لحام موضعي. اللحام بالتلامس: الأجهزة والآلات والأقطاب الكهربائية والصور والفيديو.
يعد اللحام بالمقاومة أحد الأنواع الرئيسية للحام باستخدام الضغط ، والذي ينتمي إلى الطبقة الحرارية الميكانيكية. تتم عملية التسخين فيها عن طريق الحرارة المنبعثة من مرور التيارات الكهربائية عبر الأجزاء الملامسة للوصلة. السمة المميزة للحام بالمقاومة ، وكذلك جميع أنواع اللحام بالضغط الأخرى ، هي التشوه البلاستيكي للمادة في منطقة التلامس لقطع العمل المراد ربطها.
مبدأ اللحام بالمقاومة
أثناء اللحام النقطي بالمقاومة ، يساهم التكوين القسري للروابط بين الذرية في المشابك البلورية للمعادن الملامسة في تكوين اللحام. تحت تأثير تيار عالي الكثافة عند نقاط التلامس ، يتم تسخين معادن قطع العمل بالانتقال إلى شكل لدن بالحرارة أو انصهار. من الضغط المستمر للمنتجات الساخنة ، يتم تشكيل مناطق تلامس إضافية. في سياق العملية ، أصبحوا أكثر فأكثر حتى التقارب النهائي ، أي اللحام.
يوفر الرسم التخطيطي للحام المقاومة تنفيذ العمليات على ثلاث مراحل. وهي تشمل بداية التلامس المادي للأجزاء المراد لحامها ، وتشكيل روابط كيميائية في المشابك البلورية للمواد ، واستمرار التفاعلات الجارية عند حدود الحافة حتى يتم الحصول على المفصل. تساهم المرحلة الأولى من تشغيل آلة اللحام بالتلامس في تقارب ذرات الأسطح المراد ربطها. في هذه الحالة ، لا يتم ضمان تفاعلهم المادي فحسب ، بل يتم إزالته أيضًا من أسطح الفيلم ، ويتم تسوية الخشونة.
في نفس الوقت ، يبدأ التفاعل بين الذرات للمواد. في المرحلة الثانية ، عند توصيل قذائف الإلكترون ، تفاعلات كيميائية، مما يساهم في تكوين وصلة ملحومة. خلال المرحلة الثالثة من اللحام ، يحدث اختراق متبادل للذرات عند حدود التلامس للأجزاء. إنه ، جنبًا إلى جنب مع التفاعلات المرتبطة التي تحدث في منطقة اللحام ، له تأثير مشوه على معدن اللحام المشكل والمناطق المجاورة.
يتم إجراء اللحام التلامسي ، الذي يتوفر سعره للجميع اليوم ، باستخدام آلات خاصة. المكون الميكانيكي لهذا الجهاز عبارة عن وحدات ذات آليات تساهم في إنشاء الضغط المطلوب لضغط المنتجات المتصلة. الجزء الكهربائي من هذا الجهاز محول اللحام، مفتاح لحام الاتصال (منظم) ، قاطع تيار اللحام، العناصر الموصلة.

يتم تقسيم الآلات وفقًا لأنواع اللحامات التي يتم إجراؤها إلى بعقب أو درز أو نقطة. حسب التصميم ، تتشابه آلات اللحام التلامسية مع بعضها البعض. بالإضافة إلى ذلك ، تم تجهيز الأجهزة الخاصة بعمل وصلات التماس بمحرك يقوم بتدوير الأقطاب الكهربائية. المعدات المستخدمة في اللحام التناكبي لها محرك خاص للاقتراب من قطع العمل بسرعة معينة: منخفضة - للذوبان ، عالية - للترسيب.
يتم تغذية هذه الأجهزة بتيارات محول متناوبة. يتم توصيل الملف الأولي لمحولات اللحام بالمقاومة هذه بشبكات طاقة 220-380 فولت. وتتكون من أقسام مطلوبة لتبديل مستوى الطاقة عن طريق ضبط عدد دورات العمل. تشكل دورة أو دورتان بجهد 1-12 فولت الملف الثانوي للمحول. يتم تضمين هذه الآلات من جانب موقع لف المحول الأساسي.
ترجع الحاجة إلى التشغيل والإيقاف المنتظم أثناء العمل إلى استخدام قواطع خاصة. إنها مصنوعة في شكل معدات إلكترونية أو كهرومغناطيسية أو موصلات ميكانيكية تقليدية. غالبًا ما يتم استخدام الأخير في آلات اللحام النقطي أو اللحام التناكبي منخفضة الطاقة ذات الحركة غير التلقائية. تعتبر الموصلات من النوع الكهرومغناطيسي فعالة ليس فقط في اللحام النقطي والعقبي ، ولكن أيضًا في اللحام ذي القدرة المتوسطة للمعدات. وتستخدم المقاطعات الإلكترونية التي تضمن تزامن تشغيل (إيقاف) التيار عند مدة معينة من التوقفات المؤقتة والعمل النبضي في العديد من آلات اللحام النقطي بالمقاومة الأوتوماتيكية.

عند ضغط الأجزاء بين أقطاب آلة اللحام بالتلامس MT ، يلزم وجود أجهزة ضغط خاصة. يتم تسهيل ضغط المنتجات الموجودة فيها بواسطة محركات الأقراص: الكهروميكانيكية ، الزنبركية ، الهيدروليكية ، الهوائية. يتم استخدام محرك يدوي بشكل أقل تواترًا ، وقد تم إثبات جدوى استخدامه لآلات اللحام ذات المقاومة النقطية ذات الطاقة المنخفضة.
آلات اللحام النقطي فعالة في معالجة قطع العمل ذات السماكة الصغيرة. بعقب - تستخدم بنشاط في اللحام الآليعن طريق صهر الفراغات بمقطع عرضي كبير. تختلف عن الأجهزة الخاصة بوصلات التماس بموصل انزلاقي خاص وآلية تشغيل لأقطاب الأسطوانة من أجل اللحام بالتلامس.
م 1-12 فولت تشكل الملف الثانوي للمحول. يتم تضمين هذه الآلات من جانب موقع لف المحول الأساسي.

نظرًا للأداء الجيد ، نظرًا لسهولة التنفيذ ، يتم استخدام جميع أنواع معدات الاتصال على نطاق واسع في الإنتاج الصناعي ، وخاصة في صناعة السيارات. طريقة اللحام هذه هي الأساس العملية التكنولوجيةعمل الجسم. كل من التركيبات الثابتة ، والحوامل الخاصة ، والزردية المعلقة للحام التلامس فعالة. يعتمد اختيار الآلة على خصائص المعادن ، وصلات ملحومة، أنواع ملفات تعريف المواد المعالجة ، لا توجد قيود عليها عمليًا ، سواء كانت مقاومة اللحام للتركيبات أو الأنابيب أو السلاسل أو القضبان.
يمكن إجراء اللحام الملامس بمساعدة ذوبان المواد وبدونها. في الإصدار الأخير ، يتم تحقيق الاتصال عن طريق تشوه المادة بالتفاعل المادي للأسطح المراد لحامها ، ونتيجة لذلك يتم تكوين هيكلها العام. في حالة أخرى ، يتم خلط المواد المنصهرة بالتشوه البلاستيكي للمعدن المتبلور لاحقًا. يسمح جهاز اللحام النقطي الملامس بالقيام بذلك في منطقة محدودة ، ويتضمن اللحام التناكبي بطريقة الوميض إزاحة المصهور جزئيًا.
تتأثر خصائص معدن اللحام وخصائص الوصلات الملحومة بشكل كبير بمعدل التسخين والتشوه البلاستيكي والتبريد. مع زيادة السرعة تزداد قوة وصلابة المفصل. إذا كان المؤشر الأخير مرضيًا ، وكان الأول غير كافٍ ، يخضع المنتج للمعالجة الحرارية لتحقيق خصائص الأداء المطلوبة. يمكن إجراء المعالجة الحرارية المحلية لمنطقة الوصلة مباشرة في آلة اللحام بالتلامس.
اللحام جزء لا يتجزأ من أي عملية بناء أو إصلاح. بعد كل شيء ، بمساعدتها ، يمكنك ربط الأجزاء المعدنية المختلفة بأمان وإنشاء الإطارات والأسوار والأسوار.
ومع ذلك ، فإن الاستخدام الماهر لآلة اللحام يتطلب خبرة. هذا ينطبق بشكل خاص على اللحام بالتماس ، لأن هذه العملية تتطلب دقة عالية و مستوى جيدملكية الجهاز. اقرأ المزيد عن طريقة التثبيت هذه وأنواعها المختلفة أدناه.
خصائص طريقة اللحام التلامسي
تلامس اللحام- هذه هي عملية توصيل العناصر المعدنية ، والتي تحدث بسبب مرور تيار كهربائي قادم منها آلة لحام.
من المكونات المهمة جدًا لطريقة الاتصال منطقة المقاومة الموجودة في منطقة اتصال العناصر المعدنية. هذا هو السبب في أن هذا النوع يسمى أيضًا اللحام بالمقاومة الكهربائية. يحدث مزيج الأجزاء المعدنية نتيجة عمليتين فيزيائيتين: التسخين بتيار كهربائي والضغط على المعدن.
يستخدم هذا النوع على نطاق واسع بسبب عدد من المزايا التي يتمتع بها مقارنة بالآخرين. تسمح لك الطاقة الكهربائية الكبيرة بالعمل بسرعة وإنتاجية ممتازة. يستغرق إنتاج مفصل واحد ما يصل إلى ثانية واحدة! هذه الطريقة عالية الجودة.
الميزة الواضحة هي أن عملية اللحام بالمقاومة لا تتطلب استخدام أي مواد مستهلكة: لا يوجد غاز ، لا تدفق ، لا سلك حشو. والأهم من ذلك ، أن هذه الطريقة صديقة للبيئة ، لذا فهي لا تؤثر على العامل ولا على البيئة. لاحظ أن العمل الذي يتم تنفيذه بواسطة طريقة الاتصال يمكن أن يتم إجراؤه حتى بواسطة عامل لحام مبتدئ ، نظرًا لبساطة العملية.
عرض اتصال نقطة
يتميز اللحام بالمقاومة بتنوع عملية الانضمام قطع معدنية.
هناك العديد من الأصناف من هذا النوع.

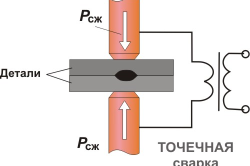
لأداء عمل شاق ودقيق بشكل خاص ، عادة ما يتم استخدام نوع موضعي من اللحام. وهي عبارة عن توصيل المعدن عند نقاط صغيرة ، والتي تعتمد على حجم الأقطاب الكهربائية في آلة اللحام. إنها الأقطاب الكهربائية التي تزود التيار وتضغط المواد الساخنة. على الرغم من حقيقة أن حجم نقاط الاتصال صغير (4-12 مم) ، فإن الأجزاء المعدنية مثبتة بإحكام مع بعضها البعض ، لذلك لا داعي للقلق بشأن تدمير الاتصال.
يعتمد قطر نقاط الاتصال على قوة الأقطاب الكهربائية والتيار ، والضغط المطبق على المعدن ، وأبعاد أجزاء التسخين من الأقطاب الكهربائية ، والحالة التي ترتبط بها الأجزاء المراد توصيلها. تستخدم عملية العمل النقطية نبضات التيار المستمر.
طريقة اللحام التنفيس
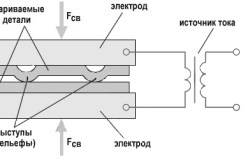
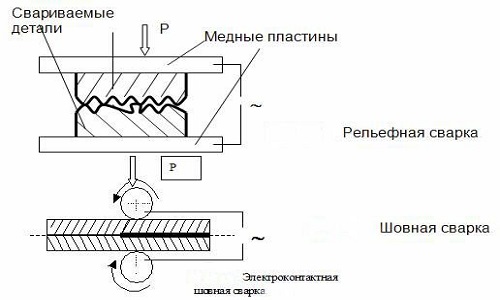
النوع التالي من طريقة الاتصال لربط الأجزاء المعدنية منقوش. يكمن جوهر العملية في أن النتوءات المُعدة مسبقًا على سطح الأجزاء مترابطة. يتم ختم هذه النتوءات باستخدام معدات خاصة. يمكن أن تكون بأشكال مختلفة: من جولة إلى مستطيلة. وهكذا ، فإن السطح الأولي للجزء منقوش ، ومن هنا جاء اسم عملية العمل عليها.
يتمثل الاختلاف الرئيسي بين طريقة التنفيس وطريقة النقطة في أنه مع النوع الأول ، يتم تحديد مساحة التأثير وحجم التماس حسب حجم النتوءات المعدة ، وليس بواسطة الأقطاب الكهربائية ، كما في الطريقة الثانية. هذا النوعيتطلب العمل الملامس للأجزاء زيادة طاقة الكهرباء ، وهو ما يمكن أن يسمى عيبًا.
لحام التماس: مميز
طريقة أخرى للحام المقاومة هي لحام اللحام. يتميز هذا النوع بحقيقة أن الأجزاء مترابطة باستخدام خط التماس المتقطع أو المستمر. يتكون المتقطع من بقع متكررة من اللحام النقطي. يتم اللحام نفسه بفضل الأقطاب الكهربائية القرصية ، التي تزود التيار لمساحة كبيرة بدرجة كافية في وقت واحد. يتم استخدام طريقة الخياطة المتقطعة أكثر من الطريقة المستمرة.
![]()
الحقيقة هي أن التماس المستمر يتطلب مؤهلًا أكبر للعامل ، وله أيضًا تأثير أكبر بكثير على المعدات من التماس المتقطع ، والذي يمكن العمل معه تدريجيًا دون زيادة التحميل على المعدات واللحام.
هناك أيضًا طريقة خطوة بخطوة لحام اللحام ، حيث يتم تطبيق التيار على بكرة القطب فقط بعد نقل الأجزاء. البكرات باستمرار على التفاصيل. لا يتم استخدام الطريقة الأخيرة عمليًا ، لأنها ليست منتجة بدرجة كافية وتتطلب معدات أكثر تطوراً.
عرض بعقب وخصائصه
طريقة التناكب هي طريقة أخرى لتوصيل الأجزاء تحت تأثير التيار الكهربائي. يختلف هذا النوع عن الأنواع الأخرى من حيث أن الأجزاء متصلة في الأماكن التي يتم فيها ربط النهايات المعدة خصيصًا الموجودة على سطح الأجزاء. هناك عدة طرق لحام بعقبالأجزاء المعدنية: مقاومة ، ذوبان مستمر ومتقطع.
في الحالة الأولى ، يتم ربط الأجزاء مسبقًا وضغطها ، وبعد ذلك يتم تطبيق تيار عليها ، مما يجعل المعدن في حالة بلاستيكية. باستخدام الطريقتين الأخيرتين ، يتم تسخين الأجزاء ثم توصيلها. فقط مع الصهر المستمر ، يتم تسخين المعدن طوال عملية الطهي بأكملها ، ومع الذوبان المتقطع ، يتم إما تسخين الأجزاء أو تخفيفها من أجل توفير موارد المعدات.
وتجدر الإشارة إلى أن هناك أيضًا طرقًا مشتركة لأجزاء اللحام المعدنية: التماس ، نقطة الراحة. توجد من أجل تكييف عملية اللحام مع حالة معينة.
هذا كل ما تحتاج لمعرفته حول الأنواع المختلفة لتوصيلات التلامس للمعادن تحت تأثير التيار الكهربائي! الاختيار الصحيح لنوع اللحام بالمقاومة هو مفتاح العمل الناجح.
- أنواع اللحام التلامسي
- لحام البقعة
- بعقب اللحام
- لحام تنفيس
- لحام التماس (بكرة)
- أنواع واستخدامات أخرى للحام التلامس
اللحام التلامسي هو ظاهرة ربط جزأين معدنيين مضغوطين بقوة كبيرة مع بعضهما البعض عن طريق تسخين مكان التلامس بينهما. صدمة كهربائيةحجم كبير. غالبًا ما تستخدم في الصناعة للإنتاج الضخم لنفس النوع من المنتجات.
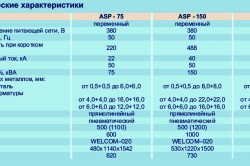
يمكن حساب كمية الحرارة المنبعثة خلال هذه العملية وفقًا لقانون جول لينز: Q = I 2 R Δt ، حيث أنا متوسط قوة النبضة الحالية ، R هي مقاومة التلامس ، Δt هي مدة النبضة. لكي تكون هذه الكمية من الحرارة كافية لتوصيل موثوق للأجزاء المراد لحامها ، يجب أن تكون قوة تيار اللحام كبيرة بما يكفي: من مئات إلى مئات الآلاف من الأمبيرات.
هذا يعني أن المصدر الحالي (آلة اللحام) يجب أن يطور طاقة كافية (1-500 كيلو فولت أمبير) بجهد خرج يتراوح من 1 إلى 15 فولت ومقاومة داخلية تبلغ حوالي 500 ميكرومتر. يجب أن تحتوي أقطاب اللحام التلامسي على مقطع عرضي كبير بدرجة كافية وأن تكون مصنوعة من سبائك النحاس ذات المقاومة المنخفضة. يمكن أن تختلف قوة ضغط الأجزاء المراد ربطها على مدى واسع: من عدة نيوتن إلى مئات الكيلونيوتونات.
قلب آلة لحامغالبًا ما يكون محول لحام مقاومًا خاصًا ، حيث يحتوي الملف الثانوي عادةً على عدد قليل من لفات الأسلاك بمساحة كبيرة المقطع العرضي. عادةً ما يتم تطبيق جهد متناوب على ملفه الأولي ، ولكن يمكن أيضًا إنشاء نبضات قوية من التيار المعدل فيه. لذلك ، على سبيل المثال ، تعمل دائرة اللحام التي تلامس المكثف. تحدث النبضات فيه عندما يتم تفريغ مكثف مشحون عالي السعة إلى الملف الأولي للمحول.
بالمقارنة مع الطرق الأخرى لتثبيت الأجزاء ببعضها البعض ، فإن اللحام الملامس له المزايا التالية التي لا يمكن إنكارها:
- سرعة عالية (أجزاء من الثانية) في أداء العمليات الفردية ، مما يسمح بإنتاجية عمل عالية ؛
- سهولة مراقبة الامتثال لظروف العملية المثلى ، مما يضمن الموثوقية و جودة عاليةاللحام حتى مع المؤهلات المنخفضة لفناني الأداء ؛
- يمكن أن تكون عملية اللحام مؤتمتة وآلية بسهولة ؛
- درجة عالية من الود البيئي.
أنواع اللحام التلامسي
رجوع إلى الفهرس
لحام البقعة
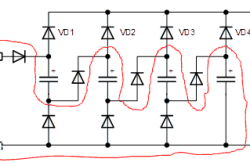
عادةً ما توفر مخططات اللحام هذه توصيل الأجزاء في نقاط فردية. يوضح الشكل 1 أ رسمًا تخطيطيًا لمثل هذه الطريقة للاتصال بهم. يشير الرقم 1 في جميع الرسوم البيانية لهذا الشكل إلى الأجزاء المراد لحامها. ترتبط الأقطاب الكهربائية بالملف الثانوي لمحول اللحام.
يتم تحديد موثوقية وجودة الوصلة الملحومة من خلال هيكل وأبعاد نقاط اللحام. وهم ، بدورهم ، يعتمدون على العوامل التالية:
- أبعاد وشكل سطح التلامس للأقطاب الكهربائية ؛
- حجم تيار اللحام المتدفق ؛
- وقت مرورها.
- حجم قوة الضغط (ضغط P) ؛
- حالة أسطح الأجزاء المراد ربطها.

وبهذه الطريقة ، من الممكن توصيل كل من الأجزاء المصغرة التي لها سمك بترتيب أجزاء الميكرومتر في الأجهزة الإلكترونية ، وألواح فولاذية يصل سمكها إلى عدة سنتيمترات في صناعات بناء الآلات.
يستخدم لحام التنفيس على نطاق واسع في صناعة السيارات: مفصلات أبواب اللحام والأقواس بالغطاء ، مثبتات الربط: المسامير ، البراغي والصواميل ، إلخ. في إلكترونيات الراديو ، يتم توصيل الموصلات بأجزاء صغيرة بهذه الطريقة. في دورة واحدة ، تسمح لك طريقة اللحام هذه بالحصول على عدد كبير من الوصلات الملحومة.
رجوع إلى الفهرس
لحام التماس (بكرة)
يستخدم هذا النوع من اللحام عندما يكون ذلك ضروريًا للحصول على وصلات ملحومة مختومة (إنتاج خزانات الغاز ، والصهاريج المختلفة ، والحاويات ، وما إلى ذلك). يتم إجراء هذا اللحام على آلات متخصصة ذات قطب أو قطبين من أسطوانة الضغط مصنوعة على شكل أقراص. أثناء اللف ، تقوم البكرات بضغط المنتجات بإحكام ليتم ربطها ولحامها. يمكن أن يتراوح سمك هذه المنتجات من 0.2 إلى 3 مم.
يمكن إجراء لحام التماس بثلاث طرق:
- مستمر ، ينتج عنه اتصال مستمر لا يحتوي على نوى مصبوبة تتداخل مع بعضها البعض. العيوب: التسخين القوي للبكرات ، مما يؤدي إلى الحاجة إلى إعادة شحذها بشكل متكرر.
- متقطع (على شكل نبضات فردية). من خلال تغيير مدة النبضات نفسها والفترات الفاصلة بينها ، من الممكن تغيير درجة تداخل النوى المصبوبة. تزداد مقاومة بكرات الإلكترود بطريقة اللحام هذه بشكل ملحوظ.
- خطوة ، يتم خلالها أيضًا تشغيل التيار بشكل متقطع ، وفي لحظة حدوثه ، تتوقف الأقطاب الكهربائية. تعمل هذه التوقفات على تحسين الاتصالات في منطقة التدفق الحالية وتقليل مخاطر التشققات الساخنة.
يستخدم اللحام بالتماس للاحتياجات المنزلية والصناعية.
تتميز أنواع اللحام التلامسي المستخدمة في مختلف الظروف بسعر ينمو حسب قوة وسرعة عملية العمل.
يوحد معدات لحامالمبدأ العام للتشغيل - في عملية العمل ، يتم تسخين نقاط طبقات المواد ولحامها عن طريق ملامستها للقاعدة التي تزود التيار الكهربائي.
اللحام الكهربائي هو اتصال يتم فيه تسخين الأجزاء الملحومة بشكل ثابت أو التيار المتناوب.
تُظهر الصورة أدناه رسمًا تخطيطيًا يمكن أن تحتويه آلة لحام تلامس.
مثل أي شخص آخر معدات الإنتاج، لحام التلامس الكهربائي له مزايا وعيوب.
من بين المزايا الرئيسية الإنتاجية العالية والحد الأدنى من المواد الاستهلاكية والجودة المثالية. خط اللحام.
الوقت المستغرق لتوصيل نقطة هو جزء من الثانية ويعتمد على معلمات المادة.
أثناء عملية اللحام ، يتم استهلاك الحد الأدنى من الهواء والماء ، وحتى عامل اللحام غير المؤهل يمكنه ضمان جودة اللحام.
في الوقت نفسه ، تعتبر تقنية اللحام بالمقاومة صديقة للبيئة ، علاوة على ذلك ، يمكن تشغيلها تلقائيًا.
يتم تنفيذ أعمال اللحام باستخدام آلات وأجهزة خاصة وعالمية.
تسمح لنا طبيعة الإجراء الفني بتقسيم معدات اللحام الملامسة إلى فئات:
- النماذج الميكانيكية - تتمتع بأقل قدر من القوة ؛
- آلي وشبه أوتوماتيكي - يمكن أن يكون له قوة عمل متوسطة وعالية ، ويستخدمان لمعالجة قطع العمل المستمرة.
حسب نوع التركيب ، يمكن أن يكون اللحام بالتلامس الكهربائي محمولًا أو متحركًا ومعلقًا وثابتًا.
الخيار الأول لا غنى عنه ، إذا لزم الأمر ، لإجراء لحام الأجسام الكبيرة الحجم ، مع كتلة كبيرة من العقد. على سبيل المثال ، الأنابيب وأجسام النقل وعربات السكك الحديدية والقضبان.
تُستخدم المعدات الثابتة لمعالجة المنتجات التي يسمح وزنها وأبعادها بتسليمها إلى مكان العمل.
تصنيف المعدات
يمكن أن تكون آلة اللحام بالتماس ، وفقًا لـ GOST 158-78-79 ، من أنواع مختلفة وفقًا لنوع طبقات اللحام.
آلة بعقب
اللحام بعقب الفلاش هو عملية تسخين بعقب اللحاماجتياز مستوى الجزء بأكمله.
غالبًا ما يتم استخدام الوصلة التناكبية في لحام الأنابيب النحاسية ؛ ولا يتم استخدام تقنية التماس والبقع للأنابيب النحاسية.
في الوقت نفسه ، فإن معالجة الأنابيب النحاسية بطريقة إعادة التدفق أمر صعب بسبب الحاجة إلى الحفاظ على المعدن المنصهر في نهايات العناصر المراد لحامها.
لذلك ، وفقا ل بعقب التكنولوجيا، إذا كانت الأنابيب ملحومة ، فليس من النحاس النقي ، ولكن من سبائكه. خلاف ذلك ، فمن الضروري استخدام ضغط مرتفع، تصل إلى 400 ميجا باسكال.
يتم إجراء اللحام التناكبي الومضي ، اعتمادًا على خصائص الهيكل المعدني ، والمنطقة المراد معالجتها والجودة المتوقعة للحام ، بطرق مختلفة.
في هذه الحالة ، يمكن إجراء اللحام بعقب الفلاش وفقًا لـ GOST 2601-84 باستخدام تقنية المقاومة ، والوميض بالتسخين والوميض المستمر.
المقاومة - تستخدم عند لحام مادة لا تتجاوز مساحة مقطعها 200 مم².
كقاعدة عامة ، تُستخدم تقنية اللحام بعقب الفلاش لمعالجة منتجات الصلب منخفضة الكربون ذات المقطع العرضي الصغير (الأنابيب والأسلاك والقضبان).
الانصهار - تسمح لك هذه التقنية بتوصيل المواد على شكل منتجات خرسانية مسلحة وأنابيب وفولاذ جانبي وقطع تركيب ، بمساحة مقطع عرضي تصل إلى 100 ألف مم².
وجدت التكنولوجيا تطبيقها في مجال بناء السفن ، في تصنيع سلاسل المراسي ، وملفات وحدات التبريد.
في قطاع السكك الحديدية ، حيث تسمح لك معدات اللحام هذه بتوصيل قضبان السكك الحديدية على مسارات غير ملحومة. يتيح استخدامه إمكانية إنتاج منتجات طويلة من المعادن الحديدية وغير الحديدية.
لحام بعقب التماس
يسمح لك الجهاز ، المصنوع وفقًا لـ GOST 2601-84 ، بتوصيل المواد باستخدام مناطق الصب ، وهي عبارة عن درز يتكون من نقاط لحام موجودة بشكل منفصل.
تتداخل المناطق أو لا تتداخل ، اعتمادًا على ماذا اللحامقد تكون مختومة.
في عملية اللحام هذه ، يتم استخدام آلة خاصة مزودة بقرص دوار واحد أو أكثر بأقطاب كهربائية.
تتيح لك تقنية اللحام الأسطواني الضغط بإحكام واللف وإجراء توصيل عالي الجودة للأجزاء.
يستخدم لحام الأسطوانة لإنتاج الأنابيب والخزانات وغيرها من المنتجات التي تتطلب ، وفقًا للمتطلبات التي تحددها GOST ، طبقات محكمة الغلق موثوقة للغاية.
لحام تنفيس
وفقًا لـ GOST 2601-84 ، لحام التنفيس عبارة عن آلة تسمح لك بتوصيل نتوءات الإغاثة في نقطة عمل واحدة أو عدة نقاط عمل في نفس الوقت.
تشبه هذه الآلة من حيث المبدأ جهاز اللحام التناكبي ، والفرق بينهما يتمثل في تحديد مكان اللحام من خلال شكل سطح المنتجات ، وليس من خلال منطقة عمل الأقطاب الكهربائية.
يمكن وضع نتوءات الإغاثة على واحد أو اثنين من المنتجات الملحومة في وقت واحد ؛ يتم تحضيرها مسبقًا عن طريق الختم.
يتم استخدام اللحام الملامس للارتياح في صناعة السيارات ، حيث يسمح لك الجهاز بإصلاح أنواع مختلفة من الأقواس على مادة الألواح.
في مجال الإلكترونيات الراديوية ، يتم استخدام لحام التنفيس لتوصيل الأسلاك عالية الجودة بالعناصر الرقيقة.
لحام بقعة الاتصال
وفقًا لـ GOST 2601-84 ، تتيح تقنية اللحام هذه توصيل العناصر في نقطة واحدة أو عدة نقاط في وقت واحد.
لتحديد قوة الاتصال ، تسمح خصائص نقطة اللحام مثل الحجم والبنية ، بدورها ، بالاعتماد على معلمات الأقطاب الكهربائية المستخدمة ، وقوة وسرعة التيار الذي يمر عبر المادة.
يسمح لك منظم اللحام التناكبي ، الموجود في النماذج الحديثة للآلات ، بتنفيذ سير العمل بخيارات مختلفة لقوة تيار اللحام.
كقاعدة عامة ، في تقنية التماس لا يوجد منظم لحام تلامسي ، ويتم توفير الدورة المطلوبة بواسطة قاطعات متزامنة.
عادة ما يتم تشغيل آلة اللحام النقطي بالمقاومة على خط التجميع. عنصر اللحام لاتصال التلامس في هذه الفئة هو أقطاب كهربائية.
الأداة قابلة للاستبدال ، لأنها تبلى بسرعة.
تصنع أقطاب اللحام من البرونز عالي الجودة والنحاس والكروم والكادميوم والتيتانيوم والبريليوم وتعمل كمكونات إضافية ، بناءً على ذلك ، يختلف سعر المنتجات ويمكن أن يتراوح من 1 إلى 5 دولارات.
وجدت تقنية هذا اللحام تطبيقاتها في قطاعات السيارات والطائرات وبناء السفن والزراعة ، فضلاً عن المجالات الصناعية الأخرى.
أحد أشكال هذا النوع من اللحام هو اللحام النبضي ، عندما يتم تسخين القطب بواسطة نبضات إلكترونية قصيرة المدى لكنها قوية. يستخدم اللحام النبضي في السيارات والمعدات والإصلاحات.
على سبيل المثال ، تعد التكنولوجيا النبضية مفيدة عند استخدام لحام الألومنيوم المقاوم ، مما يقلل من خطر ارتفاع درجة حرارة الماكينة وتآكل الأقطاب الكهربائية.
يتم تشغيل اللحام النبضي باستخدام التيار المتردد والطاقة ، والتي يتم تحويلها إلى نبضة ذات شكل معين.
في الوقت نفسه ، تختلف تقنية النبض للحام التلامس في العمل مع الطاقة المتراكمة وفي نبض التيار المعدل.
على ال هذه اللحظةسعر هذا الجهاز (اللحام النبضي للأغراض المنزلية) هو 100-140 دولار.
خصائص الأقطاب الكهربائية
توفر أقطاب اللحام بالتلامس تلامسًا لآلة اللحام مع قطعة العمل قيد المعالجة.
يشمل مخطط الغرض منها: إغلاق الأجزاء ، وإمداد التيار ، وإزالة الحرارة القادمة من الأجزاء ، وحركة العناصر (اللحام بمقاومة التماس).
في الوقت نفسه ، لا تتأثر إنتاجية وجودة التماس الملحوم بتصميم الأقطاب الكهربائية فحسب ، بل تتأثر أيضًا بالمواد التي تتم معالجتها ومساحتها وشكل سطح العمل.
تم تحديد المتطلبات القياسية العامة للأقطاب الكهربائية وقواعد الوسم وطرق اختبار الوصلات والدرزات الملحومة والنقاط الفنية الأخرى في GOST 9466-75.
يتسبب تآكل الأقطاب الكهربائية في حدوث تغيير في القوة الحالية ودرجات الحرارة.
لذلك ، عند تصنيع المواد الاستهلاكية للحام التلامس ، فإنها تستخدم مقاومة ل درجات حرارة عاليةمعدن ذو خصائص موصلة عالية.
يمكن أن يكون خاصا سبائك النحاس. على سبيل المثال ، غالبًا ما يتم إجراء اللحام التلامسي للنحاس باستخدام أقطاب كهربائية مصنوعة من برونز الكادميوم ، ويمكن أن يكون سعرها 1-3 دولارات.
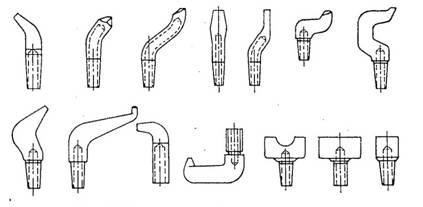
يمكن أن يكون لأقطاب اللحام الموضعي شكل مستقيم ومجعد ، كما في الصورة. ولكن في أغلب الأحيان يتم استخدام النوع الأول من هذا التصميم.
يتم استخدامها عند لحام الأنابيب والمنتجات الأخرى مع إمكانية الاقتراب المجاني من منطقة العمل.
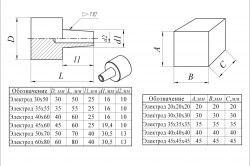
يتم إنتاج الأقطاب الكهربائية ذات الشكل المستقيم وفقًا لـ GOST 14111-90 ، بقطر من 12 إلى 40 مم.
على الأكثر أقطاب الجودةيتم اعتبار المنتجات التي تم تصميمها وفقًا للوائح GOST 1411-69.
هنا ، يرتفع سعر المنتجات اعتمادًا على الغرض منها وهيكلها.
يعد هيكل الأقطاب الكهربائية المتعرجة أكثر تعقيدًا - حيث يتم إزاحة المحور الذي يمر عبر مركز منطقة العمل بمسافة معينة بالنسبة لمحور الهبوط.
الأقطاب الكهربائية من هذا النوع غير مريحة للاستخدام ، وغالبًا ما تكون ذات مقاومة منخفضة ، وهذا هو سبب استخدامها فقط في الحالات التي يتعذر فيها إجراء اللحام بالتماس بواسطة أي شخص آخر.
تستخدم الأقطاب الكهربائية المسطحة في لحام اللحام. علاوة على ذلك ، قد تكون هناك ثقوب في كل منها أو في واحدة مخصصة لنتوءات العناصر المراد لحامها.
ملامح آلات اللحام المحلية
عند التخطيط لشراء آلة لحام لتلبية احتياجاتك الخاصة ، فأنت بحاجة أولاً إلى معرفة المواد التي ستتم معالجتها وعلى أي مقياس سيتم تنفيذ العمل.
يعتمد سعر آلة اللحام النقطي إلى حد كبير على الخصائص ومعايير التصميم ، وكذلك على قوة العمل للمعدات.
في الوقت الحالي ، يمكن أن يكون التثبيت من أجل اللحام الموضعي للعناصر يدويًا أو محمولًا ومعلقًا وثابتًا.
تستخدم المعدات المعلقة والثابتة ، كقاعدة عامة ، في الصناعات الكبيرة والصغيرة.
ولكن غالبًا ما يتم استخدام آلة محمولة في الحياة اليومية ، وسعرها مقبول تمامًا ويمكن أن يتراوح بين 120 و 220 دولارًا.
في هذه الحالة ، قد لا يكون الجهاز المحدد من حيث الطاقة أدنى من آلات اللحام النقطي ، التي يكون سعرها أعلى بمرتين.
تنقسم المعدات المحمولة إلى نوعين: العاكس والآلة ذات الكماشة للحام النقطي اليدوي.
المحولات مدمجة وخفيفة الوزن. يستخدم التصميم مولد تيار ثايرستور ومعالج دقيق.
في هذا الصدد ، تسمح لك دائرة الجهاز بضبط مدة النبض وقوة تشغيل الوحدة.
يبلغ الحد الأقصى لوزن الموديل الثاني الخاص باللحام النقطي باستخدام الكماشة اليدوية 15 كجم.
يسمح لك مخطط الجهاز بسبب المعالج الدقيق بالتعديل يدويًا وتلقائيًا أعمال اللحامفي عدة أوضاع.
يتم تشغيل الجهاز الذي يحتوي على علامات من خلال مصدر طاقة منزلي أحادي الطور.
الجهاز مزود بمحرك يدوي لضغط الاجزاء قادر على توفير ضغط 150 كغ.



