مناسب لدرزات اللحام. أعمال اللحام. طبقات ووصلات اللحام. تكنولوجيا اللحام. أنواع مختلفة من اللحامات الرأسية عند اللحام بنصف أوتوماتيكي
لاحظ أنه من الأنسب استخدام آلات اللحام شبه الأوتوماتيكية في الإنتاج وليس للعمل في المنزل ، لأن العمل عليها يتطلب مهارات وقدرات معينة. لقد وجدت آلات اللحام شبه الأوتوماتيكية أوسع توزيع في أعمال خدمات السيارات ، نظرًا لأن خط اللحام شبه الأوتوماتيكي هو الأنسب للحام. معدن رقيقالمستخدمة حاليا في صناعة السيارات.
في السنوات القليلة الماضية ، أدرك العديد من الشركات المصنعة مرة أخرى فوائد استخدام أنظمة تتبع اللحام. لكي تظل الشركات قادرة على المنافسة في السوق اليوم ، يجب أن تصبح القدرة التصنيعية ضعيفة وفعالة. تساعد أنظمة تتبع اللحام التكتيكية الشركات المصنعة على تحقيق هذا الهدف باستثمارات رأسمالية قليلة نسبيًا. الشركات في البلدان التي أضافت تاريخياً المزيد من العمالة إلى مشروع لحام معين ، على أمل تحقيق أهداف الإنتاج المطلوبة ، أدركت أيضًا فوائد أنظمة تتبع اللحام اللمسي.
تكون هذه اللحامات عند اللحام بجهاز شبه أوتوماتيكي ذات جودة أفضل بسبب نظام آليتغذية الأسلاك وتقليل التسخين المعدني. يتيح لك ذلك تجنب تشوه السطح المعدني والحصول على خط عالي الجودة لا يتصدع لفترة طويلة.
آلة اللحام النقطي شبه الأوتوماتيكية مناسبة بشكل خاص عندما تكون مطلوبة لتطبيق "رقعة" معدنية بسبب حقيقة أنها تحتوي على فوهة خاصة. كما أنه مبرر للاستخدام لحام شبه أوتوماتيكيفي مواقع البناء ، عندما يتم تنفيذ كميات كبيرة من أعمال اللحام يوميًا.
الخطوة 1 - متطلبات التحميل: حدد الوزن الذي يجب أن يحمله النظام وحدد الشريحة العرضية المناسبة. تأكد من تحديد نموذج بتقييم أعلى من متطلباتك. عادة ما تكون فروق الأسعار بين النماذج صغيرة ، لذلك إذا كانت متطلباتك قريبة من تصنيف أحد الشرائح المتقاطعة ، فانتقل إلى النموذج التالي لتقديم المزيد طويل الأمدالخدمات وصيانة أقل.
الرقم الأول هو طول الحد الأفقي والرقم الثاني هو طول الحد الرأسي. أطوال الضربات المخصصة متوفرة في 5 "زيادات تصل إلى 60" للطرازين 250 و 450. الخطوة 3 - مستوى الأتمتة: حدد مستوى الأتمتة - آلي بالكامل أو شبه آلي. يتطلب تحديد الاستخدام التلقائي بالكامل نموذجًا متقدمًا يمكنه الاستفادة الكاملة من المدخلات والمخرجات عن بُعد. سيتبع النموذج القياسي الاختيار شبه التلقائي ، مما يوفر تتبعًا أساسيًا للدرز ، ولكنه يتطلب من المشغل بدء عملية اللحام وإيقافها يدويًا.
عند العمل مع الأوراق من الفولاذ المقاوم للصدأوالألمنيوم غاز وقائييتم استخدام الأرجون أو الهليوم أو ثاني أكسيد الكربون أو مخاليط منها لتجنب تناثر المعدن.
طرق اللحام المفاصل.
بعقب اللحاميتم استخدامه في أعمال إصلاح السيارات أثناء العمل على الاستبدال الجزئي لجزء من أعمال الهيكل الخارجي. يتطلب هذا اللحام تركيبًا دقيقًا للأجزاء ، ومع ذلك ، ليس من الضروري شطب حواف الألواح المراد لحامها. إذا كانت حواف الأجزاء المراد لحامها بها خلوص كبير جدًا ، فبدلاً من الوصلة الملحومة ، هناك خطر حدوث "ثقب".
الخطوة 4 - اختيار المستشعر: يعد تحديد الطرف الأيمن أمرًا بسيطًا ، ويعتمد بشكل أساسي على حجم الطرف ونوع اللحام وسمك المادة. كما ستلاحظ في هذا الجدول ، فإن أنظمة تتبع اللحام القياسية هي الأقل تكلفة. يمكن أن يصل عائد الاستثمار إلى 5-6 أشهر ، اعتمادًا على الأداء الحالي والتحسين في منشأتك. يسرد الجدول 2 ميزات وقدرات كل نموذج من أنظمة تتبع التماس. كما ذكرنا سابقًا ، توفر الأنظمة القياسية ميزات تتبع التماس الأساسية.
يتيح لك اللحام التناكبي تحقيق جودة عالية من أعمال الإصلاح ، على سبيل المثال ، إذا لم يكن من الضروري استبدال رفرف السيارة بالكامل ، ولكن يكفي استبدال جزء منفصل. يتم قطع لوح معدني بالحجم المطلوب ولحمه في موقع الإصلاح عن طريق اللحام التناكبي عن طريق تطبيق لحام نقطي مستمر. إذا تم تحديد أثناء عملية اللحام الوضع الصحيح، ثم بعد تنظيف وتقويم التماس الناتج ، لا يمكنك حتى لصق هذا المكان بشكل منفصل. مطلوب مؤهلات خاصة من عامل اللحام لحام المعدن بسمك أقل من 2 مم ، فمن الأسهل بكثير اللحام على المعدن السميك ، نظرًا لعدم وجود مثل هذا التوافق الدقيق المطلوب.
سيبحث هذا النموذج القياسي عن خط اللحام بالتحرك لأسفل مباشرة حتى يتصل المسبار بقطعة الشغل. في هذه الحالة ، سيتحرك النظام لأسفل بزاوية 45 درجة حتى يتصل المستشعر بقطعة العمل ويتوقف أفقيًا عند حافة التماس. يعد نظام تتبع اللحام القياسي مثاليًا للتطبيقات البسيطة للحصول على الجودة والموثوقية والإنتاجية دون التكلفة الإضافية للأتمتة الكاملة لمحطة اللحام.
تطبيق آخر يمكن أن يخلق عقبة هو اللحام متعدد المسارات. لحام متعدد التمريراتكانت مشكلة لأنظمة تتبع اللحام لأن التماس لم يتم تحديده جيدًا بعد التمريرة الأولى. عند تتبع خط التماس بهذه الطريقة ، يتم إجراء عدة تمريرات اللحاماتلا تؤثر على قدرة النظام على تتبع خط اللحام. في الأنظمة الحديثةيمكن لجهاز الاستشعار تتبع المسار الأول ، وعادة ما يكون الأكثر أهمية ، دون مشاكل. يمكن تتبع التمريرات الساخنة والتعبئة اللاحقة عن طريق التحول إلى اليسار أو اليمين لتمايل الكرات أثناء مرور التمريرات.
اللحام المتراكب هو أبسط طريقة وأكثرها شيوعًا للحام لوحين من المعدن. عادةً ما يتم استخدام اللحامات المتداخلة في معادن اللحام حيث توجد أحمال متزايدة: عند إصلاح قطع الغيار والعتبات ومكبرات الصوت.
أحد أنواع اللحام المتراكب هو اللحام من خلال ثقب ، أو ما يسمى بالمسمار الكهربائي. تذكرنا هذه التقنية إلى حد ما باللحام النقطي ، والذي يستخدم في المصنع لتجميع الهيكل ، وغالبًا ما يستخدم أيضًا في إصلاح السيارات.
أنواع مختلفة من اللحامات الرأسية عند اللحام بنصف أوتوماتيكي
ولكن عند المرور عبر الأغطية ، يجب قفل النظام أفقيًا لمنع الحركة التلقائية للموقد بعيدًا عن المستشعر ، لأنه لم يعد هناك شق محدد جيدًا لتثبيت طرف المستشعر. يتم استخدام إدخال يسمى الإيقاف التلقائي الأفقي ، وعند التمكين ، فإنه يمنع قدرة المستشعر على تحريك الشعلة إلى اليسار أو اليمين مع الحفاظ على الحركة الرأسية والحفاظ على ارتفاع ثابت للموقد. يتيح تمكين هذه الميزة للمشغل وضع المصباح يدويًا لليسار أو لليمين لتمرير الغطاء باستخدام عصا التحكم.

ومع ذلك ، فإنه يجد تطبيقًا شبه تلقائي في المنزل. على سبيل المثال ، باستخدام اللحام شبه الأوتوماتيكيمن الممكن لحام جسم لمقطورة سيارة من ملف تعريف أثاث.

باستخدام هذه الطريقة ، يتم تتبع الممرات الهامة بشكل موثوق ويتم تحسين الجودة بشكل كبير عن طريق تحديد موضع كل مسار لحام يدويًا. الجدول 4 هل اتصالات تتبع اللحام مفيدة لتطبيق اللحام الخاص بك؟ أجب عن هذا الاختبار القصير لتحديد ما إذا كان تتبع اللحام مناسبًا لتطبيقك.
طرق اللحام
هل تطبيق اللحام الخاص بك متكرر بطبيعته - يتم لحام العديد من الأجزاء نفسها قبل إعادة تجهيز محطة اللحام لنوع مختلف من الأجزاء؟ هل تريد لحام كلا الطرفين دفعة واحدة؟ هل ترغب في لحام جانبي العارضة في نفس الوقت؟ هل تحضيرك جيد ، لكن هل هناك بعض الاختلافات التي تمنع اللحام اليدوي الموثوق به للمفصل؟
أنواع اللحامات التي يتم إجراؤها باستخدام جهاز نصف آلي.
بغض النظر عن كيفية توصيل المعدن أثناء عملية اللحام ، يتم تمييز ثلاثة أنواع فقط من اللحام - وهي موضعية ومستمرة ومتقطعة.
اللحامات الموضعية المطبقة على فترات من بضعة ملليمترات أو سنتيمترات تسمى اللحامات الموضعية.
الإطارات ملحومة يدويًا ويتم الانتهاء من اللحام في أربع خطوات. في المرحلة الأولى ، يتم توصيل القضبان باللحام النقطي. في الخطوة الثانية ، يقوم عامل اللحام بتطبيق اللحام على طول القسم المقابل من العمود. خطوة أخرى هي صب معدن التماس. بعد الانتهاء عملية اللحاميتم طحن خط اللحام يدويًا ، مما يلغي التوتر السطحيويتم تحقيق مظهر مضغوط للغاية.
المعلومات الفنية للأشخاص الفضوليين. على عكس الطرق الأخرى لحام القوس، لا يوجد إمداد مستمر بالمواد ، بحيث يتمكن عامل اللحام من التحكم بشكل أفضل في حوض اللحام ، وبالتالي خصائص الوصلة الملحومة. يتم توفير المادة الخلفية بواسطة عامل اللحام للحمام حسب الحاجة. نتيجة لذلك ، يتركز تأثير الحرارة على المادة الأساسية على مساحة أضيق كثيرًا حول اللحام ويتم تحقيق عمق أكبر للطبقة المنصهرة. من بين أمور أخرى ، هذا له تأثير إيجابي على التشوه الحراري.
يشكل الصف المستمر من البقع الملحومة ، المطبق بواسطة جهاز شبه أوتوماتيكي على المعدن ، بالقرب من السقف ، لحامًا موضعيًا مستمرًا. يستخدم هذا النوع من اللحام في لحام المعدن الرقيق والسميك. في خدمات السيارات ، عادةً ما يكون هذا التماس غير مرغوب فيه ، حيث يجب أن يتمتع الجسم "بمرونة" معينة لتقليل احتمالية إجهاد المعدن ، ويزيد التماس المستمر من الصلابة. يتم استخدام اللحام المستمر عند الحاجة إلى لحام الخزانات في المزرعة ، أو لحام الهياكل الفولاذية.
بالإضافة إلى ذلك ، يمكن التحكم بشكل فعال في إدخال الحرارة إلى اللحام. كما أن إمكانية لحام مادة رقيقة جدًا أمر مثير للاهتمام. في الحالات القصوى ، يمكن لحام حتى الرقائق المعدنية باستخدام مصادر ومشاعل خاصة بتيارات أقل من أمبير واحد.
بفضل استخدام الروبوتات ، يمكننا تحقيق جودة عالية وأسعار معقولة لمنتجاتنا ، مع الامتثال لجميع المتطلبات البيئية. عملية آمنةوتلبية جميع متطلبات العملاء. بادئ ذي بدء ، هذه أربعة روبوتات مزودة بإنسان آلي لإنتاج الحاويات. لفصل المواد بدقة ، نستخدم التكنولوجيا قطع البلازما، مما يمنحنا الدقة اللازمة في إنتاج الأجزاء الفردية والمنتجات شبه المصنعة. تمت إعادة بناء جزء من المشروع وتوسيعه مع مرافق الإنتاج السابقة.
يربط التماس المستمر المتقطع ، كقاعدة عامة ، عناصر الطاقة في الجسم ، حيث يتم استخدام المعدن السميك.
أنواع مختلفة من اللحامات الرأسية عند اللحام بجهاز نصف أوتوماتيكي.
على الأجزاء المختلفة الموجودة في الفضاء ، استخدم طبقات أفقية- "على الأرض" أو "على السقف" وعمودي - "على الحائط".
نقوم بلحام حاوياتنا من أجزاء من ألواح الصلب ذات السماكات والعوارض والقطاعات المختلفة. يعد لحام المعادن باستخدام الروبوتات أكثر موثوقية ودقة من اللحام اليدوي. يقلل اللحام الآلي من احتمالية حدوث عيوب ويحسن جودة اللحامات. من خلال ضبط المعلمات على النحو الأمثل ، يتم تقليل مدخلات الحرارة ، وبالتالي تسريع اللحامات. لا يوجد تخفيض مفرط لقيمة العملة نتيجة القضاء على امتصاص السعة الحرارية الخواص الميكانيكيةالمادة الرئيسية للمنتج. عمليًا ، لا يتسبب لحام المعادن باستخدام إدخال آلي في حدوث تشوه في المستوى والأبعاد.
معظم جودة عاليةيتم الحصول على اللحام عندما يتم عمل خط اللحام شبه الأوتوماتيكي في مستوى أفقي "على الأرض". عندما يتم لحام اللحامات الرأسية في "الجدار" وخاصة وضع "السقف" ، فمن الأفضل اتباع إرشادات معينة ، حيث يميل المعدن المنصهر إلى التدفق خارج حوض اللحام ، مما يقلل من جودة اللحام.
نظرًا للكمية الثابتة المتساوية من المدخلات الحرارية ، فإن أي تشوهات تكون دائمًا متطابقة تمامًا ، لذلك يتم ضمان إمكانية تكرار اللحام بنسبة 100 ٪ تقريبًا من حيث الحجم والشكل. بفضل اللحام مع إدراج آلي ، يمكنك عمل لحامات طويلة دون انقطاع. الحاوية الملحومة بهذه الطريقة مقاومة للماء بنسبة 100٪ وجودة 100٪.
درزات اللحام باستخدام البكرات: التكنولوجيا
لحام التماس هو أحد إجراءات اللحام المطاطي. يتم إنتاج لحام اللحام مباشرة من اللحام النقطي. يتم استخدامه لمعالجة الأوراق الرقيقة. القطع متصلة باستخدام التيار الكهربائيوالضغط. تعمل التقنية على النحو التالي: أثناء عملية لحام درز الأسطوانة ، يقوم الروبوت بتحريك بكرتين نحاسيتين ، واحدة فوق الأخرى على طول المكون. يتلامس التيار المتدفق عبر هذه الأسطوانات النحاسية مع المكون في شكل مركّز.
يتم لحام اللحامات الرأسية بجهاز شبه أوتوماتيكي بقوس قصير مع ضبط متوسط تيار التشغيل. يتم وضع القطب عموديًا تقريبًا على خط اللحام (80 درجة ... 90 درجة).
إلزامي عند اللحام التماس العموديهو التلاعب بقضيب الإلكترود بسعة من 2 إلى 4 أقطار قطب كهربائي على كامل عرض الأسطوانة المشكلة.
لحام أوتوماتيكي مع بكرات
في نفس الوقت ، يتم الضغط على الأجزاء الفردية ضد بعضها البعض. لقد قمنا بتطوير العديد من المحطات الآلية وكذلك أجهزة التثبيت المرنة. يتضمن الكتالوج الخاص بنا أيضًا خطوط لحام كاملة. يعتبر التفاعل المثالي بين الروبوت ومشابك خياطة الأسطوانة والجهاز ووحدة التحكم أمرًا حاسمًا لإنتاج عالي الجودة. نحن نطور المفهوم المثالي لكل نظام إنتاج.
لحام التماس مع بكرات: المزايا
يعتمد لحام التماس الأسطواني على نفس مبدأ العملية مثل لحام البقعة. يوفر الاختلاف مع هذه التقنية ميزتين رئيسيتين.
- بالنسبة للعديد من المنتجات ، يعد هذا التماس الضيق أمرًا أساسيًا.
- من الممكن أيضًا تحقيق دورة أسرع من مع لحام البقعة.
يشير اللحام إلى عملية التوصيل الدائم المنتجات المعدنيةعن طريق تسخينها محليًا إلى حالة منصهرة أو فطيرة (بلاستيكية) (بدون أو باستخدام القوة الميكانيكية).
عملية اللحام المعدنية الأكثر شيوعًا هي لحام القوس، حيث يتم استخدام التأثير الحراري للقوس الفولتية للصهر المحلي للمنتجات الملحومة.
كان على هذا الحل التغلب على مشكلات مثل اختلاف درجة الحرارة 900 درجة مئوية بين الفولاذ والألمنيوم ، وأكاسيد السطح التي تؤثر على سلامة اللحام ، والميل إلى تكوين طبقة "بلورية" بين كلتا المادتين ، مما يتسبب في هشاشة اللحام.
تخطط الشركة أيضًا لاستخدام العملية لربط مكون حماية المشاة من الصلب المقوى باللوحة الداخلية لغطاء محرك السيارة من الألومنيوم. هناك إمكانية واضحة لتحقيق وفورات في الوزن من خلال تجميعات المواد المدمجة. على سبيل المثال ، يمكن أن يؤدي لحام سقف من الألومنيوم بجسم من الألومنيوم إلى تقليل الوزن بنسبة 50٪ مقارنة بالهياكل الموجودة.
اللحام بالغازيتم استخدامه بشكل أساسي لربط المواد ذات الألواح الرقيقة والأنابيب رقيقة الجدران وكذلك في أعمال الإصلاح.
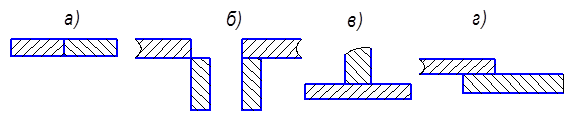
الوصلات الملحومة عبارة عن مجموعة من الأجزاء المتصلة بواسطة لحام. وهي مقسمة إلى الأنواع التالية (الشكل 11.1):
أ) بعقب ب) الزاوية. ج) نقطة الإنطلاق. د) التداخل.
تطوير الاختراق التالي يتنافس مقدمو التكنولوجيا لتطوير "الاختراق" التالي في اللحام الموضعي. تغطي براءة الاختراع طريقة لتجميع قياس مركب لحركة آلية القيادة وروابط العاكس للجهاز في معدات اللحام بالمقاومة ، مما يوفر قياسًا أكثر دقة لما يمكن الحصول عليه بشكل منفصل.
وقد أدى ذلك إلى إدخال عملية جديدة توفر طريقة عملية لتجهيز الحالي والجديد آلة لحاملتوفير المعلومات في الوقت الفعلي اللازمة لتقييم ومراقبة جودة كل لحام عند إنشائه. على مدار الثلاثين عامًا الماضية ، تم تطبيق تقنية الشركة بانتظام على مقاومات الضغط والروك. اللحاماتللتحكم في الاستجابة الحرارية للحام ، وهي إحدى المعلمات اللازمة لتقييم نمو اللحام وتكييف عملية اللحام.
أرز. 11.1. أنواع وصلات ملحومة
اللحامات
اللحام هو معدن يتصاعد بعد الذوبان والتوصيل الأجزاء الملحومة. وهي مقسمة حسب طول التماس ، والموضع في الفضاء ، والشكل الخارجي للدرز ، وعدد الممرات ، وطبيعة التماس ، وشكل الحواف المعدة.
![]() أرز. 11.2 أنواع اللحامات
أرز. 11.2 أنواع اللحامات
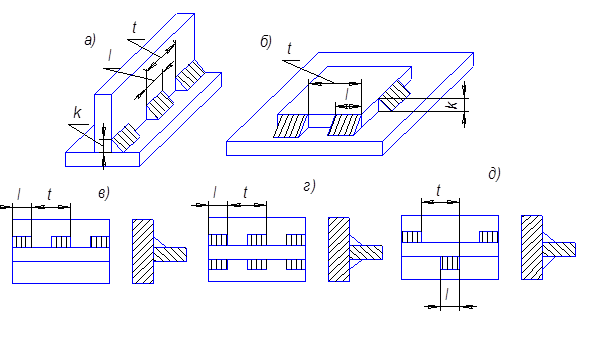
في الطول ، يمكن أن تكون اللحامات مستمرة (الشكل 11.2) ومتقطعة (الشكل 11.3). تنقسم اللحامات المتقطعة إلى: أ) نقطة الإنطلاق ؛ ب) التداخل. ج) من جانب واحد. د) سلسلة. ه) الشطرنج. يبلغ طول المقطع الملحوم من التماس المتقطع 20-60 مم (أو يتم تحديده عن طريق الحساب). يتم تحديد المسافة ، أو خطوة التماس المتقطع ، من GOST المقابل أو محسوبة.
أرز. 11.3. أنواع اللحامات
حسب الموضع في الفضاء ، تنقسم اللحامات إلى سفلي وعمودي وأفقي وسقف (الشكل 11.4). تصنع اللحامات السفلية على الأسطح الأفقية والأفقية والعمودية - على الرأسي (أفقيًا ورأسيًا) ، والسقف - أسفل المنتج.
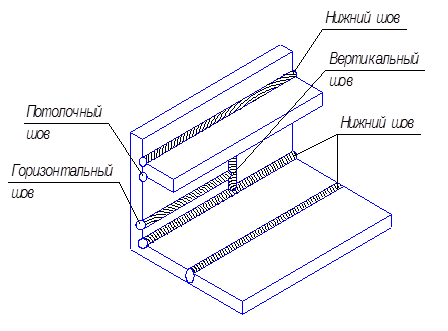
أرز. 11.4. الموقع المكانياللحامات.
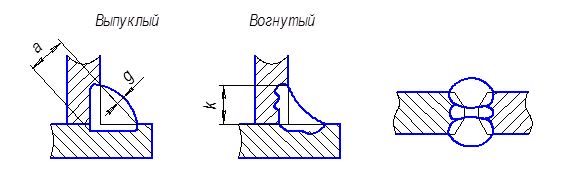
حسب الشكل الخارجي ، تنقسم اللحامات إلى طبقات محدبة ومقعرة. التماس المحدب ، الذي يزيد ارتفاعه مقارنةً بالخط المحسوب ، يسمى مقوى ، والخط المقعر خفيف الوزن (الشكل 11.5).
للزاوية و المفاصل المحملة، بالإضافة إلى المفاصل المتداخلة ، فإن الحجم المميز هو حجم الساق المقطع العرضيالتماس المشار إليه في الشكل. 11.5 حرف K.
من خلال عدد التمريرات ، يتم تقسيم اللحامات إلى ممر واحد أو متعدد ، اعتمادًا على عدد ممرات قوس اللحام (الشكل 11.6).
تعتمد طبيعة خط اللحام على سمك الأجزاء المراد لحامها والظروف الفنية للحام ويمكن أن تكون من جانب واحد أو من جانبين. يعتمد شكل إعداد الحافة على سمك الأجزاء المراد لحامها ، وموضع التماس في الفضاء والبيانات الأخرى. لضمان الاختراق في اللحام اليدويوتشكيل خط التماس في اللحام الآليإجراء شطف الحافة. يتم تحديد زاوية الانحدار وفقًا للمعيار ذي الصلة.



