة القصوى إلى الحامل وإنفاقها على إذابة السلك.
آلة اللحام شبه الأوتوماتيكية القياسية بدون غاز هي نوع من معدات القوس الكهربائي الكلاسيكي حيث يتم استخدام سلك لحام خاص كمادة مضافة واقية. يتم تغذية منتج السلك المملوء بتركيبة التدفق أو المسحوق إلى مكان المعالجة (في رأس اللحام) باستخدام سرعة ثابتةمن خلال آلية خاصة.
ميزات الطريقة
المواد المضافة المستخدمة في اللحام بدون غاز تجعل من الممكن تقليل قطر السلك إلى 0.8-2 مم ، وفي التيارات المنخفضة للحصول على الدرجة المطلوبة لصهر المعدن. باستخدام هذه الطريقة ، من الممكن الحصول على طبقات عالية الجودة وموثوقة عند دمج المنتجات من أي سمك ، بالإضافة إلى زيادة كفاءة الجهاز شبه التلقائي بشكل كبير.
اللحام شبه الأوتوماتيكي للفراغات المعدنية بدون غاز وقائييوفر عددًا من المزايا أهمها:
- مما يلغي الحاجة إلى حمل أسطوانات ثقيلة ؛
- وفورات كبيرة في مخاليط الغاز ، والتي تكلف عملية التزود بالوقود الكثير من المال ؛
- مجموعة متنوعة من الطرق لتشكيل التركيبات المضافة (استخدام التدفق والمسحوق والحشوات المماثلة) ؛
- امكانية التحكم فى مكان قطع اللحام مباشرة من خلال القناع.
عند لحام المعادن بشكل شبه آلي بدون مخاليط الغازيتمكن بعض المهنيين من إنتاج 20 إلى 40 مترًا من "الخيوط" المتصلة في الساعة.
تشمل ميزات اللحام شبه الأوتوماتيكي استخدام سمات استبدال الغاز مثل المواد الاستهلاكية للأسلاك.
يتم إنتاج السلك على شكل أنبوب فولاذي رفيع ، يتم اختيار قطره ليكون حوالي 0.8 مم (يشبه اللحام في وسط غازي). تمتلئ تجاويفها الداخلية بتدفق مسحوق خاص ، والذي يشبه في تركيبته طلاء الأقطاب الكهربائية النموذجية.
على طول الطريق عملية اللحامباستخدام جهاز شبه أوتوماتيكي ، مع تسخين قوي ، تحترق تركيبة التعبئة تمامًا. نتيجة لذلك ، تظهر سحابة من الغاز في الحمام الناتج ، مما يوفر حماية موثوقة من وصول الأكسجين.
إعداد الأجهزة
يتضمن التحضير عالي الجودة لعملية اللحام بدون غاز إعدادًا خاصًا للمعدات. وفقًا لمتطلبات الوثائق التنظيمية ، سيكون من الضروري تعيين قيمة تيار اللحام على الجهاز شبه الأوتوماتيكي المقابل لسمك قطع العمل المعدنية المراد صهرها. يجب أن تشير التعليمات المرفقة بالجهاز شبه التلقائي إلى نسب العمل لهذه الكميات. من المهم أخذها في الاعتبار ، لأنه مع انخفاض قيمة التيار ، قد تتدهور جودة معالجة قطع العمل ، ومع المبالغة في تقديرها ، يمكنك حرق الجزء.
ثم تحتاج إلى ضبط وضع تغذية السلك (يتم ضبط سرعة حركته بواسطة مجموعة من عدة تروس قابلة للتبديل).
يُنصح باختبار الإعداد الصحيح للجهاز شبه التلقائي واختيار أوضاع التشغيل الخاصة به على منتج اختبار غير ضروري ، إذا لزم الأمر ، قم بإجراء التعديلات.
بالنسبة للحام ، اضبط مقبض محدد التغذية على الوضع الأمامي ثم املأ قمع التدفق. من الضروري ضبط امتداد الحامل بحيث يكون الطرف في منطقة اللحام. ثم حرك مخمد القمع مع التدفق إلى الوضع المفتوح واضغط على "ابدأ" ، بينما في نفس الوقت مرر القطب لفترة وجيزة فوق المكان المراد لحامه.
بعد ظهور قوس ثابت ، سيكون من الممكن الانتقال مباشرة إلى عملية اللحام. سيوفر الجهاز شبه التلقائي الذي تم تكوينه وفقًا للتوصيات قوسًا كهربائيًا ثابتًا بدون حماية من الغاز وإمداد الجزء المطلوب من التدفق إلى منطقة الاحتراق.
تقنية اللحام
قبل البدء في لحام قطع العمل بجهاز شبه أوتوماتيكي بدون غاز (بدون ثاني أكسيد الكربون ، على وجه الخصوص) ، يجب أن تتذكر دائمًا أنه عند اللحام طبقات عموديةترتفع أبخرة التدفق القابل للاحتراق. في هذه الحالة ، من الأنسب بدء التماس من الجزء العلوي من قطعة العمل ، وهو أمر مهم بشكل خاص عند العمل باستخدام صفائح معدنية رفيعة.
في عملية العمل شبه الأوتوماتيكي ، يجب إبقاء مقبض الشعلة على منحدر صاعد طفيف ، لأنه في هذا الموضع سيكون أكثر ملاءمة لتثبيت حوض اللحام في مكان تشكيله.
على طول المفصل المشكل ، يجب أن يتحرك الموقد بسرعة كافية لمنع تكون قطرات المعدن المنصهر. في هذه الحالة ، يتم دائمًا تغذية السلك نفسه إلى الجزء الأمامي من حوض اللحام.
النوع المدروس من اللحام شبه الأوتوماتيكي بدون غاز يذكرنا إلى حد ما بالعمل معه قطب كهربائي تقليدي، حيث يتدفق الخبث أحيانًا إلى الحمام المصهور. بالقياس معها ، في هذه الحالة ، فوق التماس الناتج ، غالبًا ما يتعين على عمال اللحام عمل واحدة أخرى ، ولكن فقط بعد تنظيف الخبث السابق.
السلك ذو القلب المتدفق المستخدم في اللحام بدون غاز ناعم بدرجة كافية بحيث تكون التواءات الحادة في الخرطوم غير مقبولة عند التعامل معها والعمل معها. يُمنع منعًا باتًا استخدام الأسلاك العادية عند اللحام بجهاز شبه أوتوماتيكي بدون غاز ، لأن هذا يمكن أن يؤدي إلى تكوين خط ربط رديء الجودة (مع نتوءات وفراغات). بالإضافة إلى ذلك ، سيكون هناك تجاوز مرتبط بالتبخر غير المجدي للطلاء الواقي.
العمل مع انفرتر اللحام
تختلف طريقة العاكس للحام بدون غازات فقط في بعض التفاصيل عن الطريقة المقبولة عمومًا. عند تنفيذه ، فإن أهم شيء هو ضبطه بشكل صحيح تيار اللحامواختيار قطب كهربائي يتوافق مع ظروف اللحام (الحجم الأمثل هو 2 ... 5 مم).
 كما هو الحال مع الجهاز شبه التلقائي ، يتم اختيار التيار مع مراعاة سمك المادة التي تتم معالجتها ، ويتم توصيل القطب الكهربائي إلى تقاطع المعادن بسلاسة شديدة. يستثني المتطلب الأخير إمكانية التصاق الوحدة وتحميلها الزائد. لإشعال القوس الكهربائي ، يوضع القطب بالنسبة للسطح المراد معالجته بزاوية طفيفة ، ثم يلمسه برفق ، متبوعًا بالفصل. بعد ظهور القوس ، يجب إبقاء القطب الكهربي على مسافة معينة من خط اللحام ، مساوية تقريبًا لقطره.
كما هو الحال مع الجهاز شبه التلقائي ، يتم اختيار التيار مع مراعاة سمك المادة التي تتم معالجتها ، ويتم توصيل القطب الكهربائي إلى تقاطع المعادن بسلاسة شديدة. يستثني المتطلب الأخير إمكانية التصاق الوحدة وتحميلها الزائد. لإشعال القوس الكهربائي ، يوضع القطب بالنسبة للسطح المراد معالجته بزاوية طفيفة ، ثم يلمسه برفق ، متبوعًا بالفصل. بعد ظهور القوس ، يجب إبقاء القطب الكهربي على مسافة معينة من خط اللحام ، مساوية تقريبًا لقطره.
ويترتب على الوصف أن اللحام بعاكس بدون غاز واق لا يمكن تسميته أصليًا ، ومع ذلك ، في هذه الحالة ، يكون حجم الفجوة القوسية المتكونة بين القطب والمعدن مهمًا للغاية. في حالة عدم إمكانية الحفاظ على الفجوة المطلوبة ، حتى في حالة وجود تدفق ، لا يزال التماس محدبًا جدًا (في أماكن الانصهار ، لا يتوفر للمعدن وقت للتدفئة). إذا كانت الفجوة كبيرة جدًا ، فمن الممكن وجود قوس غير مستقر ، مما يؤثر أيضًا على جودة التماس (قد يتضح أنه غير متساوٍ).
إلى حد كبير ، تعتمد جودة اللحام بدون غاز على القطبية الصحيحة لتوصيل أسلاك الإمداد ، والتي ، عند العمل مع العاكس ، تكون متصلة بحامل ناقص ، وبزيادة (كتلة) مباشرة إلى الشغل. مثل هذا الاتصال يسمى "مباشر".
عند العمل باستخدام العاكس أو شبه الأوتوماتيكي ، يكون تنظيم مكان عمل عامل اللحام أمرًا مهمًا ، حيث توجد المعدات وجميع الملحقات الخاصة باللحام بدون غاز.
بادئ ذي بدء ، تحتاج إلى الاهتمام بإنشاء منطقة حماية طولها عشرة أمتار حول مكان العمل واستبعاد الغرباء من دخولها. بالإضافة إلى ذلك ، ينبغي اتخاذ تدابير خاصة لإزالة المواد المتفجرة والقابلة للاحتراق من هذه المنطقة.



