حساب المقطع العرضي للحام. موسوعة كبيرة عن النفط والغاز
وضع اللحام كمجموعة من الخصائص (المعلمات) عملية اللحامالتي تحدد خصائص المتحصل عليها وصلات ملحومة، هو أحد مكونات تكنولوجيا اللحام. لكل طريقة ونوع من اللحام ، يتم استخدام مجموعة معينة من معلمات الوضع وقيمها.
في الأدبيات المتخصصة ، هناك العديد من التوصيات حول أوضاع اللحام ، بشكل أساسي في شكل جداول ، يتم تجميع بياناتها على أساس نتائج تجربة الإنتاج. تتعلق معظم البيانات المعطاة بلحام الكربون والفولاذ المنخفض السبائك ، وتوضح القيم العددية للمعلمات الرئيسية (الإلزامية) للمفاصل من أنواع مختلفة وسمك المعدن في الموضع السفلي. يتم تقديم معلومات حول معلمات الوضع المتبقية وظروف اللحام الأخرى أحيانًا ، وليس دائمًا ، أحيانًا في شكل إدخالات مختصرة في النص. ولكن في الواقع ، يؤخذ تأثيرها أيضًا في الاعتبار عند عمل أوضاع اللحام.
تختلف النتائج اختلافًا كبيرًا اعتمادًا على إجراء تقييم التعب. تم تصميم أغلفة الغلايات من أجل درجات الحرارة المنخفضة والتعب الحراري في البيئات العدوانية لمياه الغلايات والبخار. يتم ضمان موثوقيتها وموثوقيتها التشغيلية من خلال الحسابات المجمعة وعمليات التدقيق الداخلية. يتم فحص سبائك الفوهة بصريًا فقط من السطح الداخلي. يمكن اعتبار العيوب التي تهدد أداء الجهاز بمثابة شقوق لحام بين الصفيحة والحلمة.
نتيجة لذلك ، يتم إنشاء التشققات عملية طويلة الأمد، ويعتمد تكوينها بشكل كبير على حدوث عيوب التصنيع. تكشف إزالة الكراك عن العيوب الداخلية التي تحتاج أيضًا إلى الإزالة. في حالة عدم إزالتها ، تتكرر التشققات بعد فترة قصيرة نسبيًا من التشغيل ، وتتكرر عملية الإزالة والتشقق.
درس المتخصصون في جامعة Perm National Research Polytechnic منهجية تحديد أحد معلمات الوضع "الثانوية" - عدد التمريرات في اللحام متعدد التمريرات.
هناك القليل من المعلومات في الأدبيات حول معلمة الوضع هذه. من المعروف أنه يمكن لحام المعدن ذي السماكة المتزايدة بعدد مختلف من التمريرات. لأسباب اقتصادية ، من الأفضل اللحام بأقل عدد ممكن من التمريرات ، لأنه في هذه الحالة سيكون هناك تكاليف عمالة أقل لتنظيف اللحامات من الخبث بعد كل تمريرة. ولكن يجب أيضًا مراعاة العوامل الأخرى.
الشكل 1: صدع في الأكمام النائمة. الشكل 2: الجذر والخبث. تم تخصيص المساهمة لمشكلة عيوب الوصلات الملحومة للفوهة وطريقة لإصلاح جسم المرجل التالف. من المهم معرفة حجم وتوزيع العيوب في اللحام والتوتر اللحاملتقييم الشقوق والتنبؤ بمزيد من التطوير واتخاذ التدابير المناسبة.
الكشف عن عيوب في مفاصل الحلمة. يتم توصيل الحلمات بجسم الغلاية باستخدام "عجل" ولحام شرائح بواسطة لحام القوس اليدوي. في اللحاماتوجود عيوب في التصنيع. الشكل 4: حافة رائدة قبل اللحام. وصف الطريقة والمنهجية ليس موضوع هذه المساهمة. يصل أعلى معدل للعيوب إلى 20 مم ، ولكن هناك أيضًا عيوب مجاورة تتجاوز 1/4 محيط الفوهة.
لأول مرة ، تمت دراسة مسألة حساب عدد التمريرات بواسطة V. P. Demyantsevich ، فيما يتعلق باللحام القوسي اليدوي مع الأقطاب الكهربائية المطلية. العلاقة بين العدد الأمثل من التمريرات والحاجة إلى الحصول على طبقة من المعدن المودعة في مسار واحد ، لها منطقة معينةالمقطع العرضي. يرتبط هذا الوضع بسرعة حركة القطب على طول المفصل. عند سرعة اللحام المنخفضة جدًا والمرتفعة جدًا ، يمكن أن تتشكل العيوب - نقص الانصهار والتشكيل غير المرضي للدرز.
يستغرق اكتشاف العيوب السطحية بواسطة الموجات فوق الصوتية وقتًا طويلاً. تم تأكيد هذه الطريقة مرارًا وتكرارًا في عدة حالات. دقة قياس عمق العيوب من السطح الخارجي منخفضة ، لكنها كافية للحكم على الإجراءات المعيبة لميكانيكا الكسر. يتم توضيح مزايا هذا التحكم بالكامل في الحالات التي يكون فيها من الضروري التحكم في تطور العيوب في فترة أقصر من وقت التشغيل بين الإصلاح العام للغلاية.
الإجهاد في اللحام المتصدع. للحصول على خلفية كمية لتقييم شدة العيوب المسطحة في الحلمات ، تم حساب طريقة الإجهاد النهائي. اعتبر العيب المسطح بمثابة تسرب كامل للشق من السطح الداخلي للحلمة بعمق يساوي عمق الحلمة. عندئذٍ ، يكون النصل عبارة عن لحام شرائح فقط. في التقرير ، نظرنا في الخيارات التالية للتوتر.
أيضًا ، ولأول مرة ، تمت الإشارة إلى الحاجة إلى اللحام في أوضاع مختلفة من الأول (الجذر) والممرات اللاحقة. منطقة الترسيب في مسار واحد مرتبطة بقطر القطب. بالنسبة للحام القوسي اليدوي ، يوصى باستخدام التبعيات التالية:
- للمرور الأول F1 = (6/8) دي ،
- لتمريرات لاحقة
Fп = (8/12) دي.
في هذه الصيغ ، de هو قطر القطب بالملليمتر ؛ F1 و Fp هما منطقتا المقطع العرضي للممر الأول وكل ممر لاحق ، على التوالي ، بالملليمتر.
يصل تجاذب الشقوق إلى قيم كبيرة ، ويتسم مجال الإجهاد بعامل شدة الإجهاد. نظرًا لأننا مهتمون بالإجهاد الذي يسبق التصدع ، فقد تمت إزالة البيئة المباشرة للتصدع من خريطة الألوان. الشكل 5: توزيع العيوب السائبة.
مكون التوتر المحيطي له درجة مماثلة كما هو موضح في الشكل. أما بالنسبة لمزيد من تطوير الكراك ، فإن المكون البديهي للاضطراب هو المكون الحاسم للتصدع. يظهر توزيع مكون التوتر المحوري في الشكل.
يمكن تحديد العدد الإجمالي للتمريرات n من خلال الصيغة:
ن = (Fн. م. - F1) / Fп + 1 ،
حيث Fnm هي إجمالي مساحة المقطع العرضي للمعدن المترسب للحام بأكمله في mm2.

في الوقت الحاضر ، يمكن العثور على قيم مناطق المقطع العرضي للمعدن المترسب للوصلات الملحومة القياسية في معايير الوقت الموسع لبناء الماكينات العامة (OUNV) لمختلف طرق اللحام المنشورة في العهد السوفيتي. أجرى مطورو هذه المستندات حسابات لمساعدة المطيعين أعمال اللحام، ولكن يمكن استخدامها لحل المشكلات الفنية الأخرى.
من هذه الأرقام ، يمكن ملاحظة أن لحظة العمل تؤثر بشكل كبير على المكون المحوري للتوتر ، والذي ، بالطبع ، منخفض. إن تأثير لحظة الانحناء على الضغط المنخفض ليس هو السائد ولا يتجاوز 10٪. الشكل 10: مكون الشد المحوري في اللحام الحشو.
إصلاح بعد اللحام. كما أشرنا في الدليل ، كان من الضروري التحقق من خدمة إصلاح فكوك اللحام بسبب التشققات. تمت إزالة المواد المتضررة من التشققات ، بما في ذلك عيوب التصنيع ، من المكانس. بعد تعديل حواف الحواف ، تم لف الجديلة الناتجة إلى شكلها الأصلي. هناك عدة حالات لهذا العلاج. أولاً ، من الضروري طحن كمية كبيرة من المواد لتصحيح الزاوية. تطول المكنسة نفسها ثم تحتاج إلى ملؤها معدن اللحامالتماس المعدني.
في OUNV على دليل لحام القوسيحتوي الملحق 10 على صيغ لحساب مساحة المقطع العرضي للمعدن المترسب لجميع الوصلات الملحومة من GOST 5264-80 ، وتوضح الملاحق 2-7 قيم المنطقة المحسوبة باستخدام هذه الصيغ لسماكات مختلفة من المعدن أو لحام الشرائح أرجل.
تتوفر معلومات مماثلة ، ولكن أكثر شمولاً في GUNV من أجل اللحام بالقوس الغازي الخامل. هناك أيضا في الملحق الصيغ الحسابية، وقيم المنطقة نفسها محسوبة منها في خرائط لوقت القطع غير المكتمل لكل نوع من أنواع التوصيل وفقًا لـ GOST 14771-76 (للفولاذ) و GOST 14806-80 (للألمنيوم وسبائك الألومنيوم). من المهم بشكل خاص أن تكون هناك بيانات عن عدد التمريرات في نفس البطاقات ذات الوقت غير المكتمل.
يوضح الشكل 11 منظرًا للعيوب المنحرفة محليًا في فوهة اللحام قبل اللحام. عيب آخر هو أنه ملحوم في مناطق تركيز التوتر العالي. نحن نفكر بشكل صحيح في اللحام المستعرض ، كما هو موضح في الشكل 13 ، بطريقتين.
يتم اللحام في المقطع العرضي بواسطة. في اللحام الجديد ، ستكون هناك ضغوط ضغط في الطبقات السفلية تمنع تكون الشقوق.
- خلق حاجز ضد نمو التشققات.
- زيادة المسافة بين حافة الكراك والسطح الخارجي.
تشمل مزايا OUNV تمايزًا كبيرًا بين البيانات التي تهمنا من خلال طرق اللحام (يدوي ، وشبه أوتوماتيكي ، وآلي) ، وأنواع الأقطاب الكهربائية (القابلة للاستهلاك ، وغير القابلة للاستهلاك) ، ومجموعات المواد المراد لحامها (الكربون و سبائك الصلب منخفضة، سبائك عالية وسبائك ، والألمنيوم و سبائك الألومنيوموالنحاس وسبائك النحاس والنيكل).
فائدة إضافية هي أنه يتصل في منطقة بها تمدد أقل بشكل ملحوظ. يمكن استخدام طريقة الإصلاح هذه بشكل وقائي ، بناءً على نتائج فحص الكشف عن الخلل وتقييم العمر التشغيلي لحلمة اللحام. للحام اللحام ، عندما لا يكفي تطوير الشقوق ، فمن المستحسن.
في حالة وجود عقدة في النهاية. تتداخل الشقوق مع جزء كبير من اللحام ، بما في ذلك لحام الشرائح ، وبعد ذلك يوصى باستبدال الحلمة بالكامل. لكلتا الطريقتين ، اللحام والتبديل باللحام المتقاطع ، تمت معالجة التكنولوجيا.
لسوء الحظ ، في الأدبيات المتخصصة لا توجد بيانات مماثلة لحام القوس المغمور. من حيث المبدأ ، يمكن الحصول عليها من خلال الحسابات ، بالنظر إلى أن الأنواع الرئيسية لتحضير الحواف وفقًا لـ GOST 8713-79 مماثلة لتلك الخاصة باللحام في الغازات الواقيةوبالتالي يمكنك استخدام نفس الصيغ لحساب مناطق المقطع العرضي للمعدن المودع ، والقيم المحددة العناصر الهيكليةتحضير الحواف وأحجام اللحامات متوفرة في GOST. على ال هذه اللحظةلم يتم إجراء مثل هذه الحسابات.
أرز. 13: اللحام المتقاطع. بناءً على النتائج ، قم في النهاية بتقييم موثوقية اللحام العرضي الوقائي. حلمة بديلة.
- لم يتم فحص لحامات الحلمات أثناء الإنتاج.
- لذلك ، يُنصح بفحص هذه اللحامات بحثًا عن عيوب داخلية.
وصلات صلبة من قطعة واحدة من قطعتين قطع معدنيةعلى المعدن ، والتي ، أثناء الذوبان والانتشار ، يتم لصقها بالأجزاء المتصلة دون ذوبان هذه المكونات. سماكة الطبقة ، 25 مم المعادن - خلوص منخفض ، سطح تلامس عالي الجودة مواد لينة - سطح ملامس خشن شروط جودة الرابطة: التصاق - مادة لاصقة تخترق المسام وعدم انتظام السطح - نتيجة قوى جذابة بين الجزيئات اللاصقة.
يمكن للطرق والوسائل الحديثة لمعالجة البيانات الإحصائية أن تبسط إلى حد كبير عمل المستخدمين. على وجه الخصوص ، يمكن استبدال العرض الجدولي للبيانات في كثير من الحالات بنماذج تحليلية. تم إجراء مثل هذا الالتفاف للجداول فيما يتعلق بالبيانات الخاصة بمناطق المعدن المترسب لأنواع مختلفة من الوصلات من GOST 5264-80 و 14771-86. أظهرت الحسابات أن قيم المناطق Fnm موصوفة بدقة تمامًا بواسطة صيغ شكل متعدد الحدود من الدرجة الثانية.
غالبًا ما يتم استخدامها في التجميعات وفي جميع أنحاء صناعة السيارات. يتم استخدامه لربط معظم تركيبات الزجاج والمعدن والبلاستيك حيث يكون سطح واحد على الأقل شفافًا للأشعة فوق البنفسجية. اعتمادًا على درجة الحرارة والضغط اللازمين لمعالجة المادة اللاصقة: عند درجة حرارة عادية حوالي 20 درجة مئوية في درجات حرارة مرتفعة بين 20 و 200 درجة مئوية عند درجة حرارة عاليةحوالي 200 درجة مئوية عند درجة حرارة عالية حوالي 200 درجة مئوية وعند ضغط المواد ذات الصلة. المعادن: صناعية عامة. الهندسة الميكانيكية لربط الصفائح ، الخزانات ، إطارات الأنابيب ، محاور العمود ، إلخ.
Fnm = b1 + b1S + b2S2 ،
حيث S هي سماكة الأجزاء المراد لحامها (أو ساق اللحام للمفاصل قطع شرائح اللحمه) ؛ b0 ، b1 ، b2 - معاملات المعادلة.
لكل نوع من أنواع الوصلات الملحومة ، تكون المعاملات فردية. لحساب المساحة المطلوبة ، يكفي العثور على الصيغة المناسبة واستبدال قيم سمك المعدن S (أو ساق التماس) فيه. في هذا ، تُقارن النماذج متعددة الحدود بشكل إيجابي مع الصيغ العامة الواردة في الأدبيات الخاصة بحساب المناطق.
كمثال ، يتم إعطاء صيغتين لحساب المنطقة Fnm في مركب C17 - واحدة من GCNV ، والأخرى - تم الحصول عليها عن طريق معالجة البيانات الإحصائية:
Fnm = Sb + (S - c) 2 tgα + 0.75eg ،
Fnm = -9.36 + 3.26S + 0.33S2.
يمكن ملاحظة أنه بالنسبة للحسابات وفقًا للصيغة الأولى ، من الضروري أخذ خمس قيم أخرى للعناصر الهيكلية لإعداد الحافة وأحجام اللحام من GOST لكل سمك معدني ، بينما في التعبير الثاني لا يوجد سوى متغير واحد - سمك المعدن S.
وبالتالي ، في مصادر المعلومات المدروسة ، توجد بيانات عن إجمالي مناطق المقطع العرضي للمعدن المترسب للوصلات الملحومة القياسية. لسوء الحظ ، تم نشر GUNV منذ أكثر من 20 عامًا ، ولم تتم مراجعته أو إعادة نشره منذ ذلك الحين ، لذا لا يمكن الوصول إليها حاليًا لمجموعة واسعة من المتخصصين.
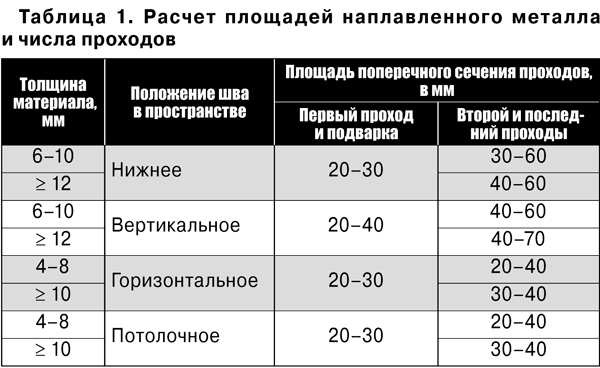
هناك مشكلة أكبر وهي عدم اليقين في التوصيات المتعلقة بالقيم المحسوبة للمناطق F1 و Fp للتمريرات الأولى واللاحقة (انظر الجدولين 1 و 2).