ما هو عكس قطبية التيار. ملامح لحام التيار المتردد
9 أبريل 2017
كيفية ضبط التيار عند اللحام؟
هذا سؤال شائع إلى حد ما وله عدة حلول. هناك واحدة من أكثر الطرق شيوعًا لحل المشكلة ، يحدث التنظيم من خلال اتصال الصابورة النشط عند إخراج اللف (الثانوي).
داخل أراضي الاتحاد الروسي، اللحام للتيار المتردد هو استخدام تردد 50 هرتز. تستخدم شبكة 220 فولت كمصدر للطاقة. وجميع محولات اللحام لها ملف أولي وثانوي.
في الوحدات المستخدمة في منطقة صناعية ، يتم تنفيذ التنظيم الحالي بطرق مختلفة. على سبيل المثال ، بمساعدة الوظائف المتحركة للملفات ، وكذلك التحويل المغناطيسي ، أنواع مختلفة من تحويل الخانق. كما أنهم يستخدمون مخازن مقاومات الصابورة (النشطة) ومقاومات مقاومة الريوستات.
لا يمكن استدعاء هذا الاختيار لتيار اللحام طريقة ملائمةبسبب مخطط التصميم المعقد ، ارتفاع درجة الحرارة وعدم الراحة عند التبديل.
الطريقة الأكثر ملاءمة لتنظيم تيار اللحام هي إذا قمت بلف الملف الثانوي (الملف الثانوي) عن طريق عمل صنابير ، والتي ستسمح لك بتغيير الجهد عند تبديل عدد الدورات.
لكن التحكم في الجهد على نطاق واسع ، في هذه الحالة ، لن يعمل. يتم أيضًا ملاحظة بعض أوجه القصور عند التعديل من الدائرة الثانوية.
وبالتالي ، فإن منظم تيار اللحام ، بالسرعة الأولية ، يمرر تيارًا عالي التردد (HFC) من خلال نفسه ، مما يستلزم ضخامة الهيكل. ولا تفترض المفاتيح القياسية للدائرة الثانوية حمولة 200 أ. ولكن في دائرة اللف الأولية ، تكون المؤشرات أقل بخمس مرات.
نتيجة لذلك ، تم العثور على أداة مثالية ومريحة ، حيث لا يبدو تعديل تيار اللحام مربكًا للغاية - إنه الثايرستور. يلاحظ الخبراء دائمًا بساطته وسهولة استخدامه وموثوقيته العالية. تعتمد قوة تيار اللحام على فصل الملف الأولي لفترات زمنية محددة ، في كل دورة من نصف دورات الجهد. في هذه الحالة ، سينخفض متوسط مؤشرات الجهد.
مبدأ عمل الثايرستور
ترتبط أجزاء المنظم بالتوازي والعكس مع بعضها البعض. يتم فتحها تدريجياً بواسطة النبضات الحالية ، والتي تتكون من الترانزستورات vt2 و vt1. عند بدء تشغيل الجهاز ، يتم إغلاق كلا الثايرستور ، C1 و C2 مكثفات ، سيتم شحنها من خلال المقاوم r7.
في تلك اللحظة ، عندما يصل جهد أي من المكثفات إلى جهد انهيار الانهيار الجليدي للترانزستور ، يتم فتحه ، ويتدفق تيار التفريغ خلاله ، ويتصل المكثف معه. بعد فتح الترانزستور ، يفتح الثايرستور المقابل له ، وسيقوم بتوصيل الحمل بالشبكة. بعد ذلك ، تبدأ دورة نصف من الجهد المتناوب ، وهو عكس ذلك في الإشارات ، مما يعني إغلاق الثايرستور ، ثم تتبع دورة جديدة لإعادة شحن المكثف ، بالفعل في القطبية المعاكسة. ثم يفتح الترانزستور التالي ، لكنه يعيد توصيل الحمل بالشبكة.
اللحام بالتيار المباشر والتيار المتردد
في العالم الحديث، اللحام مع التيار المباشر. ويرجع ذلك إلى إمكانية تقليل كمية مادة حشو الإلكترود في اللحام. ولكن عند اللحام بجهد متناوب ، يمكنك تحقيق نتيجة لحام عالية الجودة. يمكن تقسيم مصادر تيار اللحام التي تعمل بجهد متناوب إلى عدة أنواع:
- أجهزة لـ لحام بقوس الأرجون. تستخدم أقطاباً كهربائية خاصة لا تذوب بفضل هذا لحام الأرجونتصبح مريحة قدر الإمكان ؛
- جهاز لإنتاج RDS عن طريق التيار الكهربائي المتناوب ؛
- معدات اللحام بجهاز نصف أوتوماتيكي.
وطرق اللحام بشكل متغير تنقسم إلى نوعين:
- الاستخدام أقطاب كهربائية غير قابلة للاستهلاك;
- قطعة أقطاب.
هناك نوعان من اللحام DC ، قطبية عكسية ومستقيمة. في الخيار الثاني ، ينتقل تيار اللحام من سالب إلى موجب ، وتتركز الحرارة على قطعة العمل. والعكس يركز الانتباه على نهاية القطب.
يتكون مولد اللحام للتيار المباشر من محرك والمولد الحالي نفسه. يتم استخدامها ل اللحام اليدويفي أعمال التركيبوفي الميدان.
التصنيع المنظم
لصنع جهاز تحكم في تيار اللحام ، ستحتاج إلى المكونات التالية:
- المقاومات.
- سلك (نيتشروم) ؛
- لفه؛
- مشروع أو مخطط الجهاز ؛
- يُحوّل؛
- ربيع الصلب؛
- كابل.
عملية توصيل الصابورة
مؤشر مقاومة الصابورة لجهاز التحكم عند مستوى 0.001 أوم. يتم تحديده بالتجربة. للحصول على المقاومة مباشرة ، يتم استخدام مقاومة الأسلاك عالية الطاقة بشكل أساسي ، ويتم استخدامها في حافلات الترولي أو في المصاعد.
تقليل جهد اللحام عالي التردد حتى باستخدام زنبرك فولاذي للباب.
يتم تشغيل هذه المقاومة بشكل ثابت أو بطريقة مختلفة ، بحيث يكون من الممكن في المستقبل ضبط المؤشرات بسهولة. يرتبط أحد طرفي هذه المقاومة بإخراج هيكل المحول ، بينما يتم تزويد الطرف الآخر بأداة تثبيت خاصة يمكن إلقاؤها على طول اللولب بالكامل ، مما يتيح لك تحديد الجهد المطلوب.
يتم إنتاج الجزء الرئيسي من المقاومات باستخدام سلك عالي الطاقة في شكل حلزوني مفتوح. وهي مثبتة على هيكل بطول نصف متر. وبالتالي ، فإن اللولب مصنوع أيضًا من سلك عنصر التسخين. عندما تتعاون المقاومات المصنوعة من سبيكة مغناطيسية مع ملف أو أي قطعة فولاذية ، في عملية تمرير التيار بمعدلات عالية ، ستبدأ في الاهتزاز بشكل ملحوظ. يحتوي اللولب على مثل هذا الاعتماد فقط حتى يتمدد.
كيف تصنع خنق نفسك؟
إنه لأمر حقيقي أن تصنع دواسة الوقود بنفسك في المنزل. هذا هو الحال عندما يكون هناك بكرة مستقيمة بها لفات كافية من السلك المطلوب. يوجد داخل الملف صفائح معدنية مستقيمة من المحولات. عن طريق اختيار سمك هذه الصفائح ، من الممكن اختيار مفاعلة البداية.
لنفكر في مثال محدد. خنق مع ملف به 400 لفة وسلك بقطر 1.5 مم مملوء بألواح ذات مقطع عرضي 4.5 سم مربع. يجب أن يكون طول الملف والسلك متماثلين. نتيجة لذلك ، سيتم تقليل تيار المحول 120 أمبير بمقدار النصف. يتكون هذا الخنق بمقاومة يمكن تغييرها. لإجراء مثل هذه العملية ، من الضروري قياس مدى تعميق مرور القضيب الأساسي في الملف. مع عدم وجود هذه الأداة ، سيكون للملف مقاومة قليلة ، ولكن إذا تم إدخال القضيب فيه ، فستزيد المقاومة إلى الحد الأقصى.
لن يسخن الخانق الذي يتم جرحه بالسلك الصحيح ، ولكن من المحتمل أن يكون القلب كثير الاهتزاز. يؤخذ ذلك في الاعتبار عند ذراع التسوية وتثبيت ألواح الحديد.
في التيار المتردد ، من الممكن فقط لحام الفولاذ الطري العادي. في الممارسة العملية ، هناك العديد من حالات أجزاء اللحام المصنوعة من الحديد الزهر والمتوسط و ارتفاع الكربون الصلبوالمعادن غير الحديدية وسبائك الصلب. هذا يتطلب تيار مباشر. الحقيقة هي أن الأقطاب الكهربائية للمعادن المذكورة أعلاه تحترق بشكل ثابت بشكل أساسي على التيار المباشر. بالإضافة إلى ذلك ، فإن استخدام قوس مستقيم أو عكس القطبيةيوفر مزايا تكنولوجية إضافية.
يتم أيضًا إجراء اللحام الاحترافي لأوعية الضغط بالتيار المباشر.
رسم تخطيطي لآلة لحام DC

محول Tr 1 - لحام عادي ، بدون أي تعديلات. من الأفضل أن يكون لها خاصية صلبة ، أي أن الملف الثانوي يتم لفه أعلى الملف الأساسي. الثنائيات D 1 - D 4 - أي ، مصممة لتيار لا يقل عن 100 أ.
يتم اختيار مشعات الثنائيات في مثل هذه المنطقة بحيث لا يتجاوز تسخين الثنائيات أثناء التشغيل 100 درجة مئوية. يمكن استخدام مروحة لتبريد إضافي.
مكثف C1 مركب من مكثفات الأكسيد بسعة إجمالية لا تقل عن 40000 ميكروفاراد. يمكن استخدام المكثفات من أي علامة تجارية بسعة 100 ميكروفاراد لكل منها ، بما في ذلك المكثفات على التوازي. لا يقل جهد التشغيل عن 100 فولت إذا ارتفعت درجة حرارة هذه المكثفات أثناء التشغيل ، فينبغي عندئذٍ أخذ جهد التشغيل لا يقل عن 150 فولت. ويمكن أيضًا استخدام مكثفات من التصنيفات الأخرى.

إذا كنت تخطط للعمل فقط في التيارات العالية ، فلا يمكنك تثبيت المكثفات على الإطلاق. الخانق Dr 1 - اللف الثانوي التقليدي محول اللحام. من المستحسن أن يكون القلب مصنوعًا من ألواح مستطيلة. لا يتدفق تيار التحيز من خلاله. إذا تم استخدام قلب حلقي ، فمن الضروري رؤية الفجوة المغناطيسية فيه باستخدام منشارا.

المقاوم R 1 - سلك. يمكنك استخدام أسلاك فولاذية بقطر 6-8 مم وطول عدة أمتار. يعتمد الطول على الجهد الثانوي للمحول والتيار الذي تريد الحصول عليه. كلما زاد طول السلك ، قل التيار. للراحة ، من الأفضل لفها على شكل حلزوني.
يسمح لك مقوم اللحام الناتج بلحام قطبية مستقيمة وعكسية.
لحام القطبية المباشرة - يتم تطبيق "ناقص" على القطب ، "زائد" للمنتج.
اللحام بالقطبية العكسية - يتم تطبيق "زائد" على القطب ، "ناقص" للمنتج (كما هو موضح في الشكل 4. 1.).
إذا كان للمحول Tr 1 تنظيمه الحالي الخاص به ، فمن الأفضل تثبيته عليه الحد الأقصى الحالي، وإخماد التيار الزائد بالمقاومة R 1.
لحام الحديد الزهر
لقد توصلت ممارسة عمال اللحام الخاصين إلى طريقتين موثوقتين وفعالة لحام الحديد الزهر.
الأول يستخدم في منتجات اللحام ذات التكوين البسيط ، حيث يمكن للحديد الزهر أن "يمتد" بعد خط التبريد. يجب أن يؤخذ في الاعتبار أن الحديد الزهر هو معدن غير مطيل على الإطلاق ، وكل خط تبريد يسبب انكماشًا عرضيًا يبلغ حوالي 1 مم.
بهذه الطريقة ، من الممكن لحام عين السرير الساقطة ، وهيكل من الحديد الزهر ينفجر إلى نصفين ، وهكذا.

قبل اللحام ، يتم قطع الكراك بأخدود على شكل حرف V لكامل سمك المعدن.
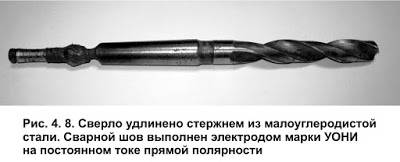
يمكنك لحام القطع بأي قطب كهربائي ، على الرغم من الحصول على أفضل النتائج عن طريق اللحام بقطب كهربائي من ماركة UONI (بأي أرقام) بتيار مباشر للقطبية العكسية.
بعد اللحام ، يتم تلحيم خط اللحام بالأرض مع المعدن الأساسي ويتم لحام طبقات الفولاذ الطري.
يجب أن يتم لحام التراكبات في جميع الأماكن الممكنة. كلما زاد عددهم ، زادت قوة الوصلة الملحومة. يجب أن تكون تراكبات اللحام على طول القوة الحالية.
غالبًا ما تكون الهياكل الملحومة ذات التراكبات أقوى من الحديد الزهر الأصلي.
تم تطوير الطريقة الثانية للمنتجات ذات التكوين المعقد: كتل الأسطوانات ، وعلب المرافق ، وما إلى ذلك. غالبًا ما يتم استخدامه للقضاء على تسرب السوائل المختلفة.

قبل اللحام ، يتم تنظيف الكراك من الأوساخ والزيوت والصدأ.
بالنسبة للحام ، يتم استخدام قطب كهربائي نحاسي من ماركة "Komsomolets" بقطر 3-4 مم. التيار هو قطبية عكسية ثابتة.
قبل اللحام ، يتم وضع شرخ أو رقعة على المسامير النقطية.
يتم إجراء اللحام مع طبقات قصيرة بشكل عشوائي. يتم تنفيذ التماس الأول في أي مكان. طوله لا يزيد عن 3 سم.
مباشرة بعد لحام التماس ، يتم دقها بشكل مكثف.
يتناقص حجم خط التبريد ، وعلى العكس من ذلك ، يوزعه الحدادة. يتم إجراء تزوير لمدة نصف دقيقة.
ثم انتظر حتى يبرد المعدن تمامًا. يتم التحكم في التبريد باليد. إذا لم يسبب لمس خط اللحام ألمًا ، يتم لحام خط ثانٍ قصير بنفس الطول.
اللحامات الثانية وجميع اللحامات اللاحقة ملحومة قدر الإمكان من اللحامات السابقة. بعد لحام كل درز قصير ، يتم إجراء عملية التشكيل والتبريد.
آخر من قام بلحام أقسام الإغلاق بين اللحامات القصيرة. والنتيجة هي خياطة مستمرة.
تحديد درجة الفولاذ بالشرارة
في ممارسة الإصلاح ، هناك الكثير من حالات فولاذ اللحام غير المعروفة التركيب الكيميائي. بدون تحديد تركيبة هذا الفولاذ ، يكون لحامها عالي الجودة أمرًا مستحيلًا.
توجد طريقة لتحديد محتوى الكربون في الفولاذ بدقة ± 0.05٪. يعتمد على ملامسة المعدن المختبر بعجلة صنفرة دوارة. يمكن استخدام شكل الشرر المتكون في هذه الحالة للحكم على كل من نسبة الكربون ووجود المنشطات.
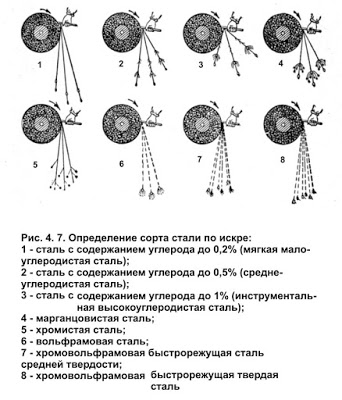
يحترق الكربون الموجود في الجزيئات المعدنية المنفصلة مكونًا ومضات على شكل نجوم. تميز العلامات النجمية محتوى الكربون في الفولاذ الذي يتم اختباره. كلما زاد محتوى الكربون فيه ، زادت كثافة حرق جزيئات الكربون وزاد عدد النجوم (الشكل 4. 7.).
من المستحسن إجراء مثل هذا الاختبار على عجلة كربوراندوم بحجم حبة 35-46. سرعة الدوران 25 - 30 م / ث. يجب أن تكون الغرفة مظلمة.
1 - تبدو الشرارة على شكل خط خفيف طويل مستقيم بنهايتين كثفتين ، الأولى خفيفة والثانية حمراء داكنة. شعاع الشرر بأكمله خفيف وله شكل مستطيل ؛
2 - شرارات ضوئية جديدة تبدأ بالانفصال عن السماكة الأولى. يصبح شعاع الشرر أقصر وأعرض من الشعاع السابق ، ولكنه أيضًا خفيف.
3 - شعاع من الشرر أقصر وأعرض. تنفصل حزمة كاملة من الشرر الأصفر الفاتح عن السماكة الأولى ؛
4 - في نهايات الشرارات التي تنفصل عن النجوم البيضاء السماكة الأولى ؛
5 - تتشكل شرارات حمراء طويلة بنجوم منفصلة مميزة ؛
6 - شرارة طويلة متقطعة (منقط) من اللون الأحمر الداكن مع سماكة خفيفة في النهاية ؛
7 - شرارة مزدوجة متقطعة (منقط) مع سماكة خفيفة في النهايات ، سميكة وطويلة - حمراء ، رقيقة وقصيرة - حمراء داكنة ؛
8- الشرارة هي نفسها كما في الفقرة رقم 7 ، مع الاختلاف الوحيد أن الشرارات بها فجوة.
يجب أن يبدأ التدريب على طريقة اختبار الشرارة بعينات من درجات الصلب المعروفة.
عند تطبيق هذه الطريقة ، يجب ألا يغيب عن البال أن الفولاذ في حالة تصلب يعطي شعاع شرارة أقصر من الفولاذ غير المقوى.
يجب إجراء اختبار شرارة على عمق 1-2 مم من السطح ، حيث قد تكون هناك طبقة منزوعة الكربنة على سطح المعدن.
عند التلامس مع عجلة الصنفرة الخاصة بالمعادن غير الحديدية وسبائكها ، التي لا يوجد فيها الكربون ، لا يتم الحصول على شرارات.
لحام الفولاذ الكربوني المتوسط والعالي
الفولاذ الكربوني المتوسط ملحوم بأقطاب منخفضة الكربون. يجب أن يكون عمق الاختراق صغيرًا ، لذلك يتم استخدام تيار مباشر للقطبية المباشرة. يتم تحديد القيمة الحالية مخفضة.
كل هذه الإجراءات تقلل محتوى الكربون في معدن اللحام وتمنع حدوث التشققات.
للحام ، استخدم الأقطاب الكهربائية UONI-13/45 أو UONI-13/55.
يجب تسخين بعض المنتجات إلى درجة حرارة 250 - 300 درجة مئوية قبل اللحام. أفضل تسخين كامل للمنتج ؛ إذا لم يكن ذلك ممكنًا ، فقم بتطبيق التدفئة المحلية موقد غازأو القاطع. تسخين أكثر درجة حرارة عاليةغير مقبول ، لأنه يتسبب في ظهور تشققات نتيجة زيادة عمق اختراق المعدن الأساسي وما ينتج عن ذلك من زيادة في محتوى الكربون في معدن اللحام.
بعد اللحام ، يُلف المنتج بمادة عازلة للحرارة ويُترك ليبرد ببطء.
إذا لزم الأمر ، بعد اللحام ، يتم إجراء المعالجة الحرارية: يتم تسخين المنتج إلى لون الكرز الداكن ويتم توفير التبريد البطيء.
الفولاذ الكربوني العالي هو الأصعب في اللحام. لا يتم تصنيع الهياكل الملحومة منه ، ولكن يتم استخدام اللحام في إنتاج الإصلاح. بالنسبة للحام مثل هذا الفولاذ ، من الأفضل استخدام نفس الطرق الموضحة سابقًا لحام الحديد الزهر.
لحام الفولاذ المنغنيز
يتم استخدام فولاذ المنغنيز للأجزاء ذات مقاومة التآكل العالية: دلاء الحفارات ، أسنان دلو الحفار ، تقاطعات السكك الحديدية ، أعناق الكسارة الحجرية ، مسارات الجرارات ، وما إلى ذلك.
بالنسبة للحام ، يتم استخدام الأقطاب الكهربائية TsL-2 أو UONI-13nzh.
يتم اختيار تيار اللحام بمعدل 30-35 أمبير لكل 1 مم من قطر القطب.
ينتج عن اللحام كمية كبيرة من الغازات. لتسهيل خروجهم من المعدن المنصهر ، يجب أن يتم التسطيح بخرز عريض ومقاطع قصيرة ، وإلا فسيكون التماس مساميًا.
مطلوب تزوير مباشرة بعد اللحام.
لزيادة الصلابة والقوة والمتانة ومقاومة التآكل للسطح ، من الضروري ، بعد وضع كل حبة ، وهي لا تزال ساخنة إلى درجة حرارة حمراء ، أن تتصلب بالماء البارد.
لحام الكروم الصلب
يستخدم فولاذ الكروم كمقاوم للصدأ ومقاوم للأحماض لتصنيع معدات صناعة تكرير النفط.
يجب أن يتم لحام فولاذ الكروم بالتسخين المسبق لدرجة حرارة 200-400 درجة مئوية.
عند اللحام ، يتم استخدام قوة تيار مخفضة بمعدل 25-30 أمبير لكل 1 مم من قطر القطب.
تطبيق الأقطاب الكهربائية TsL-17-63 ، SL-16 ، UONI-13/85 على التيار المباشر للقطبية العكسية.
بعد اللحام ، يبرد المنتج في الهواء إلى درجة حرارة 150-200 درجة مئوية ، ثم يخفف.
تتم عملية التقسية عن طريق تسخين المنتج إلى درجة حرارة 720-750 درجة مئوية ، مع الاحتفاظ بهذه الدرجة لمدة ساعة على الأقل ثم التبريد ببطء في الهواء.
لحام التنغستن والكروم الصلب التنغستن
يستخدم هذا الفولاذ في صناعة أدوات القطع.
باستخدام اللحام ، يمكن صنع أداة القطع بطريقتين:
1) لحام الألواح الفولاذية عالية السرعة النهائية على حامل فولاذي معتدل ؛
2) تسطيح الفولاذ عالي السرعة على الفولاذ الطري.
يتم لحام الألواح النهائية بالطرق التالية:
1) استخدام اللحام الملامس ؛
2) استخدام لحام الأرجون مع قطب كهربائي غير قابل للاستهلاك ؛
3) استخدام لحام الغازلحام درجة حرارة عالية
4) قطب تيار مستمر مستهلك.
بالنسبة للأسطح ، يمكن استخدام نفايات الصلب عالية السرعة: مثاقب مكسورة ، قواطع ، مثقاب ، موسعات ثقوب ، إلخ.
يمكن ترسيب هذه النفايات باستخدام اللحام بالغاز أو بالأرجون ، وكذلك صنع أقطاب لحام القوس الكهربائي منها.
بعد التسطيح ، يتم تلدين الأداة ومعالجتها ميكانيكيًا ، ثم إخضاعها للتبريد الثلاثي والتلطيف.
لحام الفولاذ المقاوم للصدأ سبائك عالية
وجد الفولاذ المقاوم للصدأ في الحياة اليومية تطبيقًا واسعًا إلى حد ما: يتم تصنيع الحاويات المختلفة والمبادلات الحرارية وسخانات المياه منه. تستخدم في الحمامات الخاصة كمقاومة للحرارة.

من الممكن تمييز هذا الفولاذ عن الفولاذ العادي بثلاث سمات مميزة:
1) "الفولاذ المقاوم للصدأ" يتميز بلون الفولاذ الخفيف ؛
2) عندما يتم تطبيق مغناطيس دائم ، فإنه لا ينجذب ، على الرغم من وجود استثناءات ؛
3) عند معالجتها على عجلة صنفرة ، فإنها تعطي القليل من الشرر (أو لا تعطي على الإطلاق).
يحتوي الفولاذ المقاوم للصدأ على معامل تمدد خطي مرتفع ومعامل منخفض للتوصيل الحراري.
زيادة معامل التمدد الخطي يسبب تشوهات كبيرة وصلة ملحومةحتى تظهر الشقوق. بعض الهياكل الملحومة مصنوعة من "الفولاذ المقاوم للصدأ" قبل اللحام ، يفضل تسخينها حتى درجة حرارة 100 - 300 درجة مئوية.
يتسبب معامل التوصيل الحراري المنخفض في تركيز الحرارة ويمكن أن يؤدي إلى احتراق المعدن. بالمقارنة مع لحام الفولاذ العادي من نفس السماكة ، عند لحام الفولاذ المقاوم للصدأ ، يتم تقليل التيار بنسبة 10-20٪.
بالنسبة للحام ، يتم استخدام تيار مباشر للقطبية العكسية.
استخدم الأقطاب الكهربائية ماركة OZL-8 و OZL-14 و ZIO-3 و TsL-11 و TsT-15-1.
أحد الشروط الرئيسية عند اللحام هو الحفاظ على قوس قصير ، وهذا يضمن حماية أفضلالمعدن المنصهر من الأكسجين والنيتروجين في الهواء.
تزداد مقاومة التآكل للدرزات مع التبريد المتسارع. لذلك ، مباشرة بعد اللحام ، يتم تسخين اللحامات. يُسمح بالسكب بالماء فقط للفولاذ الذي لا يتشقق بعد اللحام.
لحام الألمنيوم وسبائكه
يستخدم اللحام بالأقطاب الكهربائية المطلية للألمنيوم والسبائك التي يزيد سمكها عن 4 مم.
تستخدم أقطاب العلامة التجارية OZA-1 في لحام الألمنيوم التقني.
تستخدم أقطاب OZA-2 في لحام عيوب الصب.
في الآونة الأخيرة ، تم استبدال الأقطاب الكهربائية التي تحمل العلامة التجارية OZA بأقطاب أكثر تقدماً من العلامة التجارية OZANA.
طلاء أقطاب لحام الألومنيوم يمتص الرطوبة بقوة. عند تخزين هذه الأقطاب الكهربائية بدون حماية من الرطوبة ، يمكن للطلاء أن يستنزف حرفيًا من القضيب. لذلك ، يتم تخزين هذه الأقطاب الكهربائية في علبة بلاستيكية بوسائل امتصاص الرطوبة. قبل اللحام ، يتم تجفيفها بشكل إضافي عند درجة حرارة 70-100 درجة مئوية.
قبل اللحام ، يتم إزالة الشحوم من أجزاء الألومنيوم باستخدام الأسيتون وتنظيفها حتى تلمع بفرشاة معدنية.
يتم اللحام بتيار مباشر للقطبية العكسية.
تيار اللحام 25-32 أمبير لكل 1 مم قطر قضيب القطب.
قبل اللحام ، يتم تسخين الجزء إلى درجة حرارة 250-400 درجة مئوية.
يجب إجراء اللحام بشكل مستمر باستخدام قطب كهربائي واحد ، لأن فيلم الخبث الموجود على جزء ونهاية القطب يمنع القوس من إعادة الاشتعال.
إذا أمكن ، يتم وضع البطانات على الجزء الخلفي من التماس (انظر الشكل. اللحام بالغازالألومنيوم).
لحام القوس ينتج طبقات بجودة متوسطة.
لحام النحاس وسبائكه
يلائم النحاس النقي نفسه جيدًا للحام ، ويوصى بطهيه بطريقتين. تعتمد طريقة اللحام على سمك الجزء.
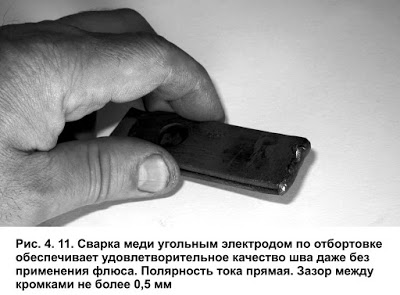
بسمك منتج لا يزيد عن 3 مم ، من الأفضل استخدام اللحام الكهربائي بالكربون. يتم إجراء اللحام بتيار مباشر للقطبية المباشرة بطول قوس 35-40 مم.
يمكن استخدام السلك الكهربائي كمواد حشو. لا تنس تنظيفه من العزل قبل اللحام.
لتحسين جودة اللحام ، يتم تطبيق التدفق على الحواف المراد لحامها وسلك الحشو ، والذي يتكون من 95٪ من البورق المكلس و 5٪ من مسحوق المغنيسيوم المعدني. يمكنك استخدام بوراكس واحد ، لكن النتائج ستكون أسوأ. إذا لم يكن اللحام عالي الجودة مطلوبًا ، فلن يتم استخدام التدفق.
يتم ضمان قوة لحام عالية بمثل هذا اللحام عند لحام أجزاء متداخلة. كلما كانت مساحة التداخل أكبر ، كان الاتصال أقوى.
الشرط الثاني لقوة مفصل اللحام هو اللحام على طول قوة التمثيل.

تتميز الوصلات الملحومة من النحاس والبرونز بالقوة والضيق الكافيين.
سلامة اللحام بالقوس الكهربائي
لحام القوس الكهربائي له عدة عوامل ضارة بصحة عامل اللحام: الجهد الكهربائي ، إشعاع القوس الكهربائي ، الغازات ، الشرر والبقع المعدنية ، التسخين الحراري ، المسودات.
الحد الأقصى المسموح به لجهد الدائرة المفتوحة لمحول اللحام هو 80 فولت ، ومعدل اللحام هو 100 فولت. في الطقس الجاف ، لا يتم الشعور بهذا الجهد عمليًا ، ولكن في الظروف الرطبة ، يبدأ وخز ملحوظ في اليد. يمكن ملاحظة الشيء نفسه عندما يكون اللحام على اللحام الجزء المعدنيبل وأكثر من ذلك داخلها.
عند اللحام في الطقس الرطب ، وكذلك الوقوف على المعدن ، بغض النظر عن الطقس ، من الضروري استخدام القفازات المطاطية ، والحصيرة المطاطية ، والكالوشات المطاطية. يجب أن تكون القفازات والبساط والكالوشات مصنوعة من المطاط العازل ، أي الذي يستخدمه الكهربائيون. المنتجات المطاطية المباعة للاستخدام المنزلي ليست عازلة للكهرباء.
لحماية اللحام من الانهيار العرضي للمحول ، الأرض وقائية. تم وصف جهاز التأريض في الفصل 1.
لتقليل احتمالية حدوث صدمة كهربائية ، من الأفضل استخدام محولات ذات جهد دائرة مفتوحة منخفض.
الحماية ضد إشعاع القوس هي بدلة لحام وقناع مع مجموعة من النظارات والقفازات. احرص دائمًا على ربط الياقة العلوية للبدلة ، وإلا سيكون لديك "ربطة عنق" لا تمحى.
يتم تخفيف الأشعة فوق البنفسجية للقوس بشكل موثوق به بواسطة عمود هواء 10 أمتار ، لذلك لا تدع أي شخص يقترب أكثر من 10 أمتار من موقع اللحام (خاصة الأطفال!).
تشتمل تركيبة طلاء الأقطاب الكهربائية على مواد مكونة للغاز ، لذلك تدخن الأقطاب الكهربائية المطلية بكثافة. الطريقة الوحيدة للحماية من الدخان هي التهوية القسرية. تم وصف ترتيب هذه التهوية في الفصل 1.
عامل آخر غير مواتٍ في عمل عامل اللحام يرتبط بالتهوية - المسودات. غالبًا ما يكون حمل عامل اللحام أثناء العمل ثابتًا ، أي أن عامل اللحام يعمل بلا حراك تقريبًا. في هذه الحالة ، لا يوجد تدفئة ذاتية للجسم ، مما قد يؤدي إلى انخفاض حرارة الجسم.
كما تظهر تجربة العديد من عمال اللحام ، لا يساعد تقسية المسودة. حماية أكثر موثوقية هي الملابس الدافئة ، خاصة حول الخصر (يعمل اللحام منحنياً).
يمكن أن يكون للملابس الدافئة أيضًا تأثير سلبي. عند التبديل إلى الحمل الديناميكي ، يبدأ عامل اللحام في التعرق والعرق ، مع تيار الهواء ، مما يؤدي إلى نزلة برد مضمونة.
أفضل خيار لتجنب نزلات البرد هو تركيب سخان بمروحة الإمداد. يجب أن يسخن مصدر الهواء إلى درجة حرارة أعلى من الصفر حتى في الصقيع الشديد. إذا كنت تفضل عدم العمل في مثل هذه الصقيع ، فإن قوة المروحة كافية عند 3 كيلو واط.
تعتبر البقع المعدنية ظاهرة غير سارة. ارتداء البدلة ، أو ارتداء الأحذية ، قد يتسبب في احتراق الملابس الواقية أو نشوب حريق في حالة وجود مواد قابلة للاشتعال في مكان قريب. احصل على ملابس واقية من الجلد وأحذية من القماش المشمع - وسوف تحمي جسمك بشكل كاف.
عند اللحام عند التيارات العالية وقطع القوس الكهربائي للمعدن ، فإن حامل القطب الكهربائي ، أسلاك اللحامو قناع لحامقد يسخن. لذلك ، لا تلمس الأجزاء المعدنية من القناع بوجهك ، ولكن ضع كم عازل للحرارة على مقبض الحامل. افحص بانتظام جميع توصيلات الأسلاك - فقد تتسبب في نشوب حريق.
تنطبق القواعد المذكورة أعلاه على أنواع أخرى من اللحام الكهربائي: الأرجون ، شبه التلقائي ، الاتصال.
- المعدات التي تنتج التيار الكهربائي المتردد
- أقطاب كهربائية قابلة للتطبيق
- منطقة التطبيق
ما هو اللحام التيار المتناوب? اللحام- هذا نوع خاص من العمل بالمعدن ، وهو مخصص للتثبيت الهياكل المعدنية. حاليًا ، وفقًا لطبيعة التيار ، يحدث اللحام باستخدام التيار الكهربائي المباشر والمتناوب. دعونا نفكر بمزيد من التفصيل في اللحام باستخدام التيار الكهربائي المتردد.
الميزة الأولى وربما الأكثر أساسية للحام بالتيار المتردد هي الحصول على جودة عالية اللحام. تعتمد قوة الهيكل بأكمله على جودة اللحام ، لكن تأثير القوة نفسه يتحقق بسبب حقيقة أن القوس ليس له انحرافات عن المحور الأصلي ، وهذا بدوره هو مفتاح الجودة الفائقة ولحام موثوق للغاية.
الميزة الثانية هي أنه يمكن استخدام معدات أقل تكلفة. حول الأجهزة التي تنتج تيارًا كهربائيًا متناوبًا ، سنتحدث أقل قليلاً.
المعدات التي تنتج التيار الكهربائي المتردد
يمكن تقسيم جميع المعدات المصممة للحام التيار المتردد إلى الفئات التالية:
- المعدات المصممة ل اللحام شبه الأوتوماتيكي. يتم تنفيذ هذه العملية باستخدام سلك قطب كهربائي خاص ، في غازات واقية (MAG) وخاملة (MIG).
- المعدات المعدة لتنفيذ RDS عن طريق التيار الكهربائي المتردد. يتم تنفيذه باستخدام أقطاب كهربائية خاصة ، مع طلاء خاص.
- المعدات التي يمكن استخدامها لتنفيذ يدوي لحام الأرجون. يتم تنفيذ هذه الطريقة باستخدام أقطاب كهربائية غير قابلة للاستهلاك مصنوعة من التنجستن.

بالإضافة إلى ذلك ، يجب إضافة أن هذه الأجهزة لها اختصارات خاصة بها وتسمح باللحام بالتيار المباشر أو المتردد. لحام القوستم تعيين أقطاب العصا على أنها MMA ، والأرجون - TIG.
بالإضافة إلى ذلك ، تنقسم طرق اللحام إلى الأنواع التالية:
- MMA-AC / MMA-DC (أقطاب عصا RDS) ؛
- TIG-AC / TIG-DC (أقطاب كهربائية غير قابلة للاستهلاك).
ضع في اعتبارك الإيجابيات والسلبيات الأساسية المتأصلة في TIG. بغض النظر عن نوع مصدر الطاقة ، هذه الأنواعيتميز اللحام بالمزايا التالية:
- أعلى جودة من التماس الملحوم ؛
- القدرة على "طهي" الأجسام المعدنية بمساحة مقطع عرضي كبيرة ؛
- لا البقع.
بطبيعة الحال ، حيث توجد مزايا ، هناك أيضًا عيوب. ومن مساوئ الطريقة السابقة ما يلي:
- يحتاج عامل اللحام إلى أن يكون مؤهلاً تأهيلاً عالياً ، فضلاً عن احترافه الخاص.
- احمل معك دائمًا زجاجة غاز.
- سرعة لحام منخفضة للغاية.
الآن يجب أن تُقال بضع كلمات عن طريقة MMA. مزاياه هي:
- استخدام أكثر اقتصادا
- لا حاجة لاسطوانة غاز.
- إنتاجية منخفضة للغاية ؛
- الحاجة إلى إزالة الخبث من المنتج النهائي.
رجوع إلى الفهرس
أقطاب كهربائية قابلة للتطبيق
تم استخدام الأقطاب الكهربائية المصممة للحام التيار المتردد في هذه الصناعة لبعض الوقت ، عندما كان اللحام بالتيار المستمر مكلفًا للغاية. لذلك ، كان علينا البحث عن خيارات حل وسط ، وإن كان ذلك يقلل من جودة النتيجة النهائية.
نشأ هذا الوضع إلى حد كبير بسبب حقيقة أن مقوم العناصر التي تم تصميمها بشكل كبير التيارات اللحام، حتى وقت قريب كانت وحدات ضخمة ومكلفة وغير فعالة. لقد تغير الوضع للأفضل في الآونة الأخيرة نسبيًا. أصبح هذا ممكنًا من خلال إدخال أحدث جيل من مقومات أشباه الموصلات الصغيرة عالية الكفاءة. حسنًا ، بعد اختراع العواكس ، أصبحت RDS متاحة لمجموعة واسعة من المستخدمين. فيما يلي العلامات التجارية الرئيسية للأقطاب الكهربائية التي تسمح باللحام العاكس.
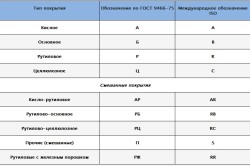
أشهر أقطاب التيار المتردد هي AHO و O3C و MP.
تختلف هذه الأنواع ليس فقط في نوع الطلاء ، ولكن أيضًا في التركيب الكيميائي. على سبيل المثال ، الأقطاب التي تحمل علامة MP-3 و ANO-6 لها خاص طلاء الروتيل، إنه أساسي وإلمنيت ، على التوالي. حسنًا ، جميع العلامات التجارية الأخرى ، MP-3S ، OZS-12 ، OZS-6 ، OZS-4 ، ANO-6 ، ANO-4 ، ANO-21 ، لها طلاء روتيل عادي. وتجدر الإشارة إلى أن هذه الأقطاب الكهربائية تستخدم في لحام الكربون وانخفاض الكربون و سبائك الصلب منخفضة. واحدة من السمات الرئيسية لهذه الأقطاب هي أنها ممتازة أيضًا للحام باستخدام التيار المباشر.