سلك محول للستانلس ستيل و تشيرنوخا. طريقة طهي الفولاذ المقاوم للصدأ
كيفية طهي الفولاذ المقاوم للصدأ هي مسألة ذات صلة إلى حد ما بالصناعة الحديثة. تجدر الإشارة إلى أن هذا النوع من الفولاذ مادة متينة إلى حد ما ، لذا فإن معالجتها لها بعض الفروق الدقيقة. يعتمد اختيار طريقة اللحام على سمك قطع العمل والتركيب الكيميائي.
ستانلس ستيل. الخصائص الرئيسية
الفولاذ المقاوم للصدأ هو سبيكة من الكربون والحديد مخلوط بالكروم. يضمن المحتوى العالي للعنصر الأخير مقاومة عالية للمادة في بيئة قابلة للتآكل. تشكل فيلمًا واقيًا خاصًا ، بفضله يحتفظ المعدن الأساسي بمقاومته. بالإضافة إلى ذلك ، يتم خلط الفولاذ مع النيكل والكوبالت والتيتانيوم. تتمثل المزايا الرئيسية للفولاذ المقاوم للصدأ في المقاومة العالية عند ملامسته للبيئات العدوانية ، والقوة العالية ، على التوالي ، وفترة التشغيل الطويلة. بالإضافة إلى ذلك ، يتمتع الفولاذ بمظهر جمالي جيد.
ميزات لحام الفولاذ المقاوم للتآكل
هذه المادة لها توسع خطي كبير. نتيجة لذلك ، تحت تأثير حراري ، يمكن تشويه قطع العمل وتغيير أبعادها. لتجنب هذا الموقف ، من الضروري الالتزام الصارم بالفجوة المثلى بين الأجزاء المتصلة. يمكن أن يؤدي تأثير درجة الحرارة المرتفعة إلى حقيقة أن سبائك الفولاذ تفقد خصائصها إلى حد ما ، وتقل مقاومة التآكل. في هذه الحالة اللحاميجب تبريده. تتطلب الموصلية الحرارية المنخفضة للفولاذ تقليل القوة الحالية بحوالي 25٪. يجدر أيضًا اختيار أقطاب اللحام المناسبة ، حيث يمكن أن ترتفع درجة حرارتها بطول طويل. صعوبة أخرى هي ظهور الكربيدات المقاومة للحرارة على السطح ، والتآكل بين الخلايا الحبيبية.
طرق الطبخ الفولاذ المقاوم للصدأ
يوجد العديد من طرق اللحام ، بسماكة معدن صغيرة (1.5 مم) ينصح باستخدامها (في بيئة غاز خامل). كيف تطبخ الفولاذ المقاوم للصدأ بسمك أقل من 0.8 مم؟ في هذه الحالة ، يتم استخدام طريقة القوس النبضي. ترتبط المعادن الرقيقة أيضًا بقوس بنقل مادة نفاثة. على نحو متزايد ، يتم استخدام طريقة اللحام بالبلازما. يمكن استخدامه لمجموعة واسعة من سُمك قطع العمل. يتم لحام المقاطع التي يزيد حجمها عن 10 مم تحت كرة التدفق. يستخدمون أيضًا اللحام بالتيار العالي التردد ، طريقة الليزر.
لحام مادة الأرجون
تتم هذه العملية في بيئة واقية من الغاز - الأرجون. يحمي المادة من تأثيرات الأكسجين. في جهاز خاص ، يتم تشكيل قوس بين الجزء وقطب التنغستن. أثناء عملية التسخين ، تذوب الحواف ، مما يؤدي إلى تكوين تجمع لحام محمي. يتم أيضًا إدخال سلك خاص للحام الفولاذ المقاوم للصدأ باستمرار في القوس. تتم عملية الاتصال نفسها بزاوية 90 درجة. للحصول على أفضل جودة للعمل ، يجدر التخلص من أي حركات تذبذبية للقطب الكهربي. والنتيجة هي خياطة خالية من الخبث. مثل هذا الاتصال ذو جودة عالية ومتانة ويلبي جميع المتطلبات الجمالية. يتم استخدام اللحام بالغاز من الفولاذ المقاوم للصدأ في العديد من الصناعات: الكيماويات ، وصناعة الأغذية ، والسيارات ، والطيران ، وهندسة الطاقة الحرارية. من بين أوجه القصور ، يمكن للمرء أن يميز فقط الوقت الكبير الذي يقضيه في العملية نفسها. أيضًا ، تتطلب التكنولوجيا مهارات وخبرات خاصة من العمال. 
معدات لحام الأرغون القوسي
بادئ ذي بدء ، يلزم وجود عاكس لهذا النوع من التوصيلات المعدنية. هناك عدد غير قليل من التعديلات والنماذج: "Svarog" ، KEMPPI Master ، BRIMA ، إلخ. المزايا الرئيسية للجهاز هي سهولة التشغيل ، الحجم الصغير والوزن ، القوس المستقر. يمكن استخدام العاكسات في لحام أي معدن تقريبًا ، بينما ستكون الوصلات ذات جودة عالية. كيف تطبخ الفولاذ المقاوم للصدأ بالعاكس وما الذي يجب مراعاته؟ بادئ ذي بدء ، من الضروري اختيار النطاق الصحيح لدرجة حرارة التشغيل. بعض الطرز لا تعمل في الهواء الطلق في الطقس البارد. يجدر أيضًا النظر في قوة الجهاز. للاستخدام المنزلي ، يعد العاكس بتيار يصل إلى 160 أمبير مناسبًا (على سبيل المثال ، "Svarog TIG 200 P" ، PRO TIG 200 P) يتم تنظيف الأجزاء وإزالة الشحوم منها قبل التوصيل. سوف يتطلب اللحام اسطوانة غازمع الأرجون. على الرغم من أن استخدام الغاز المخفف مسموح به في الممارسة العملية. يتم توصيل الموقد بالموقد ، حيث يتم إدخال قطب التنغستن في الحامل. يوجد على مقبض الموقد أزرار لتزويد التيار والغاز. إنه ضروري أيضًا سلك لحاممن نفس مادة الأجزاء المراد ربطها. 
كيف يعمل اللحام شبه التلقائي
كيف تطبخ الفولاذ المقاوم للصدأ عند إصلاح السيارة في المنزل؟ في هذه الحالة ، غالبًا ما تستخدم طريقة اللحام شبه الأوتوماتيكي. يمكن أن يحدث في بيئة واقية وبدون استخدام الغاز. تستخدم الأجهزة شبه الآلية أيضًا في شركات السيارات الكبيرة ، مما يشير جودة عالية وصلة ملحومة. في هذه الحالة ، يعمل سلك خاص كقطب كهربائي ومادة حشو. هناك عدة طرق للعمل مع المعدات: قوس قصير ، نقل بالرش ، لحام نبضي من الفولاذ المقاوم للصدأ. توفر التكنولوجيا التشغيل بدون غاز التدريع ، ومع ذلك ، في هذه الحالة ، يجب اختيار أقطاب مسحوق خاصة. هذه الطريقة مناسبة أيضًا للعمل في الهواء الطلق. ليست هناك حاجة لشراء (وبالتالي ، إنفاق أموال إضافية) اسطوانة غاز. هذا له عيبه - بمرور الوقت ، يمكن أن يصبح المفصل الملحوم صدئًا. لذلك ، لا يزال الخبراء يوصون باستخدام أقطاب كهربائية خاصة من الفولاذ المقاوم للصدأ ولحام باستخدام الأرجون. حتى الآن ، هناك العديد من أنواع الأجهزة شبه الآلية ، المحلية ("FEB" ، "Svarog") ، والإنتاج الأجنبي (BRIMA ، EWM ، TRITON ، إلخ). يعتمد اختيار الجهاز على مجموعة المهام وحجم اللحام وخصائص المواد المراد ربطها. 
استخدام اللحام الكهربائي
كيف تطبخ الفولاذ المقاوم للصدأ إذا لم تكن هناك متطلبات خاصة لجودة التماس؟ كقاعدة عامة ، في الظروف المعيشية، عند توصيل جميع أنواع الأنابيب ، في الإنتاج الصغير ، وكذلك للحصول على خط قصير ، يتم استخدام اللحام الكهربائي. جوهر هذه العملية هو تكوين مركب من مادة قطعة الشغل ومعدن القطب.  تشمل مزايا هذه التقنية بساطة التنفيذ والقدرة على الاتصال معادن مختلفة(كلاهما رفيع وهادئ أقسام كبيرة). ليست هناك حاجة لاستخدام الغاز مما يقلل من تكلفة العملية. كما أن اللحام بالأقطاب الكهربائية يجعل من الممكن الاقتراب من المناطق التي يصعب الوصول إليها في الجزء. هناك عيوب معينة لهذه التكنولوجيا. أولاً ، يتطلب اللحام التنظيف من الخبث الناتج. ثانيًا ، سرعة اللحام صغيرة.
تشمل مزايا هذه التقنية بساطة التنفيذ والقدرة على الاتصال معادن مختلفة(كلاهما رفيع وهادئ أقسام كبيرة). ليست هناك حاجة لاستخدام الغاز مما يقلل من تكلفة العملية. كما أن اللحام بالأقطاب الكهربائية يجعل من الممكن الاقتراب من المناطق التي يصعب الوصول إليها في الجزء. هناك عيوب معينة لهذه التكنولوجيا. أولاً ، يتطلب اللحام التنظيف من الخبث الناتج. ثانيًا ، سرعة اللحام صغيرة.
كيفية اختيار أقطاب اللحام
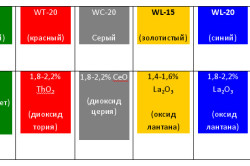
تستخدم أقطاب الفولاذ المقاوم للصدأ على نطاق واسع لربط السبائك المقاومة للتآكل التي تعمل تحتها درجات حرارة عالية. كقاعدة عامة ، يتم تصنيع القضبان على أساس النيكل والكروم. عندما يمكنك استخدام نوعين من الأقطاب الكهربائية. الأول - العمل في ظروف التيار المباشر. يتكون الغلاف الرئيسي في الغالب من المغنيسيوم وكربونات الكالسيوم. لحام كهربائي مع طلاء الروتيليمكن أن تعمل مع التيار المتردد. عند اللحام باستخدام الأرجون ، يتم استخدام قضبان التنغستن المختلفة. بسبب درجة حرارة التشغيل العالية ، لا تذوب. هناك أنواع كثيرة منها. تتكون الأقطاب الكهربائية الخضراء (WP) من التنجستن النقي. أنها توفر مقاومة عالية بما فيه الكفاية للقوس. أبيض - WZ-8 - مخدر بأكسيد الزركونيوم. يضاف أكسيد الثوريوم إلى الأقطاب الكهربائية الحمراء. هذه هي المجموعة الأكثر شيوعًا ، تتمتع القضبان بمقاومة عالية. أيضا ، اللانثانم ، السيريوم يمكن تضمينها في أقطاب التنغستن. 
تجهيز الوصلات الملحومة
بعد اكتمال عملية ربط الأجزاء ، من الضروري تنظيف خط اللحام. يجب أن يتم ذلك من أجل تحسين المظهر وإطالة عمر الخدمة. خلاف ذلك ، قد يحدث التآكل في هذه المنطقة. بادئ ذي بدء ، يتم إجراء التنظيف الميكانيكي للحام. يبدو المفترق أكثر جمالية بعد السفع الرملي. الخطوة التالية هي صنفرة السطح. في هذه الحالة ، لا ينصح باستخدام المواد الكاشطة على أساس اكسيد الالمونيوم ، حيث يمكن أن تثير ظهور التآكل. وتجدر الإشارة إلى أن كل هذه التلاعبات تهدف إلى التحسين مظهر خارجيتفاصيل. يساعد النقش والتخميل على حماية اللحام من التلف. النقش هو معالجة سطحية بمواد كيميائية خاصة تدمر المقياس الناتج. عند التخميل ، يتم تطبيق المفصل مادة خاصة. تحت تأثيره يظهر فيلم واقية (من أكسيد الكروم).
اللحام بالليزر للسبائك
تعتبر اللحام بالليزر للفولاذ المقاوم للصدأ واحدة من أكثر طرق اللحام حداثة وتقدما من الناحية التكنولوجية.  جوهر هذه الطريقة هو استخدام شعاع الليزر كمصدر للتدفئة. يتميز هذا اللحام بالسرعة العالية والتركيز العالي للطاقة عند التقاطع. التأثير الحراري على المنطقة القريبة من خط اللحام ضئيل. لذلك ، فإن خطر التكسير الساخن أو البارد ضئيل. يتميز التماس الناتج بقوته ، فلا يوجد مسامية. من الممكن أيضًا توصيل غاز التدريع إلى تقاطع عناصر صناعة السبائك. نظرًا لعدم وجود أقطاب لحام ، لا تدخل المركبات الأجنبية في خط اللحام. يمكن استخدام اللحام بالليزر للمجوهرات ، حيث أن جميع اللحامات رفيعة وأنيقة وقوية. العيب الوحيد هو أن المعدات باهظة الثمن ، وبالتالي فإن الاستخدام الجماعي لهذه التركيبات ليس ممكنًا بعد.
جوهر هذه الطريقة هو استخدام شعاع الليزر كمصدر للتدفئة. يتميز هذا اللحام بالسرعة العالية والتركيز العالي للطاقة عند التقاطع. التأثير الحراري على المنطقة القريبة من خط اللحام ضئيل. لذلك ، فإن خطر التكسير الساخن أو البارد ضئيل. يتميز التماس الناتج بقوته ، فلا يوجد مسامية. من الممكن أيضًا توصيل غاز التدريع إلى تقاطع عناصر صناعة السبائك. نظرًا لعدم وجود أقطاب لحام ، لا تدخل المركبات الأجنبية في خط اللحام. يمكن استخدام اللحام بالليزر للمجوهرات ، حيث أن جميع اللحامات رفيعة وأنيقة وقوية. العيب الوحيد هو أن المعدات باهظة الثمن ، وبالتالي فإن الاستخدام الجماعي لهذه التركيبات ليس ممكنًا بعد.
وفقًا للتصنيف المقبول ، يتم تصنيف الفولاذ المقاوم للصدأ على أنه فولاذ عالي المقاومة للتآكل. عنصر السبائك الرئيسي فيها هو الكروم (Cr) ، والذي يتراوح محتواه من 12 إلى 20٪. بالإضافة إلى ذلك ، يحتوي الفولاذ المقاوم للصدأ على العناصر اللازمة لمنحهم بعض المواد المادية و الخواص الميكانيكيةوتزيد من مقاومة التآكل: النيكل (ني) والموليبدينوم (Mo) والمنغنيز (Mn) والتيتانيوم (Ti) وغيرها.
نظرًا لخصائصها المقاومة للتآكل والقوة ، يتم استخدام الفولاذ المقاوم للصدأ على نطاق واسع في الصناعة والحياة اليومية. يمكن العثور على المنتجات المصنوعة من الفولاذ المقاوم للصدأ في كل مكان - من ورش الإنتاج الكيميائية العملاقة إلى المطبخ في كل شقة.
قابلية اللحام من الفولاذ المقاوم للصدأ
تتأثر قابلية لحام الفولاذ المقاوم للصدأ بعدد من الخصائص التي يمتلكونها:- انخفضت الموصلية الحرارية بمقدار 1.5-2 مرة مقارنة بالفولاذ منخفض الكربون ، مما تسبب في تركيز الحرارة وزيادة تغلغل المعادن في منطقة اللحام. تملي هذه الخاصية الحاجة إلى تقليل القوة الحالية عند لحام الفولاذ المقاوم للصدأ بنسبة 15-20 ٪ مقارنة بالتيار للفولاذ العادي.
- يزيد المعامل الكبير للتمدد الخطي وما ينتج عنه من انكماش كبير في الصب من تشوه المعدن أثناء وبعد اللحام. في حالة عدم وجود فجوة كافية بين الأجزاء الملحومة ذات السماكة الكبيرة ، يمكن أن يؤدي ذلك إلى حدوث تشققات.
- تؤدي المقاومة الكهربائية العالية إلى تسخين قوي لقطب الفولاذ عالي السبائك. لتقليل التأثير السلبي ، يتم إنتاج أقطاب كهربائية مع قضبان الكروم والنيكل بطول لا يزيد عن 350 مم.
- من السمات المهمة للغاية ميل الفولاذ عالي الكروم لفقد خصائصه المضادة للتآكل في ظل ظروف حرارية غير مناسبة. هذه الظاهرة تسمى التآكل الحبيبي. طبيعتها الفيزيائية والكيميائية هي أنه عند تسخينها فوق 500 درجة مئوية ، يتشكل الكروم وكربيدات الحديد على طول حدود الحبوب ، والتي تصبح مراكز للتآكل والتآكل. يتم مكافحة هذه الظاهرة بطرق مختلفة ، أحدها التبريد السريع لموقع اللحام (بأي طريقة ، حتى الري) من أجل تقليل درجة فقدان مقاومة التآكل. طريقة التبريد بالماء مناسبة فقط لبعض أنواع الفولاذ - فئة الكروم والنيكل الأوستنيتي.
طرق لحام الفولاذ المقاوم للصدأ
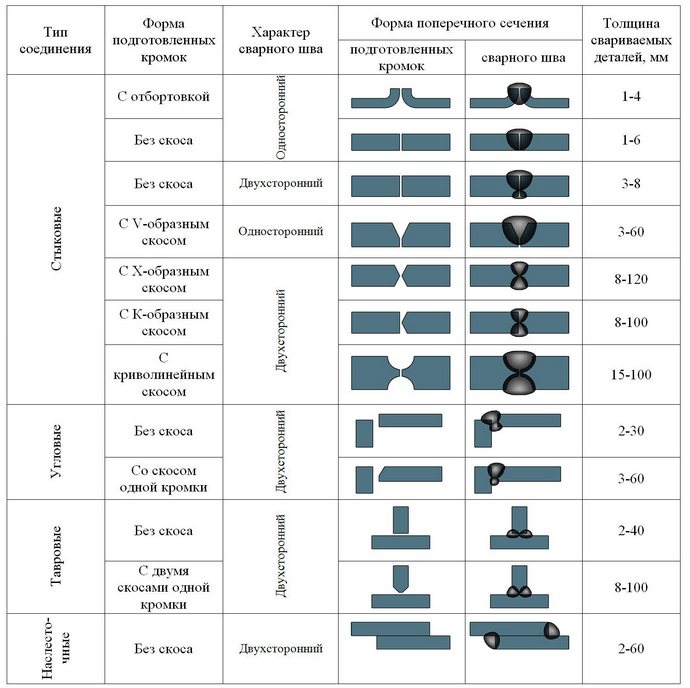
يمكن لحام الفولاذ المقاوم للصدأ بعدة طرق ، ولكن هناك ثلاث طرق شائعة الاستخدام:- اللحام بأقطاب كهربائية مغطاة (وضع MMA) ؛
- اللحام بإلكترود التنغستن في بيئة الأرجون (وضع DC / AC TIG) ؛
- لحام الأرجون شبه الأوتوماتيكي بسلك غير قابل للصدأ (وضع MIG).
تحضير المعدن للحام
إن تحضير حواف أجزاء الفولاذ المقاوم للصدأ هو في الأساس نفس تحضير الأجزاء المصنوعة من الفولاذ منخفض الكربون ، باستثناء فارق بسيط واحد - وصلة ملحومةيجب أن يكون هناك فجوة (ضمن الحدود المعقولة) للسماح بالانكماش الحر للدرز.قبل اللحام ، يتم تنظيف أسطح الحواف حتى تلمع بفرشاة فولاذية وغسلها بمذيب (على سبيل المثال ، الأسيتون وبنزين الطائرات). يتم ذلك لإزالة الشحوم ، والتي يمكن أن تسبب ثقوبًا في التماس وتقليل ثبات القوس.
اللحام اليدوي بأقطاب كهربائية مطلية (وضع MMA)
يوفر لحام الفولاذ المقاوم للصدأ بأقطاب كهربائية مطلية دون أي مشاكل جودة مقبولة للدرز ، لذلك إذا لم تكن هناك متطلبات خاصة للوصل الملحوم ، فلا يوجد سبب للبحث عن طريقة لحام أخرى.تحتوي GOST 10052-75 "الأقطاب الكهربائية المعدنية المطلية للحام القوسي اليدوي للفولاذ عالي السبائك ذات الخصائص الخاصة" على أنواع من الأقطاب الكهربائية المناسبة للفولاذ المقاوم للصدأ بتركيبة معينة. هذه ، على وجه الخصوص ، الأقطاب الكهربائية OZL-8 ، و TsL-11 ، و NIAT-1 ، و UONI-13 / NZh 12X13 ، وما إلى ذلك. نوع القطب من التركيب الأمثل. يجب اختيار هذه الأقطاب الكهربائية التي توفر الخصائص التشغيلية الرئيسية للوصلات الملحومة - الخواص الميكانيكية ، ومقاومة التآكل ، ومقاومة الحرارة إذا لزم الأمر.
عادة ما يتم اللحام بالتيار المباشر. عكس القطبية. من الضروري السعي لتقليل اختراق التماس ، واللحام ، إن أمكن ، بأقطاب كهربائية ذات قطر صغير بأقل قدر من الطاقة الحرارية. كما هو مذكور أعلاه ، فإن القوة الحالية عند لحام الفولاذ المقاوم للصدأ تكون 15-20٪ أقل من الفولاذ العادي.
بسبب الموصلية الحرارية المنخفضة والمقاومة الكهربائية العالية للأقطاب الكهربائية ، يمكن أن يؤدي استخدام التيارات العالية إلى ارتفاع درجة حرارة الطلاء وحتى سقوط القطع الفردية. لنفس السبب (الموصلية الحرارية المنخفضة والمقاومة العالية) ، تتمتع أقطاب اللحام بالفولاذ المقاوم للصدأ بمعدل انصهار أعلى من أقطاب الفولاذ التقليدية. عند البدء في لحام الفولاذ المقاوم للصدأ لأول مرة ، يجب أن تكون مستعدًا لذلك.
للحفاظ على خصائص التآكل في التماس ، من الضروري ضمان تسريع التبريد باستخدام حشوات نحاسية أو نفخ الهواء لهذا الغرض. إذا كان الفولاذ المراد لحامه ينتمي إلى فولاذ الكروم والنيكل الأوستنيتي ، فيمكن استخدام الماء للتبريد.
اللحام بإلكترود التنجستن في بيئة الأرجون (وضع AC / DC TIG)
يستخدم لحام الفولاذ المقاوم للصدأ TIG في الحالات التي يكون فيها المعدن المراد لحامه رقيقًا جدًا أو يتم فرض متطلبات جودة عالية على الوصلة الملحومة. من الأفضل لحام الأنابيب غير القابل للصدأ المستخدمة في نقل الغازات أو السوائل تحت الضغط باستخدام قطب كهربائي من التنجستن في غاز خامل. يتم اللحام بالتيار المتردد أو المباشر للقطبية المباشرة في الأرجون. كمواد مالئة ، من المستحسن استخدام سلك بدرجة عالية من السبائك مقارنة بالمعدن الأساسي.
يجب إجراء اللحام بدون حركات تذبذبية للقطب ، وإلا فقد يتم انتهاك حماية منطقة اللحام ، مما يؤدي إلى أكسدة معدن اللحام. يتم حماية الجانب العكسي للدرز من الهواء عن طريق نفخ الأرجون (الفولاذ المقاوم للصدأ ليس مهمًا لحماية الجانب الخلفي مثل التيتانيوم).
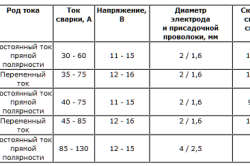
يوضح الجدول أدناه أمثلة على الأوضاع. اللحام اليدويفي الأرجون مع قطب كهربائي من التنجستن من الفولاذ المقاوم للصدأ الأوستنيتي المقاوم للحرارة.
| سمك الصفائح الملحومة ، مم | نوع التيار | تيار اللحام ، أ | الجهد ، الخامس | قطر القطب وسلك الحشو ، مم | سرعة اللحام ، سم / دقيقة | استهلاك الأرجون ، لتر / دقيقة |
| 1,0 | 30-60 | 11-15 | 2/1,6 | 12/28 | 2,5-3,0 | |
| 1,0 | التيار المتناوب | 35-75 | 12-16 | 2/1,6 | 15/33 | 2,5-3,0 |
| 1,5 | قطبية التيار المباشر المستقيمة | 40-75 | 11-15 | 2/1,6 | 9-19 | 2,5-3,0 |
| 1,5 | التيار المتناوب | 45-85 | 12-16 | 2/1,6 | 14-13 | 2,5-3,0 |
| 4,0 | قطبية التيار المباشر المستقيمة | 85-130 | 12-15 | 4/2,5 | - | 10,0 |
من الضروري محاولة استبعاد دخول التنغستن إلى حوض اللحام. لذلك ، يُنصح باستخدام الإشعال غير المتصل بالقوس أو إشعال القوس على لوح من الكربون أو الجرافيت ، ثم نقله إلى المعدن الأساسي.
بالنسبة إلى الأوستينيت ، من أجل تقليل استنفاد الكروم في الأقسام الخارجية ، يوصى بتبريد اللحام بالماء.
من أجل تقليل استهلاك قطب التنغستن ، بعد اللحام ، يُنصح بعدم إيقاف التشغيل على الفور غاز التدريع، يتم القيام بذلك بعد مرور بعض الوقت (10-15 ثانية). هذا يزيل الأكسدة الشديدة للإلكترود المسخن ويطيل من عمر الخدمة.
لحام الأرجون شبه الأوتوماتيكي (وضع MIG)
يوفر لحام الفولاذ المقاوم للصدأ بواسطة الأجهزة شبه الأوتوماتيكية في بيئة الأرجون إنتاجية عالية ونوعية جيدة للدرز. اللحام سلك غير قابل للصدأتم إنتاجه وفقًا لـ GOST 2246-70 ، والذي يوفر 41 درجة من الفولاذ ، خاصة SV-04Kh19N9 ، SV-06Kh19N9T ، SV-05Kh19N9F3S2 ، إلخ. وجود النيكل في السلك يحسن اللحام.عند استخدام محتوى هذا الموقع ، تحتاج إلى وضع روابط نشطة لهذا الموقع تكون مرئية للمستخدمين وروبوتات البحث.
يمكن العثور على فولاذ الكروم والنيكل غير القابل للصدأ في منزل الحرفي المنزلي. لسوء الحظ ، تحتاج أحيانًا إلى إصلاح الشيء الصحيح أو صنع شيء جديد من الفولاذ المقاوم للصدأ.
كيف يتم لحام الفولاذ المقاوم للصدأ بالعاكس؟ يتم تناول الفروق الدقيقة في التكنولوجيا في المقالة.
في أوروبا وأمريكا وروسيا ، انتشرت 4 علامات تجارية على نطاق واسع. في دول مختلفة، الفولاذ له علامة مميزة. سوف تجد مراسلات العلامات التجارية حسب الدولة في الجدول.
يتم لحام الفولاذ المقاوم للصدأ في المنزل فقط بعد نزع الحواف وتقطيعها ، إذا لزم الأمر.
يتم تنظيف الفراغات بفرشاة خاصة. يتم اختيار قطع الحواف من نوع الوصلة وسماكة المنتجات المعدنية التي يتم لحامها.
سبائك النيكل والكروم مصنوعة من البلاستيك ، ولا تحتاج إلى التسخين أثناء اللحام ، ولحامها جيدًا. لكن لديهم ميزة عند الاتصال ، في الشكل:
- تآكل بين الخلايا الحبيبية؛
- تشققات ساخنة في المفاصل.
كيفية طهي الفولاذ المقاوم للصدأ باستخدام العاكس
عند اللحام في المنزل ، عليك اتباع عدد من القواعد:
- لا تقم بتسخين الشغل والدرزة أكثر من 150 درجة ؛
- قم بإجراء الاتصال عند التيارات المنخفضة بسرعة عالية ، دون حركات تذبذبية في قوس قصير ؛
- لإزالة الحرارة ، ضع الألواح النحاسية تحت الفراغات ؛
- لحام المعادن السميكة مع أخدود مع وصلة متعددة التمريرات.
بعد اللحام ، يتم تنظيف التماس بفرشاة ومعالجتها بعجينة خاصة بخصائص مقاومة التآكل.
كيفية لحام الفولاذ المقاوم للصدأ بالعاكس؟ يتم ثقب الأقطاب الكهربائية في الفرن وفقًا للإرشادات الموجودة على العبوة. يتم ربط المعدن الذي يصل سمكه إلى 3 مم بدون تقطيع. يتم وضع الفراغات مع فجوة من 1-2 مم بين بعضها البعض على لوح نحاسي لإزالة الحرارة ، وتنظيفها بعناية بفرشاة.

على ال جهاز العاكسبالنسبة للأقطاب التي يبلغ قطرها 3 مم ، اضبط التيار على 80 أ وابدأ عملية اللحام ببطء.

لإجراء الاتصال بدون عيوب ، يتم إجراء اللحام بقوس قصير بدون حركات تذبذبية عرضية. بعد التغلب على الخبث وتنظيف التماس ، يتم تطبيق معجون التخليل على منطقة الاختراق لمدة 20-30 دقيقة لاستعادة الخصائص المسببة للتآكل للمعدن. بعد انقضاء الوقت ، يتم غسل المعجون المتبقي بالماء الجاري.
فيديو:كيفية استخدام معجون التخليل.
ملاحظة. لحام العاكس من الفولاذ المقاوم للصدأ للمبتدئين محفوف بالفروق الدقيقة. من الصعب على المبتدئين التعامل مع سبائك النيكل والكروم منذ المرة الأولى. أنت بحاجة إلى مهارة ، لا يمكنك الاستغناء عنها بدون التجربة والخطأ.
الفولاذ المقاوم للصدأ ذو الجدران السميكة أسهل في التعامل معه من الجدران الرقيقة. بالنسبة للمعادن الرقيقة ، يتم تحديد تيار لحام أصغر وقطر قطب كهربائي صحيح. تدريب اليد الصلبة للحام والتعود على.
فيديو:قطع الأنابيب ولحامها بقطب كهربائي 2 مم.
هل من الممكن طهي الفولاذ المقاوم للصدأ مع عاكس ريسانتا
ردود فعل من العم فاسيا:
لقد قمت بلحام موقد في الحمام بيدي. سمك المعدن 2 و 7 مم. عمل مع أقطاب TsL 11 بقطر 3 مم. تم ضبط التيار على 80-90 A. يعمل العاكس بشكل جيد. حاولت باستخدام أقطاب 2 مم ، وعندما انتهى الثلاثي ، لم يعجبني. الشيطان يحترق بسرعة ، فقط جيد لـ معدن رقيقأو القبضات.
سيرجي ، هاو:
لقد طهيت معدنًا بسمك 4 مم باستخدام Resanta ، والأقطاب الكهربائية TsL 11. من الصعب بشكل جميل لحام الفولاذ المقاوم للصدأ ، ولكن يمكنك ذلك ، فأنت بحاجة إلى التعود على ذوبان سبائك النيكل والكروم وسيولتها.
ملاحظة. جرب ماركات مختلفة من الأقطاب الكهربائية ، وتلاعب بالإعدادات تيار اللحام، تنغمس في قطبية العاكس وسوف يقدم الفولاذ المقاوم للصدأ لك. حظ سعيد!
- ملامح لحام الفولاذ المقاوم للصدأ
- اللحام بأقطاب كهربائية مغلفة
- لحام الفولاذ المقاوم للصدأ مع أقطاب التنغستن
- منع الخلل
قبل أن تبدأ في إجراء لحام الفولاذ المقاوم للصدأ ، تحتاج إلى دراسة كل شيء الميزات الممكنةمثل هذا اللحام. - ليست أسهل مهمة ، يعتمد تعقيدها على العديد من الفروق الدقيقة.
من أهمها قابلية اللحام الجيدة ، وبعبارة أخرى ، القدرة الأساسية للمعدن على إنشاء وصلة ملحومة.
الميزات الأساسية التي يمكن أن تؤثر بالضرورة على جودة اللحام:

- التوسع الخطي وانكماش المسبك. إذا كان الانكماش مرتفعًا ، فإن احتمال حدوث تشوه في المعدن أثناء العمل به اسلاك اللحامثم يزيد. وإذا كانت الأجزاء المراد لحامها واسعة بما يكفي ولا توجد فجوة بينها ، فإن احتمال حدوث تشققات كبيرة يزداد.
- الموصلية الحرارية - في الفولاذ المقاوم للصدأ تنخفض إلى النصف تقريبًا مقارنة بالمعادن الأخرى ، لذلك ، عند اللحام ، من الضروري تقليل القوة الحالية بنسبة 15-20 ٪.
- المقاومة الكهربائية عالية جدًا ، لذا فإن اللحام الأقطاب الكهربائية التقليديةغير ممكن بسبب تسخينها المفرط. لذلك ، يفعلون أقطاب كهربائية خاصةعلى أساس قضبان الكروم والنيكل ، لا يزيد طولها عن 3.5 سم للحام الفولاذ المقاوم للصدأ.
- التآكل بين الحبيبات - الفولاذ المقاوم للصدأ لديه القدرة على فقدان خصائصه المضادة للتآكل إذا كان النظام الحراري للحام غير صحيح أو تم اختيار الجهاز الخطأ. جوهر هذه العملية هو أنه عندما تصل درجة الحرارة إلى أكثر من 500 درجة مئوية ، يظهر الكروم وكربيد الحديد على المعدن على طول الحافة ، مما يؤدي إلى تآكل المعدن. ومع ذلك ، هناك طرق لمكافحة ذلك ، مثل التبريد السريع بعدة طرق.
ملامح لحام الفولاذ المقاوم للصدأ

من أجل اللحام بشكل صحيح ودقيق الفولاذ المقاوم للصدأ، فمن الضروري أيضا أن تأخذ في الاعتبار حقيقة أن البعض الخصائص الفيزيائيةيختلف عن الفولاذ العادي:
- المقاومة الكهربائية - 6 مرات أعلى ؛
- نقطة الانصهار - أقل بمقدار 100 درجة مئوية ؛
- الموصلية الحرارية - أقل بنسبة 2/3 ؛
- التمدد الحراري نصف ارتفاعه.
هناك طرق مختلفة تمامًا لحام الفولاذ بيديك. على سبيل المثال، لحام القوسباستخدام أقطاب تنجستن خاصة ، يتم إجراؤها في بيئة خاملة ، إذا تجاوز سمك المعدن 1.5 مم. إذا كنت بحاجة إلى لحام الفولاذ أو الأنابيب الرقيقة ، فمن الأفضل اللجوء إلى اللحام بأقطاب كهربائية قابلة للاستهلاك في جو غاز خامل.
يجب أن يكون اللحام النبضي القوسي قابلاً للتطبيق فقط على ألواح الصلب بسمك 0.8 مم. مع قوس قصير باستخدام أقطاب كهربائية مستهلكة ، فإن الأمر يستحق لحام الفولاذ بسمك 0.8 إلى 3.0 مم ، وبنقل نفاث من المعدن - الصلب بسماكة صفيحة تزيد عن 3.0 مم.
إذا نظرنا لحام البلازما، ثم يمكننا أن نستنتج أنه مناسب لتنوع كبير جدًا في السماكة ، وبالتالي يتم استخدامه كثيرًا. يستخدم لحام القوس المغمور لسماكة المعدن التي تتجاوز 10 مم. لكن طرق اللحام الأكثر شيوعًا هي اللحام بالأقطاب الكهربائية المطلية وأقطاب التنغستن في الأرجون وشبه الأوتوماتيكي لحام الأرجونسلك غير قابل للصدأ.
رجوع إلى الفهرس
اللحام بأقطاب كهربائية مغلفة
إذا كان لا يهمك تحديد الأقطاب الكهربائية التي يجب اللحام بها وليس لديك أي متطلبات خاصة لها مفصل اللحام، فإن الطريقة الأكثر قبولًا هي اللحام بأقطاب كهربائية مغلفة (تشمل هذه الأقطاب الكهربائية OZL-8 و NIAT-1 و TsL-11). من بين جميع الأقطاب الكهربائية ، من الأفضل اختيار تلك التي توفر مقاومة للتآكل ومقاومة للحرارة وخصائص ميكانيكية جيدة بعد اللحام.
يجب أن يتم اللحام في العاصمةمع قطبية عكسية إلزامية. من الضروري التأكد من ذوبان التماس إلى الحد الأدنى ، لأنه عند لحام الفولاذ المقاوم للصدأ ، يكون للأقطاب الكهربائية المستخدمة قطر صغير وتتطلب الحد الأدنى من الطاقة الحرارية. يجب تعديل القوة الحالية في عملية لحام الفولاذ المقاوم للصدأ بدقة إلى 15-20 ٪ أقل من لحام المعدن العادي. في حالة التيار العالي ، بسبب الموصلية الحرارية المنخفضة والمقاومة العالية للأقطاب الكهربائية المطلية ، يمكن أن يحدث ارتفاع كبير في درجة الحرارة وحتى انفصال القطع. ولهذا السبب ، تتمتع هذه الأقطاب الكهربائية بمعدل انصهار مرتفع ، لذلك إذا كنت تستخدمها لأول مرة ، فقد يكون ذلك غير معتاد في البداية.
للحفاظ على أداء التآكل خط اللحاممن الضروري ترتيب التبريد المتسارع أثناء اللحام. للقيام بذلك ، يمكنك استخدام حشيات النحاس أو بعض نفخ الهواء. إذا كان الفولاذ من الكروم والنيكل ، يمكنك تبريده بالماء.
رجوع إلى الفهرس
لحام الفولاذ المقاوم للصدأ بأقطاب التنغستن
يكون اللحام بأقطاب التنغستن في جو خامل مناسبًا عندما يكون المعدن المراد لحامه رقيقًا جدًا أو عندما تكون متطلبات جودة الوصلة الملحومة عالية جدًا. على سبيل المثال ، إذا كنت بحاجة إلى لحام الأنابيب التي سيتم استخدامها لاحقًا لنقل الغازات أو السوائل تحتها ضغط مرتفع، طريقة اللحام هذه مثالية. يتم تنفيذ الإجراء في بيئة الأرجون ، يمكن أن يكون التيار ثابتًا ومتغيرًا ، ولكن ذو قطبية مباشرة. في دور مادة حشو ، يوصى بأخذ سلك بمستوى تصنيع سبائك أعلى من المعدن. عند العمل ، يجب تجنب الحركات التذبذبية ذات الأقطاب الكهربائية لتجنب إتلاف حماية منطقة الطهي ، مما قد يؤدي إلى أكسدة التماس وزيادة تكلفة العملية نفسها.
على الجانب الخلفي من الهواء ، يجب حماية التماس بنفخ الأرجون ، ولكن لا يزال الفولاذ المقاوم للصدأ ليس بالغ الأهمية لهذه الحماية ، ولكن حتى أدنى احتمال لدخول جزيئات التنغستن إلى حوض اللحام يجب إزالته في أي حال. في هذه الحالة ، سيساعد الاشتعال غير الملامس لقوس اللحام ؛ يمكنك أيضًا استخدام لوحة الكربون أو الجرافيت لنفس الغرض.
بعد الانتهاء من العمل ، من أجل عدم الإفراط في استهلاك قطب التنغستن بشكل مفرط ، لا ينبغي إيقاف الغاز على الفور ، ولكن بعد فترة (عادة من 10 إلى 15 ثانية). هذا يساعد على تجنب الأكسدة القوية للأقطاب الكهربائية الساخنة ، مما يزيد من عمرها.
الفولاذ المقاوم للصدأ ، وفقًا للتصنيف ، ينتمي إلى الفولاذ عالي السبائك المقاوم للتآكل. عنصر السبائك الرئيسي فيها هو الكروم. بالإضافة إلى ذلك ، هناك عناصر أخرى في التركيب الكيميائي للفولاذ المقاوم للصدأ يمكن أن تؤثر أيضًا على خصائصه الفيزيائية والميكانيكية. غالبًا ما يكون النيكل والمنغنيز والموليبدينوم والتيتانيوم. نظرًا للقوة الجيدة ومقاومة التآكل لهذه السبائك ، يتم استخدام لحام الفولاذ المقاوم للصدأ على نطاق واسع في تصنيع الأدوات المنزلية والمعدات الصناعية.
تتأثر قابلية لحام الفولاذ المقاوم للصدأ بالعديد من خصائصه. وبالتالي ، فإن الموصلية الحرارية المنخفضة بسبب الحرارة المركزة تزيد من درجة اختراق المعدن الذي يتم لحامه. تؤثر المعاملات العالية للتمدد الخطي على انكماش الصب ، مما يزيد بشكل كبير من تشوه المادة أثناء وبعد لحام الفولاذ المقاوم للصدأ باستخدام العاكس. في هذه الحالة ، يمكن أن تتشكل الشقوق عندما لا توجد فجوات مناسبة بين قطع العمل السميكة المراد ربطها.
مع زيادة المقاومة الكهربائية ، يتم تسخين الأقطاب الكهربائية الفولاذية بشكل مكثف ، ويجب ألا يزيد طول تلك التي تحتوي على قضيب من الكروم والنيكل عن 35 سم لتجنب التأثير السلبي. يجب أيضًا مراعاة ميل الفولاذ المقاوم للصدأ الذي يحتوي على نسبة عالية من الكروم مقاومتهم للتآكل إذا كانت المعالجة الحرارية غير مناسبة. لتجنب ذلك ، يتم استخدام التبريد السريع لموقع اللحام بالفولاذ المقاوم للصدأ باستخدام قطب كهربائي لتحقيق فقد أقل لمقاومة التآكل. يعتمد اختيار طريقة التبريد على أنواع الفولاذ.
لحام الفولاذ المقاوم للصدأ نصف أوتوماتيكي
من بين الطرق المختلفة لحام الفولاذ المقاوم للصدأ ، هناك ثلاثة أكثر شيوعًا. هذا هو اللحام شبه الأوتوماتيكي للفولاذ المقاوم للصدأ باستخدام نفس سلك القطب ، وطريقة اللحام بالأقطاب الكهربائية المطلية ، بالإضافة إلى اللحام بإلكترود التنجستن في بيئة الأرجون الواقية.
يأخذ اختيار طريقة وأنماط اللحام لكل حالة محددة في الاعتبار الدرجة والخصائص الميكانيكية وخصائص التآكل للفولاذ. علاوة على ذلك ، ينبغي للمرء أن يأخذ في الاعتبار الميل إلى التكسير ، لكل من المعدن الأساسي والمعدن المستخدم في اللحام ، حيث يخضعون أثناء التسخين لتغييرات هيكلية تؤثر على تكوين المفصل. لا يتم إجراء هذه التحولات فقط أثناء الصهر عند لحام الفولاذ المقاوم للصدأ بمعدن حديد ، بل تستمر أيضًا أثناء تبريد وتصلب معدن اللحام. يجب أن يوفر اختيار أنظمة المعالجة الحرارية مقاومة التآكل اللازمة المتوقعة من المفصل.
لتحضير أجزاء الفولاذ المقاوم للصدأ للحام ، تتم معالجة حوافها بنفس طريقة معالجة المنتجات المصنوعة من الفولاذ منخفض الكربون. هناك اختلاف واحد فقط: فجوات المؤخرة في المفاصل يجب أن تساهم في انكماش جيد للمفاصل الناتجة. يتم تنظيف مناطق الحواف الملحومة نوعياً بفرش معدنية ، يليها غسلها بتركيبة الأسيتون أو البنزين. سيساعد هذا على التخلص من الشحوم التي يمكن أن تعزز تكوين المسام في اللحامات وتؤثر على متانة القوس.
لحام الفولاذ المقاوم للصدأ باستخدام الأقطاب الكهربائية
تساعد تقنية لحام الفولاذ المقاوم للصدأ باستخدام الأقطاب الكهربائية المطلية يدويًا في الحصول على لحامات بجودة مناسبة. عندما لا يتطلب تشكيل الوصلة الملحومة شروطًا خاصة ، فإن هذه الطريقة هي الأفضل لحام الفولاذ المقاوم للصدأ. مع الأخذ في الاعتبار درجة الفولاذ وفقًا لـ GOST ، اختر نوع الأقطاب الكهربائية الأكثر مثالية التركيب الكيميائي. يجب أن يتوافق القطب المختار مع مؤشرات الأداء الرئيسية للهيكل المراد لحامه من حيث الخصائص الميكانيكية ، ومقاومة التآكل ، وفي بعض الحالات ، مقاومة الحرارة.
في أغلب الأحيان ، يتم إجراء لحام الفولاذ المقاوم للصدأ بالغاز باستخدام التيارات المباشرة عند القطبية العكسية. إذا أمكن ، يجب استخدام أقطاب كهربائية ذات قطر أصغر مع الحد الأدنى من الطاقة الحرارية من أجل تقليل درجة تغلغل خط اللحام. علاوة على ذلك ، يجب أن تكون قوة تيارات اللحام للعمل مع الفولاذ المقاوم للصدأ أقل من حيث الحجم مقارنة بالفولاذ العادي. ويرجع ذلك إلى حقيقة أنه ، بسبب عمل تيار أكبر ، يمكن للفولاذ المقاوم للصدأ ذو الموصلية الحرارية المنخفضة ، والمقاومة الكهربائية العالية للأقطاب الكهربائية ، أن يسخن بشكل مفرط بل وينقسم إلى قطع منفصلة. نفس الأسباب تفسر ارتفاع معدل اختراق الأقطاب الكهربائية من هذه السبيكة ، على عكس الفولاذ التقليدي.

من أجل الحفاظ على خصائص مقاومة التآكل للمفاصل ، يجب تبريدها بسرعة. عند تنفيذه ، يتم استخدام النفخ بالهواء الجوي أو حشوات نحاسية خاصة. يتطلب لحام الفولاذ المقاوم للصدأ من فئة الأوستنيتي ، المرتبط بالنيكل والكروم ، استخدام الماء لهذا الغرض ، مما يمنع استنفاد الكروم في المناطق الخارجية للمفصل.
لحام الأرجون من الفولاذ المقاوم للصدأ
يجب استخدام لحام الفولاذ المقاوم للصدأ بالأرجون باستخدام أقطاب التنغستن في الحالات التي يتم فيها وضع متطلبات عالية على موثوقية الوصلات الملحومة. هذه الطريقة مناسبة أيضًا للصفائح الرقيقة من الفولاذ المقاوم للصدأ المراد لحامها. تتم العملية في وسط أرجون بتيارات ذات قطبية مباشرة ، ثابتة أو متغيرة. في شكل مادة حشو ، يلزم استخدام أسلاك لحام الفولاذ المقاوم للصدأ ، والتي لها مستوى خلائط أعلى من مستوى السبائك الأساسية.

يجب ألا تسمح تقنية اللحام للقطب الكهربائي بعمل حركات تذبذبية. بسببها ، يمكن تدمير حماية منطقة اللحام ، ونتيجة لذلك سيخضع ذوبان اللحام المعدني للأكسدة. يجدر أيضًا حماية الجانب الخلفي من التماس من التعرض للهواء ، على الرغم من أن الفولاذ المقاوم للصدأ لا يحتاج إليه بقدر ما يحتاجه ، على سبيل المثال ، التيتانيوم. وفر هذه الحماية عن طريق نفخ الأرجون.

في أغلب الأحيان ، تُستخدم أقطاب التنغستن عند لحام أنابيب الفولاذ المقاوم للصدأ اللازمة لنقل التراكيب السائلة تحت الضغط أو الغازات. كما أنها مسلوقة البيئات الوقائيةالغازات الخاملة. من أجل تجنب دخول جزيئات التنغستن في ذوبان حوض اللحام ، يتم استخدام الإشعال القوسي دون اتصال مباشر. من الممكن أيضًا إشعال قوس على سطح صفيحة من الفحم أو الجرافيت ، ثم نقل لهبها إلى السطح الرئيسي للمعدن. لتقليل استهلاك أقطاب التنغستن في نهاية أعمال اللحاملا يتم إيقاف إمداد الغاز الخامل على الفور. يُنصح بالقيام بذلك بعد بضع ثوانٍ ، عندما تنتهي الأكسدة النشطة للإلكترود الساخن. وبالتالي ، يتم تمديد وقت عملها.

تطبيق لحام الأرجونالفولاذ المقاوم للصدأ شبه الأوتوماتيكي قادر على توفير أداء عالٍ مع خصائص جيدة للدرزات. كما أن استخدام أسلاك الإلكترود المحتوية على النيكل يحسن قابلية اللحام.
عند الانتهاء من عملية اللحام ، يجب أن يخضع التماس الناتج للمعالجة اللاحقة. لزيادة مقاومة التآكل ، تتم إزالة طبقة أكاسيد مسامية من سطحها عن طريق المعالجة الحرارية أو الحفر. تسمح الطريقة الأولى ، تحت تأثير درجات الحرارة التي تزيد عن 100 درجة مئوية ، بموازنة الاختلافات في الخصائص الفيزيائية والكيميائية لمعادن الحشو. وتنطوي طريقة الحفر ، وهي أكثر فعالية من المعالجة الحرارية ، على غمر الوصلة الملحومة في حمام بتركيبة خاصة أو وضع معجون خاص على سطحه. لضمان أقصى مقاومة للتآكل ، يتم طحن اللحامات وصقلها.



