تكنولوجيا اللحام بالأرجون. عملية اللحام بالأرجون. المزايا الرئيسية للطريقة
كما تعلم ، فإن الأجزاء المصنوعة من مواد مثل الفولاذ المقاوم للصدأ والبرونز والنحاس والتيتانيوم والألمنيوم ليس من السهل لحامها معًا. ماذا تفعل عندما تحتاج إلى توصيل أجزاء ماكينة الألمنيوم أو أنابيب الفولاذ المقاوم للصدأ؟ هناك طريقة للخروج - تحتاج إلى استخدام لحام بقوس الأرجون. صحيح أن خدمات المتخصص ستكلف الكثير. لذلك ، إذا كنت متأكدًا من أنك ستحتاج إلى مثل هذا العمل أكثر من مرة ، فمن المنطقي أن تتقن بشكل مستقل تقنية طريقة اللحام هذه.
يستخدم لحام الأرجون في لحام أجزاء من معادن مختلفة.
أرغونو لحام القوسعبارة عن تقاطع بين نوعين آخرين من اللحام - الكهرباء والغاز.في الأول ، يتعلق باستخدام القوس الكهربائي ، والثاني - استخدام الغاز وتقنية العمل المماثلة.

عملية اللحام بقوس الأرجون.
تحدث عملية ربط المواد بفعل القوس الكهربائي الذي يذيب حواف المعدن. ويستخدم غاز الأرجون في هذه التقنية من أجل تقوية خط اللحام. بعد كل شيء ، يتأكسد الفولاذ المقاوم للصدأ والمعادن غير الحديدية أثناء اللحام بسبب الأكسجين أو الشوائب الموجودة في الهواء ، وإذا كنا نتحدث عن الألومنيوم ، فإنه يشتعل تمامًا في الأكسجين. نظرًا لحقيقة أن الأرجون له وزن أكبر من الهواء ، فإن استخدامه يسمح لك بحماية منطقة اللحام من تأثير العوامل الخارجية.
يمكن إجراء هذا النوع من اللحام باستخدام قطب كهربائي مستهلك وغير قابل للاستهلاك (التنجستن). في هذا الصدد ، هناك ثلاث طرق للحام بالأرجون:
- لحام الأرجون الأوتوماتيكي باستخدام قطب التنغستن (AMA) ؛
- اللحام الأوتوماتيكي بالأرجون باستخدام قطب كهربائي مستهلك (AAAD) ؛
- لحام الأرجون اليدوي مع قطب كهربائي غير قابل للاستهلاك(مسرور).
سيتم تحديد حجم القطب المستخدم من خلال المواد التي تتطلب اللحام.
أدوات لحام الأرجون
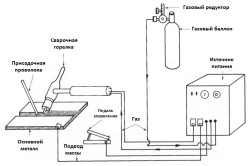
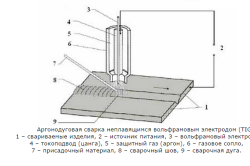
مخطط جهاز TIG للحام الأرجون القوسي
لأداء تكنولوجيا اللحام بالأرجون ، ستكون آلة اللحام للحام الكهربائي ، المكملة بالعناصر المتخصصة ، كافية تمامًا.
وذلك ل لحام الأرجونستحتاج إلى المواد والأدوات التالية:
- المحول الرئيسي (60-70 فولت) ؛
- محول إضافي سيكون ضروريًا لتغذية أجهزة التبديل ؛
- مرشح حثي سعوي
- مذبذب؛
- قواطع الطاقة لتزويد الموقد بالجهد ؛
- الشعلة التي ستستخدم في اللحام ؛
- جهاز ينظم مدة نفخ الغاز ؛
- أقطاب التنغستن
- قضبان حشو بالحجم المطلوب ؛
- صمام إلكتروغاز للتيار المتردد أو المباشر ؛
- المعدل (24 فولت) ؛
- قواطع ومذبذب تشغيل / إيقاف التتابع ؛
- مقياس التيار الكهربائي.
- اسطوانة مليئة بالأرجون وبالتأكيد بها علبة تروس ؛
- بطارية السيارة ، ولا يهم ما إذا كانت في حالة صالحة للعمل أم لا ، فالبطارية ضرورية للتوصيل التسلسلي بدائرة كهربائية لتقليل مكون التيار المباشر ؛
- نظارات اللحام.
جهاز يحمل التعيين TIG ، أي جهاز لحام بقطب كهربائي غير قابل للاستهلاك واستخدام غاز خامل، يمكنك الشراء بالفعل في التكوين النهائي. يبقى فقط توصيل عدة أجهزة بمثل هذا الجهاز. سيكون هذا بمثابة أرضي ، وموقد ، وأزرار للتحكم في الموقد وتشغيل الغاز ، وحاوية بها أرجون.
عملية اللحام TIG
قبل بدء اللحام بالأرجون ، يجب تنظيف سطح الأجزاء من الأوساخ والشحوم. يتم ذلك إما ميكانيكيًا أو كيميائيًا. ثم من الضروري ربط عناصر اللحام ببعضها بإحكام. يتم ذلك باستخدام أجهزة لقط مختلفة. يجب أن تكون المسافة بين الأسطح المراد لحامها صغيرة قدر الإمكان. الجانب العكسي من التماس محمي ، كقاعدة عامة ، بحشيات خاصة مصنوعة من النحاس أو الفولاذ.
الموقد عند التفريغ اللحام اليدوييجب أن يكون في اليد اليمنى ، وسلك الحشو في اليسار. يتم اللحام من الجانب الأيمن إلى اليسار. قبل 20 ثانية من بدء عملية اللحام الفعلية ، قم بتشغيل مصدر الغاز. يتم تحديد القوة الحالية من خلال المادة التي تصنع منها الأجزاء المراد لحامها. مع الفولاذ والسبائك الأساسية ، تحتاج إلى العمل على التيار المباشر للقطبية المباشرة. ستحتاج العناصر المصنوعة من معادن غير حديدية إلى المعالجة التيار المتناوب، سيساهم هذا في الاختفاء الأكثر فعالية لفيلم الأكسيد.
إذا تم تحديد اللحام بالأرجون على التيار المتردد ، فبعد اشتعال القوس ، يجب أن يتحول المذبذب إلى وضع المثبت.
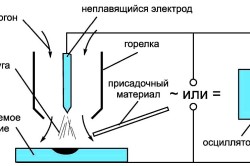
مخطط لحام الأرجون قطب التنغستن.
ثم يتم إحضار الموقد إلى الأجزاء. يظهر بين نهاية القطب والمعدن القوس الكهربائيالذي يذيب حواف المادة وسلك الحشو. في الوقت نفسه ، يجب ألا ينسى المرء أنه كلما زاد حجم القوس ، كلما انخفض عمق اختراق المادة ، وبالتالي ، يكون التماس أكبر وغير موثوق به. لذلك ، يتم إحضار قطب كهربائي غير قابل للاستهلاك بالقرب من سطح الأجزاء ، ويفضل على مسافة 2 مم. عند استخدام اللحام بالأرجون باستخدام قطب كهربائي غير قابل للاستهلاك ، لا يمكن تنفيذ العمل عن طريق لمس السطح المعدني. عند لمسه بالتنغستن ، فإن المعدن سوف يتطاير متباعدًا ، والمسافة بين الأجزاء المراد لحامها والقطب سوف يتأين بشكل سيئ بسبب الشرارة.
يقود الشعلة ببطء على طول خط التماس ، ويغذي السيد باستمرار سلك الحشو بعناية. يجب أن يكون السلك من نفس مادة العناصر المراد لحامها. تقضي تقنية اللحام بالأرجون على الحركات العرضية ، لأن معها هناك مخاطر عالية لدخول الأكسجين وأكسدة المعدن اللاحقة. يتم تحديد جودة التماس فقط من خلال خبرة ومهارة عامل اللحام. تجدر الإشارة إلى أن حدة الحركات عند تغذية السلك ستؤدي إلى تشتت المادة. من الأفضل إمساك سلك الحشو أمام الشعلة وليس بشكل مستقيم ، ولكن بزاوية مع المعدن. عند توصيل المعادن غير الحديدية بسمك صغير ، يمكن استبعاد استخدام سلك الحشو.
مزايا وعيوب اللحام بالقوس الكهربائي.
سيتم تحديد معدل تدفق غاز الأرجون حسب معدل إمداد الغاز وتدفق الهواء. في الحالات التي يتم فيها اللحام مساحة مغلقةبدون مسودة ، ستكون تكاليف الغاز ضئيلة. عند العمل في الهواء الطلق في ظروف الرياح القوية ، يجب استخدام فوهات خاصة مزودة بشبكات ، لأن هبوبات الهواء من المحتمل أن تنفخ الأرجون وتترك الأسطح المعدنية غير محمية. يتوقف إمداد الأرجون بعد دقيقة ونصف من نهاية لحام الأجزاء ، عندما يكون لنهاية القطب الكهربائي وقتًا ليبرد.
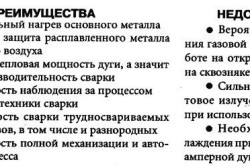
كل طريقة لها مزاياها وعيوبها ، وتكنولوجيا اللحام بقوس الأرجون ليست استثناءً بالطبع. تشمل مزايا هذه الطريقة لربط المعادن غير الحديدية والفولاذ المقاوم للصدأ الخصائص التالية:
- الترابط الموثوق به ، باستثناء حدوث المسام أو الشوائب بسبب إغلاق التماس بالأرجون ؛
- عمق متساوٍ لصهر المعادن ؛
- تنفيذ لحام المواد التي ليس لديها طريقة أخرى للاتصال ؛
- قبول أجزاء اللحام ذات التصميم المعقد دون تغيير شكلها ، لأن مناطق التسخين المعدنية صغيرة للغاية ؛
- عملية سريعة نسبيًا.
لسوء الحظ ، عند معالجتها بالأرجون ، تظهر طبقة مسامية من أكسيد الكروم على الأجزاء ، مما يؤثر سلبًا على مقاومة التآكل. من بين أوجه القصور يمكن أن يسمى المعدات المعقدة للغاية التي تتطلب إعدادات أولية ، فضلا عن مهارة معينة. لذلك ، إذا لم تكن لديك خبرة في إجراء اللحام الكهربائي التقليدي ، فمن الأفضل الاتصال بأخصائي للانضمام إلى المواد باستخدام الأرجون. إذا كان لديك على الأقل الحد الأدنى من المعرفة العملية حول تنفيذ مثل هذا العمل - فأنت تحتاج فقط إلى التحلي بالصبر ومحاولة القيام بالمهمة بأكبر قدر ممكن من الدقة ، ثم بمرور الوقت سيبدأ التماس أثناء اللحام بالأرجون في التحول إلى ضيق وضيق ودائم للغاية.
- المبادئ الأساسية للحام
- عملية اللحام بالأرجون
- ما هو المطلوب للحام
- لحام المعادن غير الحديدية
الأرجون ، الأرجون القوس ، اللحام في بيئة غاز التدريع كلها أسماء لأنواع اللحام.تم استخدام لحام الأرجون في الاتحاد السوفيتي لتصنيع المركبات الفضائية. اليوم هو متاح للجميع. يتم استخدامه في إصلاح المركبات ووحدات القوارب والطائرات ، وفي إصلاح وتصنيع هياكل الألمنيوم. في الواقع ، يعرف الكثير من الناس أنه من الصعب لحام أجزاء الفولاذ المقاوم للصدأ والنحاس والبرونز والألمنيوم والتيتانيوم وغيرها من المعادن في الظروف العادية. وغالبًا ما يحدث في الحياة أنك بحاجة إلى لحام الأنابيب غير القابلة للصدأ وقطع غيار السيارات المصنوعة من الألومنيوم وأجزاء من التماثيل. في هذه الحالات ، من الأفضل استخدام طريقة اللحام بقوس الأرجون. هذا العمل سيكلف الكثير. إذا كان لديك خبرة في استخدام معدات لحامكيف تطبخ مع الأرجون ليس سؤالا. يمكنك المحاولة في أي فرصة ، ستظهر المهارة.
يعتبر اللحام بالأرجون شائعًا جدًا في جميع المناطق التي يمكن فيها إجراء إصلاحات في اللحام.
المبادئ الأساسية للحام
ما هو لحام الأرجون؟ هذا مزيج من اللحام بالكهرباء والغاز. عند العمل ، يستخدم عامل اللحام المتخصص قوسًا كهربائيًا وسلك حشو. مصدر التسخين قوس. يذوب حواف قطع العمل. ما هو الغاز هنا؟ دعنا نحاول التعامل مع هذه القضية.

الصورة 1. موقد الأرجون يستخدم لربط العناصر.
تتأكسد العديد من المعادن غير الحديدية التي تتفاعل مع الأكسجين الجوي. لا يسمح فيلم الأكسيد الموجود على سطحه بتشكيل التماس مع الفراغات المعدنية الحديدية. اتضح أنها مليئة بالفقاعات ، وهذا يقلل بشكل كبير من قوة الهيكل النهائي. يمكن لأجزاء الألومنيوم ببساطة أن تحترق في هذه الظروف. الغاز الخامل ، بما في ذلك الأرجون ، قادر على طرد الهواء من منطقة احتراق القوس. يزن 38٪ أكثر من الهواء. هذا يسمح له بتنظيف حوض اللحام بشكل موثوق ، إذا بدأت في تزويد الأرجون قبل أن يضيء القوس الكهربائي بقليل. تحتاج إلى إنهاء العملية بعد ثوانٍ قليلة من انقراض القوس. عادة لا يتفاعل الأرجون نفسه مع المعادن. لا عجب أن يطلق عليه غاز خامل. ولكن إذا كنت تطبخ عند الاتصال عكس القطبيةيمكن أن يتحول الأرجون إلى بلازما.
يتم لحام المعادن بالأرجون باستخدام قطب كهربائي قابل للاستهلاك وغير قابل للاستهلاك. القطب غير القابل للاستهلاك هو قطعة من التنغستن الحراري. قطرها يعتمد على المعدن المراد لحامه. يميز عمال اللحام بين أنواع اللحام التالية:
- RAD - العمل تحت طبقة من الأرجون باستخدام قطب كهربائي غير قابل للاستهلاك (يدوي) ؛
- AAD - ؛
- AADP - عملية تلقائيةباستخدام قطب كهربائي قابل للاستهلاك.
للعمل مع قطب كهربائي التنغستن ، يتم استخدام أجهزة TIG. يسمى اللحام TIG في الإنتاج بالطريقة التي يتم فيها اللحام قطع معدنيةمتصلة ببعضها البعض عن طريق اللحام في جو الأرجون. تتم هذه العملية بمسدس خاص (الصورة رقم 1). يبرز قطب التنغستن خارج حدوده لمسافة 2-5 ملم. يمكن أن يكون بأي حجم. حولها فوهة خزفية يتدفق من خلالها غاز خامل. يتم تحديد قطر سلك الحشو والقطب الكهربائي وفقًا لجداول خاصة.
رجوع إلى الفهرس
عملية اللحام بالأرجون

يجب أن يتم اللحام بقناع متخصص.
قبل العمل ، يتم تنظيف جميع الأجزاء وإزالة الأكاسيد وآثار الشحوم والأوساخ منها. يتم ذلك بفرشاة ، تركيبات كيميائية مختلفة. يتم تطبيق كتلة كهربائية على العناصر المراد لحامها. سلك الحشو غير مدرج في الشبكة. يحمل اللحام الشعلة في يد والسلك في اليد الأخرى. يوجد على جسم الموقد زر لتشغيل مصدر الغاز. قبل 20 ثانية من بدء اللحام ، يجب الضغط عليه. يمكن اختيار القوة الحالية باستخدام تجربتك.
يتم إنزال الموقد إلى سطح الأجزاء. المسافة بينهما مثالية 2 مم. يحدث قوس كهربائي بين قطع العمل والإلكترود. يتم تغذية الموقد بالتساوي على طول خط اللحام. يقوم عامل اللحام بتغذية السلك. تعتمد جودة التماس كليًا على مهارتها. لا تبدأ القوس بلمس طاولة العمل. لهذا هناك مذبذب. يسلم نبضة إلى القطب ، تردده لا يقل عن 150 كيلو هرتز ، والجهد يبدأ من 2000 فولت.
رجوع إلى الفهرس
ما هو المطلوب للحام
للحام بالأرجون ، تحتاج إلى التحضير:
- محول.
- المقاولين.
- مذبذب.
- جهاز لضبط وقت النفخ.
- حارق.
- اسطوانة غاز ومخفض.
- الأقطاب الكهربائية والأسلاك.
- محول مساعد.
- المعدل.
يمكن أن يكون المحول لحامًا تقليديًا. يجب أن تكون قوة هذا الجهاز متوافقة تمامًا مع ميزات عملية العمل.
الموصل هو جهاز لتزويد الموقد بالجهد الكهربي.
تم وصف الغرض من المذبذب أعلى قليلاً.
هناك حاجة إلى جهاز ضبط لتزويد موقع اللحام بالغاز (الأرجون) مسبقًا وإنهاء الإمداد في الوقت المحدد أيضًا.
الشعلة ضرورية لتوصيل الأرجون من الأسطوانة إلى موقع اللحام.
يلزم وجود محول إضافي لتشغيل بعض الأجهزة الإضافية.
قد تحتاج أيضًا إلى مرحل لتشغيل الموصل والمذبذب ، ومقياس التيار الكهربائي ، والنظارات.
التثبيت محلي الصنع جاهز. يمكنك شراء مجموعة كاملة من الأجهزة للحام TIG. سعره يبدأ من الرقم 250 دولار أمريكي. كلما زادت التكلفة ، كان ذلك أفضل.
على أي حال ، هناك استهلاك للمواد. يعتمد استهلاك الأرجون أثناء اللحام على السرعة التي يتم بها إمداد الشعلة. في الشارع ، مع وجود رياح جانبية ، يتم استخدام أجهزة خاصة على شكل شبكة تغلق جرس الموقد.
كل حياتنا في الحياة اليومية تصاحبنا أشياء من سبائك مختلفة ومعادن غير حديدية.
تذكر عدد المرات التي بحثت فيها عن طريقة للتواصل معًا ، مقسمة إلى عدة أجزاء:
- شيء عتيق
- انفجار الحاوية من ؛
- وعاء مسرب من حماتك الحبيبة ؛
- وأكثر بكثير.
لحام الأرجون - سيساعدك على حل هذه المشكلات اليومية. بالطبع ، سيكون لحام الأرجون الذي يقوم به متخصصون ذو جودة ممتازة. لكن التكلفة العالية لمثل هذه الخدمة توقف إصلاح الأواني اللازمة حتى أوقات أفضل.
هذا هو المكان الذي يسأل فيه الشخص العادي ، هل من الممكن استخدامه في المنزل لحام بقوس الأرجونوما هو المطلوب لهذا؟ نعم ، أيها الأصدقاء ، هذا من اختصاص رب المنزل تمامًا ، وإذا كانت لديك خبرة في اللحام بالقوس الكهربائي ، فلن تكون هناك مشاكل مع الأرجون.
لحام الأرجون القوسي - ما هو ؟! تستخدم التكنولوجيا قوسًا كهربائيًا وغازًا. نوع من الهجين هو مركب غاز كهربائي من المعادن.
إنه واضح مع القوس الكهربائي: يذيب حواف المواد الملحومة ويربطها.
لكن الأرجون مصمم لحماية موقع اللحام من الشوائب والغازات الضارة ، أي يزيح الأكسجين من حمام العمل ويعزل موقع اللحام عن تأثيرات الغلاف الجوي.
ولماذا هو ضروري؟ عند الانضمام إلى المعادن غير الحديدية وسبائك الفولاذ ، يكون للأكسجين تأثير سيء على جودة التماس ، بل ويشتعل الألمنيوم. لحل مثل هذه المشاكل ، يتم استخدام غاز الأرجون ، وهو أثقل بنسبة 38٪ من الهواء.
يحدث إمداد الغاز مسبقًا ، قبل اشتعال القوس الكهربائي ويتوقف بعد الانتهاء من عمليات اللحام.
تم استدعاء الأرجون ، بسبب عدم وجود رد فعل في منطقة العمل ، خامل.
يتم إجراء اللحام بالأرجون بواسطة المواد الاستهلاكية أو غير الاستهلاكية -. ليس بدون سبب ، في الأفران الكهربائية القديمة ، تم استخدام لولب التنغستن للطهي ، بسبب عدم نقعه.
يتم إنتاج الأقطاب الكهربائية بأقطار ومواد مختلفة لكل نوع من أنواع المعدن الملحوم.
متنوع تكنولوجيا اللحامينقسم إلى 3 أنواع:
- RAD - لحام القوس بالأرجون اليدوي بقطب كهربائي غير قابل للاستهلاك ؛
- AAD - اتصال تلقائي مع قطب كهربائي غير قابل للاستهلاك ؛
- AADP هي عملية قطب كهربي مؤتمت قابل للاستهلاك.
ادوات
إذا قررت أن تفعل كل شيء بيديك ، فلا يكفي جهاز واحد. المعدات اللازمة:
- حارق؛
- محول اللحام
- مذبذب لاشتعال القوس.
- تحكم وقت النفخ الأرجون ؛
- اسطوانة مع مخفض
- أقطاب كهربائية.
- سلك حشو
- نظارات وقفازات اللحام.
- الأجهزة المساعدة الأخرى.
يتضمن تصميم الموقد: قطب كهربائي بارز من التنجستن 3-4 مم خلف فوهة السيراميك ، فوهة الأرجون ، وحدة إمداد الغاز الحالي وزر تبديل الغاز.
![]()
يولد المذبذب نبضات عالية الجهد يتم تطبيقها على القطب الكهربائي لبدء القوس. في اللحام البسيط ، يتم تحقيق ذلك عن طريق لمس القطب الكهربائي على السطح المراد لحامه. ويتسخ قطب التنغستن بدون مذبذب.
يمكنك الآن بسهولة شراء أسطوانات الأرجون الجديدة والمستعملة بضغط عمل قياسي يبلغ 150 وحدة ضغط جوي. سعر الزجاجة 40 لترًا لعام 2016 هو 4000 روبل.
جدول المواصفات:
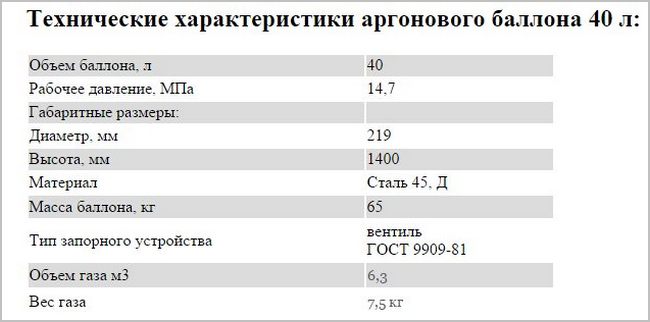
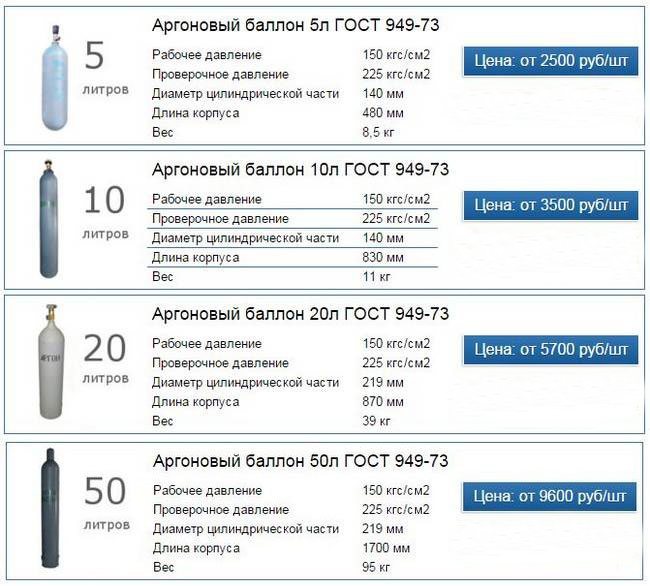
يوجد أيضًا في السوق أسطوانات لـ 5 و 10 و 20 و 50 لترًا. راجع جدول الأسعار والمواصفات:
أسهل خيار هو شراء الأرجون جهاز القوسمجهزة بالكامل TIG واسطوانة الغاز.
تختلف معدات TIG في قدراتها. على سبيل المثال ، جهاز يولد التيار المتردد (AC) مناسب ل. وبالنسبة لمنتجات الصلب ، فإنها تأخذ جهاز التيار المباشر (DC). من الأفضل شراء وحدة عالمية تجمع بين الوضعين وتكون مناسبة لجهد تشغيل الشبكة.
فيديو:ما هو لحام TIG وأين يتم استخدامه.
اختر الأرجون آلة لحاملنفسك - تبدأ الأسعار من 14000 روبل. من الممكن إصدار البضائع عن طريق الائتمان.
فيديو:مراجعة آلة لحام Tesla TIG MMA 250 بقوس الأرجون (مراجعات جيدة).
إذن القائمة المعدات اللازمةلحام الأرجون:
- المصدر الحالي (آلة TIG) ؛
- اسطوانة غاز مع مخفض وخرطوم.
- حارق؛
- الأقطاب الكهربائية - يتم تحديد القطر من سمك المنتجات المراد لحامها ؛
- سلك حشو - قضيب ، مادة مماثلة لتلك التي يتم لحامها ؛
- قناع وقفازات خاصة.
وفقًا لنص المقالة ، يمكنك تقدير متوسط سعر معدات لحام الأرجون.
مبدأ التكنولوجيا
ضع في اعتبارك تقنية RAD - تمسك يد عامل اللحام بالشعلة وسلك الحشو.
قبل العمل ، نقوم بتنظيف سطح المنتجات المتصلة وربط السلك بالأرض. نأخذ الموقد في يد والسلك في اليد الأخرى ونأخذ المعدات إلى سطح المعادن على مسافة 2-3 مم. نقوم بتشغيل إمداد الغاز بالزر الموجود على الموقد قبل 15 ثانية من تطبيق التيار.
بعد فترة زمنية معينة ، سيظهر قوس كهربائي بين القطب والمعدن ، مما يذيب حواف المنتجات والأسلاك. يقود الشعلة ببطء على طول التماس وتغذية سلك الحشو ، نحصل على اتصال جميل وموثوق (ليس دائمًا).

هنا لا يمكنك الاستغناء عن المهارة. يجب إمساك السلك أمام الموقد بزاوية. من خلال التجربة والخطأ ، يمكن إتقان التكنولوجيا!
فيديو:كيف تطبخ مع الأرجون.
فيديو:نظرة عامة على التطبيقات والملحقات الرئيسية للحام TIG.
حول لحام القطب الكهربائي المستهلك
للتوصيلات في بيئة الأرجون مع قطب كهربائي قابل للاستهلاك ، يتم استخدام تركيبات وأجهزة خاصة. يتم اللحام بمساعدة موقد خاص مجهز بمحرك كهربائي صغير يغذي السلك من الملف.
فيديو:نظرة عامة على جهاز Tesla MIG MAG MMA 300 شبه التلقائي المصمم للحام الكهربائي القابل للاستهلاك.
مزايا وعيوب الطريقة
ما هي إيجابيات وسلبيات لحام الأرجون؟ سلبيات:
- المعدات صعبة للمبتدئين.
- تتطلب أعمال اللحام خبرة ومهارة ؛
- بطريقة يدوية ، سرعة عمل منخفضة.
مزايا:
- التماس اللحام محمي من تأثيرات الغلاف الجوي ؛
- تسخين المعدن ضعيف ، المنتج التجريبي لا يغير الشكل ؛
- القدرة على توصيل أي سبائك ؛
- نطاق التطبيق لا حدود له ؛
- استبدال نادر للأقطاب الكهربائية.
اعرف سعر السنتيمتر لحام الأرجونفي جميع أنحاء البلاد يتراوح من 30 إلى 300 روبل ويمكن أيضًا أن تُعزى حقيقة امتلاك الجهاز إلى الإيجابيات.
لحام الصفائح الرقيقة غير القابل للصدأ والفولاذ الأوستنيتي المقاوم للحرارة. أنواع الوصلات المستخدمة في لحام صفائح الفولاذ الرقيقة موضحة في الشكل أدناه. قبل اللحام ، يجب تنظيف سطح الحواف حتى يلمع بفرشاة فولاذية ، ثم غسلها بمذيب (ثنائي كلورو إيثان ، أسيتون ، بنزين الطائرات) لإزالة الشحوم التي تسبب آثارها مسامية اللحام وتقليل ثبات القوس.
قبل اللحام ، يتم توصيل الأجزاء بمسامير من خلال 50-75 مم. مع دليل و لحام ميكانيكي من الفولاذ المقاوم للصدأعادة ، يتم استخدام أقطاب التنغستن ، مما يسمح بزيادة كثافة التيار ، مما يؤدي إلى زيادة إنتاجية اللحام. عند اللحام بقطب كهربائي قابل للاستهلاك ، يتم استخدام سلك من نفس تركيبة المعدن الذي يتم لحامه.
يتم اللحام من اليمين إلى اليسار. يبدأ القوس عندما يلمس القطب المعدن ، وبعد ذلك يتم سحب القطب الكهربائي ، مع الحفاظ على طول القوس من 1.5-2 مم. يجب ألا تتجاوز الزاوية بين قضيب الحشو والمعدن الملحوم 15-20 درجة. من الأفضل وضع الشريط على خط التماس. في هذه الحالة ، تحمي طائرة الأرجون النفاثة بشكل أكثر موثوقية المعدن المستهلك للقضيب والمنتج. يتم إدخال معدن الحشو في الحمام بالتساوي ويتحرك على طول خط اللحام أمام الموقد. من المستحيل القيام بحركات عرضية بقضيب ، لأن الأكسجين من الهواء يمكن أن يدخل منطقة اللحام ويؤكسد معدن اللحام.
عند اللحام بدون حشو المعدن ، يتم تثبيت القطب بزاوية 90 درجة على الصفيحة. من أجل تقليل استهلاك أقطاب التنغستن ، من المستحيل إيقاف إمداد الأرجون فور انتهاء اللحام ؛ يجب أن يتم ذلك بعد 1-1.5 دقيقة ، عندما يبرد طرف القطب بالفعل.
إذا تم استخدام قطب التنغستن والتيار المتردد ، فيمكن وضع قضيب من الجرافيت في المكان الذي يبدأ فيه اللحام لتسهيل اشتعال القوس. ثم يتم نقل القوس المشعل على القضيب إلى المعدن ليتم لحامه.
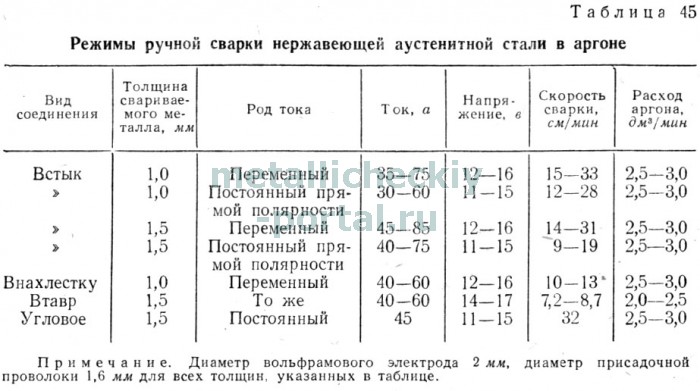
يتم إجراء اللحام اليدوي للفولاذ الأوستنيتي المقاوم للحرارة والمقاوم للحرارة مع قطب كهربائي من التنجستن في بيئة الأرجون على تيار مباشر للقطبية المباشرة ؛ يمكن أيضًا إجراء اللحام على التيار المتردد ، ولكن باستخدام مذبذب. يتم لحام الفولاذ الذي يزيد سمكه عن 3 مم باستخدام قطب كهربائي قابل للاستهلاك مصنوع من أسلاك الفولاذ المقاوم للصدأ بتيار مباشر للقطبية العكسية.
يتم عرض طرق اللحام اليدوي بإلكترود التنغستن من الفولاذ المقاوم للصدأ الرقيق في الأرجون في الجدول. 45. لدرزات اللحام على المستوى العمودي ، يتم تقليل التيار بنسبة 10-15٪ ، لـ طبقات السقف- بنسبة 20٪) مقابل القيم الموضحة في الجدول أدناه.
الجانب العكسي للدرز محمي من التعرض للهواء ببطانات من النحاس والصلب. أثناء اللحام ، يتم وضع نفاثة الأرجون تحت السطح السفلي لحواف الألواح المراد لحامها ، حيث يتم تحديد أخدود في البطانة على طول خط التماس.
لحام السبائك الخفيفة مع قطب كهربائي من التنجستن غير القابل للاستهلاك. عند لحام السبائك الخفيفة ذات السماكة الصغيرة ، يتم استخدام نفس أنواع الوصلات المستخدمة عند لحام الصفائح الرقيقة من الفولاذ المقاوم للصدأ (انظر الشكل 181).
قبل اللحام ، يتم تنظيف حواف الألواح التي يبلغ عرضها 25-30 مم بورق الصنفرة أو بفرشاة سلكية دقيقة. حواف أجزاء من سبائك الألومنيوميمكن تنظيفها بالحفر في محلول حمض الكروميك. قبل الحفر ، يتم إزالة الشحوم من الحواف بمذيب أو محلول كاوي دافئ. ثم اشطفها بالماء الساخن وجففها جيدًا. يجب إجراء اللحام في موعد لا يتجاوز 8 ساعات بعد التخليل ، وإلا فسيتم تغطية سطح الألواح مرة أخرى بطبقة من الأكاسيد.
الأجزاء التي يصل سمكها إلى 6 مم ملحومة بدون حواف مشطوفة ، 8-12 مم على شكل V ، 12-20 مم على شكل X ، أكثر من 20 مم بحواف مشطوفة على شكل X أو U.
عند لحام السبائك الخفيفة ، يكون خليط الرطوبة في الأرجون ضارًا بشكل خاص ، حيث يتم إزالته بالتجفيف الشامل لكل من الغاز والأسطوانات قبل ملئها بالأرجون.
مادة الحشو عبارة عن سلك من نفس السبيكة التي يتم لحامها. لحام سبائك الألومنيوم المعالجة حرارياً ، يتم استخدام سلك الألمنيوم Sv-AK-5 الذي يحتوي على ما يصل إلى 5٪ من السيليكون.
يتم إجراء اللحام في أداة تثبت الألواح المراد لحامها في الموضع المطلوب. يتم وضع الألواح على دعامة من الفولاذ المقاوم للصدأ ، والتي تحتوي على أخدود على طول خط التماس ، مما يضمن تشكيل الجانب الخلفي من التماس.
يتم وضع قضيب الحشو أثناء اللحام بزاوية 10-30 درجة ، والإلكترود -70-80 درجة على مستوى اللحام. لا يتم إنتاج الاهتزازات المستعرضة بواسطة القطب الكهربائي وقضيب الحشو. يتم إجراء اللحام بأعلى سرعة ممكنة ، حيث يستمر حدوث الاندماج الطبيعي لمعدن الحشو مع الحواف. عند لحام السبائك الخفيفة بإلكترود التنغستن ، يتم استخدام التيار المتردد والمذبذب. يتم عرض أوضاع اللحام للسبائك الخفيفة على التيار المتردد في الجدول. 46.

من أجل الحصول على طبقات ضيقة وخالية من المسام وأغشية الأكسيد ، يوصي I.M Terentyev و F. E. Barutkin و G. S.

في ظل هذه الأوضاع ، يضمن عمل القوس المخترق والمربك تدميرًا أكثر اكتمالاً لفيلم الأكسيد. استهلاك الأرجون لجميع السماكات 12 لتر / دقيقة ، التيار المتردد.
لحام السبائك الخفيفة مع قطب كهربائي قابل للاستهلاك. يتم اللحام بقطب كهربائي مستهلك مصنوع من سلك من نفس السبيكة التي يتم لحامها في تيار مباشر للقطبية العكسية. باستخدام قطب كهربائي قابل للاستهلاك في الأرجون ، يمكن إجراء لحام متعدد الطبقات لمنتج مصنوع من الألمنيوم وسبائكه حتى سمك 100 مم ، وكذلك لحام عيوب الصب من الألمنيوم والمغنيسيوم وسبائكهما.
بالنسبة لسبائك الألومنيوم AMg-5V و AMg-6 بسماكة 20 إلى 100 مم ، طور V. I.Dyatlov و Yu. في هذه الحالة ، يتم ضمان النقل النفاث للمعادن في القوس ، وهو الأمثل. يجب أن يكون قطر فوهة الأرجون 26 مم. يتم اللحام مع إمالة القطب إلى الأمام بزاوية 80 درجة. يتم استخدام السلك من نفس سبيكة المعدن الذي يتم لحامه. بالنسبة للحام ، يوصي المؤلفون باستخدام جرار اللحام ADS-1000 مع التنظيم التلقائي لطول القوس ، حيث يبلغ قطر السلك 4 مم ، وتكون كثافة التيار عند القطب 30-40 أمبير / مم 2 ، وهو ما لا يكفي لـ التنظيم الذاتي للقوس ، والذي يتطلب كثافة تيار 70-110 أمبير / مم 2. يستخدم محول PS-500 كمصدر للطاقة. يجب إعادة تصميم الجرار ADS-1000 إلى حد ما: تمت زيادة سرعة تغذية السلك ، وتم تركيب رأس لحام كهربائي قابل للاستهلاك في الأرجون مع تبريد بالماء وفوهة أرجون بقطر 26 مم.
أوضاع اللحام للسمك من 20 إلى 100 مم: التيار 500-560 أمبير ، الجهد القوسي 26-28 فولت ، سرعة اللحام 11-18 م / ساعة ، استهلاك الأرجون 20-25 دسم 3 / دقيقة. عدد الممرات: لسمك 20 مم - 2 ؛ 35 مم - 4-6 ؛ 50 مم -10-12 ؛ 100 مم -18-22. لسمك 100 مم خلوص 0 ± 2 مم ؛ لزاوية شطبة 50 و 100 ملم 80 درجة.
لحام النحاس. يُلحم النحاس بإلكترود من التنجستن عند التيار المباشر للقطبية المباشرة أو بالتيار المتردد باستخدام مذبذب. يمكن استخدام الهيليوم أو النيتروجين بدلاً من الأرجون كغاز خامل عند لحام النحاس M-1 و M-2.
يمكن تصنيع قضبان الحشو من السبائك: نحاس الكروم يحتوي على 1-1.2٪ كروم ، والباقي من النحاس ؛ نحاس السليكون-المنغنيز (إيفردور) KMts-3-1 ، يحتوي على 1-1.5٪ منجنيز ، 2.75-3.5٪ سيليكون ، الباقي من النحاس. بالنسبة للحام بقوس الهيليوم للنحاس بسمك 2-3 مم ، يتم استخدام الوضع التالي: التيار 100-165 أمبير ، وسرعة اللحام 22-24 م / ساعة ، واستهلاك الهيليوم 550-600 دسم 3 / ساعة ، وقطر قطب التنغستن 2-2.5 مم ، قطر سلك حشو 2.5-3 مم ، فتحة فوهة بقطر 6 مم.
كما لو غاز وقائييتم استخدام النيتروجين ، ثم للحصول على الخواص الميكانيكية المطلوبة للمعدن المترسب ، يتم استخدام قضيب حشو مصنوع من الأسلاك النحاسية المطلية بالصهر. يتم إدخال مزيلات الأكسدة (الفوسفور والسيليكون والمنغنيز) في تكوين التدفق في شكل سبائك الحديد: الفوسفور ، والفيروسيليكون ، والمنغنيز ؛ يمكن تطبيق التدفق ليس على السلك ، ولكن يتم سكبه في أخدود البطانة الموجود أسفل التماس.
تحتوي درجة النحاس M-3 على شوائب أكثر من درجات النحاس M-1 و M-2 ، وبالتالي تكون ملحومة بشكل أسوأ - التماس هش. أظهرت الدراسات التي أجراها G.A Asinovskaya و I. S. Shapiro أنه من المستحسن لحام النحاس M-3 حتى سمك 3 مم بطريقة قوس الأرجون على التيار المتردد ، واستخدام البرونز كقضيب حشو. KMts-3-1. عند الاختبار مفصل اللحامأظهرت الخصائص التالية: مقاومة الشد بعد اللحام 19 كجم / مم 2 ، بعد تزوير بارد 23 كجم / مم 2 ، زاوية الانحناء 180 درجة. يوصى بإجراء اللحام في الوضع التالي:
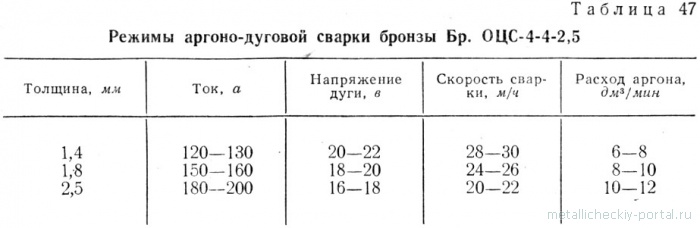
اللحام البرونزي. برونز Br. OTS-4-4-2.5 (القصدير 3.5٪ ؛ الزنك 3.5٪ ، الرصاص 2.2٪ ، النحاس - الباقي) بقوة عالية (o in \ u003d 30 kgf / mm 2) ، ليونة جيدة ، مرونة ومقاومة للتعب والتآكل ، ونتيجة لذلك يتم استخدامه على نطاق واسع في الصناعة. يتم إجراء اللحام بقوس الأرجون باستخدام قطب كهربائي التنغستن بقطر 3.5 مم. يتم لحام البرونز بسمك 1.4-2.5 مم بدون مادة حشو على تيار مباشر للقطبية المباشرة أو على تيار متناوب مع مذبذب. يستخدم الأرجون من الدرجة الثانية. اللحامات ملحومة بعقب على بطانة نحاسية بدون فجوة. انظر الأوضاع في الجدول. 47.
يتم توفير أفضل قوة ميكانيكية عن طريق لحام البرونز في الحالة الصلبة - قوة الشد وصلة ملحومة 27-29 كجم ق / مم 2 ، استطالة نسبية 18-22٪ ، يحدث التدمير على طول خط اللحام. عند لحام المعدن الذي يزيد سمكه عن 1.8 مم ، قد تتشكل مسام مفردة في منطقة الانتقال من المعدن الأساسي إلى اللحام. ويرجع ذلك إلى وجود الهيدروجين المذاب في المعدن ، القادم من الغاز الواقي ، وبسبب انتشار الهيدروجين من المعدن الأساسي إلى اللحام. مصدر الهيدروجين هو الرطوبة الموجودة في الأرجون وعلى سطح المعدن الملحوم ، وكذلك الهيدروجين الذي يمتصه البرونز أثناء التلدين في غاز يحتوي على 10-12٪ هيدروجين في تركيبته.
الآلات والدرفلة اللحاماتيحسنهم الخواص الميكانيكية. التركيب الكيميائييختلف معدن اللحام إلى حد ما عن المعدن الرئيسي ، لأنه أثناء اللحام ، يحترق الزنك ويتأكسد الرصاص والقصدير. يؤدي تقليل شوائب السبائك والهيكل المصبوب إلى انخفاض قوة معدن اللحام مقارنةً بالمعدن الأساسي.
لحام التيتانيوم. التيتانيوم الملحوم التيار المباشرقطبية مباشرة في درجة A الأرجون ، والتي يتم توفيرها أيضًا إلى الجانب الخلفي من اللحام. ضع البطانات والمشابك النحاسية. بسماكة التيتانيوم من 0.8 إلى 3 مم ، يتم استخدام تيار من 40 إلى 140 أمبير ، ويكون جهد القوس من 14 إلى 18 فولت ، واستهلاك الأرجون: في القوس 8-12 لتر / دقيقة ، على الجانب الخلفي من اللحام 3 -5 لتر / دقيقة ، سرعة اللحام 18-25 م / س.
إدارة التصنيف العام للمقال: نشرت: 2012.05.15



