ثني المعادن في ملزمة مقاعد البدلاء. ثني الصفائح المعدنية - التكلفة وصور العمل ، تنفيذ الطلبات بسرعة
تعليقات:
- ما هي تقنية ثني المعادن؟
- افعل ذلك بنفسك ثني المعادن
- كيفية عمل قوس عن طريق الانحناء
- كيف تصنع آلة ثني المعادن بيديك؟
كيف يتم ثني المعادن باليد؟ وانت تفعل أعمال البناءغالبًا ما يكون من الضروري ثني العناصر المعدنية. على سبيل المثال ، قد يكون من الضروري ثني الصفائح المعدنية أو الأنابيب. الأنابيب ذات القطر الصغير عازمة مع الرذيلة.
يحدث ثني الصفائح المعدنية على آلة الثني بدون لحام ولا ينتهك بنية المعدن.
في كثير من الأحيان ، عند القيام بأعمال البناء ، يصبح من الضروري ثني الأنابيب ذات القطر الكبير. لمثل هذا العمل ، هناك حاجة إلى آلات خاصة لثني الأنابيب والصفائح المعدنية. العنصر المثني لا يتلقى أي ضرر.
عند ثني الأجزاء ، يتم أخذ مرونة المادة وسمكها في الاعتبار وتحديد نصف قطر الانحناء.
ما هي تقنية ثني المعادن؟

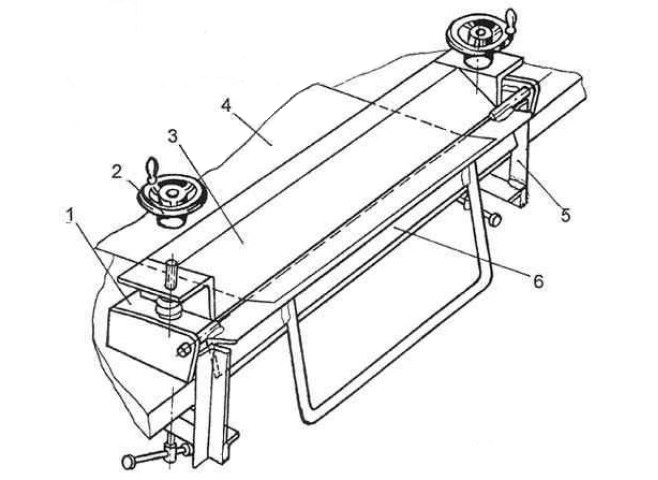
مخطط تجميع لثني الألواح محلي الصنع: 1 - قاعدة ؛ 2 - صامولة العجلة اليدوية ؛ 3 - المشبك 4 - ورقة الانحناء. 5 - المشبك 6 - لكمة العقص.
الانحناء صفيحة معدنية- هذا هو أداء بعض الإجراءات ، ونتيجة لذلك تكتسب الصفيحة المعدنية الشكل المطلوب. يحدث ثني الجزء بدون مساعدة من اللحام أو أي وصلات أخرى تقلل من قوة ومتانة المادة.
عندما يتم ثني المنتج ، يتم شد طبقاته الخارجية وضغط الطبقات الداخلية. تقنية الانحناء هي ثني جزء من الجزء بالنسبة للآخر للزاوية المطلوبة.
أثناء الانحناء ، تتعرض المادة للتشوه. يعتمد مقدار التشوه المحتمل على سمك المادة وزاوية الانحناء واللدونة وسرعة الانحناء.
يتم إجراء الانحناء عن طريق معدات ثني الأجزاء. يقوم هذا الجهاز بثني العنصر بطريقة لا تتلف الهيكل النهائي.
إذا لم يتم ثني العنصر بشكل صحيح ، فستحدث عيوب مختلفة على سطحه ، ونتيجة لذلك ستتلقى المادة مثل هذا الضرر على خط الانحناء الذي قد ينكسر الهيكل النهائي. يتم الانحناء للصفائح ذات السماكات المختلفة.
يجب أن يكون إجهاد الانحناء للمادة أكبر من حدها المرن. نتيجة الانحناء ، يجب أن يحدث تشوه البلاستيك للمادة. في هذه الحالة ، سيحتفظ الهيكل النهائي بعد عملية الانحناء بالشكل الذي تم إعطاؤه له.
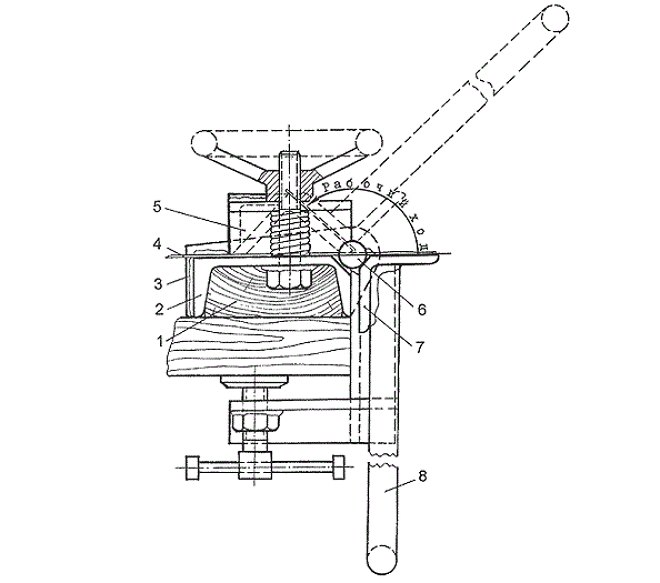
رسم بندر (تفصيل): 1 - مشبك ؛ 2 - الخد 3 - قاعدة 4 - قوس. 5 - مشبك ملحوم 6 - المحور 7 - زاوية الثقب.
فوائد عملية الانحناء:
- هذه العملية منتجة للغاية.
- نتيجة الانحناء ، يتم الحصول على قطعة عمل لا تحتوي على خط التماس.
- الهيكل النهائي مقاوم للغاية للتآكل.
- المنتج متين للغاية.
- لا يظهر الصدأ عند ثني المنتج.
- الهيكل صلب.
سلبيات:
- عملية الانحناء اليدوي شاقة للغاية.
- معدات الانحناء باهظة الثمن.
على عكس الهياكل المصنوعة عن طريق ثني الصفائح المعدنية ، على الهياكل الملحومةهناك لحام يتآكل ويصدأ.
يتم ثني المنتجات يدويًا أو بمساعدة المعدات. الانحناء اليدوي يتطلب عمالة كثيفة. يتم ذلك بمطرقة وزردية. يتم إجراء ثني المادة ذات السماكة الصغيرة بمطرقة.
يتم ثني الصفائح المعدنية باستخدام بكرات أو مكابس أو آلات أسطوانة. لتشكيل ورقة إلى أسطوانة ، يتم استخدام بكرات يدوية أو هيدروليكية أو كهربائية. تصنع الأنابيب بهذه الطريقة.
![]()
مخطط تجميع ضربة العمل: 1 - ملحق مصنوع من الخشب ؛ 2 - قاعدة 3 - الخد الأيمن 4 - ورقة الانحناء. 5 - المشبك 6 - محور الثقب ؛ 7 - لكمة 8 - ذراع اللكمة.
يتم استخدام ثني المعادن في بناء المنازل لتصنيع المزاريب ، والملامح ، والأطر المعدنية ، والأنابيب وغيرها من الهياكل. عند ثني الصفائح المعدنية بيديك ، يمكنك عمل أنابيب بأقطار مختلفة. بمساعدة الآلات ، يتم ثني المواد المطلية بالزنك.
إذا كنت بحاجة إلى ثني المعدن في المنزل ، فيمكنك صنع آلة ثني بيديك. لتصنيع الماكينة ، تحتاج إلى عمل قالب مصنوع من الخشب له شكل منحني معين.
عند ثني المنتج ، من الضروري تحديد أبعاده. يتم حساب طول الهيكل مع مراعاة نصف قطر الانحناء للورقة. بالنسبة لقطع العمل المثنية بزاوية قائمة ، دون عمل تقريب ، يجب أن يكون بدل الانحناء 0.6 من سماكة الورقة.
بيديك ، يمكنك ثني الهياكل المصنوعة من معادن الدكتايل: النحاس والنحاس والألومنيوم. يعتمد نصف قطر الانحناء على جودة المادة وطريقة الانحناء. المنتجات ذات نصف قطر الانحناء الصغير مصنوعة من مواد بلاستيكية.
رجوع إلى الفهرس
افعل ذلك بنفسك ثني المعادن
رجوع إلى الفهرس
كيفية عمل قوس عن طريق الانحناء

عند ثني شريط فولاذي على آلة أسطوانية ، يجب أن يتطابق الشق العلوي على القضيب مع حجم الشريط.
المواد والأدوات:
- صفيحة معدنية
- ملزمة؛
- شاكوش؛
- الإطار؛
- شريط؛
- منشار كهربائي للمعادن.
أولاً ، تحتاج إلى حساب طول شريط الشغل وفقًا للمخطط وحساب ثني الصفائح المعدنية.
عند حساب كل منعطف ، يتم إجراء هامش يبلغ سمك الشريط 0.5 و 1 مم لكل منحنى من الأطراف على الجانب.
وفقًا للمخطط ، يتم قطع الشغل ، ويتم وضع علامات على مكان الانحناء. الفراغ عازمة في ملزمة مع مربعات.
تحتاج أولاً إلى تثبيت قطعة العمل في نائب على مستوى المنعطف. ثم ، باستخدام المطرقة ، يتم عمل الانحناء الأول.
ثم يتم إعادة ترتيب قطعة العمل في نائب ويتم تثبيتها بإطار جنبًا إلى جنب مع قضيب. ثم اصنع منعطفًا ثانيًا.
بعد ذلك ، يتم سحب الشغل ، ووضع علامات على طول أرجل الحامل.
يتم ثني قوس بإطار قضيب في نائب ، بينما يتم ثني كلتا ساقيه. الانحناء محدد بمثلث. إذا لم يتم الانحناء بشكل صحيح ، يتم تصحيحه بمطرقة وشريط إطار. بعد عملية الثني ، يتم قطع الهيكل بالأبعاد المطلوبة.
عملية ثني الصفائح المعدنية هي تغيير شكل الصفيحة المعدنية تحت تأثير ضغط من قوة خارجية. مع الانحناء المهني المناسب ، لا يتم انتهاك السلامة ، ولكن فقط موضع جسيمات المادة يتغير.
شركة "بيرفوستال". ثني المعادن بشكل احترافي
لإجراء عملية ثني المعادن عالية الجودة ، من الضروري استخدام المعدات والآلات المهنية. تستخدم LLC "Perfostal" في عملها تقنية وتقنية فريدة لتشويه المنتجات.
يتم إجراء عمليات الانحناء الاحترافية وفقًا لرسومات العميل في آلة ثني ألمانية. الجهاز عالي الدقة ، يمكنه ثني المعدن بأي سمك. يتيح لك الانحناء الحر عمل أجزاء منحنية بزوايا مختلفة في اتجاهات مختلفة. للحصول على النتيجة المرجوة ، يمكن للمتخصصين اللجوء إلى طرق مختلفة للثني الأولي أو فك الثني للمنتجات قبل إجراء التشوه الرئيسي. الآلة العامة سهلة التغيير. تسهل هذه الوظيفة إعداد القوالب واللكمات لتصنيع المنتج وفقًا للرسم المطلوب.
السعر يعتمد على سمك وطول وعدد الانحناءات. بالإضافة إلى ذلك ، وقت تشغيل الجهاز عند معالجة الصفائح المعدنية ، يؤخذ حجم الطلب في الاعتبار. أقصى طول للورقة محدد بـ 3000 مم. بالإضافة إلى عمليات الثني عالية الدقة ، تقدم الشركة خدمات معالجة المعادن التالية:
الانحناءات والانحناءات المعقدة للأجزاء بدون آثار ؛
انحناء نصف القطر
الانحناء مع التقوية
التنميط شبه المنحرف للصفائح السميكة ، والانحناء الكبير للمنتجات ذات الحجم الكبير.
يقدم خبراؤنا نهجًا فرديًا لكل عميل. يوجد نظام للخصومات والعروض الخاصة.
تصنيع المنتجات حسب الطلب
تقوم شركة Perfostal بإجراء ثني الصفائح المعدنية حسب الطلب باستخدام معدات ألمانية عالية الدقة: مكبس ثني هيدروليكي متعدد المحاور للثني المجاني باستخدام نموذج CNC EHT Multipress 135-30. الجهاز الذي يتم فيه ثني صفائح الفولاذ يبلغ طول سطح المكتب 3.05 متر ، ويصل طوله إلى 30.5 سم ودقة توقف تبلغ 0.02 ملم. تصل أقصى قوة للماكينة إلى 135 طنًا ، لذا فإن ثني الصفائح المعدنية ، حتى مع السماكة الكبيرة ، يكون أمرًا سهلاً.
الوحدة مجهزة بأدوات عالمية ، مما يجعل من الممكن تشكيل الفراغات وثني المعدن وفقًا لرسومات العميل من نوع الشريط المدرفل والصفائح.


تقطيع وثني الصفائح المعدنية حسب الرسومات الخاصة بك
دائمًا ما يكون سعر ثني المعادن في Perfostal في متناول الجميع. يظل تخصصنا الرئيسي هو معالجة ثني الصفائح بطول يصل إلى 3000 ملم وسمك يصل إلى 5 ملم ، على وجه الخصوص:
- قطع وثني الصفائح المعدنية عالية الدقة ؛
- إنشاء صور ظلية معقدة ، مع الانحناءات / الانحناءات الأولية واللاحقة ؛
- نوع الانحناء ؛
- أضعاف الانحناء (180 درجة) ؛
- خلق التقوية.
- صفائح التنميط التي يزيد سمكها عن 2.5 مم في شكل شبه منحرف ؛
- ثني الأسطح الحرجة دون آثار.
أنواع الانحناء.
يتضمن الانحناء البارد تشوهًا دون تسخين قطعة العمل مسبقًا. هناك عدة أنواع من البرد تشوه من المعدن.
تشكيل المعادن على المطاحن. إنها تنطوي على تشغيل قطعة العمل بين بكرات دوارة باستمرار تحدد الشكل النهائي للمنتج. يتم استخدام هذا التنميط بشكل أساسي للإنتاج بالجملة ، حيث لا توجد إمكانية وتحتاج إلى إعادة ضبط المعدات لتغيير السماكة والأبعاد.
ثني الطوابع. يتم استخدامه للإنتاج السريع والواسع النطاق لنفس النوع من المنتجات من نفس السماكة. تتم المعايرة على آلة ختم خاصة ، مبدأها هو الضغط بين الأدوات دون وجود فجوة. تحت تأثير المشبك والصحافة ، يأخذ المعدن الشكل المطلوب من هذه الأدوات.
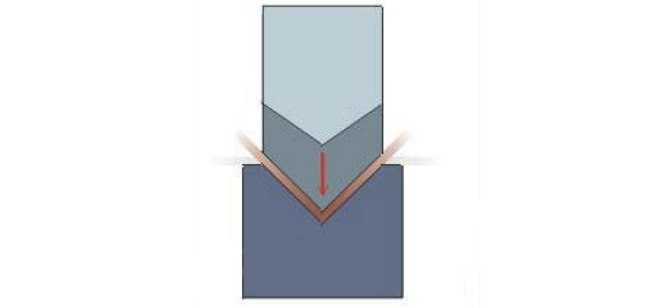
ثني المعادن مجاني "في الهواء". تُستخدم هذه التقنية للإنتاج المتوسط والصغير الحجم ، حيث ليس من الصعب إعادة ضبط الماكينة على معايير أخرى. في مثل هذه الآلة CNC ، يمكن ثني الألواح ذات السماكات المختلفة. أساس طريقة "الانحناء في الهواء" هو التأثير على الورقة عند ثلاث نقاط ، ونتيجة لذلك يتشكل "جيب هوائي" بين أسفل ورقة الشغل.
يسمح لك تشوه المعدن على المعدات الاحترافية باستخدام الرسومات والبرامج بحفظ جميع خصائص المنتج دون فقدان القوة ، وهو أمر مستحيل تحقيقه باستخدام تقنية القطع واللحام اللاحق للأجزاء. الانحناء الاحترافي للمعادن يزيل ظهور التآكل والأضرار التي تلحق بسلامة الأجزاء أثناء استخدامها مرة أخرى. تتيح تقنيات معدات الانحناء إمكانية إنشاء أي تفاصيل وأشكال هندسية تقريبًا من ورقة مسطحة.
أسعار الانحناء
| وصف المنتج | رسم | عدد المنتجات بالترتيب (قطعة) | سعر ثني منتج واحد (روبل مع ضريبة القيمة المضافة) |
|
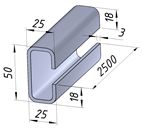
مقطع جانبي متساوٍ على شكل حرف C 18 × 25 × 50 × 25 × 18 مم ، بطول 2500 مم ، مصنوع من الفولاذ البارد 3 مم |
|
||
|
ملف تعريف على شكل حرف U 25 × 53 × 25 مم ، طول 1250 مم ، مصنوع من الفولاذ البارد 1.5 مم |
|||
|
ملف تعريف خاص 30 × 64.5 × 368.5 × 220 × 65 × 30 مم ، الطول 2693 مم من الفولاذ البارد 1.5 مم |
 |
ليس من الصعب صنع آلة ثني بأيديكم ، ولكن حتى الآن يشارك عدد قليل من الحرفيين والمتخصصين في المنزل الذين يستخدمون منتجات صفائح فولاذية مثنية في أنشطتهم في تصنيع هذه المعدات لتلبية احتياجاتهم الخاصة. وفي الوقت نفسه ، فإن مثل هذا الجهاز ، الذي يتمتع بموثوقية عالية بما فيه الكفاية وسهولة التشغيل ، سيساعد في توفير الكثير.
يعد LGS-26 المحلي أحد أكثر ماكينات ثني الألواح بأسعار معقولة ، ويبلغ سعره حوالي 38 ألف روبل. سنجعلها أرخص ونحسّن احتياجاتك
يعد تصنيع واستخدام آلة الثني مناسبًا لأولئك الذين يحتاجون إلى إجراء عمليات تقنية لثني مادة الصفائح ليس يوميًا وبكميات كبيرة ، ولكن بشكل دوري.
أنواع ماكينات ثني الألواح وتصميمها
قبل أن تبدأ في صنع آلة ثني الألواح اليدوية محلية الصنع ، يجب أن تحدد بوضوح قائمة المهام التي تحتاجها. يعتمد ذلك على الغرض الرئيسي لمثل هذا الجهاز وفقًا للمخطط الذي سيتم تنفيذه.
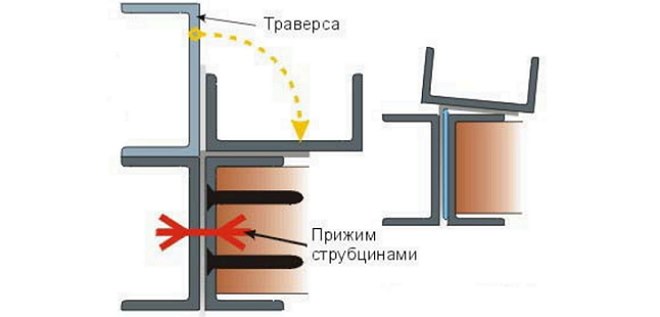
أبسط هو المثبت الذي يتم فيه ثني الصفائح المعدنية باستخدام اجتياز خاص. باستخدام مثل هذا الجهاز ، من الممكن ثني لوح معدني بسهولة بزاوية 90 درجة ، باستخدام قوة اليدين فقط بدون أجهزة إضافية ، إذا كان عرض الصفيحة لا يتجاوز 0.5 متر. يتم تثبيت قاعدة الصفيحة بمشابك أو في الرذيلة ، ويتم ثنيها بسبب الضغط الذي يمارسه الاجتياز. في بعض الحالات ، للحصول على زاوية انحناء تبلغ 90 درجة بالضبط ، قد تحتاج إلى فاصل مدمج (في الشكل - على اليمين) ، وهو شريط عادي من المعدن يساعد في التعويض عن مرونة الورقة.
الأكثر تعقيدًا في التصميم هو مكابح الضغط ، وتصميمها عبارة عن مصفوفة وكمة. توجد الصفائح المعدنية في مثل هذا الجهاز على المصفوفة ، ويتم إنزال المثقاب على قطعة العمل من الأعلى ، مما يمنحها الملف الشخصي المطلوب. في المنزل ، من غير المرجح أن تجد مكابح الضغط تطبيقًا ، لأنها معقدة للغاية وغير آمنة للاستخدام.
نسخة من مكابح ضغط محلية الصنع تعمل جنبًا إلى جنب مع. إذا كان لديك بالفعل مكبس ، فلن يكون من الصعب استكمالها بأجهزة لثني الصفائح المعدنية الضيقة. سوف تحصل على شيء مثل هذا:

تعتبر آلة الثني أكثر كمالا ، حيث يتم إجراء ثني المعدن بسبب عمل ثلاثة أعمدة عليها. تسمى هذه المعدات بالمرور. تتمثل إحدى مزاياها الرئيسية في أن بكراتها القابلة للتعديل تسمح لك بالحصول على أنصاف أقطار مختلفة للثني. يمكن تشغيل أداة ثني المعدن هذه يدويًا أو كهربائيًا ، ويمكن أن يكون لبكراتها تصميم مختلف.
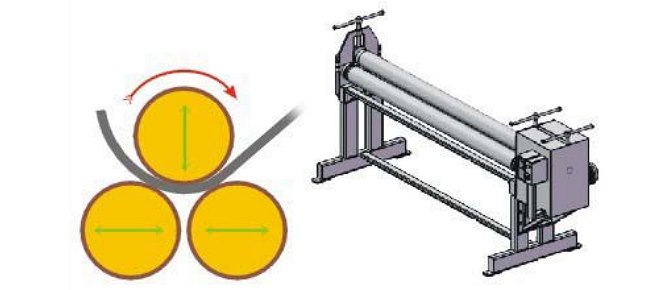
- تم تصميم البكرات ذات سطح العمل الأملس لمعظم أعمال الصفائح المعدنية ، والتي تتضمن ثني الفراغات ، وعمل أقسام من الأنابيب بقطر كبير ، وما إلى ذلك.
- تعتبر اللفات الملفوفة ضرورية لعناصر ثني هياكل الأسقف (النتوءات ، والوديان ، والمصارف ، والفلانشات ، وما إلى ذلك).
- يمكن أن تكون آلة الثني والتثقيب مجهزة بشكل إضافي بدعامة ومشابك وحاجز ، مما يسمح باستخدامها للثني اليدوي لقطع العمل.
تم تجهيز هذه الآلات بمجموعة من الأعمدة ذات التشكيلات المختلفة ، والتي يمكن أيضًا شراؤها بشكل إضافي لجعل المعدات أكثر تنوعًا.
كيف تبدأ في صنع آلة الثني
لتصنيع آلة ثني الصفائح المعدنية ، ستحتاج إلى رسم مثل هذا الجهاز أو جهازه صور مفصلة. بالإضافة إلى ذلك ، يجب أخذ عدد من العوامل المهمة في الاعتبار ، مثل القوة التي ستحتاج إلى تطبيقها لاستخدام آلة الثني ووزنها وأبعادها (التي يعتمد عليها التنقل) والتكلفة وتوافر المكونات. نتيجة لذلك ، نحصل على المعلمات الأولية التالية.
- أقصى عرض للورقة التي يجب ثنيها هو 1 متر.
- أقصى سمك لمادة الصاج: مجلفن - 0.6 مم ، ألومنيوم - 0.7 مم ، نحاس - 1 مم.
- عدد دورات العمل التي سيتم تنفيذها بدون إعادة تعديل أو إصلاح هو 1200.
- الحد الأقصى لزاوية الانحناء للملف المعدني ، الذي تم الحصول عليه بدون تشطيب يدوي ، هو 120 درجة.
- من غير المرغوب فيه للغاية استخدام قطع العمل المصنوعة من الفولاذ الخاص (على سبيل المثال ، الفولاذ المقاوم للصدأ).
- في تصميم آلة الانحناء يجب تجنبها وصلات ملحومة، نقل الأحمال المتناوبة بشكل سيء.
- يجب أن تحد قدر الإمكان من عدد أجزاء آلة الثني التي ستحتاج إلى طلبها من الخارج ، واللجوء إلى مساعدة الخراطين أو المطاحن.
من الصعب جدًا العثور على رسم لجهاز يلبي كل هذه المتطلبات ، ولكن من الممكن تحسين أنجحها.
تصميم بندر الألواح الأكثر شيوعًا وتحسينه
يمكن تحسين تصميم آلة الثني اليدوية الموضحة في الرسم رقم 1 بسهولة. وفقًا للرسم أعلاه ، يمكن ملاحظة أن جهاز ثني الصفائح المعدنية يتكون من عناصر مثل:
الرسم رقم 1: لبناء آلة الثني الخاصة بنا ، سنطبق هذا المخطط
- وسادة مصنوعة من الخشب
- شعاع دعم من قناة 100-120 مم ؛
- خد يستخدم لتصنيع ورقة بسمك 6-8 مم ؛
- ورقة معالجة المواد
- شعاع لقط مصنوع من زوايا 60-80 مم ، متصلة باللحام ؛
- محور دوران العبور (مصنوع من قضيب معدني بقطر 10 مم) ؛
- العبور نفسه عبارة عن زاوية بأبعاد 80-100 مم ؛
- الجهاز مصنوع من قضيب بقطر 10 مم.
عند اجتياز ثني الورقة (النقطة 7) ، والتي ، وفقًا للرسم الأصلي ، من المفترض أن تكون مصنوعة من زاوية ، يتم عرض متغير للتنفيذ من القناة بشكل تقليدي. سيؤدي هذا التحديث إلى زيادة تحمل العبور بشكل كبير ، والذي عند استخدام الزاوية ، سينحني حتمًا في المنتصف في لحظة معينة ويتوقف عن إنشاء طية ورقة عالية الجودة في هذا المكان. سيسمح لك الاستبدال بقناة بعدم الانحناء 200 دون تقويم أو استبدال هذا العنصر (وهو القليل جدًا مع عمل أكثر أو أقل نشاطًا) ، ولكن أكثر من 1300.
يمكن تحسين تصميم آلة ثني الألواح محلية الصنع ، مما يجعلها أكثر كفاءة وتنوعًا.

رسم رقم 2: العناصر الرئيسية لثني الصفائح
يتيح لك الرسم رقم 2 أن تفهم بمزيد من التفصيل تصميم آلة الثني محلية الصنع:
- مشبك محلي الصنع ، مصنوع من زاوية مناسبة (40-60 ملم) وبرغي بكعب وطوق ؛
- خد؛
- قناة ، تعمل كحزمة دعم للجهاز ؛
- قوس شعاع لقط ، مصنوع من زاوية 110 ملم ؛
- شعاع لقط ثني الورقة نفسها ؛
- محور دوران الاجتياز ؛
- اجتياز نفسه.
تقوية شعاع الضغط
أدناه سننظر في مخطط تقوية شريط التثبيت. ومع ذلك ، إذا كان لديك في البداية زاوية ضخمة إلى حد ما كمشابك ، ولم تكن تخطط لثني صفائح سميكة بشكل مفرط على آلة الثني ، فمن الممكن تمامًا الاستغناء عن تقوية شريط التثبيت بالطريقة الموضحة.

من أجل إطالة العمر التشغيلي لحزمة الضغط وجعلها قابلة للمقارنة بعمر خدمة العبور ، يجب استكمال هذا العنصر الهيكلي ، الذي تم تصنيعه في الأصل من زاوية وفقًا للرسم ، بقاعدة مصنوعة من شريط معدني بأبعاد 16x80 مم. يجب إعطاء الحافة الأمامية لهذه القاعدة بزاوية 45 درجة لمحاذاة مستواها مع مستوى زاوية التثبيت نفسها ، ويجب عمل شطب بحوالي 2 مليمتر مباشرة إلى حافة العمل لهذا العنصر.
في الرسم رقم 2 ، يشار إلى الجزء المستلم في القسم في الشكل الإضافي أعلى اليمين. ستسمح هذه التدابير لمعدن التثبيت بالعمل ليس في الانحناء (وهو أمر غير مرغوب فيه للغاية) ، ولكن في الانضغاط ، وبالتالي مضاعفة عمر الخدمة دون إصلاح.
ستمنع الزاوية 60 الإضافية ، الملحومة إلى الحافة الخلفية لزاوية الضغط الرئيسية ، من الانحناء لأعلى. في الرسم رقم 2 ، يظهر هذا بمزيد من التفصيل في الشكل الإضافي في أعلى اليسار.
يجب أن تهتم أيضًا بطحن المستوى السفلي لحزمة الضغط التي تشكل الطية. يجب ألا يتجاوز تفاوت هذا المستوى ، وفقًا للقواعد المقبولة عمومًا ، نصف سمك قطعة العمل المثنية. خلاف ذلك ، لن ينجح ثني الشغل بالتساوي ، بدون خط طية منتفخ. يجب ألا يغيب عن الأذهان أنه يجب إعطاء الحزمة للطحن فقط عندما يكون لديها بالفعل جميع اللحامات ، حيث يؤدي تنفيذها إلى تغيير في المعلمات الهندسية للهيكل.
نزيد من موثوقية حوامل الماكينة
هناك عيب كبير آخر في آلة الانحناء - مخطط ربطه بسطح المكتب. تعتبر المشابك التي يتم توفيرها في هذا الجهاز خيار تثبيت غير موثوق به للغاية ، خاصةً إذا كنت تأخذ في الاعتبار التعب اللحامات. يمكن الاستغناء عن هذه السحابات تمامًا ، مما يؤدي أيضًا إلى تجنب الحاجة إلى اللحامات والمفاصل والخدين. تسمح لك الخطوات التالية بحل هذه المشكلة:
- تصنيع شعاع دعم يبرز خارج سطح المكتب ؛
- صنع عيون على شكل حرف U في نهايات شعاع الدعم ؛
- تثبيت عارضة الدعم على طاولة العمل بمسامير (M10) وصواميل على شكل كفوف.
إذا لم تكن هناك خدود في آلة الانحناء المحسّنة ، فكيف نربطها بالعبور؟ يمكنك حل هذه المشكلة بكل بساطة: استخدم مفصلات أبواب الفراشة لهذا الغرض ، والتي تستخدم عادةً لتعليق الأبواب المعدنية الثقيلة. لإصلاح هذه الحلقات ، التي توفر دقة عالية بما فيه الكفاية ، يمكنك استخدام مسامير برأس غاطس. في الرسم رقم 2 ، تم توضيح ذلك في أسفل اليمين.
من الممكن ثني العديد من قطع العمل على آلة الثني مع وجود اجتياز متصل بحلقات الفراشة ، لأن هذه الحلقات موثوقة للغاية.
هيكل كامل
بعد التجميع ، يبدو الجهاز المحسّن للحصول على ملف تعريف معدني كما يلي:
- شعاع الدعم المقوى
- حذافة - عنصر ملولب ؛
- شعاع يوفر تحامل الشغل ؛
- المشبك لتوصيل الجهاز بسطح المكتب ؛
- اجتياز ، بمساعدة ، في الواقع ، يمكنك ثني الشغل.
تُظهر الرسومات دولاب الموازنة للضغط ، وهو ما يمتلكه في الواقع عدد قليل من الناس. غالبًا ما تستخدم البراغي العادية ذات المقابض الملحومة. بعد لحام المقابض ، من الضروري تشغيل الخيط عليها ، حيث يمكن أن يؤثر اللحام عليها بشكل سلبي للغاية.
رسومات لنسخة أخرى من بندر الورقة
الرسومات التفصيلية لآلة الانحناء متشابهة جدًا في التصميم ، ولكنها تختلف في تثبيت العبور. توضح المخططات الأبعاد ، والتي ، بالطبع ، يمكن تغييرها اعتمادًا على الاستخدام المقصود للجهاز.

شعاع الدعم شعاع الرسم رسم اجتياز نهاية الوجه اجتياز
شعاع لقط رسم عارضة لقط منظر عام لتجميع المشبك مرفق
ما هي آلة التعرج وكيفية صنعها
تتيح لك آلة التعرج (أو جهاز zigovochny) ثني حواف التقوية على منتجات الصفائح المعدنية ، والتي تسمى zigs. تنتمي هذه الآلات إلى فئة المعدات الخاصة ويمكن تصنيعها بمحرك كهربائي أو يدوي. يمكن أن تكون آلات التعرج اليدوية ، المثبتة أيضًا بمشابك ، صغيرة الحجم ويمكن حملها في حقيبة عادية لأدوات العمل.

تجعل هذه الأجهزة من الممكن عمل تشفيه عالي الجودة في مسار واحد ليس فقط على المنتجات المستديرة (نفس أغلفة الحاويات المعدنية) ، ولكن أيضًا على الصفائح المعدنية المستقيمة. هذه الأجهزة لا غنى عنها ببساطة في تصنيع الأجزاء الفردية لهياكل السقف.
عناصر العمل في آلة التعرج عبارة عن بكرات ، ويسمح لك استخدامها بالتوفير بشكل كبير عند شراء عناصر تسقيف منتجة في المصنع. إذا شاهدت مقطع فيديو يوضح تشغيل مثل هذا الجهاز ، يصبح من الواضح أنه يمكنك استخدامه حتى في مكان التثبيت المباشر لهيكل السقف.
لاختيار التركيب المناسب لتصنيع عناصر الصفائح المعدنية المثنية ، يمكنك اتباع التوصيات التالية.
- بالنسبة للحرفي المنزلي الذي يحتاج إلى آلة ثني من وقت لآخر ، فإن الجهاز البسيط المصنوع من وسائل مرتجلة مناسب تمامًا.
- أولئك الذين يفيون من وقت لآخر بأوامر تركيب السقف سيحتاجون إلى آلة ثني الصفائح المعدنية اليدوية وآلة التعرج البسيطة.
- يحتاج المحترفون الذين يشاركون باستمرار في تصنيع عناصر هياكل الأسقف وأعمال الصفيح إلى جهاز مصنع لثني الصفائح المعدنية.
- الدليل مفيد لأولئك الذين يشاركون بشكل احترافي في تصنيع عناصر هياكل التسقيف. تعتبر المعدات الاحترافية المثالية لمثل هؤلاء المتخصصين ، والتي تتميز بموثوقية ومتانة أعلى.

ليستوجيب الإنتاج الروسي SKS-2in1 ، سعر 64 ألف روبل
إذا كانت خططك لا تزال تتضمن الاستخدام النشط لآلة ثني الألواح المصنوعة منزليًا للعمل على تدفق كبير إلى حد ما أو أقل ، فكن مستعدًا لحقيقة أنه في مرحلة ما قد يتوقف إنتاجك بسبب الانهيار. نظرًا لأن الفولاذ الذي يستخدمه الحرفيون المنزليون لإنتاج آلات الانحناء التي تعمل بأيديهم ، على الأرجح ، لن يتحمل الأحمال العالية ، وسوف يتعب بسرعة ويطفو فقط.
ولكن بالنسبة للمنزل ، وليس التطبيق المحمّل بشكل خاص ، ستكون آلة الثني المنزلية مساعدًا ممتازًا وستوفر الكثير من المال. من الضروري أخذ هذه اللحظة في الاعتبار وعدم توقع معجزات التحمل والأداء من آلة منزلية بسيطة.
قبل صنع آلة الانحناء بيديك ، لا يمكنك فقط دراسة الرسومات العديدة لهذه الأجهزة المنشورة على الإنترنت ، ولكن يمكنك أيضًا مشاهدة الفيديو التدريبي. ربما ، بالنسبة للبعض ، سيبدو حجم آلة الانحناء الموصوفة صغيرًا جدًا ، ثم يمكنك التفكير في خيار آلة ثني محلية الصنع بتنسيق أكبر. بالطبع ، لم تعد هذه آلة متحركة ، فهي مناسبة لورشة عمل خاصة صغيرة:
مزايا آلة بندر محلية الصنع
غالبًا ما يهتم تصنيع آلة الثني بأيديهم أو شراء آلة ثني التمرير اليدوي لأولئك الذين يرغبون في توفير الكثير عند شراء الألواح المموجة سلسلة الإنتاج. عروض حسابية نظرية بسيطة: إذا قمت بثني لوح مموج بمساعدة مثل هذا الجهاز ، فإن تكلفة هذا الأخير ستكون أقل بنسبة 40٪ مقارنة بتكلفة منتجات المصنع. لكن ليس كل شيء بهذه البساطة.

إذا قمت بشراء آلة تمرير من المصنع للكرتون المضلع نوع يدويمع التركيز على الإنتاج الخاص الصغير ، سيكلف حوالي 60 ألف روبل. وفي الوقت نفسه ، فإن آلة ثني الألواح اليدوية لا تضمن الجودة المستقرة للكرتون المضلع الذي تم الحصول عليه بمساعدتها. تكمن المشكلة في أن التدحرج في مسار واحد سيؤدي على الأرجح إلى ظهور الزوايا المكشوفة ، والتي يمكن أن تتطور منها الشقوق لاحقًا. وتدحرج ورقة واحدة بشكل متكرر ، وتغيير درجة الضغط تدريجيًا ، يكون طويلًا جدًا ، وشاقًا ، ونتيجة لذلك ، غير مربح. لكن من ناحية أخرى ، من المريح جدًا صنع أجزاء أبسط من ألواح الصلب بمساعدتها.
للحصول على خط دلفنة كامل صيني الصنع للكرتون المضلع ، سيتعين عليك دفع حوالي 20.000 دولار. بالطبع ، تستهلك الكثير من الكهرباء (من 12 كيلو وات) ويتطلب تركيبها مساحة كبيرة ، والتي من الواضح أنها لا تتناسب مع خطط وميزانية معظم سادة المنزل.

أهم شيء يجب مراعاته عند شراء آلة الانحناء هو إمكانية استردادها السريع. من الصعب جدًا على المعلم الذي يستخدم مثل هذا الجهاز بشكل خاص تحقيق ذلك. في هذه الحالة ، يُنصح باستخدام آلة ثني الألواح المصنوعة منزليًا ، وهي مناسبة لتصنيع منتجات الألواح المثنية من أي نوع. بمساعدة هذه المعدات ، من الممكن ثني كل من الصفائح بأحجام قياسية ومنتجات غير قياسية ، والتي تكون مطلوبة بشدة أثناء التسقيف ، بالإضافة إلى العديد من المنتجات الأخرى.
كيف تعمل آلة الانحناء
قبل أن تتساءل عن كيفية صنع آلة ثني ، يجب أن تفهم ميزات تصميم هذه المعدات. بادئ ذي بدء ، تختلف هذه الأجهزة في نوع محرك الأقراص الخاص بها. لذلك ، هناك أجهزة ذات محرك ميكانيكي وكهربائي وهيدروليكي ويدوي.
قد تستخدم آلات الثني التي يتم تشغيلها ميكانيكيًا دولاب الموازنة بقابض وكرنك أو نظام من البكرات والرافعات والكابلات ذات الوزن الساقط. هذه الأجهزة ، التي تتميز بنبضة صدمة في بداية ضربة العمل ، والتي تضعف بعد ذلك تدريجيًا ، بعيدة كل البعد عن المثالية من حيث جودة النتيجة بسبب آليات عملها ويتم استخدامها بشكل أقل وأقل.

تنخفض كفاءة معدات ثني الصفائح المعدنية ، المجهزة بمحرك كهربائي ، بشكل ملحوظ مع زيادة الحمل في شكل انخفاض في حجم قطعة العمل أو زيادة قوتها. إذا حاولت ثني قطعة عمل معدنية صلبة (على سبيل المثال ، الفولاذ المقاوم للصدأ) على آلة الثني هذه ، فقد تواجه حقيقة أن دوار المحرك الكهربائي سيبدأ في الانزلاق ، مما يقلل من عزم الدوران ويزيد من استهلاك الطاقة.
يسمح الضبط الدقيق للقوة المطورة لمقاومة قطعة العمل بالمعدات بمحرك هيدروليكي ، لكنها ليست رخيصة. لا يوفر الرافع الهيدروليكي التقليدي ، والذي يمكن استخدامه أيضًا كمحرك لثني الصفائح المعدنية ، توزيعًا متساويًا للقوة منه على طول طول المنعطف بالكامل.
لتلخيص كل ما سبق ، اتضح أن آلة الثني اليدوية هي أفضل خيار للحرفيين في المنزل. يمكن صنعه في تصميمات مختلفة.(الأصوات: 3 ، متوسط تقييم: 5,00 من 5)
ثني الصفائح المعدنية والفراغات المعدنية هي عملية معقدة وكثيفة العمالة ، لتسهيل وتبسيط ذلك ، هناك بحث مستمر عن تقنيات للمكننة وتطوير أنواع جديدة من المعدات. دعنا نحاول التفكير في بعض التقنيات لثني المعادن أو الفراغات المعدنية.
لفات Listogibochny.
تم تصميم لفات ثني الصفائح حصريًا لثني الصفائح المعدنية. قائمة المواد القابلة للتطبيق واسعة للغاية ومحدودة فقط بهشاشة بعض المعادن النادرة. يشتمل تصميم آلة ثني الألواح على عمودين سفليين ، بالإضافة إلى بكرة علوية مثبتة على اللوحة. تتحرك الأسطوانة العلوية لأعلى ولأسفل بالنسبة لقطعة العمل ، مما يجعل من الممكن إعطاء الصفيحة نصف القطر المطلوب. من الممكن الحصول على شكل مخروطي لقطعة العمل ، لذلك يتم تحريك اللفة العلوية ، مما يعطيها زاوية ميل لتشكيل مخروط.
اضغط على الفرامل.
تعد تقنية ثني الفرامل الضاغطة هي الأكثر انتشارًا في الصناعات المعدنية الصغيرة والمتوسطة الحجم نظرًا لإمكانياتها الواسعة وتعدد استخداماتها. تستخدم ماكينات ثني الألواح في مجموعة واسعة من الوظائف ، بدءًا من تشكيلات الانحناء بزوايا مختلفة إلى ثني الحواف المرنة. تتم عملية الانحناء الجانبي باستخدام ثقب مثبت على إطار المنزلق ، وباستخدام مصفوفة موضوعة على بطانة الضغط أو على اللوحة نفسها. هناك عدة أنواع من اللكمات ، تختلف في الانحناء والشكل. المصفوفة المشاركة في العمل ، كقاعدة عامة ، لها شكل أخدود أو زاوية مستقيمة.
المكابح الضاغطة هي أكثر المعدات تنوعًا في تصنيع منتجات الصفائح المعدنية. لا يستطيع مشغلو فرامل الضغط ذوي الخبرة تغيير الأجزاء بسرعة فحسب ، بل يمكنهم أيضًا إعادة تكوين الماكينة بسرعة ودقة للقيام بوظيفة أخرى. بشكل عام ، إذا قمنا بتحليل التقنيات الحديثة لإنتاج العلب والمنتجات الأخرى من ألواح الصلب ، فربما لم تعد هناك طريقة عالمية وتكنولوجية مثل ثني المعادن.
ماكينات ثني اللفائف.
تستخدم أساسا لثني التشكيلات حجم مختلف. هناك ثلاث بكرات وأربع بكرات. تصميم الآلة ذات الثلاث بكرات ، والتطبيق الرئيسي لها هو ثني شرائط الألمنيوم حتى سمك 2.5 مم ، كما يلي: الأسطوانة العلوية ، والتي يتم ضبطها عن طريق تدوير المقبض ، بالنسبة إلى بكرتي ضغط. يجب أن تنزلق البكرات بحرية على طول أرفف الملف الشخصي ، وإلا فإن الملف الشخصي سوف ينحرف ، يجب أن تؤخذ هذه الحقيقة في الاعتبار عند تثبيت المشبك.
تُستخدم الآلات ذات الأربع أسطوانات لثني التشكيلات التي لها شكل منحني الشكل ، وكذلك شكل الحلزونات والدوائر. تصميم هذه الآلات على النحو التالي: إطار بآلية دفع مثبتة بداخله ، بكرات رائدة تغذي قطعة العمل ، بالإضافة إلى بكرتين تثني قطعة العمل. يتم ضبط نصف قطر الانحناء المطلوب عن طريق تدوير المقابض.
آلات ثني الأنابيب ذات التسخين العالي التردد
بمساعدة الآلات ذات التسخين عالي التردد ، تنحني الأنابيب التي يبلغ قطرها من 95 إلى 300 مم. حسب التصميم ، فهي تتكون من جزأين ، كهربائي وميكانيكي. يتضمن الجزء الكهربائي تركيب تدفئة بتيارات عالية التردد ومباشرة معدات إمداد الطاقة الخاصة بالماكينة. يتكون الجزء الميكانيكي لآلة الثني عن طريق التسخين بالتيارات عالية التردد من إطار ملحوم ، مع عربة مثبتة عليه لتثبيت الأنابيب ، وعربة بكرة توجيه ، وعربة بكرة ضغط ، وآلية تغذية الأنابيب ومحث ، والتي ينفذ التسخين التعريفي للشغل. الإطار نفسه على شكل صندوق. تتم حركة عربة تثبيت الأنابيب عن طريق برغي تغذية طولية. يتم تثبيت الأنبوب نفسه في العربة بواسطة فكين ، أحدهما مثبت ، حيث يتم تثبيت قطعة العمل بمساعدة فك متحرك. تأكد من مراعاة أن محور الشغل للانحناء يجب أن يكون غريب الأطوار بالنسبة للسرير (تختلف قيمة الانحراف ، اعتمادًا على القطر).
دور عربة الأسطوانة (كما يوحي الاسم) هو توجيه الأنبوب أثناء عملية الانحناء والحصول على رد فعل من قوة الانحناء. تتم حركتها عن طريق براغي الرصاص التي تعمل على مبدأ الترس المخروطي. يمكن تحريك الأسطوانة الموجودة على شريط التمرير يدويًا عن طريق المسمار. دوران البكرات حول محورها مجاني. يتم أيضًا تثبيت حامل محث وعناصر من نظام التبريد ومحول عالي التردد على عربة بكرات التوجيه.
تم تركيب عربة أسطوانة الضغط في حالة ثابتة. يتحرك شريط التمرير ذو المحور المضغوط ، والذي توجد عليه بكرة ضغط دوارة ، على طول قاعدة العربة. تحدث حركة المنزلق عن طريق المسمار اللولبي الذي يتم تحريكه بواسطة آلية نقل عرضية. يوجد مفتاحان حديان ، موجودان على عربة بكرة الضغط ، يؤديان وظيفة الحد من السكتة الدماغية ، بناءً على زاوية الانحناء المحددة. يتم تبريد محث تسخين الأنبوب القابل للاستبدال بمساعدة تدفق الماء من خلاله خرطوم مرن. يتم دعم قطعة العمل التي يتم ثنيها بواسطة بكرة خاصة متصلة بالماكينة مع إمكانية الحركة ، اعتمادًا على طول الأنبوب المثني. كميزة إضافية ، من الممكن إرفاق الامتدادات ، مما يسمح لك بثني الأنابيب الطويلة.
قواعد أداء العمل بالثني اليدوي للمعادن.
1) عند العمل بالشريط والصفائح المعدنية ، من الضروري تحديد مخاطر الوسم بدقة وبدون انحرافات ، والتي يتم ضبطها على مستوى الفكين باتجاه الانحناء.
2) عند العمل بشريط وزوايا وحلقات وأجزاء مماثلة ، قبل بدء العمل ، من الضروري حساب الطول الإجمالي للفتحة ، على طول الطريق ، مع ملاحظة الانحناءات. إذا لزم الأمر ، يمكنك استخدام شياق القياس.
3) في الإنتاج المتسلسل للسلع الأساسية ، أو الأجزاء المشابهة لها ، تحتاج إلى استخدام مغزل يتناسب في الحجم مع عناصر الأجزاء المصنعة. يؤدي استخدام المغزل في هذه الحالة إلى إلغاء عملية تحديد نقاط الانحناء.
4) عند إجراء عمليات الانحناء والصفائح المعدنية في الآلات ، من الضروري اتباع التعليمات المرفقة بها بدقة.
5) يجب وضع خط اللحام في الأنابيب أثناء عمليات الثني داخل المنعطف. تنطبق هذه القاعدة على جميع أنواع الانحناء.



