ثني الصفائح المعدنية - التكلفة وصور العمل ، تنفيذ الطلبات بسرعة
لكي يطلب
نادرا ما تستخدم الصفائح المعدنية في شكلها الأصلي. لمزيد من الاستخدام ، فإن المعالجة المناسبة للمواد الوسيطة ضرورية. تقدم شركة "رشار" خدمات ثني وحساب المعادن على معدات حديثة حسب متطلبات العملاء. مثل هذه العملية التكنولوجية تجعل من الممكن تشكيل منتجات بالشكل والحجم المطلوبين من المنتجات المسطحة المدرفلة. على عكس اللحام والانحناء صفيحة معدنيةأقل تكلفة ويستغرق وقتًا أقل.
المعدات التطبيقية
تستخدم مكابح الضغط الهيدروليكية لثني المعدن. تتوافق معلماتها وأبعادها ومعايير الدقة مع متطلبات GOST 10560-88. يوفر هذا الجهاز تعديلًا للجهد عند ثني الصفائح المعدنية. المكابس مجهزة بوسائل ميكنة لتفريغ المنتجات النهائية.
على المعدات المخصصة للثني متعدد الوصلات ، يتم تثبيت جهاز تحكم في البرنامج. يتم تحديد نوع الأخير من خلال خصائص نظام معين ونوع الإيجار.
جميع المطابع مجهزة بأجهزة لتثبيت المنتج النهائي تحت الحمل عند اكتمال ثني المعدن. يسمح تصميم الجهاز بالاندماج فيها خطوط أوتوماتيكيةلتجهيز الصفائح المعدنية.
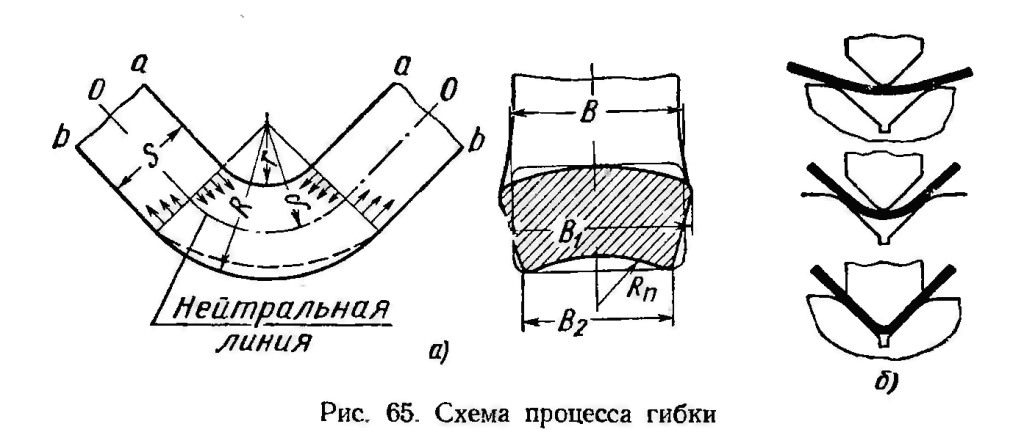
في عملية ثني الصفائح المعدنية ، يتلقى المنتج شكلاً معينًا. في هذه الحالة ، يتم شد الطبقات الخارجية ، ويتم ضغط الطبقات الداخلية ، وتحتفظ الطبقات الوسطى ببنيتها الأصلية. يتم إجراء الانحناء الميكانيكي والآلي للمعادن على المعدات المناسبة. جوهر هذا العملية التكنولوجيةيتكون من ثني شريط الورقة الرقيق بزاوية معينة. يتم حساب الحد الأدنى من أنصاف أقطار الانحناء وفقًا لـ OST 1 00286-78.
الأنواع الحديثة لثني الصفائح المعدنية
- هواء (هواء الانحناء) . يتم إجراء ثني الألواح عن طريق خفض الثقب في المصفوفة إلى عمق محدد مسبقًا. أبعادها وزاويتها هي نفسها كما في الجزء النهائي. يعتمد نصف قطر الانحناء للمعدن على خصائص المادة وفتح المصفوفة. الطريقة عالمية ، فهي تسمح بالحصول على زوايا بأحجام مختلفة.
- ثني المعادنبواسطة matrix (القاع) . هذه التكنولوجيا إلى حد ما أكثر دقة من السابقة. يتم استخدامه للصفائح المعدنية حتى 5 مم. ومع ذلك ، فإن ثني ورقة المصفوفة لا يسمح بثني قطعة العمل الأصلية بزاوية تزيد عن 90 درجة.
- الآلات باستخدام شعاع محوري (قابلة للطي) . تستخدم لثني الصفائح المعدنية الرقيقة (حتى 1 مم لـ صلب للانشاء). تسمح لك الطريقة بثني الشغل في كلا الاتجاهين ، لأعلى ولأسفل.
- معالجة الانزلاق (مسح) . على غرار الطريقة السابقة. يتطلب ثني الصفائح أداة منفصلة لكل سمك من المنتجات الملفوفة.
| سمك ، مم | يصل إلى 100 ملم. | يصل إلى 1250 ملم. | يصل إلى 3000 ملم. | يصل إلى 8000 مم. |
| 0,5 - 0,8 | 5.00 روبل روسي | 12.00 روبل روسي | 25.00 روبل روسي | 70.00 روبل روسي |
| 1,0 - 1,2 | 6.00 روبل روسي | 14.00 روبل روسي | 25.00 روبل روسي | - |
| 1,5 | 6.50 روبل روسي | 15.00 روبل روسي | 26.00 روبل روسي | - |
| 2,0 - 2,5 | 7.00 روبل روسي | 16.00 روبل روسي | 26.00 روبل روسي | - |
| 3,0 | 7.50 روبل روسي | 17.00 روبل روسي | 33.00 روبل روسي | - |
| 4,0 | 9.00 روبل روسي | 23.00 روبل روسي | - | - |
| 5,0 | 10.00 روبل روسي | 25.00 روبل روسي | - | - |
| 6,0 | 12.00 روبل روسي | 28.00 روبل روسي | - | - |
| 8,0 | 14.00 روبل روسي | - | - | - |
| 10,0 | 15.00 روبل روسي | - | - | - |
فوائد خدماتنا
تقدم شركة رشار خدمات ثني الصفائح المعدنية بسمك 0.5-6.0 مم. تشمل المزايا الرئيسية لدينا:
- تكلفة معقولة. يسمح لنا إنتاجنا الخاص بالحفاظ على أسعار معقولة لثني الصفائح المعدنية ؛
- عمل عالي الجودة. لثني الصفائح المعدنية تحت الطلب ، يتم استخدام المعدات الحديثة. توفر المكابس الهيدروليكية دقة الأبعاد اللازمة للجزء النهائي ؛
- نهج معقد. بالإضافة إلى خدمات ثني الصفائح المعدنية ، نقدم خدمات القطع بنفث الماء ، ختم باردوأنواع المعالجة الأخرى بموجب الأمر.
في شركة "Rushar" يمكنك تقديم طلب لتصنيع لوح من قطع ثلاثية الأبعاد بأشكال وأحجام مختلفة. يمكن عمل ثني المعادن حسب الطلب وفقًا للرسومات الفردية للعميل. نوصيك أولاً بتقديم طلب لحساب ثني الصفائح المعدنية. باستخدام خدمة الموقع الإلكتروني هذه ، يمكنك معرفة تكلفة ثني الصفائح المعدنية في موسكو ومنطقة موسكو أو منطقة أخرى من الاتحاد الروسي.
للحصول على المساعدة ، يرجى الاتصال بمديرينا على رقم الهاتف المشار إليه في الموقع. تحقق معهم من الأسعار الحالية لثني المعادن وأنواع المعالجة الأخرى.
بالطبع ، يمكن ثني الأنابيب ذات القطر الصغير باستخدام الملزمة الأكثر شيوعًا لهذا الغرض. ولكن ماذا عن الأنابيب ذات القطر الكبير بدرجة كافية؟ لهذه الأغراض ، توجد آلات خاصة تسمح بثني الصفائح المعدنية والأنابيب دون تشوه أو تلف ، مع مراعاة سماكة المعدن الذي صنعت منه وليونة ، وكذلك تحديد نصف قطر الانحناء ، وهو أمر مهم للغاية.
مفهوم ثني المعادن
عملية الأقفال لثني الصفائح المعدنية هي سلسلة من الإجراءات ، ونتيجة لذلك تتخذ الصفائح المعدنية الشكل اللازم وفقًا للرسم دون استخدام اللحام أو طرق الربط الأخرى التي تؤثر بشكل كبير على هيكل المعدن ، مما يقلل من حجمه. القوة والخدمة في الحياة. في هذه العملية ، يتم شد الطبقات الخارجية للصفائح المعدنية وضغط الطبقات الداخلية.
يكمن جوهر التكنولوجيا في حقيقة أن جزءًا من قطعة العمل بالنسبة إلى الآخر منحني بزاوية معينة ومحددة مسبقًا. يتعرض المعدن للتشوه أثناء عملية الانحناء. يعتمد مستوى التشوه المسموح به على سمك المعدن وزاوية ثنيه وهشاشة المادة والسرعة التي تحدث بها عملية الانحناء.
يتم تنفيذ الإجراء باستخدام معدات خاصة لثني الصفائح المعدنية ، والتي تتيح لك الحصول على منتج نهائي دون عيوب في الإخراج. إذا تم ثني المعدن بشكل غير صحيح ، فإن ظهور العديد من الشقوق الصغيرة سيؤدي إلى إضعاف المادة عند المنعطف ، لذلك قد ينكسر المنتج النهائي في هذا المكان في أكثر اللحظات غير المناسبة.
عادة ما تستخدم تقنية ثني المعادن للصفائح المعدنية ذات السماكات المختلفة. يجب أن يتجاوز إجهاد الانحناء حد المرونة. بالإضافة إلى ذلك ، يجب أن يكون تشوه قطعة العمل من البلاستيك. في هذه الحالة فقط ، ستحتفظ قطعة العمل بالشكل المعطى لها بعد إزالة الحمولة.
من بين مزايا هذه الطريقة في معالجة المعادن ، من الضروري ملاحظة الإنتاجية العالية ، وإمكانية أتمتة العملية والحصول على هيكل سلس نتيجة لذلك ، مما يزيد من مقاومة التآكل وقوة المنتج.
لكن على الهياكل الملحومةبعد فترة زمنية معينة ، تبدأ عملية التآكل في منطقة اللحام ، والتي لا يمكن حمايتها حتى بمساعدة طلاء خاص. ويمكن أن توفر تكنولوجيا ثني الصفائح المعدنية هيكل معدنيالنزاهة وحمايتها من تكوين الصدأ المبكر.
أنواع ثني المعادن
يمكن عمل ثني المعادن يدويًا أو باستخدام معدات متخصصة. يعد ثني المعدن بيديك عملية شاقة إلى حد ما تستغرق الكثير من الوقت وتتكون من العمل باستخدام الزردية والمطرقة. الانحناء معدن رقيقتنفق مع مطرقة.
لميكنة الإجراء ، يتم استخدام أجهزة خاصة لثني الصفائح المعدنية - بكرات ومكابح ضاغطة وآلات ثني الأسطوانة. لإعطاء الصفيحة شكلًا أسطوانيًا ، من المعتاد استخدام بكرات هيدروليكية أو يدوية ، أو بكرات مدفوعة كهربائيًا. بمساعدتهم ، يمكنك الحصول على تفاصيل الحجم مثل المداخن والأنابيب والمزاريب.

في أغلب الأحيان ، يتم ثني الصفائح المعدنية باستخدام فرامل الضغط. لقد وصل تطوير المعدات اليوم إلى مستوى يمكن لماكينات ثني الألواح إنتاجه في دورة عمل واحدة تفاصيل معقدةمع خطوط أضعاف متعددة. يتم تغيير أداة الانحناء بسرعة ، لذلك يمكن إعادة تكوين الماكينة بسرعة في أقصر وقت ممكن لمنتج آخر.
منطقة التطبيق
عادة ما يتم استخدام إجراء ثني المعادن في الصناعات الصغيرة والأسر المعيشية لتصنيع التشكيلات الجانبية بأحجام مختلفة ، والأقسام الجاهزة ، ومنتجات الخزائن ، والزوايا ، وقضبان القنوات ، والمنحدرات ، والمزاريب ، والأطر المعدنية وأنظمة البناء المعلقة وغيرها من المنتجات المعدنية.
في الصناعة والحياة اليومية ، لا يمكن الاستغناء عن الأنابيب في عصرنا. ومع ذلك ، تجدر الإشارة إلى أن تكوين اتصالاتهم يكون في بعض الأحيان معقدًا للغاية. لتقليل عدد العناصر المرتبطة وتقليل التوصيلات الملولبة ، يمكن إعطاء الأنابيب تكوينًا معينًا عن طريق ثنيها بالزاوية المطلوبة.

يتيح لك إجراء ثني الصفائح المعدنية `` افعلها بنفسك '' الحصول على الهندسة اللازمة لشبكات الصرف الصحي والمياه والغاز بأقل تكلفة ، مما يوفر أقل مقاومة داخل القنوات.
تم تصميم آلات ثني الألواح لمعالجة الفولاذ والنحاس والألمنيوم. تسمح لك هذه المعدات بثني المواد التي تحتوي على طلاء الزنك أو الطلاء. تتيح تنقل المعدات لعملية ثني المعادن إمكانية تنفيذ العديد من الأعمال مباشرة في المرافق ، مما يوفر المال والوقت لنقلها.
وظائف الآلة
آلة ثني المعادن محلية الصنع هي فئة منفصلة لممثلي هذا النوع من الآلات. يمكنك صنع مثل هذه الآلة بنفسك لاستخدامها في المنازل الخاصة ، على سبيل المثال ، لوضع أنابيب المياه وبناء دفيئة. لا يتطلب إنشاء آلة ثني المعادن تطوير الرسومات التفصيلية. ولكن من أجل هذا ، تحتاج إلى إعداد قالب من الخشب أو أي مادة أخرى تتبع محيط شكل معين من الانحناء.
عند ثني قطعة العمل ، من المهم تحديد أبعادها بشكل صحيح. يوصى بحساب طول قطعة العمل ، مع مراعاة نصف قطر الانحناء للصفائح المعدنية. بالنسبة للأجزاء التي تم ثنيها بزاوية قائمة دون إنشاء دوائر دائرية من الداخل ، يجب أن يكون بدل الانحناء لقطعة العمل 0.6 - 0.8 من مؤشر سمك المعدن.
يمكنك الانحناء بيديك فقط الأجزاء والفراغات المصنوعة من معادن الدكتايل - الألومنيوم والنحاس والفولاذ غير المقوى والنحاس. يعتمد حجم أقل نصف قطر للثني على الخصائص التقنية لمادة قطعة العمل وتقنية الانحناء وجودة السطح. يوصى باستخدام الأجزاء ذات نصف قطر الانحناء الصغير حصريًا من مواد بلاستيكية ؛ ويمكن أيضًا أن تكون مُلدنة مسبقًا.
افعل ذلك بنفسك ثني الأنابيب
هناك عدة أنواع من ثني الأنابيب: "Kalach" ، عندما يكون الأنبوب مثنيًا في نصف دائرة مع توفير دوران 180 درجة ؛ "قوس" - الأنبوب المنحني يشبه الحرف "P" ؛ "المعوض" ، والذي يستخدم لتجاوز العقبات ؛ "بطة" - ينحني حسب النوع خطاب باللغة الإنجليزية"N" وغيرها.
من الممكن ثني الأنابيب الملحومة وغير الملحومة ، والأنابيب بدون حشو ومع حشو (رمال نهرية جافة) ، مما يحمي جدران الأنابيب من تكوين التجاعيد والطيات عند الانحناءات. وفقًا للنظرية ، يتم إجراء ثني الصفائح المعدنية والأنابيب في المنزل حصريًا في حالة البرد.
بالنسبة للأنابيب التي يبلغ قطرها من 10 إلى 15 ملمًا ، يتم استخدام لوحة بها ثقوب ، يتم فيها تثبيت المسامير في الأماكن المناسبة ، والتي تتوقف أثناء الانحناء. الأنابيب التي يصل قطرها إلى 40 ملمًا ونصف القطر الكبير للانحناء عادة ما تكون مثنية على البارد باستخدام مغزل ثابت. هناك طرق أخرى لثني الأنابيب الفولاذية ، لكنها تحتاج إلى إنشاء تركيبات خاصة.

يتميز الانحناء البارد لأنابيب دورالومين والنحاس والنحاس الأصفر ببعض الميزات. قبل الإجراء ، من المعتاد أن تصلب الأنابيب - النحاس عند درجة حرارة 600-700 درجة مئوية مع التبريد بالماء ، والأنابيب النحاسية - عند درجة حرارة 600-700 درجة مع تبريد الهواء ، ومنتجات duralumin - عند درجة حرارة 350 -400 درجة مع تبريد الهواء. شاهد مقطع فيديو عن ثني الصفائح المعدنية لترى كيف يتم ذلك.
يجب ملء الأنبوب بالصنوبري المنصهر أو البارافين أو الستيرنيوم ، ومن ثم يجب ترك الحشو ليبرد. بعد إجراء الثني ، يجب صهر الركام بدءًا من النهايات ، لأن تسخين منتصف الأنبوب الذي يحتوي على الركام يؤدي إلى تكسره.
مبادئ الانحناء
تعتبر المبادئ الرئيسية للانحناء في مثال إنشاء قوس. مباشرة قبل بدء الانحناء ، من الضروري تحديد طول الشريط المعدني أو قطعة العمل من الرسم ، وكذلك لحساب ثني الصفائح المعدنية. في هذه الحالة ، من الضروري السماح لكل انحناء بسمك 0.5 شريط و 1 ملم لترتيب الأطراف لكل جانب. قم بمحاذاة قطعة العمل ، إذا لزم الأمر ، على ملف السندان وفقًا للرسم وقم بتطبيق مخاطر نقاط الانحناء.
يتم ثني الشريط في نائب مع زوايا ميتري في التسلسل التالي. ثبت قطعة العمل في ملزمة على مستوى المنعطف ، وصنع الانحناء الأول بضربات المطرقة ، وأعد ترتيب قطعة العمل في الرذيلة وثبتها بالإرسال مع الشريط. ثم قم بعمل طية ثانية.
تحتاج إلى الحصول على قطعة العمل وتحديد طول أرجل الحامل. من المعتاد ثني القوس باستخدام قضيب مغزل في الرذيلة ، وثني كلا الكفوف. تحقق من الانحناءات على المربع ، إذا لزم الأمر ، قم بتصحيحها باستخدام كتلة مغزل ومطرقة. بعد نهاية الانحناء ، قم برفع الجزء إلى الحجم المطلوب.
لقد فهمت بالفعل أن ثني المعدن له أهمية كبيرة في الظروف المعيشية. لكن لهذا تحتاج إلى آلة خاصة والقدرة على استخدامها. تذكر أن العديد من العوامل تؤثر على سعر ثني الصفائح المعدنية. إذا تم إجراء عملية الانحناء في انتهاك للتكنولوجيا والقواعد ، وأيضًا دون مراعاة الميزات التي تتميز بها هذا النوع المعين من العمل ، فستتلقى منتجًا نهائيًا بجودة رديئة.
تعليقات:
- ما هي تقنية ثني المعادن؟
- افعل ذلك بنفسك ثني المعادن
- كيفية عمل قوس عن طريق الانحناء
- كيف تصنع آلة ثني المعادن بيديك؟
كيف يتم ثني المعادن باليد؟ وانت تفعل أعمال البناءغالبًا ما يكون من الضروري ثني العناصر المعدنية. على سبيل المثال ، قد يكون من الضروري ثني الصفائح المعدنية أو الأنابيب. الأنابيب ذات القطر الصغير عازمة مع الرذيلة.
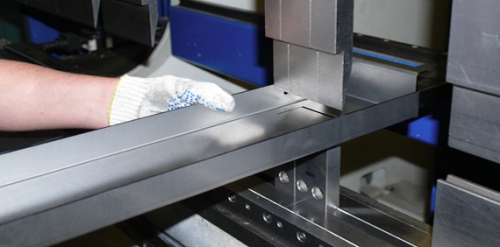
يحدث ثني الصفائح المعدنية على آلة الثني بدون لحام ولا ينتهك بنية المعدن.
في كثير من الأحيان ، عند القيام بأعمال البناء ، يصبح من الضروري ثني الأنابيب ذات القطر الكبير. لمثل هذا العمل ، هناك حاجة إلى آلات خاصة لثني الأنابيب والصفائح المعدنية. العنصر المثني لا يتلقى أي ضرر.
عند ثني الأجزاء ، يتم أخذ مرونة المادة وسمكها في الاعتبار وتحديد نصف قطر الانحناء.
ما هي تقنية ثني المعادن؟

مخطط تجميع لثني الألواح محلي الصنع: 1 - قاعدة ؛ 2 - صامولة العجلة اليدوية ؛ 3 - المشبك 4 - ورقة الانحناء. 5 - المشبك 6 - لكمة العقص.
ثني الصفائح المعدنية هو أداء بعض الإجراءات ، ونتيجة لذلك تكتسب الصفائح المعدنية الشكل المطلوب. يحدث ثني الجزء بدون مساعدة من اللحام أو أي وصلات أخرى تقلل من قوة ومتانة المادة.
عندما يتم ثني المنتج ، يتم شد طبقاته الخارجية وضغط الطبقات الداخلية. تقنية الانحناء هي ثني جزء من الجزء بالنسبة للآخر للزاوية المطلوبة.
أثناء الانحناء ، تتعرض المادة للتشوه. يعتمد مقدار التشوه المحتمل على سمك المادة وزاوية الانحناء واللدونة وسرعة الانحناء.
يتم إجراء الانحناء عن طريق معدات ثني الأجزاء. يقوم هذا الجهاز بثني العنصر بطريقة لا تتلف الهيكل النهائي.
إذا لم يتم ثني العنصر بشكل صحيح ، فستحدث عيوب مختلفة على سطحه ، ونتيجة لذلك ستتلقى المادة مثل هذا الضرر على خط الانحناء الذي قد ينكسر الهيكل النهائي. يتم الانحناء للصفائح ذات السماكات المختلفة.
يجب أن يكون إجهاد الانحناء للمادة أكبر من حدها المرن. نتيجة الانحناء ، يجب أن يحدث تشوه البلاستيك للمادة. في هذه الحالة ، سيحتفظ الهيكل النهائي بعد عملية الانحناء بالشكل الذي تم إعطاؤه له.
رسم بندر (تفصيل): 1 - مشبك ؛ 2 - الخد 3 - قاعدة 4 - قوس. 5 - مشبك ملحوم 6 - المحور 7 - زاوية الثقب.
فوائد عملية الانحناء:
- هذه العملية منتجة للغاية.
- نتيجة الانحناء ، يتم الحصول على قطعة عمل لا تحتوي على خط التماس.
- الهيكل النهائي مقاوم للغاية للتآكل.
- المنتج متين للغاية.
- لا يظهر الصدأ عند ثني المنتج.
- الهيكل صلب.
سلبيات:
- عملية الانحناء اليدوي شاقة للغاية.
- معدات الانحناء باهظة الثمن.
على عكس الهياكل المصنوعة عن طريق ثني الصفائح المعدنية ، فإن الهياكل الملحومة لها اللحاموهي عرضة للتآكل والصدأ.
يتم ثني المنتجات يدويًا أو بمساعدة المعدات. الانحناء اليدوي يتطلب عمالة كثيفة. يتم ذلك بمطرقة وزردية. يتم إجراء ثني المادة ذات السماكة الصغيرة بمطرقة.
يتم ثني الصفائح المعدنية باستخدام بكرات أو مكابس أو آلات أسطوانة. لتشكيل ورقة إلى أسطوانة ، يتم استخدام بكرات يدوية أو هيدروليكية أو كهربائية. تصنع الأنابيب بهذه الطريقة.
![]()
مخطط تجميع ضربة العمل: 1 - ملحق مصنوع من الخشب ؛ 2 - قاعدة 3 - الخد الأيمن 4 - ورقة الانحناء. 5 - المشبك 6 - محور الثقب ؛ 7 - لكمة 8 - ذراع اللكمة.
يتم استخدام ثني المعادن في بناء المنازل لتصنيع المزاريب ، والملامح ، والأطر المعدنية ، والأنابيب وغيرها من الهياكل. عند ثني الصفائح المعدنية بيديك ، يمكنك عمل أنابيب بأقطار مختلفة. بمساعدة الآلات ، يتم ثني المواد المطلية بالزنك.
إذا كنت بحاجة إلى ثني المعدن في المنزل ، فيمكنك صنع آلة ثني بيديك. لتصنيع الماكينة ، تحتاج إلى عمل قالب مصنوع من الخشب له شكل منحني معين.
عند ثني المنتج ، من الضروري تحديد أبعاده. يتم حساب طول الهيكل مع مراعاة نصف قطر الانحناء للورقة. بالنسبة لقطع العمل المثنية بزاوية قائمة ، دون عمل تقريب ، يجب أن يكون بدل الانحناء 0.6 من سماكة الورقة.
بيديك ، يمكنك ثني الهياكل المصنوعة من معادن الدكتايل: النحاس والنحاس والألومنيوم. يعتمد نصف قطر الانحناء على جودة المادة وطريقة الانحناء. المنتجات ذات نصف قطر الانحناء الصغير مصنوعة من مواد بلاستيكية.
رجوع إلى الفهرس
افعل ذلك بنفسك ثني المعادن
رجوع إلى الفهرس
كيفية عمل قوس عن طريق الانحناء

عند ثني شريط فولاذي على آلة أسطوانية ، يجب أن يتطابق الشق العلوي على القضيب مع حجم الشريط.
المواد والأدوات:
- صفيحة معدنية
- ملزمة؛
- مطرقة؛
- الإطار؛
- شريط؛
- منشار كهربائي للمعادن.
أولاً ، تحتاج إلى حساب طول شريط الشغل وفقًا للمخطط وحساب ثني الصفائح المعدنية.
عند حساب كل منعطف ، يتم إجراء هامش يبلغ سمك الشريط 0.5 و 1 مم لكل منحنى من الأطراف على الجانب.
وفقًا للمخطط ، يتم قطع الشغل ، ويتم وضع علامات على مكان الانحناء. الفراغ عازمة في ملزمة مع مربعات.
تحتاج أولاً إلى تثبيت قطعة العمل في نائب على مستوى المنعطف. ثم ، باستخدام المطرقة ، يتم عمل الانحناء الأول.
ثم يتم إعادة ترتيب قطعة العمل في نائب ويتم تثبيتها بإطار جنبًا إلى جنب مع قضيب. ثم اصنع منعطفًا ثانيًا.
بعد ذلك ، يتم سحب الشغل ، ووضع علامات على طول أرجل الحامل.
يتم ثني قوس بإطار قضيب في نائب ، بينما يتم ثني كلتا ساقيه. الانحناء محدد بمثلث. إذا لم يتم الانحناء بشكل صحيح ، يتم تصحيحه بمطرقة وشريط إطار. بعد عملية الثني ، يتم قطع الهيكل بالأبعاد المطلوبة.
ثني الصفائح المعدنية هو عملية لا تستهلك الكثير من الطاقة لختم الصفائح المعدنية. لذلك ، في كثير من الحالات ، عندما لا يكون الأداء العالي مطلوبًا ، يتم إجراؤه على معدات بمحرك يدوي. هذا يقلل من تكلفة إعداد وتنظيم مناطق الإنتاج ، ويبسط إدارة الآلات ، ويقلل من تكلفة المنتجات المصنعة.
في نفس الوقت ، في ضوء جودة عاليةوحدات ثني الألواح ، دقة الانحناء تبقى على نفس المستوى.
ميزات الانحناء اليدوي لفراغات الألواح المسطحة
أي معدن قابل للانحناء له خصائص مرنة. لذلك ، في عملية تطبيق قوة تشوه قصيرة المدى على قطعة العمل ، فإن الخصائص البلاستيكية لمادة قطعة العمل ليس لديها وقت لتحقيقها بشكل صحيح. نتيجة لذلك ، يحدث الارتداد - استعادة جزئية لشكل الشغل المثني بعد سحب أداة العمل إلى موضعها الأصلي. لسوء الحظ ، فإن معالجة الصفائح المعدنية المرنة باستخدام مكابس ميكانيكية لا توفر فرصة لزيادة وقت ملامسة الثقب بقطعة العمل.
ثني الصفائح المعدنية
فيما يلي أنواع التصميمات والأساليب التكنولوجية المختلفة التي يمكن من خلالها تعويض ارتداد المعدن:

آلات الثني المزودة بمحرك يدوي لا تخلق مثل هذه المشاكل ، لأن وقت تثبيت المعدن تحت الضغط يحدده المشغل بنفسه.
 آلة المتداول
آلة المتداول في ممارسة إجراء عمليات الثني على معدات ثني الألواح هذه ، تكون الأنواع المختلفة منها كوحدة الثني والدرفلة أكثر شيوعًا. يكمن الاختلاف التكنولوجي بينهما في حقيقة أن آلة الثني تقوم بتشويه تسلسلي على كامل سطح التلامس للأداة مع قطعة العمل ، وآلة الدرفلة - فقط فوق جزء من هذا السطح. يتطلب المتداول جهدًا أقل لتنفيذه من الانحناء ، لكن دورة عمله أطول.
مجموعة متنوعة من العمليات التكنولوجية في الانحناء اليدوي
نظرًا لأن عزم الدوران باستخدام القوة العضلية محدود بالقدرات الفيزيائية للمشغل ، فغالبًا ما يتم استخدام ثني الصفائح المعدنية وفقًا لمخططات العملية التالية:
يتم تحديد معالجة الصفائح المعدنية باستخدام عمليات الثني وفقًا للعوامل التالية:

معدات الانحناء اليدوي الصفائح المعدنية
تعتبر آلة الثني التي يتم تشغيلها يدويًا أكثر شيوعًا في الإنتاج الصغير ، حيث يكون من الضروري في كثير من الأحيان تغيير المعدات بسرعة من حجم قياسي واحد من المنتجات المصنعة إلى حجم آخر. توفر معالجة الصفائح المعدنية على آلات الثني اليدوية مساحة الإنتاج ، وفي معظم الحالات لا تتطلب استخدام أدوات متخصصة باهظة الثمن - قوالب.
كيف تصنع آلة الانحناء بيديك
نظرًا للزيادة الحادة في القوة واللحظة المطبقة ، يجب ألا يتجاوز سمك فراغات الصفائح للانحناء والقطع اللاحق للصلب 1.2 ... 1.5 مم ، ولسبائك مطيلة أكثر ، على سبيل المثال ، الألومنيوم - 2 ... 3 مم. تسمح هذه القيود تمامًا باستخدام هذه التكنولوجيا في إنتاج عناصر البناء الفولاذية - الحواف ، المزاريب ، مربعات تقاطع، وكذلك في إنتاج عناصر إضافية لسقف المباني. في إنتاج هذه العناصر من الشريط ، يجب أن تحتوي الماكينات على سكاكين جانبية لقطع الحواف المعيبة للمنتج. 
ميزة آلات ثني الألواح اليدوية هي أنه عند معدلات التشوه المنخفضة ، لا يوجد تقشير للطلاء الوقائي الأولي لقطع العمل. لذلك ، تسمح تقنية الثني اليدوي تمامًا بوجود طلاء الزنك أو طبقة من الطلاء على المعدن الأصلي.
يتم تصنيف أنواع آلات الثني على البارد وفقًا للمعايير التالية:

وتجدر الإشارة إلى أن الشركات المصنعة الرائدة في ماكينات ثني الألواح اليدوية تزودهم غالبًا بخيارات إضافية.
واحدة من أكثر الشركات المصنعة شهرة لهذه المعدات هي الشركة الأمريكية Tapco (Tapko). يتم وضع آلات هذه الشركة من قبل الشركة المصنعة كوحدات يجب أن تشارك في إنتاج عناصر التسقيف الخارجية لهياكل المباني ، وبالتالي يجب أن تعمل بشكل أساسي في الهواء الطلق. لذلك ، فإن عقد هذه المعدات مصنوعة حصريًا من الفولاذ المطلي بطبقة مقاومة للتآكل.
توفر تقنية الانحناء في ماكينة Tapco القدرة على إجراء التحولات التالية:
- قطع قطعة العمل الأصلية إلى الحجم (كل هذه الآلات من نوع التغذية ، حيث يتم تحريك قطعة العمل في اتجاه واحد فقط).
- الانحناء اللاحق أو المقطع الجانبي (يتم تحديده حسب نوع الأداة المثبتة على شريط التمرير المنحني).
- تشذيب الحواف مع معايرة متزامنة للجزء النهائي.

من السهل تفكيك الآلات وصيانتها ، حيث تقوم الشركة المصنعة بتجميعها باستخدام طريقة التجميع المعيارية. للسبب نفسه ، من السهل نقل ماكينات Tapko إلى مكان جديد للاستخدام. في الوقت نفسه ، فإن استخدام المعدن عالي الجودة لتصنيع الأدوات وأجزاء من هذه الآلات له تأثير مماثل على سعرها.
فيديو: آلة ثني يدوية



