مساحة المقطع العرضي للمعدن المترسب. الموضوع الفرعي: تصنيف اللحامات حسب الشكل الهندسي للحام
في الجدول. يتم تقديم بيانات 45-50 عن مناطق المقطع العرضي للمعدن المترسب ، واستهلاك الطباشير والأقطاب الكهربائية ذات الطلاء السميك لكل متر واحد من طول اللحام ، على أقطار الأقطاب الكهربائية المستخدمة لسماكات مختلفة من المعدن الملحوم ، وعدد الممرات عند اللحام بأقطاب كهربائية سميكة بأقطار مختلفة للأنواع الأكثر شيوعًا من الوصلات الملحومة ، وكذلك لدرزات اللحام. في جميع الحالات ، يتم إعطاء أبعاد الوصلات ، والتي من أجلها يتم حساب القيم الواردة في الجداول.


تم تحديد عدد التمريرات المشار إليها لحالات لحام الفولاذ منخفض الكربون في الموضع السفلي وفقًا لتجربة الإنتاج لمصانع الأورال.
عند لحام مفاصل بعقب على شكل V و X بأقطاب كهربائية بأقطار 6 ، 7 ، 8 مم ، يوصى بتطبيق أول حبة في أعلى زاوية الأخدود بأقطاب كهربائية ذات قطر أصغر يبلغ 3 ، 4 ، 5 مم. في الجداول ، يُشار إلى ذلك من خلال تعيين كسري لعدد التمريرات: يشير البسط إلى عدد البكرات المطبقة بواسطة أقطاب كهربائية ذات قطر أصغر ، ويشير المقام إلى عدد البكرات المطبقة بواسطة أقطاب كهربائية ذات قطر أكبر.
عند لحام الفولاذ منخفض ومتوسط السبائك ، يُفترض أن يكون عدد التمريرات أكبر مما هو عليه عند لحام الفولاذ منخفض الكربون. يوصى باستخدام سبائك اللحام الفولاذ الإنشائييتم أخذ مساحة المقطع العرضي المودعة في ممر واحد من الخرزة ، معبراً عنها بالملليمتر 2 ، من 8 إلى 12 ضعف قطر القطب ، وبناءً على ذلك ، حدد عدد التمريرات.
في التين. يوضح الشكل 38 مخططات وتسلسل فرض بكرات فردية في طبقات متعددة الطبقات. كما يظهر في الشكل. 38 ، عند اللحام في الموضع السفلي ، يتم ترتيب حبات الأخدود في طبقات. تتشكل بعض الطبقات من بكرة واحدة ، والبعض الآخر - من طبقتين أو ثلاث طبقات أو أكثر.

يعتمد عدد الخرزات التي تشكل طبقة لحام منفصلة على عرض الطبقة وقطرها والعلامة التجارية للإلكترود والقوة تيار اللحاموسرعة اللحام.
صفحة 1
المقطع العرضي للحام في اللحام التناكبي للأجزاء له الشكل الموضح في الشكل. القيم الرئيسية التي تميز المقطع العرضي لهذا اللحام هي: عرض اللحام ب وعمق الاختراق (الاختراق) 1. كلما زاد سمك قطع العمل المراد لحامها ، يجب أن يكون عمق الاختراق أكبر. مع اللحام اليدوي ، يمكن أن تختلف هذه القيمة من 2 إلى 6 مم عن طريق ضبط قوة تيار اللحام.
يعطي المقطع العرضي للحام المصنوع على إحدى هذه الآلات فكرة واضحة عن ميزة اللحام بالآلة: مقطع عرضي موحد ، لا توجد نقاط ضعف ، أنيق مظهر خارجيوغياب الاعوجاج والتشويه لشكل المادة الاساسية.
يتم حساب مساحة المقطع العرضي للحام Fn من مجموع مناطق الأشكال الهندسية الأولية التي يمكن تمثيلها منها.
في المقطع العرضي للحام بعد اللحام ، يتم تشكيل توزيع للضغوط الطولية ، وهو موضح بشكل تخطيطي في الشكل. 1.31. يتم وصف آلية تشكيلها في ثانية. من التين. 1.31 يمكن ملاحظة أن توزيع الضغوط يرتبط بتوزيع درجات الحرارة أثناء مرور مصدر اللحام. يتم شد جزء من المقطع العرضي بعرض 2d l ، يتم تسخينه فوق درجة حرارة معينة Tm وتشوهات تقصير بلاستيكية مجربة أثناء التسخين ، إلى إجهاد قريب من مقاومة الخضوع للمادة stt. يتم ضغط باقي المقطع. يتم موازنة مخطط الإجهاد CTQCT عبر القسم.
يظهر الشكل العام للمقطع العرضي للحام في الشكل.
أحد شروط تقليل مساحة المقطع العرضي للحام وإمكانية استخدام الآلات الأوتوماتيكية هو استبدال اللحامات القصيرة المتقطعة بلحامات مستمرة متساوية القوة لقسم أصغر. وجود فواصل التماس اللحام الآلييسبب وقتًا إضافيًا يقضيه في بعض عناصر العمل مقارنةً بـ اللحام اليدوي. على سبيل المثال ، تعتبر عمليات اشتعال القوس ونقل القطب من خلال الفجوة بين أقسام التماس في اللحام الأوتوماتيكي أكثر صعوبة من اللحام اليدوي. بالإضافة إلى ذلك ، تعتبر اللحامات المتقطعة غير مرغوب فيها لأسباب تتعلق بالقوة ، حيث تساهم في تركيز الضغوط في نهايات اللحامات وظهور الشقوق في هذه الأماكن. فقط بالنسبة للهياكل ذات الألواح الرقيقة ، ولأسباب تقليل الالتواء ، من الضروري في بعض الحالات استخدام طبقات متقطعة من النوع المعتاد أو في شكل لحامات شرائح موضعية يتم إجراؤها بواسطة جهاز شبه آلي.
المحور المستعرض لقسم اللحام - عادي مسحوب من مركز ثقل المقطع العرضي للحام مع إزالة التعزيز وتوجيهه إلى الجانب الأمامي من اللحام.
يمكن تقليل المنطقة الضعيفة أو القضاء عليها تمامًا عن طريق الاختيار المناسب لشكل المقطع العرضي للحام. تتمثل إحدى المهام المهمة في صقل الهيكل المعدني المترسب باستبدال مواد ديهيدرات كبيرة ممدودة بحبيبات معدنية صغيرة متساوية المحاور تقريبًا.
مهمة أخرى لا تقل أهمية عن زيادة (القدرة على العمل وصلة ملحومة(باستثناء حلقة الدعم المتبقية) هو تقليل مساحة المقطع العرضي للحام. يمكن تحقيق ذلك عن طريق تقليل زاوية المائل مفصل بعقب، مما يجعل من الممكن تقليل المستوى العام لضغوط اللحام المتبقية وضمان توزيعها بشكل أكثر اتساقًا على المقطع العرضي لجدار الأنبوب. في الآونة الأخيرة ، أجرت معاهد Orgenergostroy و TsNIITMASH أعمالًا بحثية في هذا الاتجاه.
يتم قطع عينات لدراسة البنية الكلية من لوحات التحكم أو المنتجات بطريقة تجعل من الممكن عمل قسم في مستوى المقطع العرضي للحام. يجب أن يشتمل سطح القسم على اللحام بالكامل ، بالإضافة إلى المنطقة المتأثرة بالحرارة وجزء من المعدن الأساسي. لذلك ، يتم تحديد حجمها وشكلها في كل حالة على حدة.
الأكثر شيوعًا في اللحام هو الوصلة التناكبية ، والتي يمكن إجراؤها باستخدام أشكال مختلفة من تحضير الحواف المراد لحامها ، بأشكال مختلفة من المقطع العرضي للحام.
وضع اللحام كمجموعة من الخصائص (المعلمات) عملية اللحامالتي تحدد خصائص الوصلات الملحومة الناتجة ، هي أحد مكونات تقنية اللحام. لكل طريقة ونوع من اللحام ، يتم استخدام مجموعة معينة من معلمات الوضع وقيمها.
في الأدبيات المتخصصة ، هناك العديد من التوصيات حول أوضاع اللحام ، بشكل أساسي في شكل جداول ، يتم تجميع بياناتها على أساس نتائج تجربة الإنتاج. تتعلق معظم البيانات المعطاة بلحام الكربون والفولاذ المنخفض السبائك ، وتوضح القيم العددية للمعلمات الرئيسية (الإلزامية) للمفاصل من أنواع مختلفة وسمك المعدن في الموضع السفلي. يتم تقديم معلومات حول معلمات الوضع المتبقية وظروف اللحام الأخرى أحيانًا ، وليس دائمًا ، أحيانًا في شكل إدخالات مختصرة في النص. ولكن في الواقع ، يؤخذ تأثيرها أيضًا في الاعتبار عند عمل أوضاع اللحام.
درس المتخصصون في جامعة Perm National Research Polytechnic منهجية تحديد أحد معلمات الوضع "الثانوية" - عدد التمريرات في اللحام متعدد التمريرات.
هناك القليل من المعلومات في الأدبيات حول معلمة الوضع هذه. من المعروف أنه يمكن لحام المعدن ذي السماكة المتزايدة بعدد مختلف من التمريرات. لأسباب اقتصادية ، من الأفضل اللحام بأقل عدد ممكن من التمريرات ، لأنه في هذه الحالة سيكون هناك تكاليف عمالة أقل لتنظيف اللحامات من الخبث بعد كل تمريرة. ولكن يجب أيضًا مراعاة العوامل الأخرى.
لأول مرة ، تمت دراسة مسألة حساب عدد التمريرات بواسطة V. P. Demyantsevich ، فيما يتعلق باللحام القوسي اليدوي مع الأقطاب الكهربائية المطلية. العلاقة بين العدد الأمثل من التمريرات والحاجة إلى الحصول على طبقة من المعدن المودعة في مسار واحد ، لها منطقة معينةالمقطع العرضي. يرتبط هذا الوضع بسرعة حركة القطب على طول المفصل. عند سرعة اللحام المنخفضة جدًا والمرتفعة جدًا ، يمكن أن تتشكل العيوب - نقص الانصهار والتشكيل غير المرضي للدرز.
أيضًا ، ولأول مرة ، تمت الإشارة إلى الحاجة إلى اللحام في أوضاع مختلفة من الأول (الجذر) والممرات اللاحقة. منطقة الترسيب في مسار واحد مرتبطة بقطر القطب. بالنسبة للحام القوسي اليدوي ، يوصى باستخدام التبعيات التالية:
- للمرور الأول F1 = (6/8) دي ،
- لتمريرات لاحقة
Fп = (8/12) دي.
في هذه الصيغ ، de هو قطر القطب بالملليمتر ؛ F1 و Fp هما منطقتا المقطع العرضي للممر الأول وكل ممر لاحق ، على التوالي ، بالملليمتر.
يمكن تحديد العدد الإجمالي للتمريرات n من خلال الصيغة:
ن = (Fн. م. - F1) / Fп + 1 ،
حيث Fnm هي إجمالي مساحة المقطع العرضي للمعدن المترسب للحام بأكمله في mm2.

في الوقت الحاضر ، يمكن العثور على قيم مناطق المقطع العرضي للمعدن المترسب للوصلات الملحومة القياسية في معايير الوقت الموسع لبناء الماكينات العامة (OUNV) لمختلف طرق اللحام المنشورة في العهد السوفيتي. أجرى مطورو هذه المستندات حسابات لمساعدة المطيعين أعمال اللحام، ولكن يمكن استخدامها لحل المشكلات الفنية الأخرى.
في OUNV على دليل لحام القوسيحتوي الملحق 10 على صيغ لحساب مساحة المقطع العرضي للمعدن المترسب لجميع الوصلات الملحومة من GOST 5264-80 ، وتوضح الملاحق 2-7 قيم المنطقة المحسوبة باستخدام هذه الصيغ لسماكات مختلفة من المعدن أو لحام الشرائح أرجل.
تتوفر معلومات مماثلة ، ولكن أكثر شمولاً في GUNV من أجل اللحام بالقوس الغازي الخامل. هناك أيضا في الملحق الصيغ الحسابية، وقيم المنطقة نفسها محسوبة منها في خرائط لوقت القطع غير المكتمل لكل نوع من أنواع التوصيل وفقًا لـ GOST 14771-76 (للفولاذ) و GOST 14806-80 (للألمنيوم وسبائك الألومنيوم). من المهم بشكل خاص أن تكون هناك بيانات عن عدد التمريرات في نفس البطاقات ذات الوقت غير المكتمل.
تشمل مزايا OUNV تمايزًا كبيرًا بين البيانات التي تهمنا من خلال طرق اللحام (يدوي ، وشبه أوتوماتيكي ، وآلي) ، وأنواع الأقطاب الكهربائية (القابلة للاستهلاك ، وغير القابلة للاستهلاك) ، ومجموعات المواد المراد لحامها (الكربون و سبائك الصلب منخفضة، سبائك عالية وسبائك ، والألمنيوم و سبائك الألومنيوموالنحاس وسبائك النحاس والنيكل).
لسوء الحظ ، في الأدبيات المتخصصة لا توجد بيانات مماثلة لحام القوس المغمور. من حيث المبدأ ، يمكن الحصول عليها من خلال الحسابات ، بالنظر إلى أن الأنواع الرئيسية لإعداد الحواف وفقًا لـ GOST 8713-79 مماثلة لتلك الخاصة باللحام في الغازات الواقيةوبالتالي يمكنك استخدام نفس الصيغ لحساب مناطق المقطع العرضي للمعدن المودع ، والقيم المحددة العناصر الهيكليةتحضير الحواف وأحجام اللحامات متوفرة في GOST. على ال هذه اللحظةلم يتم إجراء مثل هذه الحسابات.
يمكن للطرق والوسائل الحديثة لمعالجة البيانات الإحصائية أن تبسط إلى حد كبير عمل المستخدمين. على وجه الخصوص ، يمكن استبدال العرض الجدولي للبيانات في كثير من الحالات بنماذج تحليلية. تم إجراء مثل هذا الالتفاف للجداول فيما يتعلق بالبيانات الخاصة بمناطق المعدن المترسب لأنواع مختلفة من الوصلات من GOST 5264-80 و 14771-86. أظهرت الحسابات أن قيم المناطق Fnm موصوفة بدقة تمامًا بواسطة صيغ شكل متعدد الحدود من الدرجة الثانية.
Fnm = b1 + b1S + b2S2 ،
حيث S هي سماكة الأجزاء المراد لحامها (أو ساق اللحام للمفاصل قطع شرائح اللحمه) ؛ b0 ، b1 ، b2 - معاملات المعادلة.
لكل نوع من أنواع الوصلات الملحومة ، تكون المعاملات فردية. لحساب المساحة المطلوبة ، يكفي العثور على الصيغة المناسبة واستبدال قيم سمك المعدن S (أو ساق التماس) فيه. في هذا ، تُقارن النماذج متعددة الحدود بشكل إيجابي مع الصيغ العامة الواردة في الأدبيات الخاصة بحساب المناطق.
كمثال ، يتم إعطاء صيغتين لحساب المنطقة Fnm في مركب C17 - واحدة من GCNV ، والأخرى - تم الحصول عليها عن طريق معالجة البيانات الإحصائية:
Fnm = Sb + (S - c) 2 tgα + 0.75eg ،
Fnm = -9.36 + 3.26S + 0.33S2.
يمكن ملاحظة أنه بالنسبة للحسابات وفقًا للصيغة الأولى ، من الضروري أخذ خمس قيم أخرى للعناصر الهيكلية لإعداد الحافة وأحجام اللحام من GOST لكل سمك معدني ، بينما في التعبير الثاني هناك فقط متغير واحد - سمك المعدن S.
وبالتالي ، فإن مصادر المعلومات المدروسة تحتوي على بيانات عن المجالات الإجمالية المقاطع العرضيةلحام المعدن للمفاصل الملحومة القياسية. لسوء الحظ ، تم نشر GUNV منذ أكثر من 20 عامًا ولم تتم مراجعته أو إعادة نشره منذ ذلك الحين ، لذلك لا يمكن الوصول إليها حاليًا لمجموعة واسعة من المتخصصين.
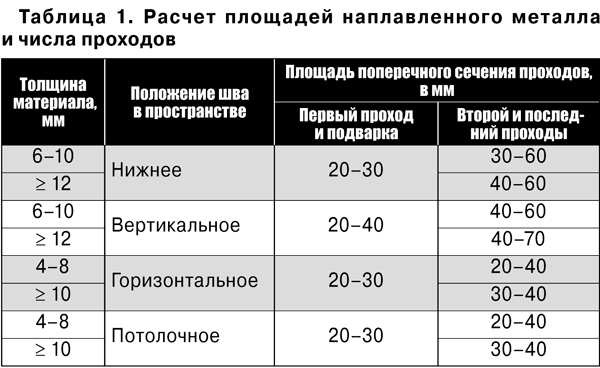
هناك مشكلة أكبر وهي عدم اليقين في التوصيات المتعلقة بالقيم المحسوبة للمناطق F1 و Fp للتمريرات الأولى واللاحقة (انظر الجدولين 1 و 2).
المهمة 6: تحديد الكمية المطلوبة من معدن القطب المترسب (GN) للحام ... لحام RDS. سمك المعدن الملحوم ... مم ، نوع اللحام حسب GOST 5264-80 ... ، طول اللحام ... سم.
1. يتم تحديد كتلة معدن الإلكترود المطلوب لحام خط اللحام بالصيغة التالية:
Gn = Vn γ، ص ، أين فن- حجم المعدن الكهربائي المترسب المطلوب ، سم ، γ
Gn = Fn ls γ، ص ، أين و- مساحة المقطع العرضي لمعدن اللحام الكهربائي المترسب ، سم ، lsh- طول التماس ، سم.
γ - كثافة معدن القطب المترسب ، جم / سم
2. مساحة المقطع العرضي للمودعة. قطب كهربائي. معدن اللحام ( و) بيانيا وفقا للرسومات ، باستخدام epidiascope والعينات ، أو عن طريق الصيغ (تقريبا). هناك صيغة لمنطقة المقطع العرضي للتماس بأكمله ( Fsh) ، حيث يتم ضرب عرض اللحام بعمق الاختراق (سمك المعدن الذي يتم لحامه) ومعامل معين. إذا كان التماس ملحومًا وفقًا لـ GOST 5264-80 (لـ RDS)، ثم يحدد GOST نسبة عرض التماس وعمق الاختراق (سمك المعدن الذي يتم لحامه). بالإضافة إلى ذلك ، مساحة المقطع العرضي للحام اللحام بالكامل ( Fsh) يتكون من مساحة المقطع العرضي لاختراق المعدن الأساسي ( Fpr) ومنطقة المقطع العرضي لمعدن القطب المترسب ( و) ، والتي بدورها تعتمد على نوع قطع الحواف لبعضها البعض بنسبة معينة ، إذا كان التماس ملحومًا وفقًا لـ GOST. وبالتالي ، من السهل تحديد مساحة المقطع العرضي للسطوح بناءً على نوع اللحام وفقًا لـ GOST ونوع الأخدود وسماكة المعدن الذي يتم لحامه (تقريبًا).
الجدول 6: صيغ لتحديد مساحة المقطع العرضي للمعدن المترسب ، اعتمادًا على نوع اللحام:
| نوع التماس وفقًا لـ GOST 5264-80 | الرسم ، عرض الحز | معادلة |
| 1.C2 ، C4 ، C5 | بدون قطع حواف | Fn = 0.013 ب ، سم ب - سماكة المعدن الصلب ، مم |
| 2.C8 | مع قطع الحواف من جانب واحد  | Fn = 0.01 ب ، سم ب - سمك المعدن الصلب ، مم |
| 3.C25 | X- الأخدود | Fn1 = 0.003 ب ، سم Fn2 = 0.0028 ب ، سم Fn = Fn1 + Fn2 ب- سمك المعدن الصلب ، مم |
| 4.C7 | على الوجهين بدون حواف تقطيع  | Fn1 = 0.0034 ب ، سم Fn2 = 0.0032 ب ، سم Fn = Fn1 + Fn2 ب- سمك المعدن الصلب ، مم |
| 5.C15 | K- الأخدود | Fn1 = 0.0028 ب ، سم Fn2 = 0.0026 ب ، سم Fn = Fn1 + Fn2 ب- سمك المعدن الصلب ، مم |
| 6.S17 |  | Fn = 0.011 ب ، سم ب- سماكة المعدن الملحوم ، مم |
| 7.C23 | U- الأخدود | Fn = 0.012 ب ، سم ب سمك المعدن الملحوم ، مم |
| 8.U6 |  | |
| 9.U8 |  | |
| 10.U9 | V- الأخدود  | الجبهة الوطنية = 0.011 ب ، سم ب - سمك المعدن الملحوم ، مم |
| 11.U4 | بدون قطع حواف أ) ب) | أ) Fn = 0.007 ب ، سم ب- سماكة المعدن الملحوم ، مم ب) Fn = 0.007 ج ، سم ك- ساق اللحام ، مم |
| 12 T1 | بدون تقطيع من جانب واحد  | Fn = 0.007 k ، cm k- ساق التماس ، مم |
| 13- ت 3 | بدون قطع حواف ، على الوجهين | Fn1 = Fn2 = 0.007 سم Fn = Fn1 + Fn2 ب- ساق التماس ، مم |
| 14T6 | مع قطع من جانب واحد لرف واحد  | الجبهة = 0.01 ب ، سم ب- سمك الرف المقطوع ، مم |
| 15 T8 | مع حواف مقطوعة على شكل حرف K لرف واحد | Fn1 = 0.0028 ب ، سم Fn2 = 0.0026 ب ، سم Fn = Fn1 + Fn2 ب- سمك الرف المقطوع ، مم |
المهمة: وفقًا لاختيارك ، حل المشكلة 6.
أوجد Fн ، Gн. تأخذ الكثافة () 7.8 جم / سم (كثافة الفولاذ).
البيانات الأولية للخيارات:
| № | نوع اللحام | سمك St. معدن (ب) ، مم أو ساق التماس (ك) ، مم | طول اللحام ، سم |
| بعقب C15 | |||
| بعقب C8 | |||
| ركن U6 | |||
| ركن U9 | |||
| T-8 | |||
| تي - 6 | |||
| ركن U8 | |||
| بعقب C23 | |||
| تافروفي T1 | ك = 9 | ||
| بعقب C2 | 2,5 | ||
| ركن U4a | 7,5 | ||
| ركن U6 | 8,3 | ||
| بعقب C25 | |||
| بعقب C7 | |||
| بعقب C23 | |||
| ركن U9 | |||
| تي - 6 | |||
| تافروفي T3 | ك = 7 | ||
| بعقب C2 | |||
| بعقب C25 | |||
| ركن U4b | ك = 4.5 | ||
| ركن U6 | 8,5 | ||
| تافروفي T1 | ك = 5.5 | ||
| تافروفي T3 | ك = 7.5 | ||
| بعقب C7 | 4,5 |
مثال: تحديد الكمية المطلوبة من معدن القطب المترسب (GN) للحام بعقب اللحام RDS. سمك المعدن المراد لحامه 8 مم ، نوع اللحام حسب GOST 5264-80-C8 ، طول اللحام 115 سم.



