قطع البلازما ولحام المعادن. لحام البلازما بيديك.
تسمى البلازما في الفيزياء الحالة الرابعة للمادة بعد الأشكال الصلبة والسائلة والغازية ، عندما يكون هناك تأين جزئي أو كامل للوسط من جزيئات وذرات محايدة سابقًا ، تخضع لشرط شبه الحياد: تساوي الكثافة الظاهرية لجميع الجسيمات المشحونة.
في تكنولوجيا اللحاميتم استخدام الخصائص التالية للبلازما منخفضة الحرارة (أقل من مليون درجة كلفن):
الموصلية الكهربائية عالية جدا
تأثير قوي للمجالات المغناطيسية الخارجية على تدفق التيارات فيها ، مما يساهم في تكوين النفاثات والطبقات ؛
مظهر من مظاهر الآثار الجماعية ، معبرا عنها بهيمنة المغناطيسية و القوى الكهربائيةعلى الجاذبية.
مبادئ إنشاء وتشغيل مشاعل البلازما
في طريقة اللحام هذه ، يكون مصدر تسخين المعادن إلى درجة حرارة الانصهار هو قوس البلازما من الغاز المتأين ، والذي يتم توجيهه في الاتجاه الصحيح. يتم إنتاجه بواسطة جهاز خاص يسمى شعلة البلازما أو شعلة البلازما.
التصنيف حسب نوع إنشاء القوس
وفقًا لمبدأ التشغيل ، يمكن أن تكون شعلة البلازما ذات تأثير مباشر أو غير مباشر.
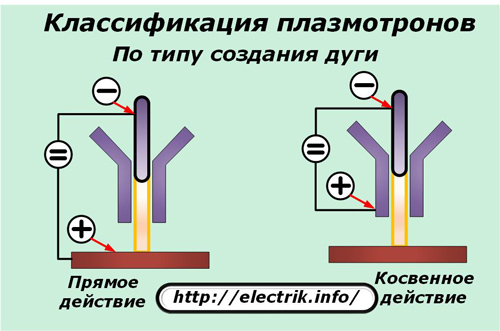
في الحالة الأولى ، يتم تطبيق فرق الجهد الخارجي للمولد ، والذي يخلق الظروف اللازمة لتشكيل قوس ، مباشرة على قطعة العمل والقطب الكهربي موقد غاز. هذا يحسن كفاءة التبريد للهيكل.
في الطريقة الثانية ، يتم تطبيق الجهد الكهربي فقط بين أجزاء الشعلة لإنشاء نفاثة بلازما. نتيجة لذلك ، من الضروري تعقيد نظام التبريد لمجموعة الفوهة.
تنتج مشاعل البلازما ذات المفعول المباشر قوسًا يشبه تقريبًا الشكل الأسطواني ، ويتوسع قليلاً عند سطح المعدن الذي تتم معالجته.
داخل الفوهة الكهربائية المحايدة ، يتم ضغط القوس واستقراره. في هذه الحالة ، يشكل الجمع بين الطاقة الحرارية والحركية للبلازما قوة متزايدة لها ، مما يسمح باختراق أعمق للمعادن.
تنتج المشاعل غير المباشرة بلازما على شكل نفاثة مخروطية الشكل محاطة بشعلة موجهة نحو المنتج. يتم تفجير الطائرة بواسطة تدفق البلازما المنبعث من الموقد.
التصنيف حسب طرق تبريد الشعلات
نظرًا لارتفاع درجة حرارة البلازما ، يتم استخدام طرق مختلفة لتبريد أجزاء شعلة البلازما:
تهب الهواء؛
إزالة الحرارة بسبب الدوران القسري للمياه.
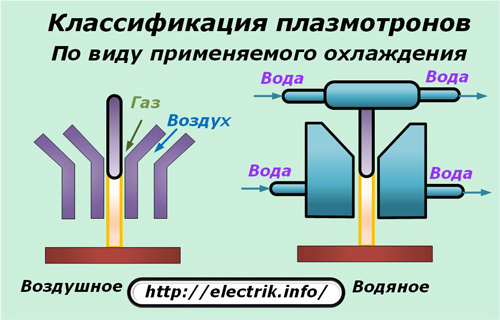
تبريد الهواء أقل تكلفة ، بينما التبريد السائل هو الأكثر كفاءة ، ولكنه معقد.
التصنيف عن طريق طرق تثبيت القوس
يجب أن يوفر موقد الغاز عمود درجة حرارة متساوي ومستقر من حيث الحجم والاتجاه مع التثبيت الصارم على طول محور الفوهة والقطب الكهربائي.
تحقيقا لهذه الغاية ، تم تطوير ثلاثة أنواع من تصميمات الفوهات باستخدام الطاقة:
3. حقل مغناطيسي.
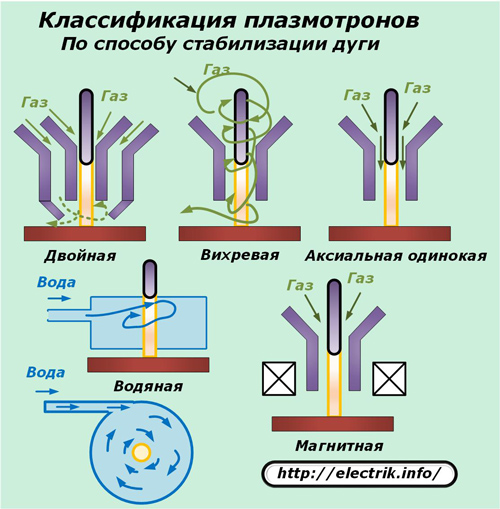
بالطريقة الأولىنفث بارد من الغاز ، ينفخ عمود البلازما ، يبرد ويضغط في نفس الوقت. اعتمادًا على اتجاه تدفق الغاز النفاث ، يتم إنشاء الاستقرار:
1. محوري - مع النفخ المتوازي للعمود ؛
2. دوامة ، عندما يتم إنشاء تدفق الغاز في اتجاه عمودي.
الطريقة الثانية تضغط القوس بشكل أكثر كفاءة وتستخدم في مشاعل البلازما المستخدمة في ترسيب المعادن أو قطعها.
التثبيت المحوري مناسب بشكل أفضل للحام وتسطيح المعادن.
يجمع مخطط التثبيت المزدوج بين ميزات المحور والدوامة. عند استخدامه ، من الممكن تمرير الغاز بثلاث طرق:
فقط من خلال القناة المركزية الرئيسية ؛
من خلال كليهما
حصريا من خلال الخارج.
كل طريقة تخلق مخططات مختلفة لضغط عمود البلازما.
استقرار الماءيستخدم تدفق السوائل العكسي. يساعد البخار المتكون في هذه العملية على تكوين بلازما بعمود تسخين يصل إلى 50 ألف درجة على مقياس كلفن.
من العيوب المهمة لهذه الطريقة الاحتراق المكثف للكاثود. بالنسبة لمثل هذه الأجهزة ، يتكون القطب من الجرافيت ، مما يطور آليات لنهجها التلقائي في قطعة العمل حيث يتم استهلاك الطول باستمرار.
يشار إلى أجهزة شعلة البلازما مع استقرار الماء:
تعقيد التصميم
موثوقية منخفضة لنظام إمداد القطب ؛
تعقيد طرق إثارة القوس.
استقرار مغناطيسييعمل بسبب مجال مغناطيسي موجه يقع عبر حركة عمود القوس. كفاءتها هي الأدنى ، والملف اللولبي المدمج في الفوهة يعقد بشكل كبير دائرة شعلة البلازما.
ومع ذلك ، يتم استخدام التثبيت المغناطيسي لإعطاء حركة دورانية إلى بقعة الأنود داخل جدران الفوهة. هذا يجعل من الممكن تقليل تآكل مادة الفوهة ، مما يؤثر على نقاء البلازما النفاثة.
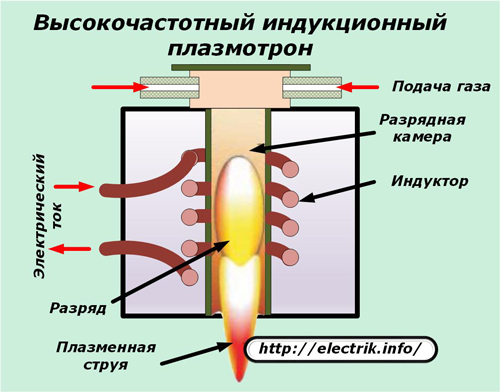
جميع تصميمات مشاعل البلازما التي تمت مناقشتها أعلاه هي عبارة عن قوس. ولكن هناك نوع آخر من الأجهزة المماثلة لتكوين البلازما بسبب طاقة التيار عالي التردد الذي يمر عبر ملف الحث. تسمى هذه البلازماترونات بالحث (HF) ولا تتطلب وجود أقطاب كهربائية لتوليد تفريغ القوس.
ليس لها مزايا خاصة في التأثير على المعادن المعالجة مقارنة بأجهزة القوس وتستخدم لحل المشاكل الفردية. العمليات التكنولوجية، على سبيل المثال ، إنتاج مسحوق المعادن النقية.
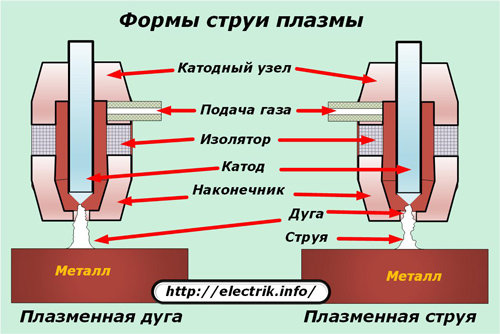
ميزات تصميم الشعلات
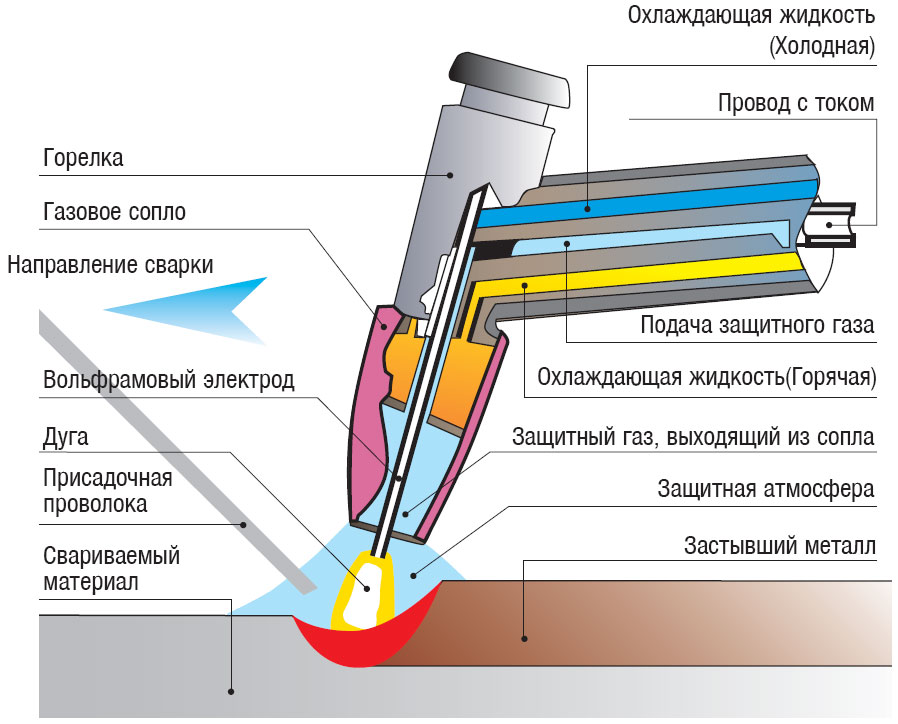
يمكن تفسير تشغيل أحد أنواع شعلة البلازما بالشكل أدناه.
![]()
يتم إنشاء قوس البلازما أثناء اللحام داخل الغلاف الجوي الواقي الذي يتكون من إمداد منطقة العمل بالغاز المنفوخ. غالبا ما يختارون الأرجون.
يمكن أن يعمل الغاز المكون للبلازما (مصدر التأين):
مخاليط الغازات المذكورة أعلاه.
من الضروري مراعاة ميزات عملها:
الهيدروجين متفجر
تنبعث النيتريد والأوزون من الهواء ؛
الهيليوم باهظ الثمن
النيتروجين في درجات حرارة عالية يؤثر سلبًا على البيئة.
غالبًا ما يتم اختيار التنجستن كمواد للأقطاب الكهربائية نظرًا لأنسبها الخواص الميكانيكيةومقاومة درجات الحرارة المرتفعة.
يتم تثبيت فوهة الغاز في الموقد ويتم نفخها بواسطة تيار واقي. يُضخ السائل البارد عبر الخطوط الهيدروليكية ويتم تفريغ السائل الساخن.
تؤدي الأسلاك الحاملة للتيار إلى الطاقة الكهربائية للأقطاب الكهربائية للتيار المباشر أو المتردد.
لتغذية قوس البلازما ، يتم توصيل مصدر تيار بجهد حوالي 120 فولت للحام وحوالي 300 فولت في وضع الخمول للقطع.
لبدء شعلة البلازما ، يمكن استخدام التيار المتردد أو المباشر. كمثال ، ضع في اعتبارك تشغيل المولد من.
مقاوم الصابورة يحد من تيار العرض. الخانق ينظم الحمل. يقوم جسر الصمام الثنائي بتحويل الجهد المتناوب للحفاظ على القوس الطيار.
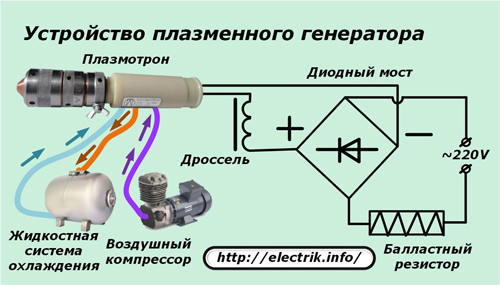
يوفر ضاغط الهواء الغاز الواقي للشعلة ، ويقوم نظام التبريد الهيدروليكي بتدوير السائل في خطوط شعلة البلازما للحفاظ على كفاءة إزالة الحرارة.
تقنية اللحام والقطع بالبلازما
لإشعال قوس اللحام والحفاظ عليه ، يتم استخدام طاقة التيار الكهربائي ، ولإثارة عدم الاتصال ، يتم استخدام مذبذب (مصدر التذبذب).
إن استخدام قوس طيار بين القطب الكهربائي والفوهة يجعل من الممكن بشكل كبير تسهيل عملية بدء البلازما.
سيسمح هذا اللحام بتوصيل جميع المعادن والسبائك الموجودة في المستوى السفلي أو الرأسي.
بدون معالجة مسبقة للحواف المائلة ، يمكن لحام قطع العمل بسمك يصل إلى 15 مم. في هذه الحالة ، يتم تكوين تغلغل مميز بأشكال محددة بسبب خروج البلازما النفاثة إلى ما وراء الجانب الخلفي للجزء الملحوم من خلال الفتحات.
في الواقع ، يعتبر لحام البلازما في معظم الحالات عملية مزدوجة مستمرة:
قطع من خلال مادة قطعة العمل ؛
لحام موقع الشق.
تعتمد تقنية القطع على:
طبقة معدنية مذابة في موقع المعالجة ؛
نفخ الكسر السائل بتدفق البلازما.
تؤثر سماكة المعدن على تقنية القطع. بالنسبة للمنتجات الرقيقة ، يتم استخدام قوس من الطريقة غير المباشرة ، وبالنسبة للمنتجات السميكة ، تعمل مشاعل البلازما ذات التوصيل المباشر بشكل أفضل.
قطع البلازما هو الأكثر اقتصادا لجميع المعادن ، بما في ذلك الفولاذ الكربوني.

لأداء اللحام والقطع بالبلازما ، تم تطوير خطوط آلية وتركيبات يدوية.

أنواع اللحام بالبلازما
تتأثر قوة القوس الذي تم إنشاؤه بقوة التيار المطبق. وفقًا لقيمته ، يتم تحديد ثلاثة أنواع من اللحام:
1. الميكروبلازما.
2. متوسطة ؛
3. في التيارات العالية.
لحام البلازما الدقيقة
تعمل بتيارات محدودة بـ 0.1 25 أمبير. تُستخدم هذه التقنية في الإلكترونيات اللاسلكية ، وصناعة الأدوات ، والمجوهرات ، وتصنيع المنافيخ ، والأغشية ، والرقائق ، والأنابيب ذات الجدران الرقيقة والحاويات ، مما يجعل من الممكن ربط الأجزاء بإحكام بسمك 0.2 ÷ 5 مم.
لمعالجة المواد المختلفة ، وتركيبات تشكيل البلازما و الغازات الواقية، درجة انضغاط القوس ، نهج الأنود. عند معالجة المواد الرقيقة بشكل خاص ، يتم استخدام وضع التشغيل النبضي مع إمداد قوس منخفض الأمبير مع إمداد نبضات التيار ثنائي القطب.
أثناء مرور نبضة قطبية واحدة ، يحدث تسطيح المعدن أو لحامه ، وأثناء توقف مؤقت ، بسبب التغيير في الاتجاه ، يبرد المعدن ويتبلور ، يتم إنشاء نقطة لحام. من أجل تشكيلها الجيد ، تم تحسين عملية العرض والتوقف المؤقت. يتم تحقيق ذلك ، جنبًا إلى جنب مع تعديل السعة وإزالة القطب جودة عاليةمركبات من معادن وسبائك مختلفة.
لأداء اللحام بالبلازما الدقيقة ، تم تطوير العديد من التقنيات التي تأخذ في الاعتبار زوايا مختلفة لميل البلازما ، وإنشاء اهتزازات عرضية لتدمير طبقات الأكسيد ، وحركة الفوهة بالنسبة إلى التماس الذي تتم معالجته ، وطرق أخرى.
لحام البلازما بمتوسط تيارات 50 150 أمبيرتستخدم في الإنتاج الصناعي والهندسة الميكانيكية وأغراض الإصلاح.
التيارات العاليةمن 150 أمبير تستخدم في اللحام بالبلازما ، والتي تقوم بمعالجة سبائك الفولاذ منخفضة الكربون والنحاس والتيتانيوم وسبائك الألومنيوم في الظروف الصناعية. يسمح لك بتقليل تكلفة قطع الحواف ، وزيادة إنتاجية العملية ، وتحسين جودة اللحامات مقارنة بطرق ربط القوس الكهربائي.
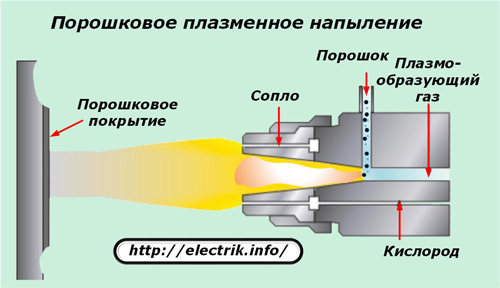
تسطيح المعادن بالبلازما والرش السطحي
تتطلب أجزاء الماكينة الفردية أسطحًا شديدة القوة أو عالية الحرارة أو مقاومة للوسائط. تحقيقا لهذه الغاية ، فهي مغطاة بطبقة واقية من المعدن باهظ الثمن بطرق معالجة البلازما. للقيام بذلك ، يتم إدخال السلك أو المسحوق المحضر في حبيبات صغيرة في تيار البلازما ورشها في حالة منصهرة على السطح المراد معالجته.
مزايا هذه الطريقة:
قدرة البلازما على إذابة أي معادن ؛
القدرة على الحصول على سبائك من تركيبات مختلفة وإنشاء طلاء متعدد الطبقات ؛
توافر أشكال المعالجة من أي أبعاد ؛
راحة تعديل خصائص الطاقة للعمليات.
فوائد لحام البلازما
يختلف مركز القوس الذي تم إنشاؤه أثناء اللحام بالبلازما عن اللحام الكهربائي التقليدي:
1. أصغر منطقة اتصال على المعدن يجري معالجتها ؛
2. تأثير حراري أكبر بسبب الاقتراب من الشكل الأسطواني.
3. زيادة الضغط الميكانيكي للطائرة على المعدن (حوالي 6 × 10 مرات) ؛
4. القدرة على الحفاظ على القوس في التيارات المنخفضة ، حتى 0.2 أمبير.
لهذه الأسباب الأربعة ، يعتبر لحام البلازما أكثر واعدًا وتنوعًا في معالجة المعادن. يوفر ذوبانًا أفضل داخل الحجم المنخفض.
يحتوي قوس البلازما على أعلى تركيز لدرجة الحرارة ويجعل من الممكن قطع ولحام المعادن ذات السماكة المتزايدة حتى عند زيادات معينة في المسافة من فوهة الشعلة إلى قطعة الشغل.
بالإضافة إلى ذلك ، تتميز أجهزة اللحام بالبلازما بما يلي:
أبعاد صغيرة نسبيًا
الموثوقية في العمل
سهولة التحكم في الطاقة
بداية سهلة
الإنهاء السريع لنظام العمل.
سلبيات
تحد التكلفة العالية للمعدات من الانتشار الواسع للحام البلازما في جميع الصناعات وبين الشركات الصغيرة.
لا توفر الأنواع التقليدية من اللحام كفاءة كافية في معالجة العديد من السبائك الخاصة الحديثة والمعادن غير الحديدية والفولاذ المقاوم للصدأ. بالنسبة لهم ، يوصى بلحام البلازما ، والتي ستتم مناقشتها.
1
يشبه هذا النوع من اللحام في عدد من المؤشرات لحام الأرجون. يتم إجراؤه باستخدام تدفق قوس البلازما (الموجه).
يُفهم البلازما على أنها غاز مؤين كليًا أو جزئيًا ، يتكون من إلكترونات وأيونات مشحونة ، بالإضافة إلى جزيئات وذرات متعادلة كهربائيًا.
من حيث المبدأ ، يمكن أيضًا تسمية القوس القياسي بالبلازما ، ولكن يجب أن نتذكر دائمًا أنه لا يحتوي على إمكانات الطاقة ودرجة الحرارة المرتفعة التي يتمتع بها قوس البلازما.
يمكن تحقيق زيادة في قوة ودرجة حرارة القوس التقليدي بطريقتين: عن طريق نفخ الغاز المكون للبلازما فيه بالقوة أو عن طريق ضغطه. يتم إجراء الضغط في شعلة البلازما - جهاز يتم تبريد جدرانه باستمرار وبشكل نشط للغاية بالماء. ونتيجة هذه العملية هي تحقيق درجات حرارة تصل إلى 30 ألف درجة مئوية. للمقارنة ، لا يتجاوز هذا المؤشر للقوس التقليدي 7 آلاف درجة (وحتى ذلك الحين ، إذا كان يحترق في جو من الحديد وبخار الأرجون).
عندما يتم نفخ غاز مكون للبلازما في منطقة قوس البلازما (بالتوازي مع الانضغاط) ، لوحظ زيادته بمعامل 50-100 (بسبب ظاهرة التمدد الحراري) ، مما يؤدي إلى تدفق عالي السرعة للخارج الغاز من شعلة البلازما. نتيجة لذلك ، تُستكمل الطاقة الحرارية بالطاقة الحركية التي تسببها الجسيمات المتحركة المتأينة ، ونحصل على قوس أقوى.
بالإضافة إلى زيادة الطاقة ودرجة الحرارة ، يحتوي قوس البلازما على العديد من الاختلافات المهمة الأخرى عن المعتاد:
- يكون ضغطها على المعدن الذي تتم معالجته 6-8 ، وأحيانًا أعلى بعشر مرات ؛
- قطر القوس أصغر في الحجم ؛
- يمكن الاحتفاظ بقوس البلازما دون مشاكل في التيارات المنخفضة موضوعيًا (من 0.2 أمبير إلى 30) ؛
- شكل قوس البلازما ليس مخروطي الشكل ، ولكنه أسطواني.
كل هذه الاختلافات توفر لقوس البلازما تنوعًا أكبر. نتيجة لذلك ، يضمن اللحام بالبلازما اختراق المعدن لعمق أكبر وفي نفس الوقت يقلل من كمية انصهار المادة الملحومة.

يمكن أن تتم عملية اللحام وفقًا لمخططين:
- نفاثة بلازما (قوس ينفجر بواسطة تيار غاز يحترق بين فوهة شعلة البلازما وقطب كهربائي غير قابل للاستهلاك) ؛
- قوس يحترق بين الشغل والقطب.
الخيار الثاني أكثر شيوعًا. تستخدم أقطابًا كهربائية مصنوعة من اللانثانم المنشط ، والإيتريوم ، والثوريوم ، والتنغستن ، والنحاس ، والهافنيوم. غاز التدريع هو الأرجون ، والغاز المكون للبلازما هو نفس الأرجون ، الذي غالبًا ما يضاف إليه الهيدروجين أو الهيليوم.
2
ينقسم هذا اللحام إلى ثلاثة أنواع ، يرجع الاختلاف الرئيسي بينها إلى اختلاف قوى التيار:
- من 0.1 إلى 25 أ - البلازما الدقيقة ؛
- أكثر من 150 ألف - تيارات عالية ؛
- من 50 إلى 150 ألف - متوسط التيارات.
اللحام بالتيارات المتوسطة قوي وآمن. هي تشبه الى حد بعيد لحام الأرجونباستخدام قطب كهربائي من التنجستن ، وهو أقل كفاءة من البلازما ، بسبب منطقة التسخين "غير الواضحة" وقوة القوس المنخفضة. في الواقع ، يعتبر قوس البلازما أدنى من قدراته فقط من شعاع الليزر أو الإلكترون ، ولكنه يتجاوز بشكل كبير خصائص القوس التقليدي.
بالإضافة إلى ذلك ، فإنه يضغط على حوض اللحام أقوى بكثير من القوس التقليدي ، مما يحسن نقل الحرارة في عمق المعدن ، حيث تصبح الطبقة السائلة منه رقيقة جدًا أثناء المعالجة. نضيف أن عملية اللحام بالتيارات المتوسطة يمكن إجراؤها بدون سلك حشو أو بسلك واحد.

اللحام بالتيارات العالية لبعض أنواع الأسطح. في هذه الحالة ، يتعرض المعدن لتأثير أقوى. مع هذا اللحام ، يتم قطع الأجزاء ، كما كانت ، ثم إعادة لحامها (يتم تشكيل ثقب في الحمام ، بسبب تغلغلها الكامل). في نفس الوقت القوات التوتر السطحيامسك التماس في الجزء الخلفي من جانب اللحام.
يوصى باستخدام اللحام بالتيارات العالية للفولاذ منخفض الكربون ، والتيتانيوم ، وسبائك الفولاذ. بالنسبة لمثل هذه المواد ، فهي لا توضح فقط تأثير اللحام العالي ، ولكنها تضمن في كثير من الأحيان جودة لحام ممتازة وإنتاجية فائقة ووفورات في التكاليف المتعلقة بإعداد الحواف.

اللحام بالتيارات الدقيقة (البلازما الدقيقة). يتميز بتيارات منخفضة (إذا تم استخدام أقطاب التنغستن ذات المقطع العرضي من 1 إلى 2 مليمتر) ومستوى كافٍ من تأين الغاز. يؤدي هذا إلى توزيعه على نطاق واسع للحالات عندما يكون من الضروري لحام منتجات صغيرة (حتى 1.5 مم) بسمك (مجوهرات ، ومزدوجات حرارية ، ورقائق معدنية). كما أنها تستخدم في لحام المنفاخ والأغشية للأجزاء الكبيرة ، وتستخدم في صناعة الحاويات والأنابيب رقيقة الجدران.
جوهر عملية البلازما الدقيقة هو كما يلي:
- قوس تجريبي يحترق باستمرار بين فوهة النحاس المبردة بالماء للجهاز والقطب الكهربائي يتم توفيره بواسطة مصدر طاقة ؛
- يتم إشعال القوس الرئيسي في اللحظة التي يتم فيها إحضار شعلة البلازما إلى المنتج ؛
- يدخل غاز مكون من لهب من خلال فوهة شعلة البلازما ، وينفخ الغاز الواقي من خلال فوهة السيراميك ؛
- يبرد الموقد بالماء.
يتم اشتعال القوس في وحدة اللحام بواسطة مذبذب القوس الرئيسي والقوس الاحتياطي.
إذا كانت منتجات التيتانيوم ملحومة ، يضاف الهيليوم عادة إلى الأرجون ، الذي يعمل كغاز واقي ، ويضاف ثاني أكسيد الكربون إلى الفولاذ الذي يحتوي على نسبة منخفضة من الكربون ، ويضاف الهيدروجين إلى أنواع أخرى من الفولاذ. هذه الإضافات ، على الرغم من عدم أهميتها (لا تزيد عن 10 ٪) ، تزيد بشكل كبير من الكفاءة عملية اللحام.
نضيف أن الإعدادات لعقد أعمال اللحامعلى التيارات الدقيقة ، يمكن أن تعمل في أوضاع مختلفة:
- عكس القطبية المستمرة
- قطبية مستمرة مباشرة
- نبضات ثنائية القطب
- قطبية النبضة المباشرة.
3
أي جهاز حديثيشير اللحام بالبلازما إلى نوعين: يعمل باستخدام نفاثة بلازما أو قوس بلازما هوائي. في الحالة الأولى ، يتم استخدام قوس البلازما ، والذي يوفر:
- كفاءة عملية عالية
- مساحة صغيرة من التأثير الحراري ؛
- انخفاض استهلاك الغازات الواقية ؛
- القدرة على توصيل صفائح الفولاذ مع غير المعادن ؛
- تشوهات طفيفة للأسطح الملحومة.

ولكن عند استخدام قوس البلازما الهوائية ، يتم تسريع العملية ويصبح من الممكن لحام السبائك عالية السبيكة الموصلة كهربائياً ، وكذلك الألمنيوم والنحاس.
بالإضافة إلى البلازما معدات لحاممقسمة إلى يدوي وآلي. فيما يلي بعض أشهر أجهزة البلازما في بلدنا:

- "بلازار": تركيب متنقل بأبعاد صغيرة ووزن منخفض ، ومجهز بأجهزة استشعار حرارية ، ويتميز ببنية عاكس محسّن ومقاومة عالية لبدء التشغيل ؛
- "Gorynych": جهاز مثالي للاستخدام المنزلي ، العديد من نماذج هذه التركيبات معروضة للبيع الآن ، تختلف عن بعضها البعض في القوة (8 أو 10 أو 12 أمبير)
تقنيات الإنتاج الحديثة لا تقف مكتوفة الأيدي ، لذلك هناك الآن كمية كبيرةطرق اللحام المعدني. مدرج في هذا الرقم ، لأنه الأكثر تقدمًا وحداثة على الإطلاق.
يتيح اللحام بالبلازما تسهيل عملية لحام المعادن بسرعة وسهولة ، ويتم قطع الأجزاء المعدنية ، إذا لزم الأمر ، جيدًا باستخدام جهاز متخصص ، ولكن أعمال التركيبأصبح أسهل مع استخدام البلازما. أيضًا ، هذا اللحام آمن تمامًا ، فقط لا تنس حذر عامل اللحام ، لأنه من الضروري الامتثال لجميع معايير السلامة عند اللحام بأجهزة خاصة.
لحام البلازما وما الغرض منه
السبائك والمعادن ، على سبيل المثال ، الفولاذ المقاوم للصدأ، المعادن غير الحديدية أو المركبات المختلفة ، يصعب لحامها ، ومن الصعب معالجتها ، وفي معظم الحالات لا تكون الوصلات عالية الجودة وقوية بشكل خاص. لذلك ، ظهرت الآن طريقة لحام جديدة باستخدام اللحام بالبلازما ، مما يجعل هذه العملية موثوقة.
يعتمد هذا النوع من اللحام على الخصائص الخاصة للبلازما ، لذلك فهو يستخدم بشكل أساسي في أعمال البناء.
تشبه البلازما بشدة لحام الأرجون ، فقط في هذه الحالة لا يتم استخدام القوس العادي ، لأن درجات الحرارة يمكن أن تصل إلى 30000 درجة مئوية.
لذلك ، عند اللحام بالبلازما باستخدام أجهزة متخصصة ، من الممكن توصيل هياكل مختلفة لا يمكن توصيلها على الإطلاق. بالطريقة المعتادة، الذي فيه أكثر الحرارةيصل الانصهار إلى 5000 درجة فقط.
تعتمد هذه العملية على ذوبان الأجزاء المعدنية على السطح بسرعة عالية من الغازات المتأينة ، والتي تتكون من أجزاء موصلة للتيار.
في هذه العملية ، تتأين التدفقات عندما يتم تسخين القوس المتحرك بسرعة ، والذي يخرج من شعلة البلازما. يزداد التأين مع زيادة درجات الحرارة والغازات.
يتم الحصول على قوس البلازما ، الذي يتمتع بقوة ودرجة حرارة عالية ، من قوس عادي عن طريق الاحتراق والنفخ في القوس ، ويشكله الغاز المكون للبلازما إلى الحالة المطلوبة. عادة هذا الغاز هو الأرجون أو خليط من الهيليوم والهيدروجين.
عندما تتأين ، تبدأ الجزيئات الحركية الموجودة في الغازات في زيادة حرارة القوس والطاقة. في هذه الحالة ، يبدأ القوس من البلازما في الضغط بقوة على المعادن ، لأن قطرها يتناقص بشكل كبير.
الجوانب الإيجابية للحام البلازما
مقارنة بلحام البلازما اللحام التقليدي، فمن الجدير بالذكر بشكل منفصل بعض الجوانب الإيجابية للحام قوس البلازما:
- يمكن استخدام الجهاز عند لحام الهياكل المعدنية ؛
- يتم قطع المعادن ذات السماكة الكبيرة 50-200 مم بسهولة أثناء اللحام بالبلازما ؛
- يتم توفير تكاليف الغاز بشكل كبير ، لأنه من الممكن هنا الاستغناء عن البيوتان والبروبان والأسيتيلين ؛
- طبقات اللحام بالبلازما دقيقة ومتساوية ومرتبة ؛
- لا تتشوه المعادن أثناء اللحام ؛
- يعتبر لحام البلازما آمنًا وفقًا لجميع المعايير والتقنيات ، لأن استخدام أسطوانات الغاز غير مطلوب.
لحام البلازما الدقيقة وخصائصها
يمكن تقسيم اللحام بالبلازما إلى ثلاثة أنواع ، والتي تعتمد بشكل مباشر على مقدار التيار المطبق أثناء العملية:

اللحام عند استخدام تيار عالي يزيد عن 150 أ ؛
اللحام في وضع التيار المتوسط من 50 إلى 150 أ ؛
لحام البلازما الدقيقة بقوة تيار من 0.1 إلى 25 أ.
يعد لحام البلازما الدقيقة طريقة شائعة إلى حد ما لجميع أنواع لحام البلازما. يشير هذا الخيار إلى تأثير تيار من بضعة أمبير فقط ، وهذا يؤدي إلى تكوين قوس طيار يحترق باستمرار بين فوهة تبريد المياه النحاسية وأقطاب التنغستن التي يبلغ قطرها من 1 إلى 2 مم.
يدخل القوس الرئيسي حيز التنفيذ عندما يتم إحضار البلازما منتج معدنيلمزيد من المعالجة. فوهة شعلة بلازما قطرها 0.5-1.5 مم تزود الغازات التي تبدأ في تكوين البلازما.
لحام البلازما وقطع المعادن
يبلغ الحد الأقصى لقطر قوس البلازما 2 مم ، ولهذا تتركز طاقات حرارية كبيرة على جزء صغير من الفراغات المعدنية. هذا النوع من اللحام له تأثير عالي الجودة إلى حد ما بالنسبة للمنتجات التي لا يتجاوز سمكها 1.5 مم.

الأهمية! من أجل تكوين غاز وبلازما واقية ، يوصى باستخدام الأرجون عند لحام هذا النوع. في بعض الأحيان يمكنك استخدام مجموعة متنوعة من المواد المضافة للحام ، ويعتمد ذلك بشكل مباشر على المواد التي تتم معالجتها.
ماكينة لحام البلازمامن هذا الصنف قادر على لحام الأجزاء المعدنية والهياكل في أوضاع مختلفة. بمساعدتها ، يمكنك صنع أنابيب وحاويات رقيقة الجدران ، وإنتاج المجوهرات والديكورات ، ورقائق اللحام ومثبتات مختلفة ، بالإضافة إلى العديد من العمليات الأخرى.
اللحام بقوة التيار المتوسطة وخصائصه
يتم استخدام اللحام في وضع التيار المتوسط مع الغازات الساخنة ، ويجب أن تكون القوة الحالية هنا من 50 إلى 150 أمبير. يجب أن يكون بين قوس اللحام وشعاع إلكتروني (ليزر).
استخدام هذه الطريقة يشبه إلى حد بعيد متى. ومع ذلك ، فإن اللحام بالتيار المتوسط من نوع البلازما له قوس أقوى ، وبالتالي يكون له تأثير قوي على مناطق معينة من المعادن التي يتم لحامها ، مما يضمن كفاءة وجودة عالية للاتصال.
قطع البلازما والعمل معها
ماكينة لحام البلازماتعمل في وضع التيار المتوسط ، لذلك تذوب المنتجات المعدنية نوعًا وعمقًا. يصبح التماس في هذه الحالة ضيقًا جدًا مما يحدث عندما يعمل قوس عادي على قطع العمل.

يتم الحصول على نتيجة ممتازة بسبب الطاقة العالية والتأثير العالي لقوس البلازما على حوض اللحام.
نتيجة لذلك ، يبدأ المعدن السائل بسمك صغير في التكوين تحت القوس.
أيضًا ، يتم تسخين الفراغات المعدنية تمامًا على العمق المطلوب ، وهذا هو السبب في الحصول على لحام المعادن بأعلى جودة.
لحام البلازما في وضع التيار العالي
يمنح استخدام اللحام بالبلازما بتيارات كبيرة تزيد عن 150 أمبير طاقة أعلى لقطع العمل المعدنية. للقوس أقوى تأثير على المعادن عند استخدام أقطاب كهربائية غير قابلة للاستهلاك.
يتم إذابة قطعة العمل بهذه الطريقة تمامًا. يبدأ حوض اللحام في تشكيل ثقب من خلال. تقطع عملية اللحام المعدني بالكامل قطع العمل أولاً ثم تلحمها بقوة عالية. يتم تثبيت المعادن المنصهرة التي تبرز من الفتحة من خلال التوتر السطحي.
جوهر لحام البلازماعند التيار العالي ضروري عند تصنيع الفراغات والسبائك المصنوعة من التيتانيوم ، وأجزاء النحاس والألومنيوم ، وسبائك الفولاذ ومحتوى الكربون المنخفض ، بالإضافة إلى العديد من المنتجات الأخرى.
عند استخدام طريقة اللحام هذه ، يمكنك تقليل التكاليف المرتبطة بالهياكل والهياكل عالية الجودة بشكل كبير ، وسيحدث العمل بسرعة وجودة أكبر.
ماكينة لحام البلازما
أكثر آلات اللحام بالبلازما شيوعًا هي آلات اللحام بالغاز والكهرباء والعاكس والبلازما. يعد جهاز البلازما من أحدث أجهزة البلازما.
بالنسبة للجزء الأكبر ، يحاول جميع الحرفيين والمتخصصين في مجالهم اقتناء واستخدام آلات اللحام بالبلازما. تساعد هذه الأجهزة في تقليل وقت عملية اللحام بشكل كبير ، والحصول على أعلى جودة وقوة لربط المعادن والهياكل الضرورية.
ل آلة لحاممن هذا النوع يعمل بشكل مثالي ، كان فقط توفير التيار الكهربائي واستخدام الهواء المضغوط ضروريين. ترضي هذه المعدات أيضًا المحترفين بحقيقة أنه يجب استبدال الفوهة والقطب الكهربي فقط أثناء الإصلاح ، ولكن معدات الغازتحتاج باستمرار إلى التزود بالوقود واستبدال المواد المضافة.
تنقسم معدات اللحام الخاصة باللحام بالبلازما إلى نوعين ، وتعتمد بشكل مباشر على نوع نفاثة البلازما ، مباشرة أو غير مباشرة.
قوس اللحام من النوع المباشر أسطواني الشكل ، والفرق الرئيسي هو ارتفاع درجة الحرارة. في أجهزة اللحام هذه ، يكون نظام التبريد أكثر تطورًا.
تتمتع الأجهزة ذات القوس المباشر بكفاءة أعلى مقارنة بالقوس غير المباشر. هذا هو السبب في استخدامها في معظم الحالات عند قطع المنتجات المعدنية ودمجها ولحامها ، وغالبًا ما يتم تصميم الأجهزة غير المباشرة للتدفئة والرش.
تقنية اللحام بالبلازما
يختلف لحام البلازما عن الطرق الأخرى لمواد اللحام. هذا هو السبب في أنه ينبغي مراعاة بعض ميزات هذه العملية. تحتاج إلى الاستعداد مقدما المعدات اللازمةوالمواد ، ثم الالتزام بالتكنولوجيا الدقيقة خلال العملية برمتها.
من الضروري أن يقوم اللحام العادي بشحذ القطب عند ميل حوالي 30 درجة. يجب أن يكون المخروط الناتج مساويًا لـ 5 - 6 أقطار من القطب. يجب ألا تكون النهاية حادة جدًا.
لحام الصفائح المعدنية ، يجب أن تراقب بعناية تشكيل الفجوات التي ستكون أكثر من 1.5 مم. وصلات ملحومةيجب أن يتطابق مع الباقي ، بحيث يكون الاتصال موثوقًا وعالي الجودة.

يجب أن تتم عملية اللحام باستخدام التيار المباشر. يجب تطبيق الغاز على الموقع المطلوب قبل 15 ثانية من بدء قوس البلازما.
معدات لحام البلازمايجب أن تبقى على مسافة أقل من 1 سم من السطح.
أثناء عملية اللحام ، يجب أن تراقب حتى لا ينكسر القوس. إذا حدث هذا ، فمن الضروري تنظيف هذا المكان بعناية. يُستأنف اللحام قليلاً قبل المكان الذي حدث فيه الانقطاع.
وفقًا لقواعد تشغيل هذا الجهاز ، ستصبح العملية عالية الجودة وسريعة والأهم من ذلك أنها آمنة.
لحام البلازما! يعد اللحام بالبلازما طريقة تختلف اختلافًا جذريًا عن جميع تقنيات اللحام التقليدية الحالية.
ماكينة لحام البلازما
يتجلى ذلك في المزايا الحالية لحام البلازما:
- سلامة عملية اللحام ؛
- فرصة فريدة لتوفير الكهرباء.
- المستوى العالي من الأداء الذي يميز آلة اللحام المقابلة ؛
- ضمان جودة عالية في اللحام أو نتائج القطع.
يعتبر لحام البلازما في جوهره عملية مبتكرة لربط الطائرات المعدنية. اليوم ، يتم استخدام هذا التنوع بنشاط في بعض الصناعات: الهندسة الميكانيكية ، والأجهزة ، وشركات الطيران ، إلخ.
يتم استخدام اللحام بالبلازما عندما يكون ذلك ضروريًا للحصول على خط لحام عالي القوة. تتميز معدات اللحام بالبلازما بأنها لا تتطلب أسطوانات أكسجين.
هذه التقنية صديقة للبيئة ، حيث لا يتم إطلاق أي مواد وغازات ضارة أثناء اللحام المعدني. بالإضافة إلى ذلك ، عن طريق معدات البلازما ، ليس فقط اللحام ، ولكن أيضًا قطع المعادن والسبائك (تحتاج فقط إلى الحصول على القاطع المناسب).
المزيد عن عملية اللحام
من أجل الفهم الصحيح لتكنولوجيا عملية اللحام ، من المهم الخوض في جوهرها بالتفصيل. من وجهة نظر الفيزياء ، أثناء اللحام بالبلازما ، يتم توجيه الغاز المتأين (أي البلازما) من خلال فوهة إلى سطح الأجزاء المراد لحامها. لتكوين البلازما ، من الضروري التأكد من تسخين غاز العمل إلى درجة حرارة عالية. يتم تحقيق ذلك من خلال تيار كهربائي قوي.

عملية البلازما
يمكنك استخدام الجهاز المناسب للاتصال:
- أنابيب رقيقة الجدران
- أنواع مختلفة من الحاويات الرقيقة ؛
- تفاصيل مصنوعة من رقائق معدنية.
- العناصر الفردية من المجوهرات.
التجميع الذاتي لآلة اللحام
جهاز اللحام بالبلازما ، وكذلك قطع المعادن ، يتطلب فقط الهواء المضغوط والكهرباء لتشغيله. في الحالات التي يتم فيها استخدام معدات الضاغط ، سيتطلب الجهاز الكهرباء فقط. نتيجة لذلك ، أثناء اللحام ، من الضروري استبدال الأقطاب الكهربائية ، وكذلك فوهات شعلة البلازما.
يتطلب البناء الذاتي لآلة لحام البلازما عملاً شاقًا.
بادئ ذي بدء ، تحتاج إلى البدء في تطوير دائرة إمداد الطاقة. من هذه الكتلة يعتمد الأداء الكامل للجهاز.
لتنفيذ العمل سوف تحتاج:
- خنق من آلة لحام تقليدية. هذا العنصر ضروري لتثبيت الجهد. إذا لم يتم ضمان الاستقرار ، فإن اندفاعات الطاقة ستطفئ البلازما ، وهو أمر ضروري للغاية للحام والقطع ؛
- مقوم الثايرستور ثلاثي الأطوار. يتم تفسير تضمينه في الدائرة بالحاجة إلى الحد من التيار في منطقة 50 أمبير ؛
- بداية السيارة العادية. هذه التفاصيل ضرورية لضمان الحرق العمد التلقائي. ومع ذلك ، من الممكن أيضًا استخدام موزع تقليدي. كل هذا يلغي الحاجة إلى الحرق اليدوي.
عند إنشاء آلة لحام بالبلازما ، يجب بالطبع إيلاء اهتمام خاص للجسم. مع وجود جميع المواد اللازمة وآلات تشغيل المعادن الجيدة ، فإن التصنيع الذاتي لجميع العناصر الرئيسية لن يسبب صعوبات.
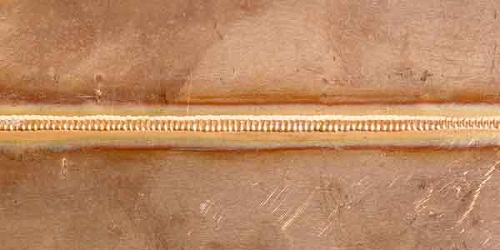
التماس بعد الانضمام إلى الأجزاء عن طريق اللحام بالبلازما
للحصول على صورة كاملة لما تبدو عليه آلة القطع واللحام المجمعة ، نقترح استكشاف وفرة كبيرة من الدوائر على الإنترنت.
العنصر الأساسي في اللحام والقطع هو شعلة البلازما. تصميمه هو ، في الواقع ، مقبض مناسب يوجد فيه الأنود والكاثود.
الأنود ، في نفس الوقت فوهة ، مصنوع من النحاس. أثناء عملية اللحام ، يتم تبريدها بالماء. يستخدم التنغستن (بما في ذلك اللانثانم) ككاثود.
لا يتلامس هذان العنصران ، حيث يتم عزلهما بمساعدة مواد خاصة. كقاعدة ، عن طريق الأسبستوس.
لحدوث قوس بلازما بين الأنود والكاثود ، يتم استخدام تيار مباشر بجهد 100 فولت.هذا القوس هو الذي يسمح بتسخين الغاز إلى درجة الحرارة العالية المطلوبة. يبدأ اللحام في العمل: يظهر تدفق البلازما ، حيث توضع الأجزاء المراد لحامها (أو تقطع المعادن).
وبالتالي ، فإن التصميم المستقل لجهاز اللحام بالبلازما أمر واقعي تمامًا. ستكون النتيجة إمكانية اتصال عالي الجودة بمختلف قطع معدنية. يعد الجهاز الذي يتم تجميعه ذاتيًا مفيدًا في العديد من الحالات ، وسيكون لحام البلازما بيديك مناسبًا بشكل خاص عند إصلاح سيارة شخصية.
معالجة المعادن. بدون أي مبالغة ، يمكن وصفها بأنها الأفضل بين طرق اللحام الحالية.
طريقة اللحام بالبلازما قابلة للتطبيق في اللحام ولحام المعادن المقاومة للصهر حتى سماكة مليمتر واحد. مناسب أيضًا للقطع واللحام المعدني إلى غير المعدني. يكمن جوهر هذه الطريقة في الصهر المحلي للمعدن بواسطة تدفق البلازما. البلازما غاز مؤين يحتوي على جزيئات مشحونة لها القدرة على توصيل التيار. يتأين الغاز أثناء تسخين القوس المضغوط المتدفق من شعلة البلازما. يمكن أن تصل درجة حرارتها إلى 5000-30000 درجة مئوية. بشكل عام ، هناك أوجه تشابه مع لحام الأرجون، ولكن هناك تصل درجة حرارة التشغيل إلى 5000 درجة. يعتبر قوس البلازما مصدر طاقة أقوى من المصدر التقليدي.
على ماذا يعمل لحام البلازما؟
تستخدم هذه الطريقة قوس بلازما موجه ، يتكون من قوس كهربائي تقليدي (احتياطي). الخصائص الرئيسية: ارتفاع درجة الحرارة والطاقة ، قطر طائرة صغيرة. يزداد الضغط على المعدن عدة مرات مقارنة بلحام القوس الكهربائي.
عند العمل بالبلازما ، يتم استيفاء الشروط التالية:
- يتم تنظيم حماية القطب عن طريق التزويد غاز خامل(الأرجون)
- يتم استخدام قطب التنغستن غير القابل للاستهلاك مع إضافات الثوريوم ؛
- يتم تبريد الجدران الساخنة لشعلة البلازما بشكل مكثف.
يمكن بدء شعلة البلازما باستخدام التيار المباشر أو المتردد.
المرجعي. البلازما غاز مؤين يتكون من جسيمات محايدة ومشحونة كهربائيًا.
كيف تعمل
بعد اشتعال القوس الطيار ، يتم ضغطه في جهاز خاص (شعلة البلازما). ثم يتم نفخ غاز مكون للبلازما (الأرجون) تحت الضغط. نتيجة لذلك ، تسخن المنطقة حتى 50000 درجة مئوية ، ويزداد حجم الغاز ويتدفق من الفوهة الضيقة بسرعة عالية.
لمعلوماتك! في جهاز الأرغون القوسي التقليدي ، تصل درجة الحرارة إلى 5000-7000 درجة مئوية.
الطاقات الحرارية والحركية تكمل بعضها البعض ، وتشكل مصدرًا قويًا. يشكل التيار الساخن المتدفق ، الذي يذوب المعدن من الأجزاء ، خطًا. اعتمادًا على حجم تيار التشغيل (صغير ، متوسط ، كبير) ، هناك اختلافات في التكنولوجيا.
تمر الغازات المكونة للبلازما والغازات الواقية عبر قنوات منفصلة ولا تلمس.
كيف يعمل اليدوي والآلي؟
لأحجام صغيرة من العمل مع المعادن الحديدية وغير الحديدية ، تنطبق كتيبالأجهزة. بعد تشكيل قوس البلازما ، يقوم عامل اللحام بإحضار الشعلة إلى المادة ، ومن ناحية أخرى يقوم بتغذية السلك في منطقة اللحام. عن طريق تحريك الشعلة والمواد المضافة على طول خط التماس ، يتم تشكيل مفصل. تسمح التقنية باللحام مع وبدون إضافات.
تلقائييستخدم اللحام في الإنتاج الصناعي. يتحكم المشغل في العملية من وحدة التحكم. تم تطوير التركيبات الآلية:
- للأجزاء المسطحة والأنابيب.
- تمريرة واحدة مع تغذية الأسلاك ؛
- متعدد.
- لتصلب مسحوق الطلاء ، إلخ.
الألومنيوم ملحوم بقوس اختراق. في أغلب الأحيان التفاصيل سبائك الألومنيوميتم التعامل معها تلقائيًا.
اهتمام!يجب على عامل اللحام: حماية العينين من الإشعاع ؛ منع الحروق الحرارية استخدم تهوية العادم في الداخل.
مبدأ التشغيل
يمكن أن يتحول القوس التقليدي إلى قوس بلازما من خلال عمليتين. الضغط ، وكذلك عملية الحقن القسري لغاز البلازما في القوس. مثل هذا الغاز ، يستخدم الأرجون في صورته النقية أو مع إضافة الهيليوم والهيدروجين. يجب أيضًا استخدام الأرجون كغاز واقي. الأقطاب المستخدمة هي التنغستن.
يقع القوس في شعلة البلازما ، ويتم تبريد جدرانه بالماء بنشاط ، ونتيجة لذلك ، يتم ضغطه. نتيجة لذلك ، يتناقص الضغط العرضي للقوس ، ونتيجة لذلك ، تزداد القوة. في الوقت نفسه ، يتم نفخ الغاز المكون للبلازما في منطقة القوس بالضغط. بسبب التسخين بواسطة القوس ، يتأين ويزداد حجمه مائة مرة. يحتوي الغاز المكون للبلازما على طاقة حركية ، وهو يكمل الطاقة الحرارية التي تتشكل في القوس. نتيجة لهذا ، فإن قوس البلازما لديه قوة عالية. هناك عدة اختلافات بين قوس البلازما والتقليدية:
- الحرارة؛
- شكل أسطواني
- قطر أصغر
- مزيد من الضغط على المعدن
- القدرة على الحفاظ على القوس عند التيارات المنخفضة (0.2-30 أ).
العمل المباشر وغير المباشر
هناك خياران للحام البلازما. الأول عندما يحترق القوس بين قطعة الشغل والقطب. تتم عملية اللحام بواسطة قوس بلازما. والثاني هو عندما يحترق القوس بين الفوهة والقطب الكهربائي ، وينفجر بواسطة الغازات. تتم عملية اللحام من خلال استخدام نفاثة البلازما. الطريقة الأولى أكثر شيوعًا.
ما هو لحام البلازما المباشر؟
يُطلق على اللحام المباشر بالبلازما اللحام بالبلازما ، حيث يجب توصيل مصدر الطاقة المستخدم بالمنتج المعدني والقطب الكهربي. حامل الطاقة في هذه الحالة هو تفريغ كهربائي. غالبًا ما يستخدم هذا النوع من اللحام في العديد من الصناعات. التقنية الحديثةلمعالجة مجموعة متنوعة من المعادن. يتميز بدرجات حرارة عالية إلى حد ما ، فضلاً عن نطاق واسع من التحكم في العديد من خصائص الإجراء.
رئيسها فوائدترتبط:
- متوسط أداء;
- تشوهات صغيرة
- تحت التعرض لدرجات الحرارةتدخل منطقة صغيرة
- الاستهلاك الاقتصاديغاز واقي
- القوس منخفض الأمبير مختلف حرق مستقر;
- جودة التماسأقل حساسية لتقلبات طول القوس.
كيف تتم عملية اللحام؟
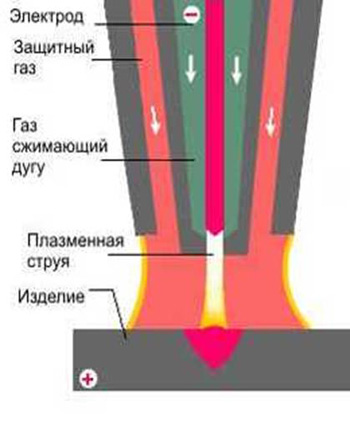
للحصول على قوس بلازما مباشر ، من الضروري استخدام شعلة بلازما خاصة بقوس مباشر. يحدث بين قطعة الشغل وقضيب الإلكترود ، وعادة ما يكون مصنوعًا من التنجستن ، ويوضع في غرفة غاز صغيرة. لا تحتوي فوهة الجهاز على شحنة كهربائية وهي مصممة لتنظيم القوس. يحدث هذا الأخير بسبب حقيقة أن غاز العمل يمر عبره ، والذي يتم تسخينه تدريجياً يتأين من الفوهة. تظهر على شكل طائرة بلازما أسطوانية، تمدد بشكل ضعيف إلى المعدن.
ما هو لحام البلازما غير المباشر؟
يعتبر اللحام بالبلازما للعمل غير المباشر ، وهو اللحام الذي يتم إجراؤه عند توصيل مصدر طاقة في نفس الوقت بفوهة وإلكترود لتشكيل نفاثة بلازما ، شائعًا أيضًا. في هذه الحالة شكل قوس البلازما يشبه مخروط مع قمة محاطة بشعلةموجهة نحو المنتج.
هذا النوع من عمليات اللحام
عند إجراء اللحام بالبلازما بقوس غير مباشر ، فإن طبقة الغاز الرقيقة المحيطة بالقوس لا تسخن عمليًا ، ونتيجة لذلك العزل الحراريبين قناة الفوهة والقوس. لا يتطابق تدفق البلازما مع عمود القوس.
يؤدي تأثير قوة المجال المغناطيسي لدائرة اللحام إلى ثني الخط الحالي. تنتشر الجسيمات المشحونة على الجانبين ، وتتصادم مع بعضها البعض وتشكل لهبًا من تيار غاز ساخن نسبيًا يبلغ طوله 10-20 سم. ترتفع درجة حرارته قرب النهاية لتصل إلى 800-1000 درجة مئوية.
تسمى إحدى طرق إجراء هذا النوع من اللحام بالهيدروجين الذري. التيار المتناوبتشكلت بين أقطاب التنغستن المستخدمة. لكل منها ، تدخل نفاثة الهيدروجين المنطقة المطلوبة ، والمنتج نفسه خارج دائرة اللحام. يتم ذوبان نهايات هذه الأقطاب الكهربائية ببطء إلى حد ما ، لذلك ، أثناء التشغيل العادي ، يكون استهلاك التنغستن ضئيلًا. العمود القوسي محاط بشعلة ساطعة إلى حد ما على شكل قرص مسطح.
كيف يتم تنفيذ عملية اللحام بالبلازما أسفل الموضع؟
باستخدام اللحام بالبلازما ، يمكنك لحام مجموعة متنوعة من المعادن وسبائكها ، في الأسفل الموقع المكاني. الغازات المكونة للبلازما هي الأرجون والهيليوم ، وغالبًا ما تستخدم كمادة واقية. تُستخدم طريقة اللحام هذه في الحالات التي تعمل فيها اللحامات في اتجاه أفقي على طول سطح أفقي.
في عملية اللحام بالبلازما في الموضع السفلي ، يتدفق المعدن السائل من قطب كهربائي شديد التسخين تدريجياً إلى حفرة خاصة تحت قوة وزنه ، ثم يتراكم في حمام معدني مصهور صغير. يمنع من التدفق حواف اللحامالمنتجات المجهزة. أيضًا ، يخرج الخبث والمواد الغازية من حوض اللحام ، مما يجعل جودة اللحامات أفضل بكثير.
يمكن إجراء اللحامات إما على نفسك أو من اليسار إلى اليمين. بفضل استخدام هذه التكنولوجيا ، يمكنك التحكم الكامل في العملية برمتها.
بالقوة الحالية
هناك ثلاثة أنواع من اللحام بالبلازما ، ويرجع ذلك إلى قوة التيار:
- الميكروبلازما.
- في المتوسط الحالي
- بتيار مرتفع.
كل طريقة فعالة في مجال استخدامها. هذا يؤكد مرة أخرى على تقدم وشعبية طريقة اللحام بالبلازما.
لحام البلازما الدقيقة
اللحام بالبلازما والميكروبلازما هو طريقة لربط الأجزاء (وكذلك القطع) باستخدام غاز مؤين بدرجة حرارة تتراوح من 5000 إلى 30000 درجة مئوية ، وهو ما يسمى بالبلازما.
ما هذا
كيف يمكن تمييز لحام البلازما عن اللحام بالبلازما الدقيقة؟ إذا كانت القوة الحالية المستخدمة في اللحام تصل إلى 25 أ ، فإن اللحام يسمى لحام البلازما الدقيقة ، وإذا كانت القوة الحالية أكبر ، فإننا نتحدث عن اللحام بالبلازما. على عكس عملية البلازما ، يحدث لحام البلازما الدقيقة تحت تأثير التيارات الدقيقة ، مما يجعل من الممكن توصيل الأجزاء ذات السماكة الصغيرة من 0.025 إلى 0.8 مم.
اللحام بالبلازما الدقيقة له الاختلافات التالية:
- يحدث بقوة تيار من 0.1 إلى 25 أ ؛
- يستخدم قطب التنغستن ؛
- حجم شعلة البلازما أصغر (يتم استخدام شعلة البلازما الدقيقة).
في أغلب الأحيان ، يتم استخدام اللحام بالبلازما الدقيقة لتوصيل الأجزاء ذات الجدران الرقيقة من الأجهزة ، لتوصيل المعادن التي يصعب لحامها ، مثل الألمنيوم والبلاستيك وحتى الأقمشة.
لإجراء عملية اللحام ، يلزم وجود غاز بلازما ، وعادة ما يكون غاز الأرجون وغاز التدريع. غالبًا ما يكون هذا أيضًا هو الأرجون أو الهيليوم أو ثاني أكسيد الكربون أو خليط الأرجون مع الهيليوم والهيدروجين.
للحصول على البلازما ، يتم استخدام جهاز يسمى شعلة البلازما. عند تشغيل مزود الطاقة ، قطب التنغستنيمر قوس كهربائي احتياطي إلى الفوهة. عندما تقترب الشعلة من الأجزاء المراد لحامها ، عندما تبقى 1-1.5 مم بينها ، يتشكل قوس بين القطب الكهربائي وقطعة العمل ، في هذه اللحظة يتم خلط الغازات الواقية المكونة للبلازما. في فوهة صغيرة جدًا ، يتم تغليف القوس بإحكام غاز التدريع، تشكل طائرة بلازما ضيقة على شكل "المخرز". مع هذا النموذج ، يحصل المرء اللحاماتسمك صغير. في هذه الحالة ، يكون تشوه الأجزاء نادرًا ، لأن منطقة التسخين غير مهمة. يمكن عمل اللحام على العاصمةأو في وضع الاندفاع.
مزايا طريقة البلازما الدقيقة:
- إمكانية الانضمام إلى أجزاء صغيرة السماكة.
- يجعل الاحتراق المستقر للبلازما من الممكن القيام بذلك طبقات اللحامجودة عالية حتى بالنسبة للحاميين عديمي الخبرة.
- إمكانية لحام الأجزاء المصنوعة من البلاستيك والمنسوجات.
- إمكانية ميكنة العملية.
تشمل عيوب هذه الطريقةمقاومة منخفضة لمشاعل البلازما. تزداد مقاومة الشعلات عن طريق إدخال تبريد بالماء أو الهواء الطبيعي.
يمكن تنفيذ العملية على المعدات اليدوية والآلية.
أجهزة قطع البلازما الدقيقة
في جميع الأجهزة الخاصة بتنفيذ اللحام بالبلازما الدقيقة ، توجد عقدتان رئيسيتان تحددان إمكانيات التوصيلات.
العقدة الأولى: مزود الطاقةالعاكس. يحتوي أيضًا على جهاز إشعال القوس الكهربائي، التشغيل الآلي. تختلف في:
- المدة الزمنية الأحمال, %;
- بحجم القوة الحالية(اسمية وقابلة للتعديل) ، أ ؛
- الجهد االكهربىتسكع ، الخامس ؛
- تستهلك الكهرباء قوة، كيلو فولت أمبير.
يتم استخدام MPU-4 ، H-146 لتوصيل الأجزاء السوداء المقاومة للحرارة. تعتبر تركيبات UMPS-0301 و I-167 أكثر حداثة وملاءمة ، فهي تلحم جميع المعادن تقريبًا ، بما في ذلك الألومنيوم.
المكون الثاني هو شعلة البلازما. تختلف عن بعضها البعض في خصائص التصميم ، مثل:
- أكبر سُمك من الفولاذ يمكن لحامه في مسار واحد.
- القوة الحالية (القوس المباشر والاستعداد) ، أ.
- حجم القطب ، مم.
- حجم الفوهة (الغازات المكونة للبلازما والوقاية) ، مم
يمكن لشعلات البلازما من نوع USDS.R-45 و T-169 لحام الفولاذ حتى سمك 2.5 مم ؛ وهي مجهزة بتركيبات MPU-4 و N-136. تم تطوير مشاعل البلازما OB-2592 و OB-2628 لاحقًا ، فهي أكثر ملاءمة ، وتتميز بتصميم أفضل وأكثر اقتصادا ، كما أنها مريحة. لقد استكملوا مصادر الطاقة الجديدة UMPS-0301 ، I-167 ، N-155.
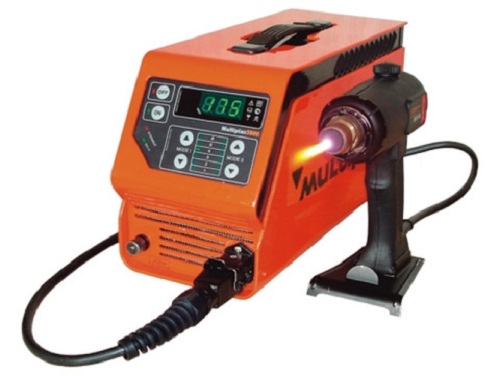
هناك أيضًا منشآت جاهزة ، ومجهزة على الفور بجميع المكونات اللازمة. وتشمل هذه الأجهزة Microplasma 20،50،150 ، والتي تختلف عن بعضها البعض في قوة التثبيت ، وكذلك Multiplaz 3500 ، 4000 ، 7500 ، والتي لديها القدرة على اللحام بخليط الماء والكحول.
كيف تعمل
يبدأ العمل في اللحام بالبلازما بالتحقق من متطلبات قواعد السلامة في العمل. في هذه الحالة ، هناك احتمال لانفجار غاز مضغوط ، حرق من المعدن المنصهر ، حريق ، لذلك يجب تزويد عامل اللحام ببدلة واقية ، ويجب توخي الحذر والتفكير في تسلسل أفعاله.
الأهمية:
- هناك خطر حدوث إصابة أثناء تنفيذ العمل. صدمة كهربائية، يحتاج عامل اللحام إلى توخي الحذر ، والوقوف على حصيرة عازلة للتيار.
- مع زيادة القوة الحالية ، تزداد الضوضاء إلى 115 ديسيبل ، فمن الضروري حماية الأذنين من الضوضاء بمساعدة سدادات الأذن أو بمساعدة خوذة مضادة للضوضاء وسماعات رأس.
- للحماية من انبعاثات الغازات والغبار ، يجب أن تكون الغرفة مجهزة ليس فقط بتهوية عامة ، ولكن أيضًا بتهوية محلية.
- لحماية العين من الغبار والجسيمات المعدنية والغازات ، من الضروري ارتداء نظارات واقية مع مرشحات الضوء B-2 أو B-3 أو درع واقي.
قبل العمل ، قم بإعداد الأجزاء: قم بتنظيف الحواف ، ووضع علامة بأداة مناسبة. لا يُسمح بالمخاطر والخدوش والكسر على الأسطح المراد لحامها ، ويجب إزالتها أو تنظيفها.
- قم بتشغيل آلة اللحام ، واضبط مصدر الغاز المضغوط.
- اضبط تيار القطع ، يتم اختياره اعتمادًا على سمك قطع العمل المراد لحامها.
- بدء الموقد. إذا لم يشتعل القوس بعد ثلاث محاولات ، فأنت بحاجة إلى التحقق من تآكل القطب الكهربائي والفوهة وإمدادات الطاقة.
- يجب أن تكون الفجوة بين الفوهة والمنتجات المراد لحامها 3-5 مم. عندما يتم الحصول على القوس الدليلي المطلوب ، يمكن أن تبدأ عملية اللحام. للقيام بذلك ، اضغط على زناد شعلة البلازما ، وعندما يقترب الموقد من المنتجات ، يتشكل قوس بين المنتج والموقد. يحدث اللحام ، بينما تحتاج إلى مراقبة سرعة اللحام: عند السرعة العالية ، يكون عدم اختراق الجزء ممكنًا ، ببطء شديد - ارتفاع درجة الحرارة ، الإرهاق. تتشكل أعلى درجة حرارة للهب بالقرب من الفوهة.
- بعد اللحام ، قم بإيقاف تشغيل الشعلة ومصدر الطاقة. قم بتبريد الموقد في سائل.



