كيفية لحام خط التماس السقف بشكل صحيح. كيفية طهي خط التماس السقف باللحام الكهربائي
تركيبات اللحام الأوتوماتيكي للدرزات الطولية للقذائف - في المخزون!
أداء عالي ، راحة ، عملية سهلة وعملية موثوقة.
شاشات اللحام والستائر الواقية - متوفر!
الحماية من الإشعاع أثناء اللحام والقطع. خيار كبير.
التسليم في جميع أنحاء روسيا!
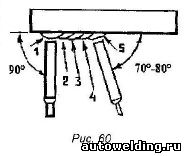
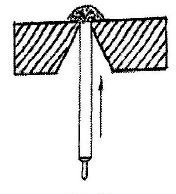
عند لحام طبقات السقف ، يكون تيار اللحام أعلى مما كان عليه في الحال اللحام العمودي، وأقل (أو يساوي) من المستوى الأفقي. في الأساس ، يتم استخدام قطب كهربائي بقطر 3 ؛ 4 ملم. زاوية ميل القطب في اتجاه اللحام (الشكل 59) 80 درجة -90 درجة. تدفق الخبث إلى أسفل اللحام، لا يتداخل مع اللحام بزاوية قائمة أو "زاوية أمامية" ، مما يسمح في الوضع العلوي بأداء حبات "طبيعية" و "مقعرة" في الأخدود. يتم اللحام فقط بقوس قصير.
يوصى بإجراء لحام مفاصل التناكب على نفسه ، مما يسمح للشخص بمراقبة طول القوس وميل القطب بالنسبة لكل من حواف المنتج وتشكيل الخرزة. من خلال مراقبة امتلاء وشكل الخرزة ، يكون من الأسهل تحديد سرعة اللحام ، والطريقة التي يتم بها معالجة القطب الكهربائي ، ووقت التأخير عند حواف حوض اللحام. عند معالجة القطب الكهربي ، يوصى باستخدام طريقتين: "سلم" و "قوس للأمام". يجب أن يكون عرض الخرزة وامتلائها 1-3 أقطار من القطب المطلي ، مما يسهل التحكم في المعدن السائل. مع العرض المفرط ، والامتلاء من الأسطوانة والمفرطة تيار اللحام، يصبح من الصعب التحكم في معدن اللحام السائل ، مما يؤدي إلى ظهور بقع ، "حدبة" للخرز ، واختلافات تقريبية بين المقاييس والتخفيضات على طول حواف اللحام.
الصعود في وضع علوي
عند اللحام في هذا الموضع ، يكون اختيار تيار اللحام أمرًا مهمًا. إذا سمح سمك المنتج ، فمن الأفضل استخدام قطب كهربائي بقطر 4 مم. يوصى بإجراء عملية التسطيح بأقطار ضيقة من القطب الكهربائي 1.5-2 مغلفة ، وحبات مفردة ، مما يسمح باستخدام نطاق متوسط لتيار اللحام. يوصى بوضع الخرزة الأولى بعرض 2-3 أقطار من القطب المطلي على طول حدود السطح باستخدام طريقة "اللحام على الذات" (الشكل 60). يوصى بوضع الخرزات اللاحقة ، من 2 إلى 5 ، وما إلى ذلك ، من اليسار إلى اليمين أو من اليمين إلى اليسار ، وفي هذه الحالة يحتاج عامل اللحام إلى تغيير موضعه فيما يتعلق بالخرز. في هذه الحالة ، يجب الحفاظ على منحدر القطب الكهربي بزاوية 70 درجة -80 درجة للمنتج. خلاف ذلك ، فإن تقنية اللحام هي نفسها كما في الموضع السفلي.
مفاصل اللحام في الوضع العلوي
جذر التماس
يجب أن يتم لحام حبة الجذر ، اعتمادًا على حجم الفجوة وتقليل الحواف ، بدون معالجة أو بحركات تذبذبية عرضية وفقًا لطريقة "السلم" مع قطب كهربائي بقطر 3 مم عند تيار اللحام في نطاق القيمة الدنيا أو المتوسطة. اعتمادًا على متطلبات الرسم والشروط الفنية ، يمكن إجراء لحام حبة الجذر الأولى وفقًا لتوصيتين:
1) إذا تم توفير أخذ عينات ولحام الجانب العكسي لجذر اللحام ، فمن الضروري إيلاء كل الاهتمام لتشكيل الخرزة على جانب اللحام عند الانصهار في الفجوة. يجب أن تكون الأسطوانة خالية من الأجزاء المتدلية والتخفيضات. من الأفضل أداء مثل هذه الأسطوانة عن طريق معالجة القطب من الحافة إلى الحافة وتأخيرها (الشكل 61). لن تتطلب هذه الخرزة أخذ عينات إضافية ، وبعد تجريد الخبث والتناثر ، يمكنك البدء فورًا في لحام الحبة الثانية.

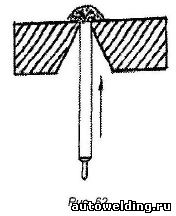
2) إذا لزم الأمر في مفصل بعقبلتشكيل حبة عكسية (بدون أخذ العينات ولحام الجانب العكسي لجذر التماس) ، من الضروري تحريك القطب باستمرار لأعلى في الفجوة (على قوس قصير للغاية) ، مع ضمان احتراق قوس اللحام من الجانب العكسي (الشكل 62). ينتشر معدن القطب على شكل "نافورة" (مظلة). وهذا هو الأكثر أفضل طريقةلتشكيل أسطوانة عكسية. كل الاهتمام بتشكيل حبة عكسية ، وإذا أمكن ، للحفاظ على سرعة اللحام اعتمادًا على تشكيل الخرزة من الأسفل (لتجنب التحدب المفرط). إذا تبين أن بكرة الجذر الموجودة على جانب اللحام "محدبة" ، يلزم أخذ عينات ميكانيكية للمعدن العاري وفقًا للأرقام الواردة في الفصول السابقة.
ملء الخفض
يتم إجراء لحام البكرتين الثانية والثالثة اعتمادًا على عرض أسطوانة الجذر مع قطب كهربائي بقطر 3 مم بمتوسط الحد الأقصى لتيار اللحام أو بقطر 4 مم - في النطاق المتوسط الكافي للعادي عملية اللحام(الشكل 63).
لتجنب "الحدباء" من 2 و 3 بكرات ، فإن لحظة التأخير عند حواف الأسطوانة مهمة جدًا ، ثم الانحدار الطفيف على طول حافة المنتج وبعد ذلك الانتقال بطريقة "السلم" إلى حافة أخرى. يمكن الحصول على الأسطوانة "العادية" أو "المقعرة" باستخدام اللحام السريع أيضًا ، وإمالة القطب "الزاوية الأمامية" ، ويكون حجم الخطوة أكبر قليلاً من اللحام العمودي. لا ينصح باستخدام بكرات كبيرة الحجم ، مثل يكون معدن اللحام في حالة سائلة لفترة طويلة ويميل إلى النزول ، مما يؤدي إلى انتفاخ مفرط في اللحام. يتم تنفيذ الطبقتين الرابعة والخامسة ، اعتمادًا على عرض الأسطوانة السابقة ، بالعرض الكامل أو على بكرتين. يوصى بإجراء الطبقات اللاحقة بدون حركات تذبذبية على شكل تسطيح ، وعند الاقتراب من الحافة ، اترك مسافة بين الخرزة قبل الأخيرة لكل طبقة والحافة لا تقل عن قطر القطب (مطلي). يتم تنفيذ الأسطوانة الأخيرة لكل طبقة وفقًا للطريقة مثل الثانية ، إلخ.
لحام الوجه
يجب عمل الطبقة قبل الأخيرة في الأخدود بحيث لا يزيد الأخدود غير المعبأ عن 0.5-2 مم. اعتمادًا على سمك المعدن وعرض طبقة الوجه ، يمكن إجراء اللحام بتمريرة واحدة أو أكثر. عند اللحام في مسار واحد مع أخدود غير مملوء يبلغ 0.5-1 مم ، يوصى ، من أجل تجنب ارتفاع التماس المفرط ، باللحام باستخدام طريقة "القوس الأمامي" ، واختيار خطوة اعتمادًا على تكوين الخرزة. بعمق قطع شاغر من 1 مم إلى 2 مم - بطريقة "السلم".
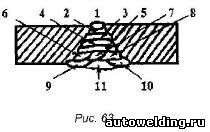
عند لحام الطبقة الأمامية بعدة تمريرات كما هو موضح بالشكل. يتم تنفيذ الأسطوانات 63 و 9 و 10 اعتمادًا على كل حالة محددة مع أو بدون معالجة ، "سلم" أو "قوس للأمام". يتم تصنيع الأسطوانة 11 عن طريق معالجة القطب بحيث يتم توصيل أسطح البكرات الجانبية بأي من الطرق المناسبة للموقف.
- قواعد السلامة الأساسية
- ميزات تقنية التراكب لخط التماس السقف
- ماهي طرق طبخ فواصل الاسقف؟
يعتبر السقف من أصعب اللحامات. هذا يرجع إلى حقيقة أنه في هذه الحالة ينقلب حوض اللحام رأسًا على عقب ، وبالتالي أثناء العمل ، هناك احتمال كبير بحدوث لطخات من المعدن الساخن.
يتطلب فرض هذا النوع من التماس مزيدًا من الامتثال الدقيق لقواعد السلامة ، حيث لا يمكن للمعدن المنصهر أن يصل فقط إلى ملابس العامل ، ولكن أيضًا على وجهه ورقبته ويديه.
الجميع لحام محترفيجب أن يعرف وأن يكون قادرًا على لحام النوع المحدد من اللحامات بشكل صحيح. إذا نادراً ما يتم استخدام هذه الطريقة في الإنتاج الصناعي ، حيث يمكن قلب الجزء ، ثم في بناء السفن وأثناء أعمال البناء والتركيب وعند لحام خطوط الأنابيب ، يتم استخدامها كثيرًا.
قواعد السلامة الأساسية
- تأكد من عزل جميع الأسلاك ، وإذا لم يكن الجهاز قيد الاستخدام ، فيجب فصله عن مصدر الطاقة ؛
- لا يمكنك البدء في العمل في الغرف الرطبة دون الخبرة اللازمة ، وكذلك في الأماكن المفتوحة عندما تتساقط الثلوج أو تمطر ؛
- استخدم فقط الملابس الداخلية التي يجب دسها وحماية الجسم قدر الإمكان ؛ لا يمكنك العمل بدون قناع اللحام ؛
- الالتزام بقواعد السلامة من الحرائق والانفجارات.
رجوع إلى الفهرس
ميزات تقنية التراكب لخط التماس السقف
عندما يتم تطبيق لحام السقف ، فإن المعدن المنصهر لا يسقط بسبب القوة التوتر السطحي.
من أجل الحصول على طبقات عالية الجودة في السقف عند العمل باللحام الكهربائي ، من الضروري تحقيق ذلك الحد الأدنى لحجمتجمع اللحام.
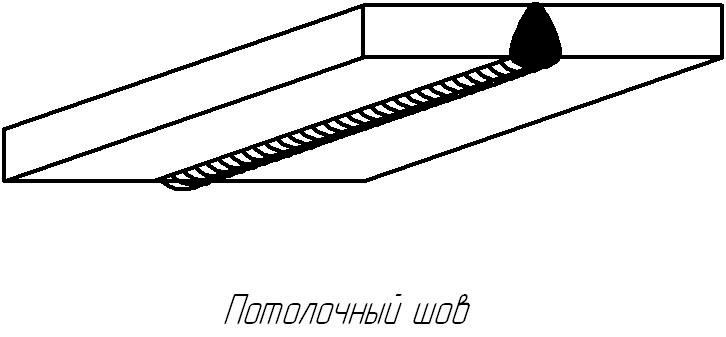
يجب عمل درز السقف في الأعلى ، بينما يميل المعدن المنصهر إلى السقوط ، لذلك يعتبر هذا النوع من اللحام أحد أنواع اللحام الصعبة.
لا يمكن القيام بذلك إلا إذا كان القطب الكهربائي غالبًا ما يُنحى جانبًا ، في حين أن المعدن سيكون لديه الوقت ليبرد ولن يتدفق.
عند إجراء لحام السقف ، عادةً ما يتم استخدام أقطاب كهربائية بقطر يصل إلى 4 مم. باستخدام طريقة توصيل الأجزاء هذه ، يتناقص عرض البكرات ويصل إلى 2-3 عرض للقطب الكهربي. لتجنب الانقطاعات أثناء الإزالة المتكررة للإلكترود ، من الضروري تثبيته على الحواف.
للعمل عالي الجودة ، من الضروري الطهي باستخدام أقطاب كهربائية جافة فقط. إذا كانت مبللة ، يتم إطلاق كمية كبيرة من الغازات ، وتدخل في التماس وبالتالي تقل جودتها.
بهذه الطريقة لربط الأجزاء ، يتم تقليل تبخر الخبث والغازات خط التماس السقفأقل متانة من نفس خط اللحام على سطح آخر.
لتحقيق أقصى نتيجة عند تطبيق نوع اللحام المحدد ، تحتاج إلى اللحام بنفسك ، وفي هذه الحالة يمكنك التحكم بشكل أفضل في العملية وتحديد سرعة العمل المطلوبة. إذا أصبح من الضروري لحام الأجزاء التي يزيد سمكها عن 8 مم ، فمن الأفضل القيام بذلك بعدة طرق. في هذه الحالة ، يتم إجراء التماس الأول بقطب 3 مم ، والباقي بقطب كهربائي بقطر 4 مم.
من أجل الحصول على أقصى جودة للدرز ، يجب شطف نهايات الأجزاء المراد ربطها ومعالجتها جيدًا ، وبعد كل بكرة ، يجب إزالة الخبث بعناية.
رجوع إلى الفهرس
ماهي طرق طبخ فواصل الاسقف؟
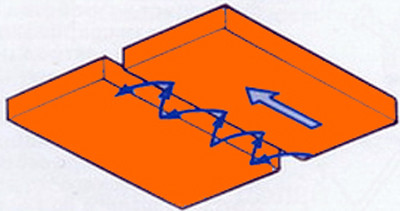
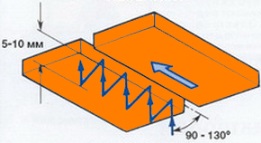
عند اللحام بهلال ، يجب وضع القطب الكهربائي إلى سطح السقف بزاوية 90-130 درجة. يقوم عامل اللحام بحركات متعرجة أو على شكل هلال مع القطب. مع كل حركة انتقالية ، يتم لف القطب الكهربائي على سطح صلب بالفعل. تتطلب هذه الطريقة عدة تمريرات ، فهي الأبسط ويمكن الوصول إليها حتى للمبتدئين.
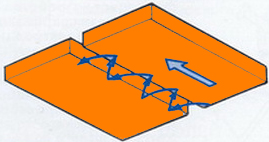
عند اللحام بطريقة السلم ، يوجد القطب أيضًا بالنسبة للسقف بزاوية 90-130 درجة. عندما يظهر المعدن المنصهر ، من الضروري إزالة القطب بمقدار 5-10 مم ، ثم إعادته مرة أخرى ، من الضروري تداخل المعدن المبرد بنسبة 30-50٪ من طوله. بهذه الطريقة ، يتم إرجاع القطب باستمرار إلى الوراء ، ويطول تدريجياً اللحام. عند استخدام هذه الطريقة ، يكون التماس هو الأكثر متانة ، ولكنه عملية معقدة وتستغرق وقتًا طويلاً ولا يمكن إلا للمحترف القيام بها.
عند اللحام العكسي ، يتم تنفيذ العمل على عدة مراحل. أولاً ، يتم لحام جذر اللحام ، حيث يتم أخذ قطب كهربائي بقطر 3 مم ، بينما يجب أن يكون التيار ضئيلًا أو متوسطًا.
يتم إجراء هذا اللحام بعدة طرق:
- في الحالة التي يكون فيها من الممكن إجراء أخذ العينات واللحام من الجانب العكسي ، فمن الضروري أثناء التشغيل تشكيل أسطوانة من الأسفل وتجنب التجاعيد والتخفيضات. يجب أن يتم هذا التماس بحركات تذبذبية في الاتجاه من الحافة إلى الحافة والاستمرار عليها قليلاً. إذا قمت بالطهي بشكل صحيح ، فلن تحتاج إلى أخذ عينات إضافية ، وبعد إزالة الخبث ، يمكنك تطبيق الأسطوانة التالية.
- إذا كان من الضروري أن تتشكل الخرزة من الجانب العكسي ، فسيتم إجراء حركات القطب داخل الفجوة ، بينما يجب أن يكون القوس قصيرًا قدر الإمكان. في هذه الحالة ، يجب أن يحترق القوس من الخلف ويتصلب المعدن على شكل مظلة.
باستخدام طريقة اللحام هذه ، من الضروري التحكم في الأسطوانة الخلفية ، لذلك فهي تتحكم في سرعة العمل بحيث لا تكون الأسطوانة السفلية محدبة للغاية. في حالة حدوث ذلك ، يتم أخذ عينة إلى معدن نقي.
لحام السقف
أثناء اللحام ، يتم منع المعدن المنصهر من السقوط بقوة التوتر السطحي. هذا هو السبب في أنه من الضروري تقليل حجم حوض اللحام قدر الإمكان. للقيام بذلك ، قم بتحريك القطب بشكل دوري إلى الجانب بحيث يكون لدى المعدن الوقت الكافي للتصلب قليلاً.
بالإضافة إلى ذلك ، يتم تقليل عرض البكرات. كقاعدة عامة ، يكون عرض قطب كهربائي 2-3. عادةً ما يتم استخدام أقطاب كهربائية بقطر لا يزيد عن 4 مم في لحام السقف. في وقت إزالة القوس ، تتشكل في بعض الأحيان قطع سفلية. امسك القطب على الحواف لتجنب ذلك.
يجب أن يكون القطب جافًا ، وإلا فقد تدخل الغازات المنبعثة اللحام ، مما يقلل من جودته. عند اللحام بهذه التقنية ، يتم تقليل تبخر الخبث والغازات من المعدن المنصهر. لذلك ، تتميز اللحامات العلوية بخصائص معدنية أقل مما لو كانت ملحومة في مواضع أخرى.
يوصى بإجراء اللحام على السقف بنفسك ، وهذا سيسمح لك بمراقبة العملية جيدًا وتحديد سرعة وطريقة الطهي. يتم لحام المواد التي يزيد سمكها عن 8 مم في عدة ممرات. عادة ما يتم إجراء خياطة الجذر بقطب كهربائي 3 مم ، وخيوط لاحقة بقطر 4 مم.
من المهم أن تعرف! قبل اللحام ، يجب تشكيل الأطراف المراد وصلها وشطفها وفقًا لـ GOST 10948-64. بعد كل أسطوانة ، يجب إزالة طبقة الخبث بعناية. تم وصف تفاوتات اللحام في المفاصل في GOST 5264-80.
طرق طبخ طبقات السقف
· الهلال - يجب أن يكون القطب بزاوية 90-130 درجة إلى السقف. مع حركات متذبذبة على شكل هلال (متعرج) ، يدخل القطب باستمرار الجزء المتصلب من المعدن. تتطلب هذه الطريقة عدة تمريرات وهي الأسهل للمبتدئين.
طريقة لحام الهلال
سلم - القطب بزاوية 90-130 درجة إلى السقف. يُحضر إلى السقف ويضاء قوس. عند تكوين المعدن المنصهر ، يتم سحب القطب قليلاً (5-10 ملليمترات) وإعادته مرة أخرى ، مما يسد المعدن المجفف بنسبة 30-50٪ من طوله.
لحام السلم
ذهابًا وإيابًا - تعود نهاية القطب باستمرار إلى الجزء المتصلب من المعدن ، مما يؤدي إلى إطالة التماس باستمرار. هذه هي الطريقة الأكثر صعوبة واستهلاكًا للوقت ، ولكنها في نفس الوقت هي الأكثر ديمومة.

طريقة التردد
اللحام العلوي
يتم اللحام على عدة مراحل ، أولها لحام جذر التماس.
جذر التماس
استخدم قطبًا كهربيًا بقطر 3 مم والتيار في النطاق الأدنى أو المتوسط.
اعتمادًا على الظروف ، يمكن إجراء اللحام بعدة طرق.:
1. إذا كان من الممكن أخذ العينات واللحام من الجانب العكسي ، فعند اللحام ، يجب الانتباه إلى تكوين حبة من الجانب السفلي. يجب ألا يكون هناك أي عبء أو نقصان.
لحام السقف
يجب أن يكون التركيز الأساسي لهذا اللحام على الحافة الخلفية ، وإذا أمكن ، قم بمطابقة سرعة اللحام مع الحافة السفلية بحيث لا يكون هناك انتفاخ قوي. ومع ذلك ، إذا تبين أن الأسطوانة الداخلية بارزة للغاية ، فمن الضروري أخذ عينات من المعدن العاري.
جذر التماس على الجانب العكسي
ملء الخفض
يتم لحام 2 و 3 بكرات بقطب 3 مم. بمتوسط الحد الأقصى الحالي ، أو 4 مم. في المتوسط. يعتمد الاختيار على عرض الأسطوانة الأولى. لكي لا تشكل انتفاخًا ، يجب أن تبقى عند الحواف ، ثم تحرك القوس قليلاً على طول الحافة وتجاوز السلم إلى الحافة الأخرى.
إذا كان من الضروري تغيير شكل الخرزة أثناء اللحام ، قم بتغيير السرعة ، قم بإمالة القطب بزاوية مختلفة ، قم بزيادة حجم الخطوة.

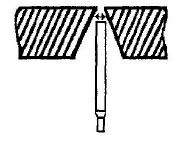
تأثير زاوية القطب على شكل خط اللحام
النصيحة! لا تجعل البكرات عريضة ، سوف تتلطخ وتتقطر.
تعتمد الطبقتان 4 و 5 على عرض الأسطوانات السابقة - العرض الكامل أو بكرتين. الطبقات التالية مصنوعة في شكل تسطيح بدون حركات تذبذبية. عند الاقتراب من الحافة ، من الضروري ترك مسافة بقطر القطب المطلي بين الأسطوانة قبل الأخيرة والحافة.
كيف لطهي خط التماس السقف - رسم بياني
طبقة الوجه
يتم غلي الطبقة الأمامية في فترة راحة 0.5-2 مم.
اعتمادًا على سمك المعدن وعرض الطبقة الأخيرة ، قد يتطلب الأمر عدة تمريرات.
عند اللحام بتمريرة واحدة وتعميق الطبقة قبل الأخيرة بمقدار 0.5-1 مم. من الضروري إجراء اللحام باستخدام طريقة "القوس الأمامي". اختر خطوة حسب تشكيل الأسطوانة.
إذا كانت التجويف من 1 إلى 2 مم ، فاستخدم طريقة "السلم".
عند اللحام في عدة تمريرات ، تكون الخرزات الجانبية التي تمر عند الحافة ملحومة في كل حالة بطرق مختلفة: مع أو بدون تلاعب ، سلم أو قوس للأمام. يتم طهي آخر أسطوانة في المنتصف بحيث يتم توصيل الجانبين 2 بالتساوي.
يظهر رسم تخطيطي مفصل في الصورة أعلاه.
يعتبر استخدام وصلات اللحام في تجميع الهياكل المعدنية أبسط طريقة وأكثرها موثوقية لتركيبها ، ليس فقط في الصناعة ، ولكن أيضًا في الحياة اليومية. من الواضح أنه من أجل إتقان تقنيات اللحام الكهربائي ، لن يحتاج التاجر الخاص إلى الخضوع لدورة تدريبية خاصة فحسب ، بل سيحتاج أيضًا إلى اكتساب مهارات عملية معينة.
بالنسبة لأولئك الذين يمتلكون تقنيات اللحام هذه جزئيًا على الأقل ، نقدم مقالًا تمهيديًا حول ميزات تشكيل خط اللحام بالسقف ، والذي يتطلب إعداده اهتمامًا خاصًا ودقة من المؤدي. في الواقع ، عند لحام التماس ، على سبيل المثال ، على سقف المرآب أو أسفل السيارة أو في أي مكان آخر ، يتم وضع المفصل الذي يتم تحضيره مباشرة فوق رأس عامل اللحام ، مما يفسر الحاجة إلى عناية خاصة في جميع عمليات العمل. نتيجة لذلك ، قبل لحام خط اللحام في السقف باللحام الكهربائي ، يُنصح بالتعرف على ميزات العمليات لتشكيلها في ظروف معينة.
ملامح تقنية تشكيل التماس

يفسر تعقيد تحضير وصلات السقف حقيقة أنه أثناء اللحام ، يمكن أن يتدفق المعدن المنصهر لأسفل بسبب وزنه ، وهذا يخلق تهديدًا معينًا للقائم بأداء العمل (الاحتراق الأجزاء المكشوفةجثث على وجه الخصوص). لهذا السبب يستخدم المحترفون ذوو الخبرة في مثل هذه المواقف تقنيات لحام خاصة لضمان الامتثال لمتطلبات السلامة.
لفهم جميع تعقيدات إجراءات إعداد مفاصل السقف ، أولاً وقبل كل شيء ، يجب أن تتعرف على المتطلبات الأساسية لتقنية أداء عمل هذا الفصل. في عملية إجراء عمليات اللحام ، يجب استيفاء الشروط الإلزامية التالية:
- يمكن إجراء اللحام يدويًا فقط ؛
- يتم استخدام ما يسمى بالإلكترودات المطلية لتشكيل الاتصال ؛
- يجب إجراء اللحام في وضع "القوس القصير" باستخدام أقطاب لا تزيد عن 4 مم ؛
- عند تحضير التماس ، لتجنب انتشار المعدن ، يجب وضع القطب جانباً قليلاً ؛
- يجب ألا يتجاوز عرض التماس المحضر السماكة المزدوجة للإلكترود ؛
- من أجل تجنب تكوين الغازات التي تقلل من جودة التماس ، يجب أن تكون الأقطاب الكهربائية المستخدمة جافة تمامًا ؛
- يجب إجراء اللحام في الاتجاه "نحوك" ، مما يسمح لك بتحديد السرعة المثلى للتقدم ، وكذلك مراقبة جودة التماس الناتج ؛
- للحصول على اتصال قوي وموثوق به ، يتم تنظيف حواف الأسطح أو قطع العمل المراد لحامها بعناية قبل بدء العمل ، وفي نهاية العمل يجب إزالة بقايا اللحام المجمدة منها.
عند العمل باستخدام قطع العمل ذات السماكة الأكبر (بترتيب 1 سم أو أكثر) ، يجب إجراء اللحام بعدة مسارات. خلال التمريرة الأولى ، يتم استخدام قطب كهربائي بقطر لا يزيد عن 3 مم ؛ يتم تنفيذ جميع العمليات اللاحقة باستخدام قطب كهربائي قطره 4 مم.

نود أن نلفت انتباهك إلى حقيقة أن مفاصل السقف ليست أفقية فحسب ، بل يمكن أن يكون لها أيضًا منحدر معين ، يتراوح من 10 إلى 80 درجة (ما يسمى مفصل شبه السقف). في هذه الحالة ، كل من اليدوي و اللحام الآليباستخدام نفس الأقطاب الكهربائية.
تحضير مفصل المؤخرة

قبل إغلاق طبقات السقف باستخدام اللحام الكهربائي ، يجب أن يكون لديك على الأقل فكرة عن الأنواع وصلات ملحومة، تختلف في طريقة تشكيلها. نظرًا لأن حجم المقالة لا يسمح لنا باستكشاف كل نوع من هذه الأنواع ، فإننا سنقتصر على النظر في أبسطها ، أي ما يسمى اتصال "بعقب".
يتم لحام الاتصال المحدد ، كقاعدة عامة ، في عدة ممرات ، ويتم تنفيذه بالتسلسل التالي:
- أولاً ، يتم تشكيل ما يسمى بأسطوانة الجذر أو جذر التماس. في لحام السقفيتم تنفيذه باستخدام قطب كهربي قطره 3 مم ، يتم قيادته على طول خط اللحام بطريقة معروفة تسمى "سلم". القيمة التي تتعرض لها آلة لحاميتم تحديد التيار في النطاق بين القيم الدنيا والمتوسطة (نحن نتحدث عن القيم المضمنة في المواصفات الفنيةالوحدة نفسها).
- الممران الثاني والثالث مصنوعان من أقطاب بقطر 3 - 4 مم. يتم تحديد القوة الحالية على أنها متوسطة أو أقرب إلى الحد الأقصى. من أجل منع تكوين "الحدباء" ، يتم إجراء اللحام مع تأخير عند حواف الأسطوانة مع وجود ممر على طول حافة قطعة العمل وانتقال إضافي إلى الحافة التالية باستخدام طريقة "السلم".
- يتم تشكيل جميع الطبقات اللاحقة للخرز على شكل سطح (بدون أي انحرافات عن خط اللحام).
- يجب أن تبدو الطبقة الأمامية لمفاصل السقف المشكلة بحيث لا يتجاوز عرض الأخدود غير المعبأ 0.5 - 2 مم. إذا لزم الأمر ، يمكن أيضًا عمل هذه الطبقة في عدة تمريرات.
إذا تم استيفاء جميع المتطلبات المذكورة أعلاه ، فستتمكن من الحصول على اتصال موثوق وعالي الجودة. بمزيد من التفصيل ، يمكن دراسة إجراء تشكيلها على الفيديو المرفق بمواد هذه المقالة.
سلامة اللحام

متطلبات الأمن أعمال اللحامعند جعل خط التماس السقف يبدو كما يلي:
- يجب تنفيذ جميع الأعمال في غرفة جافة جيدًا ، ويجب ألا تتجاوز رطوبة الهواء فيها القيمة المحددة في المعايير.
- في الأماكن المفتوحة ، لا يُسمح باللحام أثناء تساقط الثلوج أو العواصف الرعدية.
- يجب إجراء أعمال اللحام فقط في الملابس المصممة لهذا الغرض بطبقة واقية خاصة وفي قناع.
- أثناء العمل ، يجب فصل المعدات غير المستخدمة من التيار الكهربائي.
- يجب استخدام الأسلاك المعزولة جيدًا فقط في اللحام.
فيديو
يوضح هذا الفيديو عملية لحام خط اللحام بالسقف. على الرغم من أن التعليقات تذهب إلى اللغة الإنجليزية، فما يظهر على الشاشة لا يحتاج إلى شرح إضافي:



