أنواع الوصلات الملحومة وأنواع اللحامات. اللحام القوسي المغمور نصف الأوتوماتيكي للحمام للتجهيزات. السمات التكنولوجية لتنفيذ اللحامات
1. تكنولوجيا لحام الصلب
تحضير الهياكل للحام
ينقسم تحضير الهياكل للحام إلى ثلاث مراحل:
1. تجهيز الحواف المراد لحامها ؛
2. تجميع العناصر الهيكلية للحام.
3. تنظيف إضافي ، إذا لزم الأمر ، للوصلات المجمعة للحام.
تتم معالجة حواف الهياكل المراد لحامها وفقًا لرسومات الهياكل ووفقًا لمتطلبات GOST 5264-80 و GOSTs الأخرى للأنواع الرئيسية والعناصر الهيكلية للدرزات وصلات ملحومة. تتم معالجة حواف وصلات اللحام على الحواف أو القطع آلات طحن، وكذلك عن طريق الأكسجين و قطع البلازماعلى آلات خاصة. يجب أن تتوافق أبعاد عناصر الحافة مع متطلبات GOST.
متى يجب استخدام اللحام بالهواء الساخن؟
يخلق اللحام بالهواء الساخن ختمًا دائمًا لإطالة عمر الأرضية. ينصح الخبراء باللحام بالهواء الساخن وفي بعض الحالات يكون ضروريًا. هذه كلها مناطق بها حركة مرور متطلبة. هناك أماكن تُستخدم فيها الكراسي المتحركة بشكل متكرر أو تتطلب صيانة متكررة.
يوصى باستخدام اللحام الكيميائي البارد في الغرف ذات الضغط الأقل. يمكن التعامل مع هذا النوع من اللحام بواسطة كل جهاز منزلي مناسب. تتوفر أدوات اللحام البارد عادة للبيع في متاجر الأرضيات المتخصصة. إنه سائل صافٍ يُسكب في مفصل نظيف ومربوط.
يعد التجميع للحام خطوة مهمة في تحضير الهيكل للحام. بالنسبة للحام القوسي اليدوي ، يتم تجميع الهياكل باستخدام تركيبات التجميع أو المسامير. تكوين تركيبات التجميع: المشابك 1 تؤدي مجموعة متنوعة من العمليات لتجميع الزاوية المعدنية ، والحزم ، والشرائط ، وما إلى ذلك ؛ تستخدم أسافين 2 لتجميع هياكل الألواح ؛ الرافعات 3 - لتجميع الهياكل المعدنية الزاوية وغيرها من الهياكل ؛ شد الزوايا 4 ومشابك الزاوية 8 - لتجميع هياكل الألواح ؛ الرافعات 5 - لتشديد الأصداف والعوارض وغيرها من الهياكل ؛ جوانات ذات أسافين 7 - لتجميع هياكل الألواح وفقًا لحجم الفجوة ؛ قضبان التعادل 10 والمربعات. و - لتجميع هياكل الألواح للحام بدون مسامير. يتم استخدام أنواع أخرى من الأجهزة أيضًا.
تقدم معظم الشركات المصنعة للأرضيات التي تتطلب اللحام أيضًا خطوط لحام مناسبة. يمكن أن تكون أسلاك اللحام أحادية اللون في نفس زهرة المشمع أو متعددة الألوان. تتطلب الأنواع المختلفة من أغطية الأرضيات وتشطيبات الأسطح أنواعًا مناسبة من خطوط اللحام.
ثلاثة أنواع من خطوط اللحام متوفرة اليوم
متعدد الألوان - ما يسمى بالزخرفة ذات اللون الواحد غير المرئي - عاكس أو سائل ، يعمل أكثر كزخرفة. في حالة المنافذ أو الانتقال إلى غرف أخرى ذات أغطية أرضية مختلفة ، يتم استخدام ملفات تعريف الانتقال. في فترات الراحة أو التدرجات ، يوصى بتشديد المفاصل بشريط لاصق.
قبل التجميع ، يجب قياس العناصر الهيكلية المُشكلة ، وفحص حوافها ، وكذلك المعدن المجاور لها ، وتنظيفها جيدًا من الصدأ والزيت والطلاء والأوساخ والجليد والثلج والرطوبة والحجم. في ظروف ورشة العمل ، يتم تجميع العناصر الهيكلية على الرفوف - ألواح بها أخاديد لتركيب الأجهزة (براغي ، روابط ، دبابيس ، إلخ) بداخلها تثبت العناصر المجمعة وفقًا للأبعاد الموضحة في الرسومات. يتم أيضًا استخدام أبسط رفوف من العوارض الأفقية المثبتة على رفوف بارتفاع 200-400 مم. يوضح الشكل 13.3 مثالًا لتجميع هياكل الألواح باستخدام أبسط التركيبات وتجميع الهياكل من المعدن الجانبي - الزاوي ، الشعاع I ، إلخ. يجب أن تتوافق حواف الهياكل المجمعة المراد لحامها مع الرسومات والمعايير في شكلها وأبعادها.
اللحام - عنصر هيكلي يحتوي على لحام ومادة أساسية تتشكل عن طريق صهر اثنين أو أكثر العناصر الهيكليةعن طريق إذابة حواف الأجزاء المتصلة وإدخال مادة مضافة مذابة بشكل اختياري مع مادة مماثلة التركيب الكيميائيإلى موضع الاتصال. يتم خلط العناصر المذابة ، مما يؤدي إلى تكوين ما يسمى بـ. بركة اللحام. بعد إزالة مصدر الحرارة وتبريد الهيكل ، يتصلب المعدن السائل بالشكل الذي تشكله الحواف المنصهرة للحامات ، مكونًا مفصلًا ملحومًا ، يُشار إليه عادةً باسم اللحام.
يتم تثبيت مفاصل الهياكل أثناء تجميعها بمسامير - لحامات قصيرة للتثبيت الموقف النسبيالأجزاء المراد لحامها. يتم وضع المسامير في المواقع اللحاماتباستثناء تقاطعاتها.يجب أن يكون طول مسامير الفولاذ التي تصل مقاومة الخضوع إلى 390 ميجا باسكال 50 مم على الأقل ولا تزيد المسافة بينهما عن 500 متر ؛ بالنسبة للفولاذ الذي تزيد مقاومة الخضوع عن 390 ميجا باسكال يجب أن يكون طول المسامير 100 مم والمسافة بينها - لا تزيد عن 400 مم مع سماكة صغيرة للأجزاء المجمعة (4-6 مم) ، يمكن أن تكون المسامير أقصر (20-30 مم) والمسافة بينها 200-300 ملم. عند تجميع الهياكل الثقيلة الضخمة على مسامير تقلب أثناء اللحام ، يتم تحديد موقع المسامير وحجمها في تصميم الإنتاج أعمال اللحام. يجب أن يتم تنفيذ المسامير التي يتم إزالتها أثناء اللحام بواسطة عمال اللحام الذين سيقومون لاحقًا بلحام الوصلات المثبتة.
في الوصلات الملحومة ، نميز أربعة مجالات رئيسية. اللحام - مادة التماس ، التي تذوب عند تسخينها ، المنطقة المتأثرة بالحرارة ، والتي خضعت لأية تغييرات أثناء اللحام ، أي منطقة اللحام الهيكلية أو المناعية أو الميكانيكية ، وخط لحام خط الذوبان والمناطق المتأثرة بالحرارة. هو الحد الذي تذوب به المادة المراد لحامها. نحن متخصصون أيضًا في مجالات إضافية مثل.
المفاصل الملحومة - البناء
الجانب الأمامي - السطح الخارجي للحام ، والذي يكون له جانب محدب قليلاً في اللحام المشكل بشكل صحيح ، يزيل الجانب الآخر من سطح الغرز عنق أخدود اللحام ، والذي يحدث في اللحامات أحادية الجانب. من أجل الكشف عن عدم التوافق في الوصلات الملحومة ، يتم استخدام طرق اختبار مختلفة لتحديد طريقة اختبار أو أكثر ، اعتمادًا على نوع المسؤولية والتصميم. عند اختيار منهجية الاختبار ومستوى القبول ، ضع في اعتبارك طريقة اللحام ، ومواد اللحام ، ونوع التوصيل ، والشكل والأبعاد ، ومستويات الجودة ، والتناقضات الأكثر شيوعًا في الأجزاء المماثلة.
تضفي المسامير صلابة على الهيكل وتمنع حركة الأجزاء من الانكماش أثناء اللحام ، مما قد يؤدي إلى تكوين تشققات ، خاصة في العناصر ذات السماكة الكبيرة. لذلك ، يتم استخدام التجميع على المسامير بسماكة معدنية من 6-10 مم ، وبسماكة أكبر ، تركيبات التجميع، مع تحديد شكل وأبعاد الهياكل ، مع السماح بحركتها الطفيفة من انكماش اللحام. هذه الأجهزة عبارة عن روابط إسفين (انظر 13.1).
توفر طرق الاختبار غير المدمرة والمدمرة لدينا تقييمًا كاملاً لجودة المفاصل. كجودة ، نفهم هنا القدرة على الاختيار لتلبية التوقعات البشرية. يجب تحديد المستوى المطلوب من اللحامات في معايير المنتج أو من قبل المصمم المسؤول بالتشاور مع الشركة المصنعة والمستخدم وربما الأطراف المعنية الأخرى.
أنواع اللحامات وعلاماتها
يتم تشكيل مفاصل الوجه من خلال لحام مكونين: جدار يشكل سمك أحد المكونات ووحدة ثانية. نصف بالتفصيل نوعين من لحامات الوجه: لحام كامل يغطي سمك العنصر بالكامل ولحام جزئي يتضمن جزءًا منه فقط. يتم عمل شرائح اللحام في أخدود بين مفصلين ملحومين غير مشطوفين عند تشكيل الخصومات و وصلات الزاوية. يتم عمل اللحامات الهامشية في جميع أنحاء سماكة الصفيحة أو جزء منها عن طريق ثني حوافها وذوبانها دون إضافة رابط. السماكة مهمة في الهوامش صفيحة معدنيةالتي لا يمكن أن تتجاوز 3 مم. المفاصل الظهرية تشبه اللحامات على صفائح رقيقة في أقسام متوازية وعلى صفائح مطوية. سمك اللحام يساوي مجموع ارتفاع اللحام وعمق خط اللحام. تتشكل الثقوب عندما تحتوي إحدى الصفائح على فتحة طولية أو دائرية مملوءة بالموثق. قد يكون للفتحة جدران مائلة لتسهيل الاختراق. اللحامات غير المنطقية هي الفرق الأساسي بين اللحامات غير المنطقية واللحامات التي يتم إجراؤها بدون ثقب مسبق الحفر. يتم تشكيل اللحام عن طريق صهر ورقة واحدة وذوبان أخرى تحتها. يتم تشكيل اللحامات الخطية عن طريق تراكم اللحامات الموضعية. تتلامس هذه اللحامات مع بعضها البعض أو تتداخل لتشكل لحامات خطية. هناك أيضًا تصنيفات أوسع لأنواع اللحام. من أجل تضمينها في الرسومات الفنية ، تم تقديم أحرف خاصة لتتناسب مع الأشكال الخاصة بكل منها.
- تنقسم هذه المفاصل إلى متساوية الأضلاع وغير متساوية.
- يمكن أن تكون لحامات فيسكوز فيليه محدبة أو مقعرة أو مسطحة.
قبل اللحام مباشرة ، تخضع الوصلات المُجمَّعة للفحص الإلزامي ، وإذا لزم الأمر ، تصحيح إضافي لعيوب التجميع والتنظيف.
عند اللحام الوضع الرأسيتقل القوة الحالية بنسبة 10-20٪ عند اللحام طبقات أفقية- بنسبة 15-20٪ وعند اللحام طبقات السقف- بنسبة 20-25٪.
يتم تحديد نوع التيار والقطبية اعتمادًا على الأقطاب الكهربائية المعتمدة للحام ، على سبيل المثال ، للأقطاب الكهربائية MP-3 ، بالتناوب أو العاصمة، للأقطاب الكهربائية UONII-13/45 - التيار المباشر فقط عكس القطبيةإلخ.
يسمى تحضير حواف المفصل العملية ، والتي تتكون من تشكيل حواف العناصر المتصلة والتجمعات المقابلة ، بمعنى أوسع ، هذه هي تأثيرات هذه العملية. Bevelling هي عملية تشكيل جدار أخدود في مستوى بزاوية لسطح بخلاف 90 درجة ، أو جدار به انحناء.
يتم تحضير الحواف لتوفير الانصهار المطلوب وتسهيل اللحام اللازم للحصول على اللحام الصحيح من حيث الشكل والجودة. العوامل الرئيسية التي تؤثر على اختيار الدواء هي. طريقة اللحام ونوعه وسمكه مادة ملحومة، نوع المفصل ، الوصول إلى موضع اللحام وموضع اللحام ، درجة إعادة الصهر المطلوبة ، تقليل تشوه اللحام ، كمية المادة الرابطة المستخدمة والمواد. نظرًا لإمكانية الوصول إلى اللحام ، فإن استخدام طرق ومواقف لحام معينة تستخدم حوافًا أحادية الجانب أو ثنائية الجوانب ، متساوية الزوايا وغير مستطيلة ، متماثلة وغير متماثلة.
تعتمد سرعة اللحام (تحريك القوس) إلى حد كبير على مؤهلات عامل اللحام وقدرته على إجراء عملية اللحام مع الانقطاعات فقط لتغيير القطب. بالإضافة إلى ذلك ، تتأثر سرعة اللحام بمعدل ترسب الأقطاب الكهربائية المستخدمة والقوة تيار اللحام. كلما زاد معدل الترسيب والقوة الحالية ، زادت سرعة تحرك القوس ، وبالتالي تزداد سرعة اللحام. يجب أن يؤخذ في الاعتبار أن الزيادة التعسفية في قوة التيار يمكن أن تتسبب في ارتفاع درجة حرارة القطب.
تُستخدم هذه التعبيرات أيضًا في عمليات اللحام ، على سبيل المثال متناظرة ومزدوجة الجوانب. يمكن عمل أخاديد معظم اللحامات الأمامية بدون عتبة أو بجدار جانبي على شكل اتصال أحادي الجانب أو غير مدبب أو غير مدبب أو مزدوج الجوانب.
يتميز التصميم من الحافة إلى الحافة بالمزايا التالية: قوة عاملة منخفضة وتكلفة منخفضة لإعداد الحواف ، والتي يمكن شطفها في عملية واحدة باستخدام الأكسجين أو البلازما أو القطع الميكانيكي وتسهيلها لحام جيدفي حالة اللحام على الغسالة مقارنة بالشطف. عند اللحام على وسادة ذات عتبة ، خاصة عندما تكون الفجوة بين الألواح صغيرة ، قد تشكل الأخاديد مسامًا ولا تذوب في الأخدود. لذلك ، لا ينصح بارتداء الوصلات المشطوفة بالذوبان الساخن والذوبان الساخن.
المعامل / C ، التي يحددها الجدول. 13.1 يعتمد على نوع طلاء القطب. على سبيل المثال ، للأقطاب الكهربائية التي تحتوي على حمض أو طلاء الروتيلالحد الأقصى لقيمة المعامل بقطر 3-4 مم K = 45 ؛ للأقطاب ذات الطلاء الأساسي بقطر 3-4 مم D »= 40 ؛ مع طلاء السليلوز من نفس القطر / (= 30.
بناءً على صيغة الإدخال الحراري للحام qn (الفصل 3) ، تم اشتقاق اعتماد تقريبي لمدخلات الحرارة على منطقة المقطع العرضي لخرزة اللحام ، J / مم
يجب أن لا تقل الفجوة في الأخدود عادة عن قطر القطب زائد 2 مم ولا تقل عن 4 مم في حالة اللحام في درع غاز بقطب كهربائي منصهر أو غير قابل للانصهار. عادة ما يتم تعويض الفجوة الكبيرة في الأخدود ، والتي يمكن أن تسبب تشوهًا جانبيًا كبير للدرز ، بزاوية أخدود أصغر.
تجعل العتبة الحواف الحادة للجدران غير مستقرة للتدفق الديناميكي للذوبان ، مما يجعل من الصعب على عامل اللحام العمل. إذا كانت زاوية الفجوة والأخدود صغيرة جدًا ، فلن يحدث الانصهار المطلوب وسيظل الخبث مائلًا. التباعد المفرط سيؤدي إلى حرق المفاصل والنتوءات.
حيث Qo هو معامل يعتمد على نوع الأقطاب الكهربائية أو الأسلاك المستخدمة في طرق اللحام الميكانيكية ؛ Fm–> مساحة المقطع العرضي للخرز ، مم 2.
بالنسبة للأقطاب الكهربائية من الدرجات UONII-13/45 و SM-11 ، تكون القيمة Qo = 65 J / mm3. وبالتالي ، من خلال معرفة مدخلات الحرارة ، يمكن للمرء بسهولة تحديد المقطع العرضي لخرزة اللحام والعكس صحيح.
2. أنواع الوصلات الملحومة. اللحامات
حافظ على النسب الصحيحة بين ارتفاع الحد وزاوية الفتحة والتباعد. المبدأ هو أن العتبة العالية يجب أن تزيد الفجوة والعكس صحيح. أيضًا ، إذا كانت زاوية الأخدود صغيرة ، فيجب الحفاظ على الخلوص حيث لا يمكن الوصول إلى الأخدود في الأخدود. تؤدي زاوية الفتحة الزائدة إلى حدوث تشوه زاوي كبير. يعتبر الترابط بين هذه الأبعاد مهمًا عندما لا يكون هناك وصول إلى قمة اللحام ، على سبيل المثال ، في حالة لحام الأنابيب ذات القطر الصغير. في مثل هذه الحالات ، فإن الاهتمام بجودة الأفق ليس أولوية.
لا يضمن اللحام الذاتي بدون إزالة قطعة العمل التخلص من الطحن أو عدم التوافق. لا يلزم دائمًا نزع الحبل عند غرق القوس ، والذي يتميز عادةً بالتسلل العميق. يعد اللحام بهذه الطريقة مناسبًا بشكل خاص لتصنيع الوصلات الثنائية. ضغط مرتفع، والتي تذوب في كثير من الأحيان دون التلاعب. يوصى باستخدام الألواح السميكة على الوجهين.
تم تحديد مصطلحات وتعريفات المفاهيم الأساسية للحام المعادن بواسطة GOST 2601–84. تنقسم الوصلات الملحومة إلى عدة أنواع ، يحددها الموضع النسبي للأجزاء المراد لحامها. والمفاصل الرئيسية هي المفاصل المؤخرة ، الزاوية ، نقطة الإنطلاق ، اللفة والنهاية. لتشكيل هذه الوصلات وضمان الجودة المطلوبة ، يجب تحضير حواف العناصر الهيكلية المتصلة باللحام مسبقًا. تم إنشاء أشكال تحضير الحواف للحام القوسي اليدوي للصلب والنيكل والحديد والسبائك القائمة على النيكل بواسطة GOST 5264–80.
منذ بضع سنوات فقط ، تنافست سبائك الحديد ، باعتبارها المادة الرئيسية لبناء هياكل السيارات ، مع الألومنيوم. في نفس الوقت ، فوائد كليهما. نتيجة لتعايش عناصر الفولاذ والألمنيوم في نفس تصميم السيارة هو تغيير جذري في طرق القابض التقليدية أثناء كمال الأجسام والإصلاحات اللاحقة. ويرجع ذلك أيضًا إلى التقدم الكبير في مجال علم المعادن ، والذي بدوره استبدل الألواح المسحوبة بعمق في مجموعة متنوعة من التطبيقات عالية القوة وعالية القوة وعالية القوة.
مفصل بعقب يسمى اتصال عنصرين متجاورين مع الأسطح الطرفية الأخرى.
يوفر GOST 5264–80 32 نوعًا من الوصلات التناكبية ، المعينة تقليديًا Cl ، C2 ، C28 ، وما إلى ذلك ، مع إعداد مختلف للحواف اعتمادًا على السماكة ، وموقع العناصر الملحومة ، وتكنولوجيا اللحام وتوافر معدات معالجة الحواف. للمعادن السميكة اللحام اليدويمن المستحيل ضمان تغلغل الحواف بالسمك الكامل ، وبالتالي ، فإنها تقوم بقطع الحواف ، أي شطفهم على جانبين أو جانب واحد. الحواف مائلة على مسوي أو قطع حراري (بلازما ، وقود أوكسي). زاوية الميل الكلية هي (50 ± 4) ° ، ويسمى هذا التحضير من جانب واحد مع شطبة من حافتين. في هذه الحالة ، يجب الحفاظ على مقدار التبييض (للجزء غير المائل) والفجوة ، والتي يتم تحديد قيمها بواسطة المعيار اعتمادًا على سمك المعدن. يسمى التماس مفصل المؤخرة بعقب اللحام، ودرزة الدعم هي الجزء الأصغر من خط اللحام على الوجهين ، ويتم إجراؤه مسبقًا لمنع الحروق أثناء اللحام اللاحق للدرز الرئيسي أو تطبيقه أخيرًا ، بعد اكتماله.
سمح لنا ذلك بتقليل وزن مركباتنا بشكل كبير ، وكانت الخطوة التالية على هذا الطريق هي ترشيد استهلاك هذه المواد المحسنة ، والتي تم الحصول عليها من خلال تغيير سمكها ، وفقًا للأحمال المحلية. أثر هذه التطلعات اليوم. الفراغات الفردية تتكون من العديد من أجزاء الصفائح المعدنية ذات السماكات والقوة المختلفة ، وأحيانًا حتى مواد متعددةمثل الصلب و سبائك الألومنيوم. يتم الحصول على هذه الوصلات عن طريق اللحام بالليزر أو اللحام بالمقاومة الخطية مع ضغط اللحام.
عند تحضير حواف من الصلب بسمك 8-120 مم. كلتا حافتي العناصر المراد لحامها مشطوفة من كلا الجانبين بزاوية (25 ± 2) درجة لكل منهما ، في حين أن الزاوية المائلة الكلية هي (50 ± 4) ° ، يتم ضبط التبييض والتخليص حسب المعيار اعتمادًا على سماكة الفولاذ. يسمى هذا التحضير على الوجهين مع شطبة من حافتين. مع هذا التحضير ، تصبح معالجة الحواف أكثر تعقيدًا ، لكن حجم المعدن المترسب يتناقص بشكل حاد مقارنة بالتحضير أحادي الجانب. يوفر المعيار عدة خيارات لإعداد الحواف على الوجهين: تحضير حافة علوية واحدة فقط ، تُستخدم مع الترتيب الرأسي للأجزاء ، والتحضير بسمك مائل غير متساوٍ ، إلخ.
اتصال الزاوية يسمى اتصال عنصرين يقعان بزاوية ويلحمان عند تقاطع حوافهما. هناك 10 من هذه المركبات: من U1 إلى U10.
بالنسبة لسماكة المعدن من 3 - 60 مم ، تكون حافة العنصر المجاور مائلة بزاوية (45 ± 2) 1 درجة ، يكون اللحام هو اللحام الرئيسي واللحام السفلي. بنفس السماكة ومن خلال الاختراق ، يمكن الاستغناء عن اللحام الخلفي. في كثير من الأحيان ، يتم استخدام مفصل زاوية مع بطانة فولاذية ، مما يوفر اختراقًا موثوقًا للعناصر في القسم بأكمله. مع سماكة المعدن من 8-100 مم ، يتم استخدام القطع على الوجهين للعنصر المجاور بزاوية (45 ± 2) °.
اتصال نقطة الإنطلاق يسمى المفصل الملحوم حيث تلتقي نهاية أحد العناصر بزاوية ويتم لحامها قطع شرائح اللحمهعلى السطح الجانبي لعنصر آخر. يوفر المعيار عدة أنواع من هذه التوصيلات: من T1 إلى T9. وصلة مشتركة للمعادن بسمك 2-40 مم. لمثل هذا الاتصال ، لا يتم عمل تجويف للحواف ، ولكن يتم ضمان تشذيب سلس للعنصر المجاور وسطح مستوٍ للعنصر الآخر.
مع سماكة المعدن من 3 - 60 مم والحاجة إلى تماس مستمر بين العناصر ، وهو ما يوفره مشروع التصميم ، تقطع الحواف بزاوية (45 ± 2) درجة في العنصر المجاور. من الناحية العملية ، غالبًا ما يتم استخدام الوصلة المحملة ذات البطانة بسماكة فولاذية تتراوح من 8 إلى 30 مم ، بالإضافة إلى مفصل ذو شطبة على الوجهين لحواف العنصر المجاور بسمك فولاذي يتراوح من 8 إلى 40 مم. كل هذه الوصلات ذات الحواف المشطوفة للعنصر المجاور توفر تماسًا مستمرًا و أفضل الظروفأعمال بناء
مفصل اللفة يسمى المفصل الملحوم حيث تكون العناصر الملحومة بواسطة لحامات فيليه متوازية ومتداخلة جزئيًا مع بعضها البعض. يوفر المعيار اثنين من هذه المركبات: HI و H2. في بعض الأحيان ، يتم استخدام أنواع مختلفة من مفاصل اللفة: مع تراكب ومع طبقات موضعية تربط أجزاء من العناصر الهيكلية.
من الوصلات الملحومة المدرجة ، الأكثر موثوقية واقتصادية هي مفاصل التناكب التي فيها التمثيل الاحمالوالقوى يُنظر إليها بنفس الطريقة كما في العناصر الكاملة التي لم يتم لحامها ، أي إنها تكافئ عمليا المعدن الأساسي ، بالطبع ، مع الجودة المناسبة لأعمال اللحام. ومع ذلك ، يجب ألا يغيب عن الأذهان أن معالجة حواف الوصلات التناكبية وتعديلها للحام معقدة للغاية ، بالإضافة إلى أن استخدامها مقيد بخصائص شكل الهياكل. كما تعتبر مفاصل الزاوية والمفاصل المحملة شائعة في الهياكل. تعتبر مفاصل اللفة أسهل في التعامل معها ، لأنها لا تتطلب قطعًا أوليًا للحواف ، كما أن تحضيرها للحام أسهل من الوصلات التناكبية والشرائح. نتيجة لذلك ، وأيضًا بسبب الشكل الهيكلي لبعض الهياكل ، فقد انتشرت على نطاق واسع لربط العناصر ذات السماكة الصغيرة ، ولكن يُسمح بها للعناصر التي يصل سمكها إلى 60 مم. عيب مفاصل اللفة هو عدم كفاءتها ، بسبب الاستهلاك المفرط للقاعدة والمعدن المترسب. بالإضافة إلى ذلك ، بسبب إزاحة خط عمل القوى أثناء الانتقال من جزء إلى آخر وحدوث تركيز الإجهاد ، يتم تقليل قدرة تحمل هذه المفاصل.
بالإضافة إلى الوصلات والدرزات الملحومة المدرجة ، في اللحام القوسي اليدوي ، تُستخدم الوصلات بزوايا حادة ومنفرجة وفقًا لـ GOST 11534–75 ، لكنها أقل شيوعًا. بالنسبة للحام بغاز التدريع ، يتم استخدام لحام الألومنيوم والنحاس ومعادن أخرى غير حديدية وسبائكها ، ويتم استخدام الوصلات والدرزات الملحومة ، المنصوص عليها في معايير منفصلة. على سبيل المثال ، يتم توفير شكل تحضير حواف ودرزات هياكل خطوط الأنابيب بواسطة GOST 16037–80 ، والذي يحدد الأبعاد الرئيسية للدرزات لأنواع مختلفة من اللحام.
3. لحام الوصلات من مختلف الفئات
حاليًا ، في البناء ، يقع قدر كبير من أعمال اللحام على لحام تسليح الخرسانة المسلحة. يستخدم اللحام في تصنيع منتجات التسليح الملحومة والأجزاء المدمجة وتركيب الهياكل الخرسانية المسلحة الجاهزة (الجدول 2).
الجدول 2
| طريقة اللحام وخصائصه | هدف | موضع القضبان عند اللحام | نوع اللحام |
|
قوس مغمور بدون حشو معدني ، أوتوماتيكي وشبه أوتوماتيكي |
تصنيع الأجزاء المدمجة: مفصل اللف للقضبان بعناصر مسطحة | ثابت وديناميكي | |
| اتصال تيقضبان مع عناصر مسطحة | عمودي | ||
| حمام قوس مغمور في أشكال المخزون ، شبه آلي | الوصلات التناكبية لإطلاقات قضبان التسليح المفردة في أماكن اقتران تقوية المنتجات والهياكل الخرسانية سابقة الصب | افقي عمودي | ثابت وديناميكي ومتكرر |
| حمام أحادي القطب في أشكال المخزون بسطح داخلي ناعم ، يدوي | أفقي | ||
| حمام قطب كهربائي مفرد مع بطانة فولاذية محززة ، يدوي | أفقي | ||
| خيط حمام أحادي القطب مع تراكب فولاذي محزز ، وقوس يدوي مفتوح مع سلك سبيكة مكشوف ، وخيوط متعددة الطبقات مع تراكب فولاذي محزز ، وشبه أوتوماتيكي | افقي عمودي | ||
| قطب كهربائي مفرد مع طبقات متعددة الطبقات مع أو بدون بطانة فولاذية محززة ، يدوي | عمودي | ثابت وديناميكي | |
| طبقات طويلة | أفقي | ||
| حمام متعدد الأقطاب في أشكال المخزون مع استراحة لتشكيل تقوية التماس | أفقي | ثابت وديناميكي ومتكرر ثابت وديناميكي |
الأنواع الرئيسية للحام أثناء تركيب منتجات التسليح والهياكل الخرسانية سابقة الصب هي اللحام القوسي اليدوي واللحام شبه الأوتوماتيكي مع الأقطاب الكهربائية المطلية أو سلك اللحام ، على التوالي. لتقوية الهياكل الخرسانية المسلحة ، يتم استخدام الفولاذ المدلفن على الساخن وفقًا لـ GOST 5781–75 * ، بشكل دائري وسلس ودوري ، اعتمادًا على الخواص الميكانيكيةتنقسم إلى 5 فئات: A-I ، A-II ، A-III ، A-IV ، A-V (الجدول 3).
الجدول 3
| فئة التعزيز | طرق اللحام | |
| طبقات التثقيب | طبقات متعددة الطبقات ، حمام متعدد الأقطاب ، حمام أحادي القطب | |
| أ- أنا | E42A-F - UONI 13/45، SM-11، UP2 / 45، E42-T - ANO-5، ANO-6، ANO-1، E46-T - ANO-3، ANO-4، MR-1.MR -3 ، OZS-3 ، OZS-4 ، OZS-6 ، ZRS-2 | E42A-F - UONI 13/45 ، SI-11 ، UP-2/45 |
| A-II | E42A-F - UONI 13/45 ، SM-11.UP 2/45 ، OZS-2 ، E42T - ANO-5 ، ANO-6 ، ANO-1 ، E46T-ANO-3 ، ANO-4 ، MR-1 ، MR-3 ، OZS-3 ، OZS-4 ، OZS-6 ، ZRS-2 | E42A-F - UONI 13/45، SM-11، UP2 / 45، OZS-2، E50A-F - UONI 13/55، DSK-50، UP 2/55، K-5A، E55-F - UONI 13 / 55U |
| أ- الثالث | E42A-F - UONI 13/45، SM-11، UP2 / 45، OZS-2 E50A-F - UONI 13/55، DSK-50، UP 2/55، K-5A E55-F - UONI 13 / 55U | E50A-F - UONI 13/55 ، DSK-50 ، UP 2/55 ، K-5A ، E55-F - UONI 13 / 55U |
ملاحظات:
1. الطوابع سلك لحامالمدرجة بترتيب الأفضلية.
2. قطر سلك اللحام الصلب 2 - 2.5 مم ، سلك ذو قلب متدفق 2-3 مم.
3. تشير علامة النجمة إلى العلامة التجارية لأسلاك اللحام المستخدمة فقط في لحام وصلات اللحام من الفئة A-II من الدرجة 10GT.
يجب إنتاج قضبان حديد التسليح من الفئة A-1 بشكل دائري ناعم ؛ قضبان فئات A-I I و A-III و A-IV و دوري A-Vالملف الشخصي. يجب أن تتوافق كل فئة من فولاذ التسليح مع GOST 5781–75 *.
4. الميزات التكنولوجية التي يجب مراعاتها عند تقوية اللحام والأجزاء المدمجة
لحام قضبان التسليح الخرسانية المسلحة في ظروف التركيب
في الهياكل الخرسانية المسلحة ، يتم توصيل قضبان التسليح ، كقاعدة عامة ، بإحدى طرق اللحام بالقوس الكهربائي أو شبه الأوتوماتيكي ، وهي:
- بدون أقواس فولاذية ؛
- على أقواس فولاذية ؛
- مع تراكبات مستديرة أو مع تداخل ؛
- في أشكال الجرد (النحاس أو الجرافيت) ؛
- تداخل أو نقطة الإنطلاق مع عناصر مسطحة.
قبل تجميع تجميعات اقتران حديد التسليح ، يجب التأكد من أن فئات الصلب والأبعاد والموضع النسبي للعناصر المراد ربطها متوافقة مع التصميم والامتثال لـ GOST 10922-92 للوصلات المجمعة للحام.
يجب تنظيف مخارج القضبان والمنتجات المدمجة وأجزاء التوصيل لتكشّف المعدن على جانبي الحواف أو تقطيعها بمقدار 20 مم من الأوساخ والصدأ والملوثات الأخرى. يجب إزالة الماء ، بما في ذلك ماء التكثيف أو الثلج أو الجليد من سطح قضبان التسليح والأجزاء المضمنة والأجزاء المتصلة عن طريق تسخينها باللهب مواقد الغازأو موقد اللحام حتى درجة حرارة لا تزيد عن 100 درجة مئوية.
مع زيادة الفجوات ، مقارنةً بالفجوات المطلوبة ، بين القضبان المتصلة ، يُسمح باستخدام ملحق واحد ، والذي يجب أن يكون مصنوعًا من تعزيز من نفس الفئة والقطر مثل القضبان المتصلة. عند لحام قضبان اللحام مع التراكبات ، يجب تعويض الزيادة في الفجوة من خلال زيادة مقابلة في طول التراكبات.
يجب ألا يقل طول كل تسليح من الجسم الخرساني عن 150 مم مع وجود فجوات طبيعية بين نهايات القضبان و 100 مم عند استخدام الحشوة. يجب أن تسعى جاهدة لتصنيع المنتجات بحيث يسمح طول المنافذ بالتركيب واللحام بدون حشوات ، أي. اضبط الفجوة بين المنافذ في موقع التثبيت باستخدام قطع الغاز.
يجب تجميع الهياكل الخرسانية المسلحة الجاهزة ، والمثبتة على المنافذ فقط ، في موصلات تضمن موضع التصميم. غير مسموح بلحام قضبان الهيكل الخرساني المسلح التي تمسكها الرافعة.
يجب تجميع الهياكل الخرسانية المسلحة الجاهزة مع أجزاء مدمجة على مسامير. يجب وضع المسامير في أماكن اللحامات اللاحقة. يجب أن يكون طول المسامير 15-20 مم ، ويجب أن يكون ارتفاع (الرجل) 4-6 مم. يجب أن يكون عدد المسامير مرتين على الأقل. يجب أن يتم عمل المسامير باستخدام نفس المواد وبنفس الجودة مثل تلك المستخدمة في اللحامات الرئيسية. قبل لحام اللحامات الرئيسية ، يجب تنظيف سطح الدعامة والمناطق المجاورة من الخبث وبقع المعادن. يجب أن يتم تنفيذ المسامير من قبل عمال اللحام المدربين بشهادات للحصول على الحق في أداء هذه الأعمال.
غير مسموح بوجود حروق وانصهار من اللحام القوسي على سطح قضبان العمل. يجب تنظيف الحروق باستخدام عجلة جلخ حتى عمق 0.5 مم على الأقل. في هذه الحالة ، يجب ألا يتجاوز التخفيض في مساحة المقطع العرضي للقضيب (المنخفضات في المعدن الأساسي) 3٪. يجب أن يحتوي مكان التنظيف الميكانيكي على انتقالات سلسة إلى جسم القضيب ، ويجب توجيه مخاطر المعالجة الكاشطة على طول القضيب. قطع قضيب ينتهي القوس الكهربائيعند تجميع الهياكل أو قطع حواف القضبان غير مسموح به. يجب إجراء هذه العمليات باستخدام أقطاب كهربائية خاصة لقطع تقوية العلامة التجارية OZR-2.
يدوي لحام القوستقوية مع طبقات ممتدة
يتم استخدام اللحام القوسي اليدوي للتعزيزات لربط القضبان الرأسية والأفقية. يمكن أن تتداخل الوصلة الملحومة مع طبقات. يتم إجراء مفصل اللفة ، كقاعدة عامة ، مع طبقات ممتدة ، ولكن يمكن أيضًا استخدام نقاط القوس. بالإضافة إلى ذلك ، من الممكن توصيل قضبان التسليح بتداخل طويل وقصير ، وكذلك مع خط التماس أحادي الجانب أو من جانبين (الشكل 1).
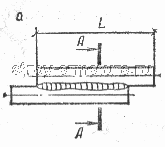
أرز. 1. تقوية ملحومة باللف مع طبقات ممتدة - مع تداخل طويل في خط اللحام من جانب واحد ؛ ب - مع طبقات متداخلة قصيرة وعلى الوجهين
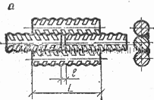
يمكن أن تكون الوصلات الملحومة لقضبان التسليح ذات التراكبات أو الدائرية أو الزاوية طويلة وقصيرة. في هذه الحالة ، يمكن إزاحة البطانة بطول الطول. يتم إجراء اللحام القوسي للتعزيزات باستخدام درزات الجناح: وجهان على جانب واحد ، وجانبين ، وأربعة من جانبين ، ومن جانب واحد باستخدام "طولي" (الشكل 2). عند تقوية اللحام بخيوط على الوجهين ، عند تطبيق خط ثانٍ على الجانب الخلفي من المفصل ، قد تحدث شقوق طولية ساخنة. لمنع حدوث هذا النوع من التشقق ، الاختيار الدقيق لنوع الأقطاب الكهربائية والحفظ الصارم النظام التكنولوجيلحام القوس. اعتمادًا على قطر القضبان المتصلة ، يمكن أن تكون اللحامات الممتدة أحادية التمرير ومتعددة التمريرات. يتم تحديد تيار اللحام بالقوس اعتمادًا على نوع الأقطاب الكهربائية. في هذه الحالة ، عند تقوية اللحام القوسي في وضع عمودي ، يجب أن يكون التيار أقل بنسبة 10-20٪ من العصي الأفقية.
اللحام اليدوي بالقوس للتعزيزات مع طبقات متعددة الطبقات بدون عناصر تكنولوجية إضافية
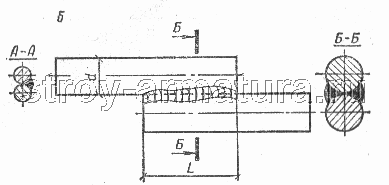
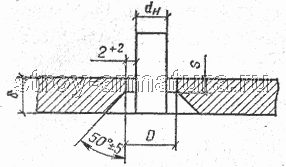
مع قدر ضئيل من العمل ووجود عمال لحام مؤهلين تأهيلا عاليا ، يمكن لحام القوس للتعزيز مع طبقات متعددة الطبقات بدون عناصر تشكيل. بهذه الطريقة ، يوصى بتثبيت وصلات اللحام بعقب من التعزيز في الوضع الرأسي للفئات التالية من حديد التسليح: A-1 (Ø 20-40 مم) ، A-2 (Ø 20-80 مم) ، A- 3 (قطر 20-40 مم). الأشكال الهيكلية لنهايات قضبان التسليح عند ربطها موضحة في الشكل. 3. تم توحيد أشكال القطع ، الزوايا المائلة واتجاهها ، التبييض وأبعادها ، الفجوات بين نهايات القضبان.
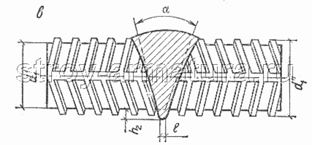
أرز. 3. وصلات ملحومة بعقب من التعزيز مصنوعة بدون عناصر إضافية
أ - قضبان محورية عمودية أحادية الصف مع وصول مجاني من كلا الجانبين إلى موقع اللحام ؛ ب- نفس الشيء ، مع توفر اتصال من جانب واحد ؛ قضبان محورية أفقية مع قطع طرفي
يتم إجراء اللحام القوسي للتركيبات بقطب كهربائي واحد. يتم تطبيق اللحام أولاً على جانب واحد من الأخدود ، ثم على الجانب الآخر لعرضه بالكامل. في عملية صهر الأخدود ، يتم تنظيف المعدن المترسب دوريًا من الخبث. يتم ضبط وضع اللحام بالقوس الكهربائي وفقًا لبيانات جواز السفر للأقطاب الكهربائية. عادة ، لهذا النوع من اللحام الكهربائي ، يتم استخدام أقطاب مع طلاء فلوريد الكالسيوم من النوع E55 أو E50A.
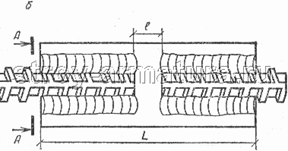
اللحام القوسي اليدوي للتعزيزات بتشكيل التماس قسري
في بعض الحالات ، يتطلب المشروع وصلات ملحومة من وصلات تقوية متقاطعة مع تشكيل قسري للحام. بالنسبة لمنتجات التعزيز هذه ، يوصى باستخدام قضبان بقطر 14-40 مم مصنوعة من الفولاذ من الفئات A-1 و A-2 و A-3. في السابق ، كانت القضبان تُجمع في موصلات ، والتي تضمن دعامة محكمة لبعضها البعض ، أو يتم تثبيت القضبان باستخدام مسامير اللحام. في الوقت نفسه ، يجب ألا تتداخل الموصلات والمسامير مع تركيب عناصر التشكيل.
اللحام النقطي اليدوي بالقوس الكهربائي مع اللحام النقطي لقضيبين
في ظروف موقع البناء أثناء تشييد هياكل متجانسة من الخرسانة المسلحة للمباني و الهياكل الهندسيةتستخدم الشبكات والإطارات المصنعة محليًا على نطاق واسع كمنتجات تقوية. في مثل هذه المنتجات ، هناك العديد من الوصلات المتقاطعة المختلفة ، والتي يتم لحامها باستخدام اللحام النقطي القوسي اليدوي.
يرجع الاستخدام المحدود لمعظم درجات الصلب من الفئتين A-2 و A-3 إلى حقيقة أنه أثناء اللحام النقطي عند ملامسة المفصل المتقاطع للقضبان ، تتم إزالة الحرارة بسرعة من المعدن المترسب ، مما يؤدي إلى التصلب الموضعي من الفولاذ ، وبالتالي زيادة هشاشتها. حساس بشكل خاص لهذه التأثيرات الحرارية هو فولاذ التسليح متوسط الكربون ومنخفض الكربون.
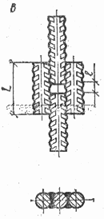
دوره المياه اللحام شبه الأوتوماتيكيتقوية القوس المغمور
يتم لحام التعزيز باستخدام تقنية اللحام شبه الأوتوماتيكي لقضبان التسليح الأفقية باستخدام عناصر تكنولوجية إضافية: قوالب قابلة للفصل أو بطانات قابلة للإزالة (الفولاذ والنحاس والجرافيت). معظم الظروف المواتيةيتم إنشاء بلورات معدن اللحام في أجهزة تشكيل النحاس والجرافيت ، مما يجعل من الممكن الحصول على معدن اللحام بخصائص ميكانيكية عالية.
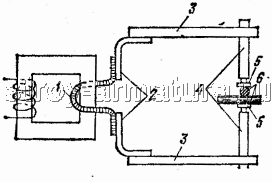
يتم تثبيت أجهزة التشكيل بشكل متماثل على الفجوة بين نهايات قضبان التسليح المتصلة (الشكل 4). على مسافة 40-50 مم من المحور الرأسي للمفصل ، يتم وضع 2-3 لفات من الأسبستوس الحبال على القضبان لربط التعزيز بإحكام بالقالب. ثم يتم سكب 20-30 جم من التدفق في مساحة الانصهار. إذا تم استخدام قوالب نحاسية ، فقبل تركيبها ، يتم سكب التدفق على قاع القالب بطبقة من 5-7 مم. يتيح لك هذا الإجراء تقوية اللحام أسفل المفصل.
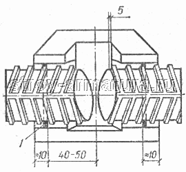
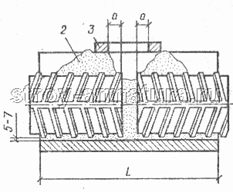
أرز. 4. تركيب قوالب قابلة للفصل وبطانة نحاسية على القضبان التي سيتم لحامها أثناء اللحام بالحمام للتركيبات
1 - حفرة الاسبستوس. 2 - التدفق 3 - تمركز الإطار - مؤشر لحدود الذوبان الحيز
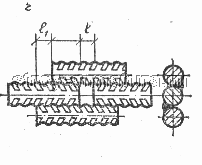
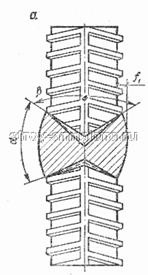
يتم تحفيز قوس اللحام من خلال ملامسة نهاية السلك للحافة السفلية لنهاية قضيب التسليح. يحدث اختراق الجزء السفلي من نهاية القضيب بحركات تذبذبية للسلك عبر محور القضبان لمدة 5-15 ثانية. ثم يتم إجراء عملية ذوبان مماثلة بالقضيب الثاني. مخططات حركة نهاية سلك القطب أثناء لحام التركيبات عندما يمتلئ الحمام بالمعدن السائل موضحة في الشكل. 5. عند تقوية اللحام بقطر 45 مم أو أكثر ، يمكنك استخدام مادة مضافة على شكل حبيبات معدنية ونشارة الخشب والأسلاك المقطعة بنسبة 25-35٪ من حجم معدن اللحام. للحفاظ على العمق الأمثل لحمام الخبث (15-20 مم) ، يضاف التدفق بشكل دوري في أجزاء.


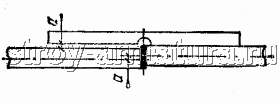
أرز. الشكل 5. مخططات لتحريك نهاية سلك القطب (كما هو موضح بالسهام) أثناء اللحام بالحمام شبه الأوتوماتيكي لقضبان التسليح الأفقية (الشكل غير محدد بشكل تقليدي)
أ - في الفترة الأولية لاختراق الحواف السفلية لنهايات القضبان (ك - نقطة التلامس لسلك القطب مع نهايات القضبان لإثارة القوس) ؛ ب - في عملية ملء أخدود القضبان ؛ ج- في المرحلة النهائية 1 - التدفق ؛ 2 - سلك كهربائي ؛ 3 - حمام الخبث 4 - معدن اللحام.
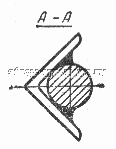
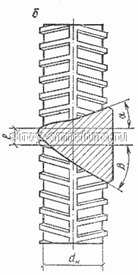
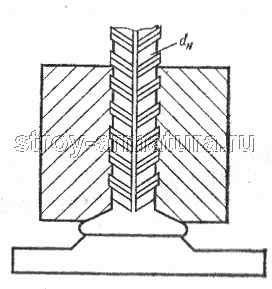
يتم إجراء اللحام القوسي للوصلات التناكبية للقضبان العمودية المغمورة ، كقاعدة عامة ، في أشكال النحاس أو الجرافيت القابلة للإزالة. بعد إثارة القوس ، يتم تحريك نهاية سلك القطب بحركات تذبذبية وفقًا للمخطط الموضح في الشكل. 6. بعد الاختراق الكامل لنهاية القضيب السفلي ، من أجل تجنب قطع القضيب العلوي أثناء اللحام الكهربائي ، قم بضبط الجهد ، وإزالته على مراحل بنسبة 15-25٪ (2-4 مرات). طريقة اللحام القوسي لحوض الاستحمام للوصلات التناكبية للقضبان العمودية تشبه لحام قضبان التسليح الأفقية.
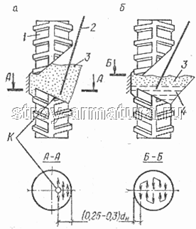

أرز. الشكل 6. مخططات لتحريك نهاية سلك القطب أثناء اللحام بالحمام شبه الأوتوماتيكي للقضبان مع شطبة من نهاية القضيب السفلي إلى عامل اللحام (الشكل غير محدد بشكل تقليدي)
أ - في الفترة الأولى لاختراق الجزء السفلي من نهاية القضيب السفلي ؛ ب - في عملية اختراق الجزء الأوسط من نهاية القضيب السفلي ؛ بنفس الطريقة ، قطع نهاية القضيب العلوي وذوبان قطع القضبان ؛ د - في المرحلة النهائية
1 - شريط التسليح 2 - سلك كهربائي ؛ 3 - التدفق 4 - حمام الخبث 5- معدن اللحام.
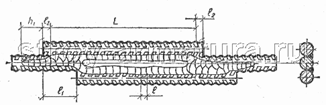
اللحام شبه الأوتوماتيكي للتعزيزات بسلك مكشوف بقوس مفتوح (SODGP) على لوح من الصلب
يستخدم اللحام شبه الأوتوماتيكي لتقوية القوس المفتوح (SODHP) لحام وصلات القضبان الرأسية والأفقية عند تثبيت تقوية الهياكل الخرسانية المسلحة المتجانسة وفي ظروف التركيب. هذا اللحام المقوى متعدد الطبقات ويتم باستخدام سلك لحام مخلوط بقطر 1.6 و 2 مم ، من الدرجات Sv-20GSTYuA و Sv-15GSTYUTSA. يتم تنفيذ تجميع الوصلات التناكبية لقضبان التسليح على الألواح الفولاذية المخددة المتبقية. هذه الوسادات متصلة بقضبان التسليح بمساميرتين.
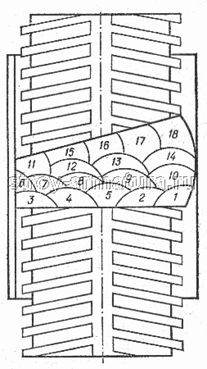
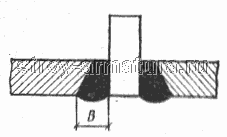
أرز. 7. تقنية تسطيح اللحامات متعددة الطبقات في اللحام القوسي بالأسلاك العارية لتقوية المفاصل الأفقية للقضبان (تشير الأرقام إلى ترتيب تسطيح الطبقات)
عند لحام قضبان التسليح الأفقية ، يتم استخدام سلك سبائك بقطر 2 مم. يظهر تسلسل ومخطط حركة السلك عند ملء الأخدود في الشكل. 7.
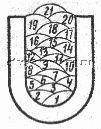
في عملية ذوبان القطع ، من الممكن حدوث ارتفاع في درجة حرارة قضبان التسليح. لتجنب ذلك ، فمن المستحسن لحام القوس بالتتابع لتعزيز مفاصل أو ثلاثة. في هذه الحالة ، يتم إذابة قطع المفصل الأول إلى 60-70٪ من حجمه ، وبعد ذلك ينتقلون إلى المفصل الثاني ، ثم إلى المفصل الثالث. بعد أن تملأ المفصل الثالث بالمعدن المترسب بنسبة 60-70٪ من الحجم ، ينتقلون مرة أخرى إلى المفصل الأول ، ويملأون مساحة الانصهار بالكامل بالمعدن المترسب ويلحمون المفاصل المتبقية بنفس التسلسل. يتم الانتهاء من اللحام الكهربائي للمفصل عن طريق تسطيح شريطين جانبيين بساق 8-12 مم. يتم لحام مفاصل قضبان التسليح العمودية بنفس الطريقة مثل المفاصل الأفقية. بعد لحام مساحة المؤخرة ، يتم تطبيق درزات الجناح من الأعلى إلى الأسفل. يظهر تسلسل تراكب اللحامات في الشكل. 8.

أرز. 8. تقنية تسطيح اللحامات متعددة الطبقات عند تقوية اللحام بقوس مفتوح بسلك مكشوف وصلات عموديةقضبان (تشير الأرقام إلى ترتيب طبقات السطح)
مع الطرق الموضحة لتقوية اللحام بقوس مفتوح بسلك مكشوف (SODGP) ، يوصى باستخدام الفئات التالية من فولاذ التسليح للقضبان الأفقية والعمودية (يُشار إلى قطر القضبان بالملليمتر بين قوسين): A-1 (20) –40) ، A-2 (20-80) ، A-3 (20-40) ، At-3C (20-22) ، At-4C (20–28). يجب أن تكون نسبة أقطار قضبان التسليح (الأصغر إلى الأكبر) في حدود 0.5-1.0. يجب أن يتم لحام الفولاذ من فئتي At-3C و At-4C على قوس تراكب ممتد حتى 4d.
سلك لحام القوس الميكانيكي للوصلات
في لحام ميكانيكيمغمورة في الغازات الواقيةوبدون حماية إضافية ، يتم استخدام سلك محمي ذاتيًا ولحام بالتشكيل القسري للدرز ، وسلك قطب صلب المقطع وغمد أنبوبي (مسحوق) ، وهو عبارة عن غلاف فولاذي دائري مملوء بالمسحوق. لحام الكربون وسبائك منخفضة الفولاذ الإنشائيفي الغازات الواقية ، يتم استخدام العلامات التجارية التالية لأسلاك الإلكترود: Sv-08GS و Sv-12GS و Sv-08G2S و Sv-08GSMT. للحام مع طبقات متعددة الطبقات بدون حماية إضافية للفولاذ منخفض الكربون ومتوسط الكربون ومنخفض السبائك ، يتم استخدام سلك إلكترود مخلوط من الدرجات Sv-15GSTYUTS و Sv-20GSTYuA.
يتم استخدام الأسلاك المحفور في كل من اللحام والتسطيح. لتصنيع الأسلاك ذات التدفق المتدفق ، شريط منخفض الكربون الصلبماركة 08KP المدرفلة على البارد. تنتج الصناعة حاليًا خمسة أنواع من الأسلاك ذات القلب المتدفق (الشكل 9) بقطر 1.2-3.6 ملم.
سلك ذو قلب متدفق لمقطع عرضي بسيط بفتحة طولية واحدة سلك ذو قلب فلور من مقطع عرضي بسيط مع فتحتين طوليتين سلك ذو قلب متدفق لمقطع عرضي معقد مع طرف مصبوب واحد من الشريط الفولاذي سلك محفور بالفلور مقطع عرضي معقد بنهايتين مصبوبتين لشريط فولاذي سلك ذو قلب متدفق لمقطع عرضي أنبوبي بدون فتحة طوليةالشكل 9. المقطع العرضي للسلك ذو قلب التدفق من أنواع مختلفة.
بالنسبة للحام القوسي للفولاذ منخفض الكربون ومنخفض السبائك والسبائك المتوسطة ، اعتمادًا على طريقة اللحام ، يتم استخدام أنواع ودرجات مختلفة من الأسلاك المغلفة بالصهر: أسلاك محمية ذاتيًا للأغراض العامة من الدرجات PP-AN1 ، PP- AN7 ، PP-2DSK ؛ أسلاك للأغراض العامة للحام في درجات ثاني أكسيد الكربون PP-AN8 ، PP-AN21 ؛ أسلاك محمية ذاتيًا للحام بتشكيل التماس قسري ، على سبيل المثال ، الدرجات PP-AN15 ، PP-AN19N ، PP-2VDSK ؛ سلك لحام في ثاني أكسيد الكربون مع تشكيل قسري لدرز درجات PP-AN5 و PP-ANZS.
اللحام النقطي للتركيبات
النوع الرئيسي من التعزيزات للهياكل الخرسانية المسلحة هو قضبان متقاطعة على شكل شبكات وإطارات مسطحة. لحام هياكل التعزيز هذه ، وكذلك لحام تداخل قضبان التسليح المستديرة إلى عناصر مدرفلة مسطحة (شريط ، زاوية وقسم فولاذي آخر) ، اتصل لحام البقعة.
يوفر اللحام النقطي بالمقاومة عددًا من المزايا مقارنةً بأنواع اللحام الأخرى: إمكانية زيادة إنتاجية العمالة بسبب انخفاض كثافة اليد العاملة في تصنيع أقفاص وشبكات التعزيز مقارنةً بلحام القوس الكهربائي ؛ انخفاض استهلاك الطاقة بسبب استخدام أوضاع اللحام الصلب باستخدام كثافة تيار عالية لفترة زمنية قصيرة جدًا ؛ إمكانية ميكنة وأتمتة العملية ؛ لا يوجد استهلاك للمعادن (في الأقطاب).
الشكل 10. لحام البقعة المقاومة للتعزيزات
مخطط التدفق الحالي أثناء اللحام النقطي بالمقاومة: 1 - ملف ثانوي للمحول ؛ 2 - قضبان نحاسية ؛ 3 - الجذع 4 - حامل قطب كهربائي ؛ 5 - قطب كهربائي 6 - شريط التسليح
جوهر عملية لحام البقعة المقاومة للتعزيز هو كما يلي. من الثانوية محول اللحاممن خلال الإطارات النحاسية والجذوع وحوامل الأقطاب الكهربائية والأقطاب الكهربائية ، يتم إحضار التيار إلى تقاطع قضبان التسليح المثبتة بين الأقطاب الكهربائية (الشكل 10). يتم تبريد الأقطاب الكهربائية بالماء. تكون المقاومة عند نقطة التلامس لقضبان التسليح أكبر بعدة مرات من مقاومة الأجزاء المتبقية من الدائرة ، لذلك يتم إطلاق الحرارة بشكل مكثف في هذا المكان ، مما يؤدي إلى تسخين معدن قضبان التسليح إلى مادة بلاستيكية حالة. تحت تأثير قوة ضغط الأقطاب الكهربائية ، يتم لحامها.
للحصول على وصلات ملحومة بالقوة المطلوبة ، من الضروري إجراء اللحام في أوضاع معينة. يتم تحديد وضع اللحام اعتمادًا على قطر التسليح الملحوم ودرجة الفولاذ التي يتم تصنيعها منها. يتم التحقق من صحة اختيار وضع اللحام من خلال اختبار التحكم في قوة القص لعينات التعزيز الملحومة.
إذا تبين أن قوة الوصلات الملحومة في التعزيز بسبب نقص الاختراق أقل من المطلوب ، فإن كثافة التيار أو وقت تدفقه تزداد. إذا كانت القوة غير كافية بسبب الإرهاق ، يتم تقليل نفس المؤشرات وفقًا لذلك.
مع عدم كفاية كثافة التيار ، قد لا يكون لحام التسليح ممكنًا حتى لو كان وقت التدفق الحالي طويلًا جدًا ؛ إذا كانت الكثافة عالية جدًا ، فقد تحترق قضبان التسليح.
يتم تنظيم كثافة التيار في آلات اللحام النقطي بالمقاومة عن طريق تبديل مراحل محول اللحام ، ويتم التحكم في مدة التدفق الحالي عن طريق تحريك المؤشر على أجهزة التحكم في الوقت الإلكترونية.
بالنسبة للحام النقطي بالمقاومة ، يتم استخدام آلات خاصة ، والتي ، وفقًا لعدد العقد الشبكية والإطارات المسطحة الملحومة في وقت واحد ، تنقسم إلى نقطة واحدة ونقطتين ومتعددة النقاط.
آلات اللحام النقطي ثابتة ومعلقة ؛ مع العرض الحالي من جانب واحد ومن جانبين ؛ مع آلية ضغط القطب الهوائية والهوائية. يتم التحكم في مدة التدفق الحالي تلقائيًا.
فيما يتعلق بتطوير البناء من الخرسانة المسلحة في اتجاه إنشاء ألواح خرسانية كبيرة وعناصر أخرى ، أصبح من الضروري التجميع المسبق لأقفاص وشبكات التسليح. لهذا الغرض ، الجوال (معلق) آلة لحام، نظرًا لأنه من المستحيل إجراء لحام موضعي لمثل هذه التركيبات على آلات اللحام التقليدية نظرًا لضخامتها وكتلتها الكبيرة.
تنقسم آلات اللحام المعلقة حسب التصميم إلى مجموعتين: مع محول لحام مدمج ومحول بعيد. تصنع جميع الآلات وفقًا لنفس المخطط وتتكون من الوحدات الرئيسية التالية: جسم بمقبض ، ومحول لحام ، ومحرك كهربائي يعمل بالهواء المضغوط ، وجزء قطب كهربائي (كماشة) وجهاز تعليق يسمح للآلة والكماشة تدور حول محوره بمقدار 360 درجة.
بالإضافة إلى ذلك ، يتم تزويد الآلات المعلقة ذات المحولات الخارجية بكابلات حاملة للتيار.
لحام حديد التسليح
يتم ضمان قابلية اللحام للفولاذ الكربوني (GOST 380-71 *) من خلال تكنولوجيا التصنيع والامتثال لجميع متطلبات التركيب الكيميائي للفولاذ B و C. يتم تحديد توريد فولاذ المجموعة B مع ضمان قابلية اللحام بالترتيب وفي شهادة. يتم استخدام الفولاذ الذي يحتوي على أكثر من 0.22٪ كربون في المنتج النهائي المدلفن الهياكل الملحومةفي ظل ظروف تضمن موثوقية الوصلة الملحومة. درجات الصلب VST1 ، VST2 ، VSTZ من جميع الفئات وجميع درجات إزالة الأكسدة ، بما في ذلك تلك التي تحتوي على نسبة عالية من المنغنيز ، وبناءً على طلب العميل ، درجات الصلب Bst1 ، Bst2 ، BstZ من الفئة الثانية من جميع درجات إزالة الأكسدة ، بما في ذلك تلك التي تحتوي على نسبة عالية من المنغنيز ، يتم تزويده بقابلية لحام مضمونة. يتم أيضًا ضمان قابلية اللحام لفولاذ التسليح منخفض السبائك من جميع الدرجات ، باستثناء 80 درجة مئوية ، من خلال التركيب الكيميائي وتكنولوجيا التصنيع. لا يُسمح بلحام حديد التسليح المصلب حرارياً بسبب تليينه في منطقة اللحام.
حديد التسليح ، المقوى بالحرارة ، القابل للحام ، له المؤشر "C" في تسمية العلامة التجارية. على سبيل المثال ، رمز الصلب الملحوم بقطر 14 مم من فئة At-4: 14At-4C GOST 10884-81 ، والفولاذ الملحوم بمقاومة متزايدة للتشقق الناتج عن التآكل الإجهادي يشار إليه بواسطة المؤشر "SK" ، At- 5SK. وفقًا لـ GOST 10922–75 ، يجب ألا تقل المقاومة المؤقتة للوصلات الملحومة لصلب التسليح من الفئة At ، المصنوعة عن طريق تلامس التلامس ونقطة التلامس ولحام التماس ، عن أدنى قيمة للحد الأدنى للرفض ،
ينتمي الفولاذ منخفض الكربون (محتوى الكربون يصل إلى 0.22٪) إلى فئة الملحوم جيدًا بجميع أنواع اللحام في أوضاع منخفضة دون عمليات تكنولوجية إضافية. فولاذ متوسط الكربون(محتوى الكربون 0.23 - 0.45٪) أثناء عملية اللحام تتطلب مثل هذه العمليات الإضافية. لذلك ، لزيادة مقاومة معدن اللحام لتشكيل شقوق التبلور ، يتم تقليل كمية الكربون الموجودة فيه باستخدام اسلاك اللحامذات محتوى كربوني منخفض ، فضلاً عن تقليل نسبة المعدن الأساسي في اللحام. يمكن تقليل احتمالية تكوين هياكل تصلب في معدن اللحام بمساعدة التسخين الأولي والمتزامن للمنتجات.
الجدول 4. التسخين المسبق للفولاذ (قبل اللحام)
الجدول 5. المعالجة الحرارية للفولاذ بعد اللحام
فولاذ السبائك المنخفض الذي يحتوي على أقل من 2.5٪ من مكونات السبائك وما يصل إلى 0.22٪ من الكربون ، كقاعدة عامة ، يتمتع بإمكانية لحام جيدة. يتم تصنيف درجات الفولاذ منخفض الكربون 18G2S ، 25G2S ، 25GS ، 20KhG2Ts المستخدمة في تصنيع تقوية الهياكل الخرسانية المسلحة على أنها قابلة للحام بشكل مرض. لا يحتوي هذا الفولاذ على أكثر من 0.25٪ كربون. إذا كان الكربون أكبر من 0.25٪ ، فقد تحدث هياكل وتشققات في منطقة اللحام ، بالإضافة إلى تكون المسام بسبب احتراق الكربون. في الجدول. يوضح الشكل 4 الأوضاع الموصى بها لتسخين الفولاذ المعالج حرارياً من قبل وفي الجدول. 5 بعد اللحام. يجب أن يؤخذ في الاعتبار أن القيم الحدية الموصى بها لمعايير قابلية لحام الفولاذ ليست ثابتة وقد تتغير اعتمادًا على التطور تكنولوجيا اللحاموالتكنولوجيا.
لحام بعقب فلاش لحديد التسليح
اللحام بعقب الفلاش هو على نحو فعالقضبان التوصيل ، لأنها لا تتطلب أقطابًا كهربائية قابلة للاستهلاك من المعدن لتنفيذه ؛ يوفر إنتاجية عالية للعمالة ، ويسمح لك أيضًا بميكنة سير العمل وأتمتة.
عدم الاتصال لحام بعقبهي إمكانية استخدامه فقط في ظروف ثابتة بسبب الكتلة الكبيرة معدات لحاموارتفاع استهلاك الطاقة الكهربائية.
جوهر عملية اللحام بعقب الفلاش هو كما يلي. يتم توصيل تيار كهربائي بالقضبان المراد لحامها ، وبتلامسها مع بعضها ، تشكل دائرة كهربائية مغلقة (الشكل 11).

شكل 11. دائرة كهربائية للحام بعقب
1 - قضبان ملحومة 2 - تحامل الفكين. 3 - الملف الثانوي لمحول اللحام ؛ 4 - اللف الأولي لمحول اللحام ؛ Rm هي مقاومة القضبان الملحومة ؛ Rk - مقاومة الاتصال
في هذه الدائرة ، يكون لمفصل القضبان أكبر مقاومة لتدفق التيار ، وبالتالي ، في هذا المكان ، سيتم إطلاق الحرارة بشكل مكثف ، مما يؤدي إلى تسخين نهايات القضبان إلى مادة بلاستيكية ، وجزئيًا إلى حالة سائلة .
هناك طريقتان للحام المقاومة:
لحام بعقب فلاش
لحام بعقب فلاش مع وميض متقطع مع التسخين المسبق.
اللحام التناكبي الومضي لقضبان التسليح المدرفلة على الساخن والمصنوعة من درجات الصلب A-2 ... A-4 (في أي مجموعة) يجب أن تتم بالوميض المتقطع مع التسخين. يجب أن يتم لحام الوصلات الفولاذية من الدرجة A-1 بواسطة لحام فلاش مستمر ؛ إذا كانت قوة الآلة غير كافية ، فيمكن أيضًا لحامها بطريقة الوميض بالتسخين.
لتكوين تيار كهربائي أولي في نهايات التعزيز ، من الضروري إزالة الطلاء أو الصدأ منها. إذا تم قطع قضبان التسليح بواسطة لهب غاز ، يتم تنظيف نهاياتها أولاً من قشرة الخبث بإزميل أو مطرقة. تتأثر جودة الوصلات الملحومة بنظافة سطح التلامس للقضبان مع فكوك التثبيت الخاصة بالماكينة.
يجب أن يضمن أسلوب اللحام بعقب الفلاش إنتاج قضبان متساوية القوة من الوصلات الملحومة بأقل استهلاك للكهرباء والوقت.
المعلمات الرئيسية لوضع اللحام هي: القوة الحالية أو كثافتها ، ومدة التدفق الحالي ، والضغط المزعج ، وكذلك طول التركيب ، أي أبعاد نهايات القضبان البارزة من الأقطاب الكهربائية.
اعتمادًا على كثافة التيار (التيار لكل مم 2 من السطح) ، يتم تمييز وضعين من اللحام بمقاومة التناكب:
الوضع الصلب ، الذي يتميز بكثافة تيار عالية لفترة قصيرة من الزمن (للقضبان ذات الأقطار الصغيرة) ،
الوضع المرن بكثافة تيار منخفضة لفترة طويلة (للقضبان ذات الأقطار الكبيرة).
كثافة التيار أثناء اللحام المستمر بالفلاش –10 ... 50 أمبير / مم 2. تتراوح مدة التدفق الحالي من 1 إلى 20 ثانية ، اعتمادًا على أقطار قضبان التسليح ؛ مع زيادة القطر ، تزداد مدة التدفق الحالي.
بالنسبة لجودة الوصلة الملحومة ، فإن الضغط المضطرب المحدد في نهاية القضيب (كجم / مم 2) مهم أيضًا ؛ يتم اختياره حسب درجة الفولاذ. الضغط المزعج المحدد للفولاذ من الفئة A-1 هو 30 ... 50 ميجا باسكال ، للفئتين A-2 و A-3 - 60 ... 80 ميجا باسكال. يجب أن تكون قوة ضغط قضبان التسليح أثناء التسخين 10 ... 12٪ من الضغط المضطرب. يتم اختيار مدة إغلاق وفتح القوس أثناء تحضير قضيب اللحام خلال 0.3-0.8 ثانية.

الشكل 12. ظهور وصلات تناكبية من التعزيز بواسطة اللحام الكهربائي بالمقاومة مع أوضاع اللحام الصحيحة (أ) وغير الصحيحة (ب)
يتم الحكم على صحة اختيار وضع اللحام تقريبًا بواسطة مظهر خارجيوصلات ملحومة (الشكل 12). مع الوضع الصحيح للحام بمقاومة التناكب ، يتم تسخين أطراف قضبان التسليح بشكل كافٍ ، مع الضغط المتبادل ، تحصل على الشكل الموضح في الشكل. لا يمكن الحصول على تأكيد لصحة الوضع المحدد إلا بعد الاختبارات المعملية للمفاصل الملحومة من أجل القوة.
في عملية العمل ، يجب على عامل اللحام مراقبة حالة الإسفنج الملامس وتنظيفه بشكل دوري من الرواسب الناشئة. من الضروري أن يكون لديك مجموعة من الفكوك بأشكال وأحجام مختلفة لتجنب الانقطاعات المحتملة في العمل عند تغيير أقطار التسليح الملحوم.
الشكل 13. نموذج لفحص خلط محاور القضبان في الوصلات بواسطة اللحام الملامس
يجب أن تكون القضبان الملحومة مستقيمة. لا يُسمح بإزاحة محاور القضبان في المفاصل بأكثر من 0.1 من قطرها. يقاس طول القضيب بدقة 1 مم. يتم تحديد محاور الإزاحة عند التقاطع بواسطة قالب خاص (الشكل 13). بالإضافة إلى الفحص الخارجي ، يتم النقر على مفترق التعزيز بمطرقة تزن 1 كجم ؛ لا ينبغي أن يكون هناك صوت قعقعة.
تصنيع الأجزاء المدمجة
الأجزاء المدمجة مصنوعة من قضبان التسليح والمنتجات الملفوفة (الصاج والملف الجانبي). يتم استخدام الفولاذ اللين الملحوم جيدًا ، وعادةً ما يكون StZ من المجموعتين B و C. أحد أكثر الأجزاء شيوعًا هو الجزء المضمن ، الذي يتكون من صفيحة فولاذية وقضيب تقوية ملحوم بوصلة نقطة الإنطلاق (الشكل 14).
أرز. 14. T- مفصل لقضيب التثبيت مع عنصر مسطح لجزء مدمج به فتحات غاطسة
يتم لحام القضيب مع اللوحة آلة لحاماكتب ADF-2001UHL4. لتوصيل نقطة الإنطلاق للقضيب باللوحة ، يتم استخدام اللحام القوسي اليدوي من خلال فتحة غاطسة سابقًا. بعد اللحام ، يتم تنظيف التماس مع مستوى اللوحة. يمكن أيضًا توصيل اللوحة بالقضيب في المستوى الأفقي (الشكل 15).

أرز. 15. وصلات قضبان مع عناصر مسطحة في مستوى أفقي
ح - اتجاهات لحام اللحام ؛ م - أماكن المسامير
في كثير من الأحيان ، يتم توصيل نقطة الإنطلاق لقضيب التسليح بلوحة فولاذية باستخدام لحام تنفيس. في هذه الحالة ، يمكن إجراء لحام تنفيس المقاومة من طرف إلى طرف ، أي يتم لحام القضيب بشكل عمودي على مستوى اللوحة (الشكل 16) ومتداخلة. يتم الحصول على ارتفاعات على الألواح باستخدام مكابس ميكانيكية أو مقصات ضغط. النقوش مستديرة أو أسطوانية الشكل ، مفردة أو مزدوجة العدد. يتم تحديد وضع اللحام اعتمادًا على سمك عناصر الجزء المضمن المراد توصيله وعدد نقاط اللحام.
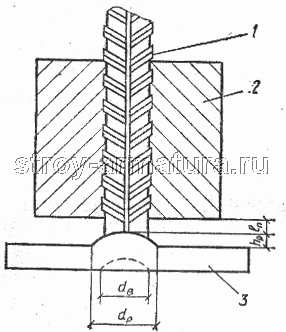
أرز. 16. T- مشترك عن طريق لحام الإغاثة الاتصال
1 - شريط التسليح 2 - قطب كهربائي 3 - عنصر مسطح للجزء المضمن ؛ dв هو قطر العطلة ؛ dр هو قطر قاعدة الإغاثة ؛ dn هو قطر القضيب ؛ hr هي ذروة الارتياح ؛ ليرة لبنانية - نتوء قضيب من القطب
إذا لم يكن من الممكن استخدامها لمفصل حضن تلامس اللحاميمكن استخدامها يدويا لحام القوس. بمساعدة اللحام ، يتم توصيل الأجزاء المدمجة بعناصر هياكل التعزيز. اعتمادًا على فئة ودرجة الفولاذ ، وموضع محاور العناصر المراد ربطها ونوع اللحام (أفقي ، رأسي ، سفلي) ، يتم اختيار طريقة اللحام: التلامس (البقعة ، الإغاثة) ، الحمام ، القوس ( متعدد الأقطاب ، متعدد الطبقات ، بقعة ، التماس المغمور).
تم تطوير التصميم الجديد والحلول التكنولوجية المتعلقة بتصنيع الأجزاء المدمجة. ظهرت أجزاء مدمجة مختومة وملحومة مختومة ، مما جعل من الممكن تقليل استهلاك الصلب بمقدار 1.5 - 2 مرة وزيادة إنتاجية العمالة عدة مرات. الجزء المضمن المختوم هو منتج تكون فيه اللوحة (الطاولة) والمرساة (القضيب) أحدهما. يتم قطعها من نفس الشريط بختم خاص. يتم ثني الشرائط المختومة (المراسي) واللوحات عن طريق ثني القوالب. إنتاج الأجزاء المدمجة المختومة. يمكن أن تكون مؤتمتة بالكامل. تشمل العملية التكنولوجية لإنتاج الأجزاء المختومة ما يلي: الثقب؛ هبوط الإغاثة (puklevka) ؛ إحراز المراسي الانحناء. المعدنة. يمكن الجمع بين بعض العمليات ، مثل التثقيب والتثقيب والنقش. إن الجمع بين الختم واللحام للأجزاء المدمجة يعطي أيضًا تأثيرًا كبيرًا. في هذه الحالة ، يتم توصيل المرساة عن طريق اللحام بلوحة تصريف مختومة مُعدة خصيصًا.
5. الصور والتسميات الشرطية للوصلات الملحومة في وثائق التصميم
خط متقطع غير مرئي ( تبا. 1 جرام).
يتم رسم نقطة اللحام الفردية المرئية ، بغض النظر عن طريقة اللحام ، بشكل تقليدي بعلامة "+" ( تبا. 1 ب) ، والتي يتم إجراؤها بواسطة خطوط صلبة ( تبا. 2).
لم يتم تصوير النقاط الفردية غير المرئية.
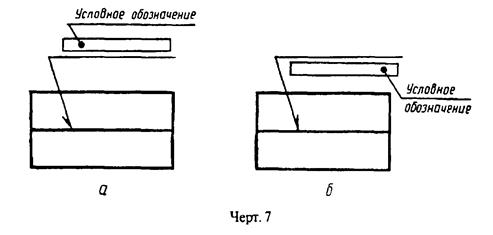
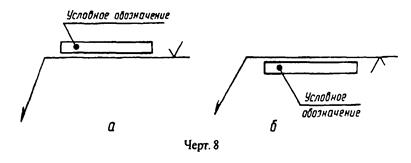
من صورة التماس أو نقطة واحدة ، يتم رسم خط رئيسي ، وينتهي بسهم أحادي الاتجاه (انظر الشكل. تبا. واحد). يفضل رسم الخط الرئيسي من صورة التماس المرئي.
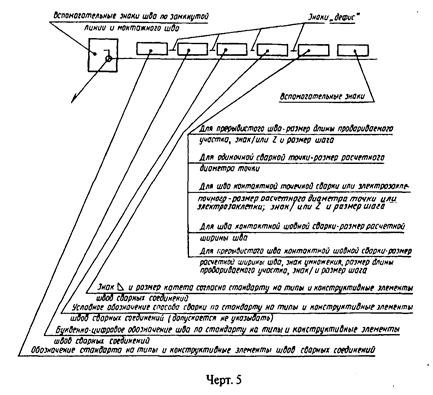
رموز طبقات المفاصل الملحومة

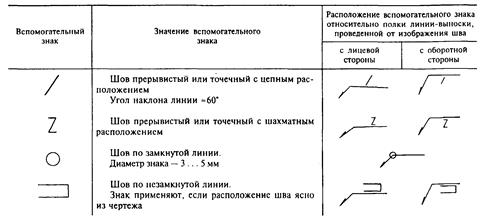
علامات مساعدة لتمييز اللحامات
ملاحظات:
1. بالنسبة للجانب الأمامي من خط اللحام أحادي الجانب للمفصل الملحوم ، خذ الجانب الذي يتم إجراء اللحام منه.
2. بالنسبة للجانب الأمامي من خط اللحام على الوجهين للوصل الملحوم ذي الحواف المحضرة بشكل غير متماثل ، خذ الجانب الذي يتم لحام اللحام الرئيسي منه.
3. يمكن اعتبار أي جانب على أنه الجانب الأمامي للحام على الوجهين مع حواف مُعدة بشكل متماثل.
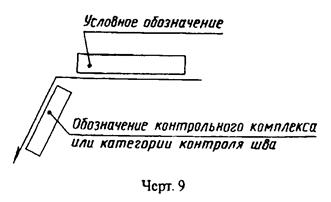
في رمز التماس ، تصنع العلامات المساعدة في خطوط رفيعة صلبة.
يجب أن تكون العلامات المساعدة بنفس ارتفاع الأرقام المدرجة في تسمية التماس.
العلامة | _ \ تتم بخطوط رفيعة صلبة. يجب أن يكون ارتفاع العلامة هو نفس ارتفاع الأرقام المدرجة في تسمية التماس.

تشير المتطلبات الفنية للرسم أو جدول اللحامات إلى طريقة اللحام التي يجب أن يتم من خلالها عمل خط غير قياسي.
ملحوظة.لا يتم تنظيم محتوى وأبعاد أعمدة جدول اللحامات بواسطة هذه المواصفة القياسية.
في المتطلبات الفنية أو جدول اللحامات في الرسم ، يتم توفير رابط للوثيقة التنظيمية والفنية المقابلة.
مسموح مستهلكات اللحاملم تحدد.
يُسمح بالإشارة إلى عدد اللحامات المتطابقة على الخط الرئيسي ، الذي يحتوي على رف مع تسمية مطبقة (انظر. تبا. 10 أ).
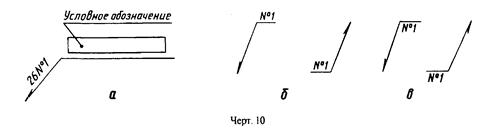
ملحوظة.تعتبر اللحامات هي نفسها إذا:
أنواعها وأحجامها من العناصر الهيكلية في المقطع العرضي هي نفسها ؛
لديهم نفس المتطلبات الفنية.
قائمة الأدب المستخدم
1. اللحام اليدوي بالقوس الكهربائي ، كتب الكتاب فريق من المؤلفين: الفصل 25 I.G. Getia ، بقية الفصول - V.I. ، Melnik بمشاركة B.D. ماليشيفا
2. ألكسيف إي كيه ، ميلنيك ف. اللحام في البناء الصناعي - M Stroyizdat ، 1977 - 377 ق
3. Aleshin N.P. Shcherbinsky V.G. ضبط جودة أعمال اللحام - المدرسة العليا M 1986 - 167 ص.
4. http://www.stroy-armatura.ru
5. معيار الطريق السريع GOST 2.312–72 * "نظام موحد لوثائق التصميم. الصور والتسميات الشرطية لدرزات الوصلات الملحومة "(تمت الموافقة عليها بالقرار لجنة الدولةمعايير مجلس وزراء اتحاد الجمهوريات الاشتراكية السوفياتية بتاريخ 10 مايو 1972 رقم 935)
يستخدم لحام المعادن في العديد من الصناعات. تعتمد متانة أي هيكل على كيفية تنفيذ هذه الأعمال. تتأثر جودة اللحام بمدى اختيار نوع الاتصال والتماس بشكل صحيح. هناك عدد من التصنيفات وأنواع المفاصل. من الضروري مراعاة الأنواع الرئيسية وعناصر الوصلات الملحومة.
تدابير أمنية
اللحام نشاط خطير على صحة الإنسان وحياته. لذلك ، من المستحيل الاستغناء عن استخدام معدات الحماية الشخصية أثناء هذا العمل. اللحام مصحوب بعدد من العوامل الضارة: الإشعاع والغازات وقطرات المعدن المنصهر. لذلك ، ستكون المجموعة التالية من معدات الحماية الشخصية مطلوبة:
- زي. مصنوعة من أقمشة قماش.
- أحذية اللحام أو الأحذية. في هذه الحالة ، يجب إغلاق الأربطة.
- نظارات واقية ، قناع لحام.
- كمامة من غازات اللحام.
- القفازات المصنوعة من القماش.
كما ترى ، أنت بحاجة إلى مجموعة جادة إلى حد ما. لكن هو الذي سيساعد في حماية نفسه من الحروق وفقدان البصر والتسمم. لذلك ، استخدامه ضروري.
تعريف اللحام
في كثير من الأحيان ، في موقع البناء أو في الإنتاج ، يلزم توصيل الطائرات والأجزاء المعدنية بشكل دائم. للقيام بذلك ، يتم استخدام اللحام ، حيث يتم تشكيل التماس. يصبح هذا المفصل قطعة واحدة بسبب عملية صهر المعدن نفسه ومواد الحشو (الأقطاب الكهربائية). تتكون الأنواع الرئيسية من الوصلات الملحومة من خط اللحام نفسه ، ومنطقة الانصهار ، والمنطقة المتأثرة بالحرارة ، والمواد المجاورة. يتم ربط الأجزاء على المستوى بين الجزيئات أو بين الذرات تحت تأثير درجات حرارة عالية. هناك أنواع مختلفة من الوصلات الملحومة. يحتوي GOST 5264-80 على معلومات مفصلة حول كل منهم. أدناه سننظر في كل هذا بمزيد من التفصيل.
بعقب
هذا النوع هو الأكثر شعبية. يتم تطبيقه في كل مكان. علاوة على ذلك ، يمكن إجراء اللحام بأي نوع من الحواف. يمكن أن يكون من جانب واحد ومن جانبين ، مع بطانة قابلة للإزالة ، غير قابلة للإزالة وبدون ذلك. يتم استخدامه لخيارات الحافة التالية: تشفيه من جزأين أو جزء واحد ، بدونها ، وكذلك في حالة عدم وجود حواف مائلة. ولكن هذا ليس كل شيء. يمكن أن تكون الحافة أيضًا قفلًا ، من جانب واحد ومن جانبين ، متماثل وغير متماثل ، مشطوف الحواف منحنية ومكسورة ، وما إلى ذلك. أنواع الوصلات الملحومة متنوعة ومتعددة الاستخدامات. من المهم اتباع تقنية العمل من أجل الحصول على جودة عالية. 
الزاوي
يتم استخدام هذا الإرساء عند العمل مع العناصر الهيكلية للزاوية. في بعض الأحيان يكون هناك صعوبة في الالتصاق في الأماكن التي يصعب الوصول إليها. لذلك ، هناك بعض القيود على الحواف التي يجب ضمها. يمكن أن يكون اللحام من جانب واحد ومن جانبين. ينطبق على أنواع الحواف التالية:
- بدون شطبة.
- مع تشفيه من حافة واحدة.
- مع شطبة من جانب واحد ومن جانبين.
- مع شطبة على كلا الحافتين.
كما ترى ، يتم التخلص من عدد من عناصر الإرساء بسبب تعقيد أو استحالة تثبيتها باستخدام أنواع الزوايا من الوصلات الملحومة.
تافروفو
هذا النوع في القسم يشبه اتصال الأجزاء على شكل حرف T. ولكنها أيضًا نموذجية للأجزاء ، عند توصيلها باستخدام زاوية ميل صغيرة من سطح إلى آخر. يمكن أن يكون اللحام من جانب واحد ومن جانبين. عند العمل مع مثل هذا الإرساء ، يتم تحضير الصف التالي من الحواف:
- بدون شطبة.
- مع الإصدارات أحادية الجانب ومزدوجة الوجه على نفس الحافة ، إلا أنها يمكن أن تكون متماثلة أو غير متناظرة.
- مع شطبة منحنية من جانب واحد ومن جانبين لطائرة واحدة.
تسمح لك أنواع الوصلات الملحومة أيضًا بالعمل مع رؤية محدودة للطائرات.
اتصال اللفة والنهاية
يتم استخدام الإرساء الأول في الحالات التي يكون فيها مطلوبًا لربط الأجزاء بالتداخل. يفضل الحرفيون الذين يستخدمون هذا النوع الحواف بدون الحواف. نادرًا ما يستخدم نوع المفصل الملحوم ، النهاية. لكنها لا تزال تتميز في مجموعة منفصلة. بهذه الطريقة ، يتم توصيل الأطراف النهائية للأجزاء. تذكر أنه يمكن استخدام نوع مختلف من التماس لكل مفصل. لتوفير الراحة للعمل مع طاولة يتم فيها تسجيل جميع أنواع الوصلات الملحومة ، قدمت GOST تسمية الحروف الخاصة بهم. يجب على كل عامل أن يتعرف على خصائصه الرئيسية.

تصنيفات التماس
هناك العديد من خيارات التصنيف:
- حسب الموقع بالنسبة للسطح - من جانب واحد ومن جانبين.
- عن طريق التعيين - العمل (تشغيل الأسطح الملحومة تحت الحمل) ، غير العاملة (بدونها).
- حسب الطول - قصير (حتى 250 مم) ، متوسط (حتى 1 متر) ، طويل (أكثر من متر).
- حسب التكوين - مستقيم ، منحني.
- في العرض - الخيط (العرض يساوي قطر الأقطاب الكهربائية أو أصغر بكثير) ، متسع (يتم الحصول عليه عن طريق الحركات التذبذبية للأقطاب الكهربائية).
تحتوي أنواع اللحامات والمفاصل على العديد من التصنيفات التي يجب مراعاتها بالتفصيل.
حسب الموقع في الفضاء
يسلط هذا التصنيف الضوء على الأحكام التالية:
- أدنى. تتراوح زاوية الشغل بالنسبة إلى الأفق من 0 إلى 60 درجة.
- رأسي. الزاوية بالنسبة إلى الأرض - من 60 إلى 120 درجة.
- سقف. تقع زاوية العمل في النطاق من 120 إلى 180 درجة.
يمكن أن يؤثر الوضع في الفضاء على جودة التماس واختيار نوع الوصلة.
حسب درجة الاستمرارية
تتميز الأنواع التالية من اللحامات والمفاصل بهذا التصنيف: مستمر (ليس به فجوات بطولها بالكامل) متقطع (يتم إجراؤه مع الانقطاعات). الخيار الثاني أكثر شيوعًا لمفاصل الزاوية والمفاصل.  المتقطع ، بدوره ، يمكن أن يكون:
المتقطع ، بدوره ، يمكن أن يكون:
- السلسلة ، عندما يتم إجراء نفس سلاسل اللحامات المتقطعة على كلا الجانبين.
- الشطرنج ، عندما يتم تطبيق اللحامات على جانب واحد والآخر مع تحول بالنسبة لبعضها البعض.
- منقط. يتم إجراؤه باستخدام نقاط في نمط رقعة الشطرنج على كلا الجانبين.
اللحامات المستمرة تتحمل الأحمال الثقيلة. هم أقل عرضة للتآكل ، لذلك يتم استخدامها في كثير من الأحيان لأسطح العمل.
حسب نوع الوصلة الملحومة
يميز هذا التصنيف أنواع اللحامات التالية:
- بعقب.
- الزاوي. يتم استخدامه في وصلات الإنطلاق والرسو والزاوية.
- Proplavnoy. نموذجي لمفاصل الإنطلاق واللف. في هذه الحالة ، يجب ألا يزيد سمك الأسطح عن 10 مم.
- Electroriveting. تستخدم أيضًا لمفاصل الإنطلاق واللف. يتم حفر السطح الأول أولاً. من خلاله ، يتم الاستيلاء على الثانية باللحام. إذا كان سمك السطح الأول لا يزيد عن 3 مم ، فلا يتم حفره. هذه الصفائح مثقوبة باللحام. الهياكل قوية لكنها فضفاضة.
- نهاية. يتم تطبيقها على اقتران الأسطح الجانبية للأجزاء (الوجوه النهائية).
كما ترى ، فإن أنواع اللحامات والمفاصل مترابطة وفقًا لهذا التصنيف. لديهم حتى عدد من الأسماء المتطابقة.
وفقا لبيانات الملف الشخصي للقسم
لو اي مفصل بعقبقطع ، ثم يمكنك تحديد نوع التماس بدقة وفقًا لهذا التصنيف:
- محدب. يتم تطبيقه على المنتجات التي تعاني من تحميل ثابت. تعتبر معززة. عند إجراء مثل هذا التماس ، يتم استخدام عدد كبير من الأقطاب الكهربائية.
- مقعر. نموذجي للهياكل ذات الحمل الديناميكي والمتناوب. يعتبر ضعيفا.
- طبيعي. يوصى باستخدام نفس المقعر.
تشير أنواع الوصلات الملحومة والزاوية إلى نوع آخر من التماس - نوع خاص. إذا أخذناها في الاعتبار في قسم ، فسنلاحظ أن إحدى الأرجل ستكون أكبر ، أي يتم الحصول على مثلث متساوي الساقين. تستخدم للمنتجات ذات الحمولة المتغيرة. يقلل من الإجهاد. 
في اتجاه الجهود
يرتبط هذا التصنيف بتقنية اللحام. لذلك ، اللحامات هي:
- طولية. يتم توجيه القوة على طول محور التماس.
- مستعرض. اتجاه الجهد عبر.
- مشترك. تتطلب التصميمات أحيانًا مزيجًا من عدة أنواع من الجهد. على سبيل المثال ، عرضي وطولي.
- منحرف - مائل. يتم تطبيق القوة بزاوية.
حسب عدد الطبقات
يوجد نوعان فقط من اللحامات في سياق هذا التصنيف: طبقة واحدة ومتعددة الطبقات. بالإضافة إلى ذلك ، فهي تمريرة واحدة ومتعددة. إذا كان كل شيء واضحًا مع الخيار الأول ، فإن الخيار الثاني يتميز بوجود عدة تعريفات جديدة:
- يمر. بكلمات بسيطة، هذا ممر لمرة واحدة من خلال مكان الالتصاق باللحام.
- أسطوانة. هذا هو اسم جزء المعدن المنصهر الذي تم الحصول عليه في مسار واحد. بالمناسبة ، قد تتكون طبقة التماس من بكرة واحدة أو أكثر مصنوعة على نفس المستوى.
- جذر التماس. هذه هي الأسطوانة الأكثر بعدًا عن المستوى المواجه.
يتم استخدام نوع الوصلة الملحومة متعدد الطبقات ومتعدد الممرات للالتصاق بالمواد السميكة وتقليل منطقة التسخين. سلط نفس التصنيف الضوء على أنواع إضافية من اللحامات والمفاصل. عينهم GOST على أنهم:
- طبخ. جزء أصغر من التماس التحضيري على الوجهين. يتم إجراؤه لمنع الاحتراق أثناء أداء المستويات الأخرى. أو تم تطبيقه أخيرًا على جذر التماس.
- مواجهة. الاسم نفسه يتحدث عن نفسه. يتم إجراؤه للجزء الأمامي من خط التماس متعدد المستويات. يحسن المظهر.
عادة ما تكون اللحامات متعددة الصفوف معقدة. تتطلب الدقة والاحتراف.
أخطاء غير مقبولة
يجب إجراء أنواع الوصلات الملحومة وأنواع اللحامات وفقًا للتقنية.  ترتبط جودة العمل ارتباطًا مباشرًا بالتشغيل الإضافي للمنتجات والهياكل. يجب عدم السماح بالأخطاء التالية أثناء اللحام:
ترتبط جودة العمل ارتباطًا مباشرًا بالتشغيل الإضافي للمنتجات والهياكل. يجب عدم السماح بالأخطاء التالية أثناء اللحام:
- تقويض ، حرق. تتشكل أثناء التعرض الحراري المطول لنقطة واحدة.
- عدم الانصهار تأثير حراري طويل غير كافٍ ، ونتيجة لذلك تتشكل قاعدة سيئة التنظيف. الهيكل غير موثوق به.
- شوائب الخبث. قد تظهر بسبب ضعف جودة الأقطاب الكهربائية.
- المسام. تكونت نتيجة ظهور بقع من المعدن الساخن. ضبط درجة حرارة اللحام.
- شقوق. قد تظهر عند الإرساء أنواع مختلفةفلز. قد يكون لديهم نقاط انصهار مختلفة.
- التجاويف. تشكيل في ظل تدفق الفراغات. هذا محفوف بظهور تشققات أثناء العملية.
- عدم الانصهار. الأسباب: درجة حرارة غير كافية للحام ، سطح غير نظيف ، قلة الانصهار.
كل هذا قد يؤثر بشكل أكبر على جودة الهياكل والمنتجات المعدنية.
رقابة جودة
تتطلب أعمال اللحام مراقبة الجودة. يمكن أن يتم ذلك بعدة طرق:
- الفحص العيني. سيساعد على اكتشاف الأخطاء المرئية: المسام ، الشقوق ، شوائب الخبث.
- قياس. بمساعدة أدوات القياس ، يتم التحكم في طول وعرض التماس. يتم التحقق من الامتثال للاختصاصات و GOST.
- اختبار التسرب. مطلوب لبعض أنواع الهياكل. يتم فحصه باستخدام آلة تجعيد خاصة.
- أجهزة التحكم والقياس. وجدت التقنيات الجديدة تطبيقها في هذا المجال.
- البحوث المخبرية. تم اختباره من خلال التفاعلات الفيزيائية والكيميائية.
بالطبع ، تعتمد جودة العمل على خبرة ومؤهلات عامل اللحام.  سيحدد بسهولة إمكانية أداء نوع معين من العمل ، وتوافق المواد ، واختيار الاتصال المطلوب والتماس وأداء العمل على المستوى المناسب. كان اللحام الجيد وسيظل دائمًا ذا قيمة. ولكن يتم تعلم هذا من الناحية النظرية والعملية. بالنسبة للبعض ، يستغرق الأمر سنوات.
سيحدد بسهولة إمكانية أداء نوع معين من العمل ، وتوافق المواد ، واختيار الاتصال المطلوب والتماس وأداء العمل على المستوى المناسب. كان اللحام الجيد وسيظل دائمًا ذا قيمة. ولكن يتم تعلم هذا من الناحية النظرية والعملية. بالنسبة للبعض ، يستغرق الأمر سنوات.
خاتمة
كما ذكرنا سابقًا ، فإن اللحام معقد العملية التكنولوجيةتتطلب مهارات ومعارف مهنية. أيضا ، لا تنس معدات الحماية الشخصية. سوف يساعدون في تجنب حروق قرنية العين التي تضر الجلد من التعرض للحرارة. إذا كنت بحاجة إلى استخدام اللحام للهياكل المعقدة ، فمن الأفضل أن تثق في أحد المحترفين.  وكل ذلك لأن موثوقية الهيكل نفسه ستعتمد على جودة العمل الذي يتم تنفيذه في المستقبل. لاكتساب الخبرة ، من الأفضل البدء بمنتجات بسيطة. في هذه الحالة ، يجب التقيد الصارم بتقنية أعمال اللحام واحتياطات السلامة. يجب أن يكون مفهوما أن إعداد الحافة يلعب دورًا مهمًا. لذلك ، يجب تنظيف السطح بعناية قبل بدء العمل. أيضًا ، في نهايتها ، يجب تنظيف التماس من الخبث. في بعض الأحيان يصبح غير متساو. لا يمكن رؤية هذا خلف طبقة الخبث المتبقية من القطب. لذلك ، اكتشفنا الأنواع الرئيسية من اللحامات والمفاصل.
وكل ذلك لأن موثوقية الهيكل نفسه ستعتمد على جودة العمل الذي يتم تنفيذه في المستقبل. لاكتساب الخبرة ، من الأفضل البدء بمنتجات بسيطة. في هذه الحالة ، يجب التقيد الصارم بتقنية أعمال اللحام واحتياطات السلامة. يجب أن يكون مفهوما أن إعداد الحافة يلعب دورًا مهمًا. لذلك ، يجب تنظيف السطح بعناية قبل بدء العمل. أيضًا ، في نهايتها ، يجب تنظيف التماس من الخبث. في بعض الأحيان يصبح غير متساو. لا يمكن رؤية هذا خلف طبقة الخبث المتبقية من القطب. لذلك ، اكتشفنا الأنواع الرئيسية من اللحامات والمفاصل.



