معدات لحام الغاز التدريع شبه التلقائي. تكنولوجيا اللحام شبه الأوتوماتيكي في غاز التدريع. عيوب اللحام
إلىفئة:
تسطيح
تكنولوجيا اللحام شبه الأوتوماتيكي في غاز التدريع
تستخدم الغازات النشطة كغازات واقية ، أي تلك التي يمكن أن تتفاعل مع العناصر الأخرى أثناء عملية اللحام. تشمل هذه الغازات ثاني أكسيد الكربون (CO2) أو المخاليط: 70٪ ثاني أكسيد الكربون و 30٪ الأرجون (أو الأكسجين) - I للحام الفولاذ الكربوني؛ 70٪ أرجون و 30٪ ثاني أكسيد الكربون - لحام سبائك الفولاذ.
يشار إليها أيضًا باسم الكسوة أو التنجيد. نظرًا للخصائص المحسنة للمواد الصلبة ، يتم إطالة عمر خدمة الجزء. يمكن تطبيق Hardfacing على جزء جديد لتقديم ميزة ذات قيمة مضافة ، أو يمكن أيضًا تطبيقها لإصلاح الأجزاء التالفة سابقًا.
الإجراءات الأكثر شيوعًا المستخدمة في التبييض هي. تتطلب هذه العملية عادةً إمدادًا مستمرًا بقطب كهربائي أنبوبي يحتوي على تيار وجهد ثابت. غالبًا ما يتم اختيار عملية اللحام هذه في تطبيقات البناء لأنها سريعة وسهلة الحمل.
طلب مخاليط الغازبدلاً من ثاني أكسيد الكربون بنسبة 100٪ ، فإنه يزيد من الإنتاجية والكفاءة وجودة اللحام ويقلل من احتمال تلف أعضاء الجهاز التنفسي لماكينة اللحام.
ميزة اللحام المحمي بالغاز هي أيضًا أنه يمكن تطبيق الطلاءات القوية المقاومة للتآكل (الجلفنة ، إلخ) على المنتجات الملحومة المصنوعة بهذه العملية دون تحضير خاص. ينصح باستخدام اللحام في غازات التدريع لربط المعادن الرقيقة (0.1-1.5 مم).
تتطلب هذه العملية عادةً إمدادًا مستمرًا بقطب كهربائي أنبوبي ، والذي قد يحتوي أو لا يحتوي على تدفق ، وجهد ثابت. غالبًا ما يتم اختيار عملية اللحام هذه في التطبيقات الميدانية لأنها سريعة وسهلة النقل ولا تتطلب اتصال غاز.
في هذه الحالة ، عادة ما يتم استخدام جهد ثابت. كما أنه متعدد الاستخدامات حيث يمكن استخدامه مع مجموعة واسعة من السبائك ويعمل بعدة طرق مختلفة. يتم نقله عندما يتطلب التطبيق مرونة متنقلة حيث لا يمكن استخدامه في وضع لحام رأسي أو علوي.
من كل الأنواع لحام القوساللحام شبه الأوتوماتيكي في غازات التدريع لديه أقل كثافة عمالية.
ثاني أكسيد الكربون. عند الضغط الجوي العادي ، تبلغ الكثافة النوعية لثاني أكسيد الكربون 0.00198 جم / سم 3. عند درجة حرارة 31 درجة مئوية وضغط 75.3 كجم ق / سم 2 ، يسيل ثاني أكسيد الكربون. درجة حرارة تسييل الغاز عند الضغط الجوي هي -78.5 درجة مئوية ، ويتم تخزين ثاني أكسيد الكربون ونقله في أسطوانات فولاذية عند ضغط 60-70 كجم / سم 2. تحتوي الأسطوانة القياسية بسعة 40 dm3 على 25 كجم من ثاني أكسيد الكربون السائل ، والتي عند تبخرها تنتج 12625 dm3 من الغاز. يشغل ثاني أكسيد الكربون السائل 60-80٪ من حجم الأسطوانة ، ويتم تعبئة باقي الحجم بالغاز المتبخر.
يشكل التيار الكهربائي قوسًا كهربائيًا بين القطب الكهربائي والمعدن الأساسي. عندما يتم وضع اللحام ، تتكسر طبقة التدفق وتشكل غازًا واقيًا وطبقة من الخبث التي تحمي اللحام حتى يبرد. هذه طريقة لحام شائعة لأن العملية والمعدات بسيطة نسبيًا.
تستخدم هذه العملية دفقًا لإنشاء الغازات الواقيةوالخبث في بركة اللحام. قبل اللحام ، توضع طبقة رقيقة من مسحوق التدفق على سطح قطعة العمل. ثم يتحرك القوس على طول الخط ويتم إعادة تدوير التدفق الزائد من خلال قادوس التدفق.
ثاني أكسيد الكربون السائل قادر على إذابة الماء ؛ لذلك ، يجب تجفيف ثاني أكسيد الكربون المنطلق في الأسطوانة قبل إدخاله في منطقة القوس ؛ يجب ألا يقل تركيزه عن 99٪: إذا كان ثاني أكسيد الكربون يحتوي على رطوبة ، فإن مسامية التماس لا مفر منها.
لاستخدام اللحام أنتجت خصيصا لحام ثاني أكسيد الكربون؛ يمكنك أيضًا استخدام ثاني أكسيد الكربون الغذائي.
عيوب عملية اللحام FCAW
العيب الرئيسي هو أنه لا يمكن لحامه إلا في وضع مسطح أو أفقي. اللحام محمي بغاز التدريع الذي يتشكل حول منطقة اللحام. هذه العملية متعددة الاستخدامات حيث يمكن لحامها في جميع المواضع ومع معظم المعادن. يتم اختيار هذه العملية عادةً للتطبيقات الهامة في الصناعات النووية والكيميائية والفضائية.
العيب الرئيسي لهذه العملية هو أن معدلات الترسب في اللحام اليدويمنخفضة. نظرًا للتحكم ، فإن جهاز اللحام لديه معدل إدخال الحرارة ودرجة حرارة منطقة اللحام ، وهو مناسب تمامًا لحام الصفائح الرقيقة والأنابيب والأنابيب ذات القطر الصغير.
يحتوي ثاني أكسيد الكربون الغذائي على الكثير من الرطوبة ؛ لذلك ، قبل اللحام ، يجب تجفيف الغاز عن طريق المرور عبر خرطوشة مملوءة بكبريتات النحاس المجففة أو من خلال مجفف هلام السيليكا.
يلبي ثاني أكسيد الكربون اللحام (GOST 8050-76) المتطلبات الفنية التالية: بالنسبة للصف الأول CO2 على الأقل 99.5٪ ، الدرجة الثانية - 99٪ ؛ بخار الماء للصف الأول لا يزيد عن 0.18٪ ، للدرجة الثانية - 0.51٪.
الرش الحراري هو عملية طلاء تتكون من مصدر حرارة ومسحوق أو مادة طلاء سلكية يتم صهرها ورشها على الأسطح بسرعة عالية. هناك ثلاث فئات رئيسية في عائلة الرش الحراري: رذاذ اللهب ، ورذاذ القوس ، ورذاذ قوس البلازما. تحت كل منهم هناك فئات فرعية.
تشمل فوائد الرش الحراري. إنتاجية عالية معاملات إدخال حرارة منخفضة يمكن استخدام مجموعة واسعة من المواد اقتصاديات مواتية عملية قابلة للتكرار بسهولة. إذا كانت لديك أي أسئلة بخصوص العمليات أو التطبيقات ، فسنقوم بالاتصال بأحد خبرائنا الفنيين.
عندما يكون عدد محطات اللحام أكثر من 20 محطة ، فمن المستحسن أن يتم توفير إمدادها المركزي بثاني أكسيد الكربون عبر خط الأنابيب من المنحدر أو من محطة التغويز. محطات اللحاميوصى بتجهيز صمامات الملف اللولبي التي تسمح بتشغيل مصدر الغاز تلقائيًا قبل إشعال القوس وبعد إطفاء القوس ، قم بإيقاف تشغيل الغاز. يجب أن تحتوي كل وظيفة على مقياس تدفق (مقياس دوار).
تم تطوير اللحام الحديث في أواخر القرن التاسع عشر وغالبًا ما كان يستخدمه الجيش. يوجد حاليًا أنواع عديدة من اللحام ويتم استخدامها في العديد من المجالات ، بما في ذلك صناعة السيارات. كل نوع من أنواع اللحام له مزاياه وغرضه.
تولد الدائرة القصيرة حرارة وغازًا غير تفاعلي. هذا يذوب المعدن ويسمح له بالخلط. بعد إزالة الحرارة ، يبرد المعدن ثم يتصلب ، مكونًا معدنًا مصهورًا جديدًا. يمكن إجراء هذا النوع من اللحام بشكل شبه تلقائي وتلقائي.
في الحالة الذرية ، يدخل الأكسجين والنيتروجين والهيدروجين في تركيبة كيميائية مع العناصر المنصهرة في سلك اللحام والمعدن الذي يتم لحامه.
يؤدي تكوين غاز ثاني أكسيد الكربون إلى تكوين المسام. بالإضافة إلى ذلك ، يمكن أن تكون المسام أثناء اللحام في ثاني أكسيد الكربون نتيجة للرطوبة والصدأ وتأثير النيتروجين في الغلاف الجوي.
التنغستن خامل اللحام بالغازيستخدم غير قابل للاستهلاك قطب التنغستن، والتي تنتج قوسًا كهربائيًا للحام. ومع ذلك ، يمكن إضافته عبر قضيب حشو منفصل. ومع ذلك ، فإنه ينتج لحام نظيف.
يتم استخدام هاتين الطريقتين في ظل ظروف مختلفة. يشمل ذلك صناعة الأسلحة أو لحام إطار الدراجة أو جزازة العشب أو الحاجز. في الواقع ، هو الأنسب لمعظم هياكل السيارات. بدأت كريستينا ديماريا الكتابة في هي وقد كتبت في Blue Mountain والعديد من المنشورات عبر الإنترنت.
لقمع ثاني أكسيد الكربون ، قم بزيادة كمية المنغنيز والسيليكون التي يتم حرقها بشكل مكثف من سلك اللحام أثناء اللحام ، استخدم سلك القطب الذي يحتوي على نسبة عالية من المنغنيز والسيليكون (العلامات التجارية Sv-08G2S ، Sv-08GS ، إلخ). عند لحام الفولاذ منخفض الكربون ، فإن محتوى السيليكون في معدن اللحام أكثر من 0.2 والمنغنيز أكثر من 0.4٪ يمنع تكوين المسام. تتأثر درجة أكسدة المعدن وتشكيل المسام الظروف التكنولوجيةاللحام (طول القوس وكمية الغاز الموردة للقوس ونوع التيار والقطبية وقطر السلك وكثافة التيار عند القطب). لحام DC عكس القطبيةيعطي أكسدة أقل وأكثر جودة عاليةالتماس من قطبية مستقيمة. عند اللحام بسلك بقطر 0.3-1.2 مم ، يتم إجراؤه بسرعات عالية من تغذية الأسلاك في القوس ، يكون هناك أكسدة أقل بكثير للعناصر مقارنة باللحام بسلك بقطر 1.6-2 مم عند السلك المنخفض سرعات التغذية.
اللحام بالقوس المعدني بالغاز ، الذي يشار إليه أحيانًا بأنواعه الفرعية ، اللحام بالغاز الخامل للمعادن أو اللحام بالغاز النشط للمعادن ، هو عملية لحام يتشكل فيها قوس كهربائي بين قطب كهربائي قابل للاستهلاك وقطعة الشغل المعدنية ، مما يؤدي إلى تسخين قطعة العمل المعدنية ، مما يتسبب في عليهم أن يذوبوا وينضموا. إلى جانب قطب السلك ، يتم تغذية غاز التدريع من خلال مسدس اللحام ، والذي يحمي العملية من الملوثات المحمولة بالهواء.
يمكن أن تكون العملية شبه آلية أو تلقائية. هذه عملية لحام أسرع وأكثر اقتصادا. في بعض الأحيان يتم استخدام أسلاك منحنية متدفقة. يتم تحديد جهد الخرج في خطوات. يظل الجهد المحدد ثابتًا تقريبًا ، ولكنه يتغير مع جهد إمداد الدخل. لا يوجد تحكم في التغذية الراجعة للحفاظ على جهد ثابت. يتم استخدام مغذي السلك لتغذية قطب التغذية. يتم تغذية القطب وغاز التدريع من خلال اللهب. يتم التحكم في تدفق الغاز يدويًا باستخدام مقياس التدفق ومنظم.
يجب ألا تقل كثافة التيار الكهربائي عند اللحام بثاني أكسيد الكربون عن 80 أمبير / مم 2. في هذا الوضع ، لا تتجاوز الخسائر الناتجة عن تناثر معدن القطب 10-15٪.
معهد اللحام الكهربائي سمي على اسم وضعت E. O. باتون سلك لحامماركة Sv-08G2SNMT للحام الفولاذ الإنشائي، والتي لها خصائص أعلى من الأسلاك Sv-08G2S. يمكن لهذا السلك أن يقلل بشكل كبير من ترشيش القطب الكهربائي مقارنة بسلك Sv-08G2S ويحسن التكوين اللحامات، سطحه أملس ، بدون قشور.
يتم استخدام التسخين المسبق في خط الغاز بعد فترة وجيزة من الأسطوانة لتسخين الغاز لأن الغاز الرطب سوف يفسد جودة اللحام. لديها تحكم في التغذية المرتدة للحفاظ على جهد ثابت معين. يمكن ضبط جهد الخرج بدون خطوات. تتوفر مصادر الطاقة هذه أيضًا بميزات قابلة للبرمجة وخيارات تآزرية. تعتبر وحدة تغذية الأسلاك وشعلة اللحام ومقياس تدفق الغاز والمنظم والتسخين المسبق للغاز من الملحقات الأساسية للحام.
يوفر هذا النوع من إمدادات الطاقة جودة لحام أكثر موثوقية مقارنة بمصدر الطاقة القائم على الصمام الثنائي. يتم تعظيم جودة اللحام والكفاءة والأداء العام مع هذا النوع من مصادر الطاقة. يمكن برمجة خصائص الخرج لمصدر الطاقة وتغذية السلك لتحقيق معايير اللحام المطلوبة لجودة لحام فائقة. من الأنسب دمج مصادر الطاقة هذه لتطبيقات الأتمتة.
عند تيار لحام يبلغ 400-420 أمبير وأكثر (قطر السلك 2 مم ، قطبية عكسية) ، يحدث نقل نفاث لمعدن القطب. يمكن للسلك Sv-08G2SNMT إجراء اللحام بنجاح في مهب الريح ، مع وجود فجوات وفي ظروف أخرى يصعب فيها تجنب دخول الهواء إلى منطقة القوس. يسمح اللحام بهذا السلك أيضًا باستخدام الأوضاع القسرية ، دون تكوين مسام في اللحامات.
اللحام هو عملية تصنيع تربط بين المواد ، وعادة ما تكون معادن أو لدائن حرارية ، عن طريق التسبب في الاندماج. يتم ذلك غالبًا عن طريق إذابة الفراغات وإضافة حشو لتشكيل مجموعة من المواد المنصهرة التي تبرد لتصبح مفصلًا قويًا. أحيانًا يتم عمل اللحام بالضغط ، مع أو بدون حرارة. في المقابل ، يتضمن اللحام واللحام صهر مادة ذات نقطة انصهار منخفضة بين الأجزاء لتشكيل رابطة بينها ، دون إذابة قطع العمل.
يمكن استخدام مصادر الطاقة المختلفة في اللحام ، بما في ذلك لهب الغاز والقوس الكهربائي والليزر وشعاع الإلكترون والاحتكاك والموجات فوق الصوتية. بينما غالبًا ما تكون عملية صناعية ، يمكن إجراء اللحام في العديد من البيئات المختلفة ، بما في ذلك في الهواء الطلق وتحت الماء وفي الفضاء. ومع ذلك ، بغض النظر عن الموقع ، يظل اللحام خطرًا ويجب اتخاذ الاحتياطات لتجنب الحروق والإصابة صدمة كهربائيةوالأبخرة السامة والتعرض المفرط للأشعة فوق البنفسجية.
تكنولوجيا اللحام في خلائط CO2 و CO2 + Ar أو CO2 + 02. عند اللحام في ثاني أكسيد الكربون ، الأنواع الرئيسية للوصلات الملحومة و العناصر الهيكليةتم اختيارها وفقًا لـ GOST 14771-76.
يتم عرض أوضاع اللحام التقريبية للفولاذ منخفض الكربون ومنخفض السبائك في ثاني أكسيد الكربون في الجدول. 58 ، 59.
مصدر طاقة القوس هو مقوم لحام أو محول بخاصية خارجية صلبة أو متزايدة. يتم إجراء اللحام بقطبية عكسية.
التحكم في اللحام
حتى نهاية القرن التاسع عشر ، كانت عملية اللحام الوحيدة هي اللحام بالحدادة ، والذي استخدمه الحدادين لقرون لربط المعادن عن طريق تسخينها وسحقها. كان اللحام بالقوس والأكسجين من أوائل العمليات التي تم تطويرها في نهاية القرن ، وتم تقديم اللحام بالمقاومة بعد فترة وجيزة. تم تطوير العديد من طرق اللحام الحديثة منذ الحروب ، بما في ذلك الطرق اليدوية مثل اللحام بالقوس المعدني المحمي ، وهو الآن أحد أكثر طرق اللحام شيوعًا ، فضلاً عن العمليات شبه الأوتوماتيكية والآلية مثل اللحام بالقوس الغازي ولحام القوس تحت الماء و لحام القوس المتدفق.
المسافة بين لسان الحال والمنتج (تمديد السلك) 'عند تيار 60-150 أمبير والجهد القوسي 22 فولت يؤخذ عادة من 7-14 مم ، عند تيار 200-500 أمبير وبجهد 30- 32 فولت - 15-25 مم.
يتم لحام المعدن بسمك 1.5-3 مم اللحامات بعقبالوزن الكهربائي. أكثر معدن رقيق(0.8-1.2 مم) ملحوم على بطانة نحاسية أو فولاذية متبقية.
اللحام القوسي الميكانيكي مع قطب كهربائي قابل للاستهلاك في بيئة غاز واقية هو نوع من اللحام بالقوس الكهربائي حيث يتم تغذية سلك القطب تلقائيًا به سرعة ثابتة، ويتم تحريك شعلة اللحام على طول خط اللحام يدويًا. في هذه الحالة ، يتم حماية القوس وسلك القطب الكهربائي وحوض المعدن المنصهر والجزء المتصلب من تأثيرات الهواء المحيط بغاز التدريع الموفر إلى منطقة اللحام.
استمر التطور مع اختراع اللحام بالليزر ولحام شعاع الإلكترون في النصف الثاني من القرن. يستمر العلم اليوم في التطور. أصبح اللحام الآلي أكثر شيوعًا في البيئات الصناعية ، ويستمر الباحثون في تطوير طرق لحام جديدة وفهم جودة وخصائص اللحام بشكل أفضل.
في المستقبل ، سيلعب اللحام دورًا مهمًا في تطوير البحث الجديد والبناء البشري. يبدو أن استخدام اللحام لن يتم استبداله لمجرد كفاءة العملية وطول عمرها. يعود تاريخ الجمع بين المعادن إلى عدة آلاف من السنين ، مع أقدم الأمثلة أعمال اللحامالمرتبطة بالعصر البرونزي والعصر الحديدي في أوروبا والشرق الأوسط. تم استخدام اللحام في بناء عمود حديدي في دلهي ، الهند ، أقيم حوالي 310 ووزن 4 أطنان متري.
المكونات الرئيسية لعملية اللحام هذه هي:
مصدر الطاقة الذي يزود القوس بالطاقة الكهربائية ؛
- آلية تغذية تغذي سلك قطب كهربائي في القوس بسرعة ثابتة ، والتي تذوب بواسطة حرارة القوس ؛
- غاز واقي.
يحترق القوس بين قطعة العمل وسلك القطب القابل للاستهلاك ، والذي يتم تغذيته باستمرار في القوس والذي يعمل كمعدن حشو. يذوب القوس حواف الأجزاء والسلك ، ويمر المعدن إلى المنتج في حوض اللحام الناتج ، حيث يتم خلط معدن سلك القطب بمعدن المنتج (أي المعدن الأساسي). أثناء تحرك القوس ، يتصلب المعدن المنصهر (السائل) لحوض اللحام (أي يتبلور) ، ويشكل اللحام الذي يربط بين حواف الأجزاء. يتم إجراء اللحام بتيار مباشر للقطبية العكسية ، عندما يتم توصيل الطرف الموجب لمصدر الطاقة بالموقد ، والطرف السالب متصل بالمنتج. في بعض الأحيان يتم استخدام قطبية مباشرة لتيار اللحام.
حققت العصور الوسطى نجاحًا في اللحام بالحدادة ، حيث قام الحدادين بضرب المعدن المسخن مرارًا وتكرارًا حتى حدث الالتصاق. كان حرفيو عصر النهضة بارعين في هذه العملية ، واستمرت الصناعة في النمو على مدى القرون التالية. اللحام ، ومع ذلك ، قد تغير خلال القرن التاسع عشر.
في البداية ، كان اللحام بالأكسجين أحد أكثر طرق اللحام شيوعًا نظرًا لقابليته للتنقل والتكلفة المنخفضة نسبيًا. ومع ذلك ، كما في القرن العشرين ، لم تعجبه التطبيقات الصناعية. تم استبداله إلى حد كبير باللحام القوسي حيث استمر تطوير طلاء الأقطاب المعدنية الذي يعمل على استقرار القوس ويحمي المادة الأساسية من الشوائب.
تُستخدم مقومات اللحام كمصدر للطاقة ، والتي يجب أن يكون لها خاصية التيار الخارجي الصلبة أو الغاطسة برفق. توفر هذه الخاصية استعادة تلقائية لطول القوس المحدد في حالة انتهاكه ، على سبيل المثال ، بسبب تقلبات يد عامل اللحام (وهذا ما يسمى بالتنظيم الذاتي لطول القوس). بمزيد من التفصيل ، تم وصف مصادر الطاقة للحام MIG / MAG في المقالة.
وظائف قلب سلك بقلب متدفق
يخضع الغاز الواقي للفحص بينما يحاول العلماء حماية اللحامات من تأثيرات الأكسجين والنيتروجين في الغلاف الجوي. كانت المسامية والهشاشة هي الاهتمامات الأساسية ، وشملت الحلول التي تم تطويرها استخدام الهيدروجين والأرجون والهيليوم كأجواء لحام. على مدى العقد التالي ، أتاحت التطورات الإضافية إمكانية لحام المعادن التفاعلية مثل الألمنيوم والمغنيسيوم.
تم اختراع اللحام بالقوس المغمور في نفس العام ولا يزال يتمتع بشعبية حتى اليوم. ومع ذلك ، لا تزال كلتا العمليتين مكلفتين للغاية بسبب التكلفة العالية. المعدات اللازمةوهذا يحد من تطبيقها. تستخدم هذه العمليات مصدر طاقة اللحام للإنشاء والصيانة القوس الكهربائيبين القطب والمادة الأساسية لصهر المعادن عند نقطة اللحام. يمكنهم استخدام إما مباشر أو التيار المتناوب، وكذلك الأقطاب الكهربائية الاستهلاكية أو غير الاستهلاكية.
كقطب كهربائي قابل للاستهلاك ، يمكن استخدام سلك قطب كهربائي من قسم صلب وقسم أنبوبي. سلك أنبوبي مملوء بالداخل بمسحوق من السبائك والخبث والمواد المكونة للغاز. يسمى هذا السلك بالسلك ذي القلب المتدفق ، وعملية اللحام التي يتم استخدامها هي لحام الأسلاك المغلف بالصهر.
هناك مجموعة واسعة إلى حد ما من أسلاك اللحام الكهربائية للحام في غازات التدريع ، تختلف في التركيب الكيميائيوقطرها. يعتمد اختيار التركيب الكيميائي لسلك الإلكترود على مادة المنتج وإلى حد ما على نوع غاز التدريع المستخدم. يجب أن يكون التركيب الكيميائي لسلك القطب قريبًا من التركيب الكيميائي للمعدن الأساسي. يعتمد قطر سلك القطب على سمك المعدن الأساسي ، النوع وصلة ملحومةومواقف اللحام.
الغرض الرئيسي من غاز التدريع هو منع الاتصال المباشر للهواء المحيط بمعدن حوض اللحام ، والخروج من القطب الكهربائي والقوس. يؤثر غاز التدريع على استقرار القوس وشكل اللحام وعمق الاختراق وخصائص قوة معدن اللحام. لمزيد من المعلومات حول غازات التدريع ، وكذلك أسلاك اللحام ، راجع المقال.
أنواع عملية اللحام MIG / MAG
في أوروبا ، يتم اختصار اللحام الكهربائي القابل للاستهلاك المحمي بالغاز على أنه MIG / MAG (MIG / MAG). MIG تعني "غاز خامل للمعادن". باستخدام هذا النوع من العمليات ، يتم استخدام غاز خامل (غير نشط) ، أي واحد لا يتفاعل كيميائيًا مع معدن حوض اللحام ، مثل الأرجون أو الهيليوم. كقاعدة عامة ، عند اللحام بطريقة نظيفة غاز خامل، بالرغم من حماية جيدةمنطقة اللحام من التعرض للهواء المحيط ، يتدهور تشكيل اللحام ، ويصبح القوس غير مستقر. يمكن تجنب أوجه القصور هذه إذا تم استخدام خليط من الغازات الخاملة مع إضافات صغيرة (تصل إلى 1-2٪) من الغازات النشطة مثل الأكسجين أو ثاني أكسيد الكربون (CO 2).
MAG تعني Metal Active Gas. يشمل هذا النوع من اللحام في غازات التدريع اللحام في خليط من الغازات الخاملة بالأكسجين أو ثاني أكسيد الكربون ، ومحتواها 5 - 30٪. بمثل هذا المحتوى من الأكسجين أو ثاني أكسيد الكربون ، يصبح الخليط نشطًا ، أي يؤثر على مسار العمليات الفيزيائية والكيميائية في القوس وبركة اللحام. يمكن إجراء لحام الفولاذ منخفض الكربون في بيئة نقية من ثاني أكسيد الكربون (CO 2). في بعض الحالات ، يوفر استخدام ثاني أكسيد الكربون النقي شكلاً أفضل للاختراق ويقلل من الميل إلى تكوين المسام.
نظرًا لأن طريقة اللحام هذه ، يتم تغذية سلك القطب تلقائيًا ، وتتحرك شعلة اللحام على طول خط اللحام يدويًا ، تسمى طريقة اللحام هذه آليًا ، ويسمى تركيب اللحام جهاز ميكانيكي ( اللحام شبه الأوتوماتيكي). ومع ذلك ، يمكن أيضًا إجراء اللحام المحمي بالغاز تلقائيًا عند استخدام عربات متحركة أو رؤوس لحام متنقلة.
مجالات الاستخدام
عمليات اللحام MIG أو MAG مناسبة لحام جميع المعادن الشائعة مثل غير المسبوكة و سبائك الصلب منخفضة, الفولاذ المقاوم للصدأوالألمنيوم وبعض المعادن غير الحديدية الأخرى. علاوة على ذلك ، يمكن استخدام عملية اللحام هذه بشكل عام المواقف المكانية. نظرًا لمزاياها العديدة ، يستخدم لحام MIG / MAG على نطاق واسع في العديد من الصناعات.
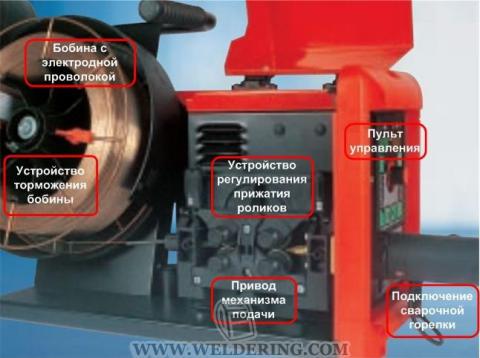
آلة لحام لحام MIG / MAG
إنها تتكون من:
مصدر الطاقة لقوس اللحام ؛
- آلية تغذية الأسلاك الكهربائية ؛
- شعلة اللحام
- لوحة تحكم للجهاز (مدمجة مع مصدر طاقة وأحيانًا مع مغذي سلك قطب كهربائي).

عادي مظهر خارجيآلة لحام ميكانيكية للحام MIG / MAG
مصدر الطاقةتم تصميمه لتزويد قوس اللحام بالطاقة الكهربائية التي تضمن عمله كمصدر للحرارة. اعتمادا على تفاصيل معينة عملية اللحاميجب أن يكون لمصدر الطاقة خصائص معينة (الشكل المطلوب لخاصية الجهد الخارجي الحالي - خاصية I-V ، الحث ، قيمة معينة لجهد عدم التحميل وتيار الدائرة القصيرة ، النطاقات المطلوبة لتيار اللحام والجهد القوسي ، إلخ.). تستخدم مصادر الطاقة في اللحام MIG / MAG التيار المباشر(مقومات أو مولدات) ذات VVC صلب (مائل). مدى تيارات اللحام التي توفرها مصادر الطاقة للأجهزة لـ لحام ميكانيكي، 50-500 A. ولكن ، كقاعدة عامة ، يتم استخدام أوضاع في حدود 100-300 A. لمزيد من المعلومات حول مصادر طاقة اللحام بالقوس ، انظر مصادر الطاقة الخاصة باللحام القوسي
آلية تغذية الأسلاكتم تصميمه لتغذية سلك الإلكترود القابل للاستهلاك في القوس بسرعة معينة. المكونات الرئيسية لآلية تغذية سلك القطب موضحة في الشكل أدناه.
من خلال الموصل لتوصيل شعلة اللحام وآلية التغذية ، يتم توفير سلك القطب وغاز التدريع إلى منطقة اللحام ، ويتم توصيل زر "بدء - إيقاف" الموجود على الشعلة بدائرة التحكم في آلية التغذية. الموصل الموضح في الشكل أدناه هو موصل أوروبي قياسي. في الممارسة العملية ، قد يتم أيضًا مواجهة أنواع أخرى من الموصلات.
عنصر إلزامي في لوحة التحكم لآلية التغذية هو وحدة التحكم في سرعة تغذية سلك الإلكترود. في بعض الأحيان ، لتسهيل ضبط معلمات وضع اللحام ، خاصة في حالة استخدام مغذيات محمولة ، يمكن أيضًا وضع منظم جهد القوس على وحدة التحكم هذه ، كما في الحالة الموضحة في الشكل.

بالنسبة للحام الميكانيكي باستخدام قطب كهربائي قابل للاستهلاك في غازات التدريع (MIG / MAG) ، يتم استخدام نوعين من المغذيات:
مع 2 محرك الأسطوانة.
- مع 4 أسطوانات.
في الصور أدناه على اليساريظهر أحد محركي الأسطوانة في آلية التغذية (الأسطوانة العلوية هي بكرة الضغط). يتم استخدام محركات من هذا النوع لسحب الأسلاك الفولاذية الصلبة فقط. يوضح الشكل نفسه الموجود على اليمين مثالاً على آلية تغذية محرك ذات 4 أسطوانات ، والتي يوصى بها لسحب الأسلاك والأسلاك ذات القلب المتدفق والمصنوعة من مواد ناعمة (الألمنيوم ، والمغنيسيوم ، والنحاس) ، حيث توفر تغذية ثابتة للأسلاك بأقل ضغط. الضغط على بكرات الضغط ، مما يمنع السلك من الانكسار.


في المحركات الحديثة لآلية التغذية ، كقاعدة عامة ، يتم استخدام بكرات ذات تصميم خاص - مع ترس محرك. وبالتالي ، بعد ضغط أسطوانة الضغط على أسطوانة القيادة وتعشيق التروس ، يتم نقل قوة السحب من محرك التغذية إلى سلك القطب من خلال كلتا الأسطوانتين.
يعتمد ملف تعريف بكرات التغذية (أي شكل السطح أو الأخدود) على المادة وبناء سلك الحشو. بالنسبة للأسلاك الفولاذية الصلبة ، تكون بكرات القرص مسطحة أو مخرشة و V-groove ، بينما تكون لفات المحرك على شكل V-groove وأحيانًا مخرشة.

بالنسبة للأسلاك المصنوعة من مواد لينة (الألومنيوم والمغنيسيوم والنحاس) ، يتم استخدام بكرات ذات أخدود أملس على شكل حرف U أو على شكل V. لا ينبغي استخدام البكرات المسننة ، لأنها تسبب تكون رقائق صغيرة تسد قناة التوجيه في الموقد.
بالنسبة للسلك ذي القلب المتدفق ، يتم استخدام بكرات ذات أخدود أملس على شكل V (في محركات ذات 4 بكرات لآلية التغذية) أو مع أخدود على شكل حرف V مع شق.
تختلف البكرات في عمق الأخدود حسب قطر السلك. يشار إلى القطر الاسمي لسلك الإلكترود لهذه الأسطوانة على سطحها الجانبي.

تتكون آليات التغذية من عدة أنواع:
- في علبة واحدة مع مصدر طاقة (للاكتناز)

- توضع على مصدر الطاقة (للأجهزة عالية الطاقة)

- محمول (لتوسيع منطقة خدمة اللحام)

يمكن أيضًا تضمين آلية تغذية الأسلاك في الشعلة. في هذه الحالة ، يتم دفع سلك القطب عبر الخرطوم بواسطة آلية تغذية قياسية ويتم سحبه في نفس الوقت بواسطة آلية الشعلة. يسمح هذا النظام ("الدفع والسحب") باستخدام الشعلات ذات الخراطيم الأطول بشكل ملحوظ.

في بعض آليات التغذية ، يتم وضع بكرة الأسلاك في الخارج. هذا يجعل من السهل استبدالها. هذا مهم للحالات التي ينفد فيها السلك الموجود في البكرة بسرعة بسبب وضع التشغيل المكثف.

جهاز فرملة المكوك الموفر في آليات التغذية يمنع فكها تلقائيًا.
لوحة تحكم الجهازمصمم لتنظيم سرعة تغذية سلك الإلكترود وجهد الدائرة المفتوحة (جهد القوس) ، وبرمجة دورة اللحام (وقت التنظيف المسبق للغاز ، ووقت تطهير الغاز بعد إيقاف تشغيل تيار اللحام ، ومعلمات "البداية الناعمة" ، وما إلى ذلك) ، وضبط معلمات وضع اللحام النبضي ، وإعدادات التحكم التآزري في عملية اللحام والوظائف الأخرى.
يمكن تقسيم لوحة التحكم الخاصة بآلة اللحام الميكانيكي المزودة بوحدة تغذية منفصلة لسلك الإلكترود ؛ توجد بعض عناصر التحكم على اللوحة الأمامية لمصدر الطاقة (هذا ، أولاً وقبل كل شيء ، زر الطاقة ، منظم جهد القوس ، إلخ) ، والجزء الآخر موجود على اللوحة الأمامية لآلية التغذية (لـ على سبيل المثال ، منظم سرعة تغذية سلك القطب).
يمكن وضع بعض عناصر التحكم (بشكل أساسي جهد القوس وسرعة تغذية السلك) ، بالإضافة إلى مؤشرات معلمات وضع اللحام ، على مقبض شعلة اللحام.

توضح الصورة أدناه بعض أنواع أجهزة التحكم عن بعد (من البسيط إلى المعقد).

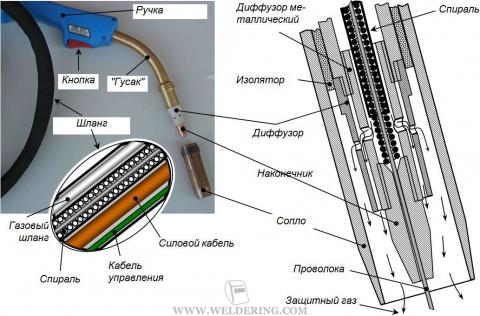
- مصممة لتوجيه سلك القطب إلى منطقة القوس ، وتزويدها تيار اللحام، إمدادات الغاز التدريع والتحكم في عملية اللحام.
عادةً ما يتم تبريد مشاعل اللحام MIG / MAG بالهواء بشكل طبيعي. ومع ذلك ، فإن المشاعل ذات التبريد المائي القسري لكابل الطاقة في خرطوم الشعلة ورأس شعلة اللحام حتى فوهة الغاز تستخدم أيضًا للحام في أوضاع أعلى.


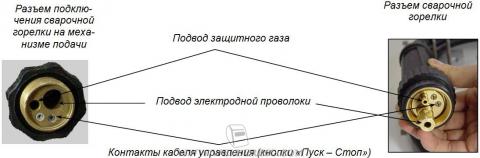
يوجد في أحد طرفي خرطوم الشعلة موصل للتوصيل بآلية التغذية. من خلال الموصل لتوصيل شعلة اللحام وآلية التغذية ، يتم توفير سلك القطب وغاز التدريع في منطقة اللحام ، ويتم توفير تيار اللحام للقوس ، ويتم توصيل زر "بدء - إيقاف" الموجود على الشعلة بالمقبس دائرة التحكم في آلية التغذية. يحتوي الخرطوم نفسه على دوامة يتم من خلالها سلك اللحام وكابل اللحام (الطاقة) ، خرطوم الغازوكابل التحكم.
يتم توصيل الطرف الآخر للخرطوم بمقبض شعلة اللحام ، والتي يوجد في رأسها:
ناشر بفتحات للغاز الواقي ؛
- طرف ناقل للتيار ؛
- صمام الغاز.
تم تصميم أطراف الحمل الحالية لتزويد سلك الإلكترود بتيار اللحام. تأتي في مجموعة متنوعة من التصاميم وهي مصنوعة من سبائك قائمة على النحاس. يجب تحديد النصائح وفقًا لقطر سلك القطب المستخدم.

اعتمادًا على تصميم شعلة اللحام ، فإن فوهات الغاز أيضًا لها أشكال وأحجام مختلفة.

يوجد على مقبض شعلة اللحام زر بدء التشغيل. على بعض الأنواع الحديثةمشاعل اللحام ، يمكن أيضًا وضع بعض عناصر التحكم هناك (أولاً وقبل كل شيء ، جهد القوس وسرعة تغذية سلك الإلكترود) ، بالإضافة إلى مؤشرات معلمات وضع اللحام.
عدادات تدفق الغاز
في تركيبات اللحام ، يتم استخدام عدادات تدفق الغاز من النوع العائم والخانق. تتكون أجهزة قياس التدفق من النوع العائم أو مقاييس الدوران من أنبوب زجاجي بتجويف مخروطي داخلي. يقع الأنبوب عموديًا مع نهاية عريضة. يتم وضع عوامة داخل الأنبوب الذي يتحرك فيه بحرية. يتم إحضار الغاز إلى الطرف السفلي من الأنبوب وإزالته من الأنبوب العلوي. عند المرور عبر الأنبوب ، يرفع الغاز العوامة حتى تصل الفجوة بين العوامة وجدار الأنبوب إلى هذه القيمة التي يوازن عندها ضغط الغاز النفاث وزن العوامة. كلما زاد تدفق الغاز ، ارتفع الطفو.

تم تجهيز كل مقياس تدفق برسم بياني معايرة فردي ، والذي يوضح العلاقة بين أقسام المقياس على الأنبوب وتدفق الهواء. يتم تغيير معدلات التدفق التي يتم قياسها بواسطة مقياس الدوران عن طريق تغيير وزن العوامة ، مما يجعلها من الإيبونيت أو الدورالومين أو الفولاذ المقاوم للتآكل أو مواد أخرى.
تم تصميم مقياس التدفق من نوع الخانق وفقًا لمبدأ تغيير انخفاض الضغط في الغرفة قبل وبعد فتحة الاختناق ذات الفتحة الصغيرة. عندما يمر الغاز عبر ثقب صغير ، يتم إنشاء ضغط مختلف قبل الحجاب الحاجز وبعده ، اعتمادًا على معدل تدفق الغاز. يتم الحكم على معدل التدفق من هذا الانخفاض في الضغط. تم وضع جدول فردي لكل مقياس تدفق وغاز. يتم تغيير حدود قياس معدل التدفق عن طريق تغيير قطر الفتحة الموجودة في الحجاب الحاجز. عدادات تدفق المخفض U-30 و DZD-1-59M مبنية على هذا المبدأ ، والذي يسمح بقياس تدفق الغاز في نطاق 2.5-55 لتر / دقيقة.
مجففات الغاز
تستخدم مجففات الغاز عند استخدام ثاني أكسيد الكربون الرطب. مزيلات الرطوبة متوفرة بضغط مرتفع ومنخفض. مزيل الرطوبة ضغط مرتفعمثبتة قبل معدات التخفيض. المجفف صغير الحجم ويتطلب استبدال المجفف بشكل متكرر. يتميز مجفف الضغط المنخفض بحجم كبير ، ويتم تثبيته بعد ترس الاختزال ، ولا يتطلب الاستبدال المتكرر للمجفف. مثل هذا المجفف هو في نفس الوقت جهاز استقبال للغاز ويحسن توحيد إمداد الغاز. كمجفف ، يتم استخدام هلام السيليكا والألوموجيل ، وغالبًا ما يتم استخدام كبريتات النحاس وكلوريد الكالسيوم. يمكن استعادة هلام السيليكا وكبريتات النحاس المشبعة بالرطوبة عن طريق التكليس عند درجة حرارة 250-300 درجة مئوية.

سخان غاز ثاني أكسيد الكربون عبارة عن جهاز كهربائي مصمم لتسخين ثاني أكسيد الكربون من أجل حماية قنوات الغاز من التجمد. يتم تثبيته أمام جهاز تخفيض السرعة. لأسباب تتعلق بالسلامة ، تصنع سخانات الغاز عادةً بجهد منخفض يبلغ 20 ... 36 فولت ، وكقاعدة عامة ، يتم توصيلها بالمقبس المقابل لمصدر طاقة آلة اللحام. لتجنب ارتفاع درجة الحرارة مخفض الغازيجب فصله عن السخان بواسطة أنبوب انتقالي لا يقل طوله عن 100 مم.
صمام الغاز
يستخدم صمام الغاز للحفاظ على غاز التدريع. يُنصح بتثبيت الصمام في أقرب مكان ممكن من شعلة اللحام. في الوقت الحاضر ، تستخدم صمامات الغاز الكهرومغناطيسية على نطاق واسع. في الأجهزة شبه الأوتوماتيكية ، يتم استخدام صمامات الغاز المدمجة في مقبض الحامل. يجب تشغيل صمام الغاز بطريقة يتم فيها ضمان بداية أو متزامنة مع اشتعال إمداد القوس للغاز الواقي ، بالإضافة إلى إمدادها بعد انكسار القوس ، حتى يتم ترسيخ فوهة اللحام تمامًا. من المستحسن أن تكون قادرًا أيضًا على تشغيل مصدر الغاز دون بدء اللحام ، وهو أمر ضروري عند إعداد تركيب اللحام.
خلاطات الغازمصمم للحصول على مخاليط من الغازات في حالة عدم إمكانية استخدام خليط مُعد مسبقًا من التركيبة المرغوبة.
أنواع نقل المعادن في اللحام MIG / MAG
تتميز عملية اللحام MIG / MAG ، كونها عملية إلكترود قابلة للاستهلاك ، بنقل معدن القطب عبر القوس إلى حوض اللحام. يتم نقل المعدن عن طريق قطرات من معدن القطب المنصهر المتكون في نهاية سلك القطب. يعتمد حجمها وتكرار انتقالها إلى حوض اللحام على مادة وقطر سلك القطب ونوع غاز التدريع وقطبية وقيمة تيار اللحام والجهد القوسي وعوامل أخرى. تحدد طبيعة نقل معدن القطب ، على وجه الخصوص ، ثبات عملية اللحام ، ومستوى الترشيش ، والمعلمات الهندسية ، ومظهر وجودة اللحام.
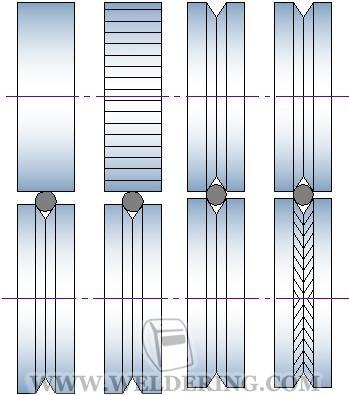
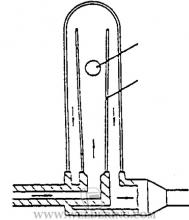
في اللحام MIG / MAG ، يحدث نقل المعادن بشكل أساسي في شكلين. في الشكل الأول ، يلامس القطرة سطح حوض اللحام حتى قبل الانفصال عن نهاية القطب ، ويشكل دائرة كهربائية قصيرة ويسبب انقراض القوس ، وهذا هو السبب في أن هذا النوع من النقل يسمى النقل مع دوائر قصيرة. عادةً ما يحدث نقل المعادن بدوائر قصيرة في ظروف لحام منخفضة ، أي تيار اللحام المنخفض والجهد القوسي المنخفض (يضمن القوس القصير أن يلامس القطرة سطح البركة قبل أن تنفصل عن نهاية القطب).

نظرًا لظروف اللحام المنخفضة ، فضلاً عن حقيقة أن القوس لا يحترق لجزء من الوقت ، فإن مدخلات الحرارة في المعدن الأساسي أثناء اللحام بدوائر قصيرة محدودة. هذه الميزة لعملية اللحام ذات الدائرة القصيرة تجعلها أكثر ملاءمة لحام الصفائح المعدنية الرقيقة. يوفر حوض اللحام الصغير والقوس القصير الذي يحد من النمو المفرط للقطرات تحكمًا سهلاً في العملية ويسمح باللحام في جميع المواضع المكانية ، بما في ذلك العلوية والرأسية ، كما هو موضح في هذه الصورة.
عند استخدام اللحام بدائرة كهربائية قصيرة في الوصلات السميكة ، قد تحدث اختراقات ونقص في الاختراق.
في الشكل الثاني ، ينفصل القطرة عن نهاية القطب دون لمس سطح حوض اللحام ، وبالتالي ، يسمى هذا النوع من النقل بالنقل بدون دوائر قصيرة. ينقسم الشكل الأخير من نقل المعادن إلى نقل قطيرات خشن ونقل قطيرات دقيق.
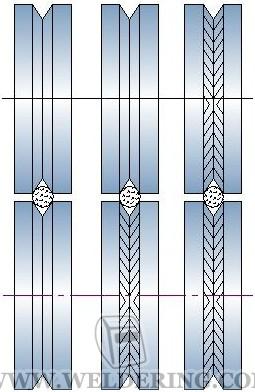
يحدث نقل المعدن ذي القطرة الكبيرة عند إجراء اللحام بجهد قوس عالي (باستثناء الدوائر القصيرة) وتيارات اللحام المتوسطة. يتميز بشكل عام بانتقال غير منتظم لقطرات كبيرة من معدن القطب المنصهر (أكبر من قطر القطب) ومعدل نقل منخفض (من 1 إلى 10 قطرات في الثانية). نظرًا لحقيقة أن الجاذبية تلعب دورًا مهمًا في هذا النوع من نقل المعادن ، فإن اللحام يقتصر على الموضع السفلي فقط.

عند اللحام الوضع الرأسيقد تسقط بعض القطرات متجاوزة حوض اللحام (كما ترى في هذه الصورة في الإطار الأخير).

حوض اللحام كبير وبالتالي يصعب التحكم فيه ، ويميل إلى الجري إلى أسفل عند اللحام في وضع رأسي أو السقوط عند اللحام في وضع علوي ، مما يحول أيضًا دون اللحام في هذه المواضع المكانية. هذه العيوب ، بالإضافة إلى التكوين غير المتكافئ للحام ، تجعل من غير المرغوب فيه استخدام هذا النوع من نقل المعادن في اللحام MIG / MAG.
يتميز نقل المعدن بالقطرة الصغيرة بقطرات متطابقة ذات أحجام صغيرة (قريبة من قطر القطب) ، والتي يتم فصلها عن نهاية القطب الكهربائي بتردد عالٍ.

يُنظر إلى هذا النوع من النقل بشكل شائع في اللحام بالقطبية العكسية في خليط واقييعتمد على الأرجون وفي الفولتية القوسية العالية وتيارات اللحام. نظرًا لحقيقة أن هذا النوع من النقل يتطلب استخدام تيار لحام عالي ، مما ينتج عنه مدخلات حرارة عالية وحوض لحام كبير ، فلا يمكن استخدامه إلا في الوضع السفلي وغير مناسب لحام الصفائح المعدنية الرقيقة. يتم استخدامه للحام وملء الأخاديد المعدنية الكبيرة (عادة أكثر من 3 مم) ، بشكل أساسي في لحام الهياكل المعدنية الثقيلة وفي بناء السفن. الخصائص الرئيسية لعملية اللحام مع نقل القطرات الدقيقة هي: ثبات القوس العالي ، عدم وجود ترشيش تقريبًا ، تشكيل معتدل لأبخرة اللحام ، ترطيب جيد لحواف اللحام والاختراق العالي ، سطح لحام أملس وموحد ، إمكانية اللحام في أوضاع أعلى ومعدل الترسب العالي. نظرًا لهذه المزايا ، يكون نقل المعدن بالقطيرات أمرًا مرغوبًا دائمًا حيثما يكون تطبيقه ممكنًا ، ومع ذلك ، فإنه يتطلب اختيارًا صارمًا لمعايير عملية اللحام وصيانتها.
عند لحام MAG في بيئة CO 2 ، يكون هناك نوع واحد فقط من النقل ممكن - مع دوائر قصيرة.
نقل نبض من قطب كهربائي
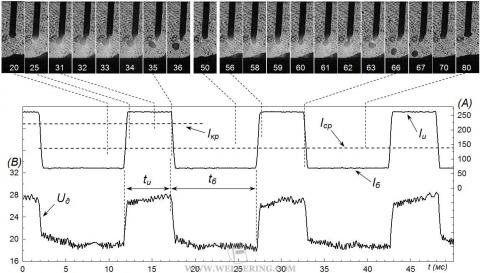
في أحد أنواع اللحام MIG / MAG ، يتم استخدام نبضات التيار التي تتحكم في انتقال القطرات المعدنية للإلكترود بطريقة يتم بها نقل المعدن بالقطرة الصغيرة عند تيارات اللحام المتوسطة (Iav) أقل من القيمة الحرجة. بهذه الطريقة للتحكم في نقل المعادن ، يضطر التيار للتغيير بين مستويين ، يسمى تيار القاعدة (Ib) وتيار النبض (Ii). يتم تحديد مستوى التيار الأساسي ، الذي يساوي تقريبًا 50 ... 80 أمبير ، من حالة الاكتفاء لضمان الحفاظ على القوس مع تأثير طفيف على ذوبان القطب. إن وظيفة تيار النبض ، الذي يتجاوز التيار الحرج (مستوى التيار الذي يتحول فيه نقل المعدن ذي القطرة الكبيرة إلى قطرة صغيرة) ، هو ذوبان نهاية القطب ، وتشكيل قطرة بحجم معين و فصل هذا القطرة من نهاية القطب بفعل القوة الكهرومغناطيسية (تأثير قرصة). يحدد مجموع فترات النبضة (ti) والقاعدة (tb) فترة التموج الحالية ، وتعطي قيمتها المتبادلة تردد التموج. يحدد معدل تكرار نبضات التيار وسعتها ومدتها طاقة القوس المحررة ، وبالتالي معدل ذوبان القطب.
تجمع عملية اللحام بالقوس النبضي بين مزايا عملية اللحام بالدائرة القصيرة (مثل مدخلات الحرارة المنخفضة والقدرة على اللحام في جميع المواضع المكانية) وعملية اللحام بالنقل الدقيق (بدون ترشيش وتشكيل معدن لحام جيد).
خلال نبضة تيار واحدة ، يمكن تشكيل من قطرة واحدة إلى عدة قطرات ونقلها إلى حوض اللحام. يكون النقل الأمثل للمعادن عندما يتم تشكيل ونقل قطرة واحدة فقط من معدن القطب لكل نبضة تيار ، كما هو موضح في الشكل أدناه. لتنفيذه ، من الضروري إجراء تعديل دقيق لمعلمات لحام IDS ، والتي يتم إجراؤها تلقائيًا في مصادر الطاقة الحديثة على أساس التحكم التآزري.
معلمات اللحام MIG / MAG
تتضمن معلمات وضع اللحام بالغاز المحمي MIG / MAG ما يلي:
تيار اللحام (أو سرعة تغذية سلك الإلكترود) ؛
- جهد القوس (أو طول القوس) ؛
- قطبية اللحام الحالية ؛
- سرعة اللحام
- طول العصا من سلك القطب ؛
- إمالة القطب (الشعلة) ؛
- موضع اللحام ؛
- قطر القطب.
- تكوين الغاز الواقي ؛
- استهلاك غاز التدريع.
تأثير القطبية الحالية على عملية اللحام MIG / MAG
تؤثر قطبية تيار اللحام بشكل كبير على طبيعة عملية اللحام MIG / MAG. لذلك ، عند استخدام القطبية العكسية ، تتميز عملية اللحام بالميزات التالية:
زيادة مدخلات الحرارة للمنتج ؛
- اختراق أعمق
- انخفاض كفاءة ذوبان القطب ؛
- مجموعة كبيرة من أنواع النقل المنفذة - معدن ، مما يسمح لك باختيار النوع الأمثل (مع دوائر قصيرة ، قطرة كبيرة ، قطرة صغيرة ، طائرة ، IDS ...).
أثناء اللحام في قطبية مباشرة ، هناك:
انخفاض مدخلات الحرارة للمنتج ؛
- اختراق أقل عمقًا ؛
- كفاءة عالية لصهر القطب ؛
- طبيعة نقل القطب الكهربائي غير مواتية للغاية (انخفاض كبير مع انتظام منخفض).
 زيادة مدخلات الحرارة للمنتج |
 انخفاض مدخلات الحرارة للمنتج |
التحليل المقارن النوعي لميزات اللحام MIG / MAG على القطبية العكسية والمباشرة
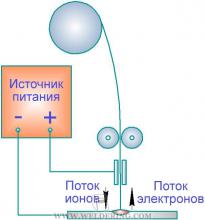
ترتبط الاختلافات في خصائص القوس مع القطبية المباشرة والعكسية بالاختلاف في إطلاق الحرارة من القوس عند الكاثود والأنود أثناء اللحام الكهربائي القابل للاستهلاك ؛ يتم توليد المزيد من الحرارة عند الكاثود مقارنة بالقطب الموجب. ما يلي هو مقدار تقريبي لتوليد الحرارة في أجزاء مختلفة من القوس فيما يتعلق باللحام MIG / MAG (كمنتج لانخفاض الجهد في المنطقة المقابلة للقوس وتيار اللحام):
في منطقة الكاثود: 14 V x 100 A = 1.4 kW على طول ≈ 0.0001 مم ؛
في عمود القوس: 5 فولت × 100 أ = 0.5 كيلو وات بطول ≈ 5 مم ؛
في منطقة الأنود: 2.5 فولت × 100 أمبير = 0.25 كيلو وات بطول ≈ 0.001 مم.
يحدد الاختلاف في إطلاق الحرارة في منطقتي الأنود والكاثود تغلغلًا أعمق للمعدن الأساسي عند القطبية العكسية ، ومعدل أعلى من ذوبان القطب عند قطبية مستقيمة ، فضلاً عن نقل المعادن غير المواتي الذي يتم ملاحظته عند القطبية المستقيمة ، عندما يميل الانخفاض إلى يتم صدها في الاتجاه المعاكس من حوض اللحام. هذا الأخير هو نتيجة لقوة رد فعل متزايدة. تنشأ قوة رد الفعل نتيجة الفعل التفاعلي عند سقوط تيار بخار المعدن المنبعث من البقعة النشطة ، أي مساحة سطح القطيرة أعلى درجة حرارة. تمنع قوة التفاعل فصل السقوط من نهاية القطب ، ولأنها مهمة ، يمكن أن تتسبب في نقل المعدن مع تنافر مميز للقطرات بعيدًا عن القوس ، مصحوبًا بتناثر كبير من المعدن. تأثير هذه القوة هو ترتيب من حيث الحجم أقل على القطبية العكسية (عندما يكون القطب موجبًا) منه على خط مستقيم (عندما يكون القطب كاثودًا).
في الرسم البياني الموجز أدناهيتم عرض مناطق التوليفات الموصى بها لجهد القوس وتيار اللحام للحامات من أنواع مختلفة والمواضع المكانية المختلفة.
 / ص>
/ ص>
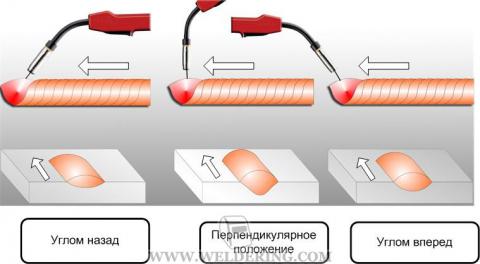
تأثير موضع الشعلة وتقنية اللحام على تشكيل اللحام.
 ">
">
المميزات والعيوب
تتمثل المزايا الرئيسية لعملية اللحام MIG / MAG في الإنتاجية العالية والجودة العالية للحام. يتم تفسير الإنتاجية العالية من خلال عدم وجود ضياع للوقت لتغيير القطب ، وأيضًا من خلال حقيقة أن هذه الطريقة تسمح باستخدام تيار لحام عالي.
ميزة أخرى لطريقة اللحام هذه هي مدخلات الحرارة المنخفضة ، خاصة عند اللحام بقوس قصير (عند اللحام بدوائر قصيرة) ، مما يجعل هذه الطريقة أكثر ملاءمة لحام الصفائح المعدنية الرقيقة ، وكذلك اللحام في جميع المواضع المكانية.
هذه المزايا تجعل اللحام MIG / MAG مناسبًا بشكل خاص للحام الآلي.
تشمل عيوب هذه العملية مقارنة باللحام الكهربائي المطلي ما يلي:
المعدات أكثر تعقيدًا وأكثر تكلفة ؛
- يصعب اللحام في الأماكن التي يصعب الوصول إليها ، لأن الشعلة ، كقاعدة عامة ، أكبر من حامل القطب الكهربائي ويجب أن تكون قريبة من منطقة اللحام ، وهو أمر غير ممكن دائمًا ؛
- علاقة أكثر تعقيدًا بين معلمات اللحام ؛
- يتم وضع متطلبات أعلى على تحضير وتنظيف الحواف ؛
- إشعاع أقوى من القوس.
لحام MIG / MAG بسلك ذو قلب متدفق
يمكن إجراء لحام الأسلاك المغلفة بالصهر على نفس المعدات مثل لحام الأسلاك الصلبة. الاسم المختصر لهذه العملية ، المعتمد في الخارج - FCAW (لحام القوس المحفور الجريان).
السلك المحفور عبارة عن أنبوب من الفولاذ غير المخلوط مملوء بمسحوق (تدفق). يتم عرض تصميم بعض أنواع الأسلاك ذات القلب المتدفق أدناه.
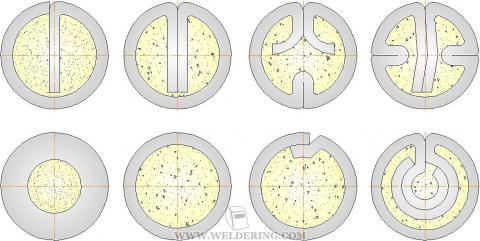
كل نوع من الأسلاك ذات القلب المتدفق له تركيبة التدفق الخاصة به. من خلال التدفق ، من الممكن تغيير خصائص القوس ونقل معدن القطب ، وكذلك السمات المعدنية لتشكيل اللحام. بفضل هذا ، كان من الممكن التغلب على بعض العيوب الكامنة في عملية اللحام MAG باستخدام الأسلاك الصلبة. على سبيل المثال ، يتيح السلك ذو القلب المتدفق إمكانية إدخال عناصر السبائك من خلال التدفق إلى معدن اللحام ، وهو الأمر الذي لا يمكن القيام به في حالة استخدام الأسلاك الصلبة ، بسبب تدهور طبيعة الرسم.
عادة ، يتم توفير الحماية من الغاز في لحام FCAW بواسطة الغاز المزود من الخارج (FCAW المحمي بالغاز - FCAW-G). ومع ذلك ، فقد تم تطوير الأسلاك التي يتم فيها إنتاج كمية كافية من غاز التدريع عن طريق تحلل التدفق عند التسخين ؛ هذا هو ما يسمى بعملية اللحام بالأسلاك المحفور ذاتي التدفق (FCAW المحمية ذاتيًا - FCAW-S).
في الواقع ، اللحام بقلب التدفق هو مجرد نوع خاص من عمليات اللحام المحمي بالغاز. لذلك ، فهي تتميز بنفس ميزات عمليات اللحام المحمي بالغاز الأخرى ، لأنها تحتاج أيضًا إلى حماية غازية فعالة لمنطقة اللحام. على سبيل المثال ، شرط الدعم الحد الأدنى للمسافةبين فوهة الغاز وقطعة العمل صالحة أيضًا للحام FCAW. يجب اتخاذ تدابير ضد تيارات الهواء من الأبواب والنوافذ المفتوحة ، حيث يمكن أن تنفخ غاز التدريع على الجانب. الأمر نفسه ينطبق على تدفقات الهواء من أنظمة التهوية وحتى من أنظمة اللحام المبردة بالهواء.
وظائف قلب سلك بقلب متدفق
تم تطوير تركيبة التدفق وفقًا لمجال تطبيق السلك ذو القلب المتدفق. تتمثل الوظيفة الرئيسية للتدفق في تنظيف معدن اللحام من الغازات مثل الأكسجين والنيتروجين ، والتي لها تأثير سلبي على الخواص الميكانيكية للحام. من أجل تقليل محتوى الأكسجين والنيتروجين في معدن اللحام ، تتم إضافة السيليكون والمنغنيز إلى تدفق الأسلاك ، وهي عوامل مزيلة للأكسدة ، وتساعد أيضًا على التحسين الخواص الميكانيكيةفلز. يتم إدخال عناصر مثل الكالسيوم والبوتاسيوم والصوديوم في التدفق من أجل نقل خصائص الخبث التي تعمل على تحسين حماية المعدن المنصهر من التعرض للهواء الجوي أثناء تبلور المعدن.
بالإضافة إلى ذلك ، يوفر الخبث:
تشكيل سطح اللحام للملف الشخصي المطلوب ؛
- احتجاز تجمع من المعدن المنصهر أثناء اللحام بشكل عمودي و المواقف العلوية;
- تقليل معدل تبريد معدن حوض اللحام.
بالإضافة إلى ذلك ، يساهم البوتاسيوم والصوديوم في تكوين قوس أكثر ليونة (مستقرًا) وتقليل تناثر السوائل.
عناصر صناعة السبائك.يُفضل خلط معدن اللحام عبر سلك ذو قلب متدفق أكثر من خلائط معدن اللحام من خلال سلك صلب (من الأسهل من الناحية الفنية إدخال مكونات السبائك في قلب سلك ذو قلب متدفق بدلاً من صنع سلك صلب من معدن مخلوط ). تُستخدم عناصر السبائك التالية بشكل شائع: الموليبدينوم ، والكروم ، والنيكل ، والكربون ، والمنغنيز ، وما إلى ذلك. إن إضافة هذه العناصر إلى معدن اللحام يزيد من قوته وليونته ، وفي نفس الوقت ، قوة الخضوع ، ويحسن أيضًا قابلية اللحام من المعدن.
يحدد تكوين التدفق ما إذا كان السلك المحفور سيكون روتيلًا أم نوعًا أساسيًا (كما هو الحال مع الأقطاب الكهربائية المطلية).
تستخدم أيضًا الأسلاك المحفور التي تحتوي على نسبة عالية من مسحوق المعادن (الحبل المعدني). يحتوي تدفق هذا النوع من الأسلاك المحفورة على كمية كبيرة من مسحوق الحديد ، بالإضافة إلى إضافات من السيليكون والمنغنيز ، والتي توجد عادة في الأسلاك الصلبة. تحتوي بعض الأسلاك أيضًا على ما يصل إلى 2٪ من النيكل ، مما يزيد من المتانة في درجات الحرارة المنخفضة.
تستخدم أسلاك الأسلاك المعدنية في اللحام بعقب و قطع شرائح اللحمهفي جميع المواقف المكانية. أنها توفر أداء ترسيب عالية. يتميز اللحام بسطح أملس وخالٍ من الخبث ، مما يعني أنه يمكن عمل عدة تمريرات دون تنظيف الحبة السابقة أولاً.
مجالات الاستخدام
حاليًا ، يتم استخدام اللحام بالأسلاك ذات القلب المتدفق حيث تم استخدام الأقطاب الكهربائية المطلية سابقًا ، على سبيل المثال ، في بناء السفن وغيرها من فروع الهندسة الثقيلة فيما يتعلق بسماكة تزيد عن 1.5 مم من المنتجات المصنوعة من الكربون العادي منخفض الكربون والمقاوم للحرارة والتآكل -الفولاذ المقاوم للصدأ.
مزايا اللحام بقلب التدفق
يتميز اللحام بسلك ذو قلب متدفق بالمزايا التالية:
استخدام طريقة اللحام هذه مفيد من الناحية الاقتصادية. يوفر سرعات لحام عالية وفترات تقويس طويلة دون انقطاع (حيث لا توجد حاجة لتغييرات متكررة للأقطاب الكهربائية) ؛
- في نفس الوقت ، عمليا لا توجد خسائر في سلك القطب ؛
- توفر الطريقة جودة مقبولة عند لحام المعادن التي تتميز بقابلية منخفضة للحام ؛
- الأسلاك ذات القلب المتدفق من النوع الرئيسي أقل حساسية لتلوث المعدن الأساسي وتوفر لحامًا محكمًا مع ميل منخفض للتشقق ؛
- يمكن إجراء اللحام في جميع المواضع المكانية ؛
- القوس وبركة اللحام مرئيان بوضوح ؛
- بعد اللحام ، يتطلب التماس معالجة بسيطة فقط ؛
- احتمالية تكون عيوب خطيرة في اللحام أقل مقارنة بلحام الأسلاك الصلبة.
عيوب عملية اللحام FCAW
بعض عيوب اللحام بقلب التدفق مذكورة أدناه:
طريقة اللحام هذه حساسة للغاية للمسودات (الأبواب والنوافذ المفتوحة) ، والتيارات الهوائية من أنظمة التهوية وحتى من أنظمة تبريد الهواء لمنشآت اللحام ؛
- التكاليف الإضافية لبناء مأوى لمكان اللحام عند العمل في الهواء الطلق ؛
- في حالة عدم كفاية معرفة عامل اللحام بخصائص العملية والعلاقة بين معلمات الوضع ، فمن الممكن حدوث عيوب خطيرة في اللحام بسبب الاختراق غير الكافي ؛
- مطلوب نفقات رأسمالية كبيرة على المعدات ؛
- عند اللحام بسلك ذو قلب متدفق ، وخاصة المحمي ذاتيًا ، يتم إطلاق كمية كبيرة نسبيًا من الدخان.



