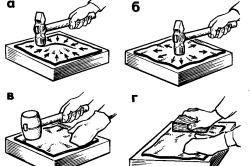
طبقات ملحومة لتحضير الحواف. تحضير المعدن للحام
- تلبيس وقطع معدنية
- تفاصيل التجريد: الفروق الدقيقة
- تحضير الحواف للحام
- ثني المعادن: التوصيات
- المتطلبات الأساسية لتجميع الهيكل قبل أجزاء اللحام
قبل لحام الأسطح المعدنية ، يجب تنظيفها جيدًا. يعد تحضير المعدن للحام أهم مرحلة ، حيث سيسمح لك التنفيذ عالي الجودة بالحصول على خط قوي وموثوق.
لتجنب عيوب التماس ، يجب تنظيف الأجسام المعدنية تمامًا من الصدأ والأوساخ قبل اللحام.
عند ملامسته للهواء يتفاعل المعدن مع الأكسجين مكونًا أكاسيد. يظهر الصدأ والملوثات الأخرى ، مما يؤدي إلى تكوين عيوب التماس المختلفة. كما أن دخول الزيت والقياس والرطوبة إلى موقع اللحام أمر غير مرغوب فيه. بالإضافة إلى ذلك ، من أجل التلامس المحكم بين الصفائح المعدنية ، يجب أولاً تقويمها ، إذا لزم الأمر. أخيرًا ، من الضروري تحديد الأجزاء وقطع وتحضير حواف الصفيحة للحام اللاحق للأجزاء المدمجة والمفاصل الأخرى.
تلبيس وقطع معدنية
يمكنك فرد المعدن باستخدام أعمدة خاصة مصممة لهذا الغرض ، أو يدويًا. للخلع اليدوي ، مطلوب مطرقة ثقيلة أو مكبس.يتم إجراؤه على الصفائح اليمنى من الحديد الزهر أو الفولاذ. على المكابس ، يتم محاذاة القنوات والحزم على شكل I وزاوية الصلب.
نتيجة لوضع العلامات والقطع اللاحق ، يتم تحديد التكوين المستقبلي للجزء النهائي. تتطلب عملية الوسم أو التغطيس تحضيرًا أوليًا لسطح الصفيحة المعدنية. يكمن اختلافهم في حقيقة أن الترميز مرتبط بالإنتاج الفردي ، وأن التغطية بالحساء مرتبطة بالإنتاج الصناعي. للتحضير للقطع الجماعي للصفائح ، يتم استخدام الخشب الرقائقي أو القالب المعدني. يُطلق على استخدام قالب في الترميز اسم basting.
ميكانيكيًا ، يتم إجراء العملية إذا كان من الضروري الحصول على جروح مستقيمة. في الأساس ، يتم إجراء هذا القطع بالمقص ، إذا كانت هناك حاجة إلى قطع مستقيم ، ولا يتجاوز سمك الألواح 20 مم. للإنتاج على نطاق صناعي ، يتم تثبيت مقصات المقصلة بسكين بطول 1-3 متر أو مقصات ضغط بسكاكين حتى 70 سم. على طول الخطوط المنحنية ، يمكن قطع ورقة أقل من 6 مم بمقصات أسطوانية ؛ وقود أكسجين أو قطع البلازما قوس تستخدم أيضا لهم ، والتي تستخدم مع كل من سبائك الصلب والمعادن غير الحديدية. يمكن استخدام قطع التدفق لهم. يتم القطع البارد للقضبان من أي قسم باستخدام المناشير ذات الأسنان الدائرية أو المناشير الاحتكاكية.
رجوع إلى الفهرس
تفاصيل التجريد: الفروق الدقيقة
يتم تنظيف أسطح المعادن الأساسية والحشو بعناية خاصة من البقع الدهنية الزيتية وآثار الرطوبة والصدأ والقشور وجميع أنواع الملوثات غير المعدنية. لا يمكن تحضير المعدن للحام بدون هذه الخطوة المهمة.
تثير أدنى بقايا هذه الظواهر ظهور المسام في اللحامات ، شوائب الخبث. التشققات التي قد تتشكل نتيجة لذلك تقلل من موثوقية اللحام وقوتها وكثافتها.
رجوع إلى الفهرس
تحضير الحواف للحام
لتحقيق أكثر ديمومة اللحاميجب أيضًا تحضير حواف الأجزاء. يجب أن يكون لها شكل هندسي معين ، والذي يتضمن زاوية القطع ، والحدة ، والفجوة ، والطول المائل ، إذا كانت الأوراق ذات سماكة مختلفة.
يجب إجراء حواف القطع للحام بزاوية إذا كان سمك الصفيحة المعدنية يزيد عن 3 مم.
خلاف ذلك ، قد لا يتم لحام خط اللحام بالكامل فوق القسم بأكمله ، حتى عند لحام الأجزاء الصغيرة. بالإضافة إلى ذلك ، عند محاولة الحصول على الطبقات البعيدة ، فإن المعدن الملحوم بالفعل سوف يسخن ويحترق.
إذا لم يكن هناك قطع حافة ، فإن القوة تيار اللحاميجب زيادتها. إذا كان ذلك متاحًا ، يتم لحام الأجزاء في طبقات ، مع مقطع عرضي صغير ، ونتيجة لذلك يتلقى الاتصال بنية عالية الجودة ، يتم تقليل التشوهات والضغوط في المعدن.
توفر الفجوة المختارة جيدًا اختراقًا كاملاً للمعدن في المفصل.
يسمح وجود شطبة بالانتقال السلس من جزء إلى آخر إذا كان لديهم سمك مختلف. في هذه الحالة ، يؤثر طوله على الضغط الناتج في الهيكل أو عدم وجوده.
تشكل الحواف الحادة أثناء اللحام هيكلًا غير مستقر ، حيث يمكن أن تتحرك الأجزاء بالنسبة لبعضها البعض ، وتتشكل الحروق ، وتشوه التماس ، وينشأ ضغط إضافي ، ويصبح المفصل الملحوم أقل متانة.
لتجنب ذلك وتوفير ظروف عمل أكثر راحة أثناء تشكيل خط التماس الجذر ، تكون الحواف باهتة. مع الوصلات والتراكبات ، يتم إجراء الإزاحة ، ويتم إعطاء الحواف الشكل الهندسي الأنسب للقسم وفقًا لـ GOST أو اللوائح الفنية. هذا مهم بشكل خاص عند لحام الأجزاء المدمجة.
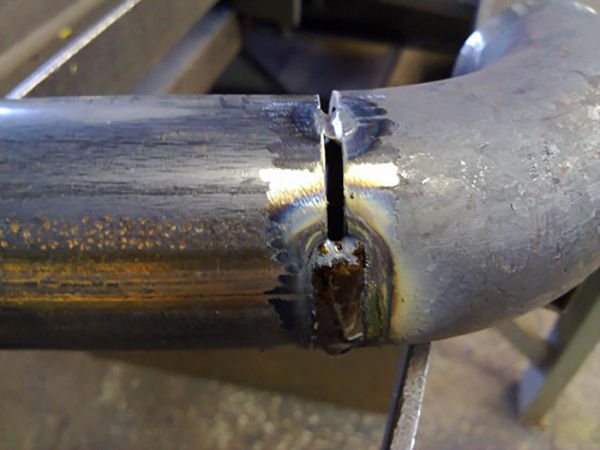
تتم معالجة حواف اللحام ميكانيكيًا ، باستخدام آلات الطحن والطولية وقطع الحواف ، مع لهب يعمل بالوقود الأكسجينى. يمكن أن يكون الوقود لإنتاج اللهب من البروبان والأسيتيلين وغيرها. إذا لم يكن هناك الكثير من العمل ، فإن إزميل هوائي يكفي. بالإضافة إلى ذلك ، في هذه المرحلة يعملون على المخارط (لتحضير الحافة من نهاية الأنبوب). للعمل مع المعادن غير الحديدية أو الفولاذ المقاوم للصدأيستخدم قطع البلازما.
بعد قطع الوقود بالأكسجين ، تتم المعالجة الميكانيكية في النهاية ، خاصةً إذا كان التماس يجب أن يكون بجودة ممتازة. وبالتالي ، من الممكن تجنب دخول الحبوب الصغيرة التي تؤدي إلى تكوين تشققات دقيقة ودخول الهواء والعيوب الأخرى التي تؤدي إلى تدمير التماس. في الهياكل التي أقيمت في مواقع البناء الهامة ، هذا غير مقبول.
قبل البدء في استخدام مواد اللحام ، يجب تحضيرها. يشمل تحضير المعدن للحام إجراءات مثل:
- تعديل؛
- قطع.
- تنظيف؛
- تدفئة؛
- الانحناء
- معالجة الحواف.
هذه هي الإجراءات الأساسية التي سيساعد تنفيذها على تحسين جودة الاتصال الناتج. الحقيقة هي أنه إذا بقيت الجزيئات الزائدة والصدأ والعناصر الأخرى على سطح غير مُجهز ، فقد يؤدي ذلك إلى تكوين التزاوج أثناء اللحام. يساعد أيضًا تحضير المعدن للحام على ضمان ذلك ظروف أفضلقابلية اللحام ، مثل إزالة الطبقة الزائدة من الحواف ، والتي يتم ملؤها بعد ذلك بمعدن قطب كهربائي. ليست كل الفراغات بالشكل المطلوب ، لذلك قد تحتاج إلى القطع أو الثني قبل اللحام. يتم تضمين كل هذه الإجراءات ، التي قد يختلف عددها في كل حالة ، في مفهوم تحضير المعدن للحام. يتم تنظيمها وفقًا لـ GOST 5264-80.
المتطلبات الأساسية
يجب أن تمتثل جميع إجراءات التحضير للشروط الفنية التي تحددها التقنية. يجب إجراء عمليات الأقفال في تحضير المعدن للحام مع مراعاة احتياطات السلامة ، حيث يمكن استخدام طاحونة ومعدات خطرة أخرى للقطع. يجب أن يتم العمل فقط باستخدام الأدوات المصححة. يجب أن تكون جميع الإجراءات متوافقة تمامًا مع المواصفات ، خاصةً فيما يتعلق بالأبعاد ، نظرًا لأن زاوية الانحناء غير الصحيحة أو الطبقة المقشرة كثيرًا من قطعة العمل يمكن أن تؤدي إلى حقيقة أنه لم يعد من الممكن استخدامها.
تزوير
يتطلب كل إجراء مجموعة أدوات خاصة به ، ولكن كأدوات رئيسية ، تجدر الإشارة إلى ما يلي:
- الفرشاة السلكية هي أفضل أداة لإزالة الحواف ومناسبة لقطع العمل من أي سمك. بمساعدتها ، يمكنك تنظيف أي سطح معدني حتى يتألق.
- يستخدم الأسيتون كمزيل للشحوم. يتم استخدامه قبل بدء اللحام أو قبل وضع التدفق على السطح لإزالة جميع الأفلام المشكلة ؛
- ملزمة مقعد - للانحناء في جميع الظروف. كما أنها مثالية لتثبيت الأجزاء عندما تكون عملية اللحام المباشر جارية بالفعل.
- موقد غاز - يستخدم لتسخين المعدن لدرجة الحرارة المطلوبة. كقاعدة عامة ، يتضمن الإعداد الأخير للسطح المعدني للحام تسخينه لتجنب التشوه.
تلبيس وقطع معدنية
لتقويم المعدن ، أستخدم أعمدة خاصة تقوم بالعملية تلقائيًا ، أو تفعل كل شيء يدويًا. في الحالة الثانية ، يتم استخدام مطرقة أو مطرقة لتصحيح التشوهات الموجودة. تعتبر المطابع أكثر ملاءمة للقنوات الضخمة وحزم I.
بعد التحرير ، يمكنك بالفعل الترميز ، والذي يتم قبل القص. يتم وضع العلامات بالطباشير أو جسم معدني حاد. للقطع ، يتم استخدام المقصلة ، المقصات المعدنية ، والتي يمكن أن تكون تلقائية أو يدوية. يتم استخدام قطع اللحام أيضًا ، وهو أقل دقة ، ولكنه يسمح بقطع حتى الطبقات السميكة. يمكن قطع الألواح الرقيقة بمطحنة ، وهو أمر مريح للغاية عند إجراء اللحام. معدن رقيقالعاكس.

قطع المعادن بشعلة
تفاصيل التنظيف - الفروق الدقيقة
عندما تأخذ قطعة العمل الشكل المطلوب ، فإن الخطوة التالية ، والتي تشمل تحضير المعدن للحام ، هي التنظيف. يتم تنظيف أسطح مادة الحشو ، وكذلك حواف الجزء المراد لحامه ، من الصدأ والأوساخ وآثار القشور وغيرها من المواد الزائدة. تحتاج أيضًا إلى التخلص من الرطوبة وبقع الزيت والأغشية الكيميائية الأخرى. عند اللحام بالمعدن يجب ألا يكون هناك شيء غير معدني في الحمام مما يؤدي إلى تكوين الزواج. حتى البقايا الصغيرة نسبيًا للأشياء غير الضرورية تؤدي إلى تكوين المسام وظهور التشققات وخلق ضغوط في المعدن وما إلى ذلك. بفضل كل هذا ، الموثوقية مفصل اللحامينخفض بشكل حاد.

يتضمن تحضير المعدن للحام معالجة الحواف ، خاصة عند العمل باستخدام قطع الشغل السميكة. نتيجة لذلك ، يجب أن يكتسبوا شكلًا هندسيًا معينًا ، مما سيساهم في اتصال أكثر موثوقية. يشمل التحضير معالجة الزاوية المائلة للشطبة ، وعرض الفجوة ، وإنشاء حادة ، وضبط طول الشطبة ، وما إلى ذلك. لا تتم معالجة الحواف إذا كان سمكها أقل من 3 مم. إذا كانت السماكة كبيرة جدًا بدون معالجة ، فقد لا يغلي المعدن بالكامل. هذا صحيح بشكل خاص إذا كانت الأجزاء المراد لحامها مختلفة السماكة. سيضمن الشطبة الصحيحة انتقالًا سلسًا بين الأجزاء ، مما سيخفف ضغط الحمل أثناء تشغيل الجزء. بعد المعلمات المحددة بشكل صحيح ، لا يزال من الضروري ضمان التثبيت الموثوق.
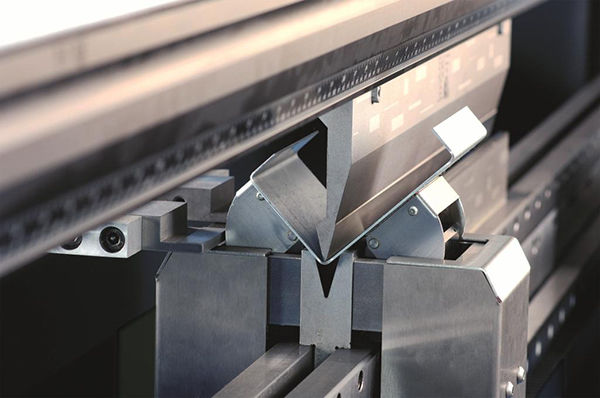
الانحناء
عملية أخرى تنطوي على تحضير المعدن للحام هي الانحناء. يتم تمرير الشرائح والألواح من خلال آلات الثني ، والتي تتكون من ثلاثة إلى أربعة أعمدة في تكوينها. إذا كانت حواف قطعة العمل جاهزة بالفعل ، فيمكن استخدام الانحناء البارد. يتم ثني الأجزاء الجانبية تحت مكابس خاصة. تحدد سماكة الصفيحة حدود الزاوية التي يمكن أن ينحني بها المعدن ؛ إذا تم تجاوز هذا الرقم ، فقد تظهر تشققات وتشوهات غير مرغوب فيها.

استخدم الطريقة الساخنة التي يستخدمها الحدادون للثني الصغير أو للصفائح ذات السماكة العالية. مع ارتفاع درجة الحرارة ، تصبح المادة أكثر مرونة وتتطلب قوة أقل للانحناء. من المستحسن عمل ثقوب كبيرة بعد الانحناء.
عندما يتم تحضير التجميع المعدني للحام ، يجب إصلاح الأجزاء الفردية بحيث يتم تركيبها بعد اللحام الموقف الصحيح. في بعض الأحيان لا يكفي مجرد وضعها في مكان قريب أو تطبيق أدوات إضافية للتثبيت. هنا يلزم عمل لحام موضعي من جزء إلى آخر ، على سبيل المثال ، في بداية ونهاية خط اللحام المستقبلي. سيساعد هذا في إصلاح الجزء الموجود فوق المستوى بأكمله بحيث لا يتحرك بأي شكل من الأشكال. كما أنه يساعد على تجنب التشوه أثناء اللحام عند ثني الألواح. الاتصال غير موثوق به لدرجة تحمل الأحمال الثقيلة ، والآن سيكون من الممكن نقل قطعة العمل وتغيير موضعها إلى أي موضع مناسب ، على سبيل المثال ، لعمل خط أفقي.
المتطلبات الأساسية لتجميع الهياكل المعدنية قبل اللحام
عند اكتمال تحضير المعدن للحام ، يمكنك البدء في تجميع الهيكل. من أجل القيام بكل شيء بشكل صحيح ، يجب عليك الالتزام بالقواعد التالية:
- من الضروري توفير وصول مجاني ومريح إلى كل مكان لتوصيل الفراغات ؛
- يجب تثبيت جميع قطع العمل بأكبر قدر ممكن من الصلابة ، مع الالتزام بدقة الأبعاد وهندسة الموضع المحددة ، بحيث لا تحدث أي تشوهات وانحرافات أخرى أثناء اللحام ؛
- يجب الحفاظ على جميع التغييرات في الموضع في الفراغ قبل وأثناء اللحام عند الحد الأدنى بحيث لا تكون هناك عمليات إزاحة وتشوهات ؛
- يجب أن يتم التجميع بطريقة لا تعيق العمليات اللاحقة ، لذلك يجب التخطيط لكل شيء مسبقًا.
المعالجة الحرارية للمعدن قبل وبعد اللحام
يعد التسخين المسبق للمعادن قبل اللحام إجراءً إلزاميًا للمواد الحساسة لتغيرات درجة الحرارة ، وأيضًا لشبكة الأمان لتجنب التشوه. لمثل هذه الإجراءات ، موقد غاز، وهو مناسب جدًا إذا تم استخدام الغاز نفسه في عملية اللحام ، كما هو الحال مع.
بعد اللحام ، يلزم التسخين لتخفيف الضغوط التي قد تتشكل بسبب زيادة محتوى الهيدروجين. يؤدي التسخين إلى تبخير الغاز المتبقي ، تاركًا المعدن النقي فقط.
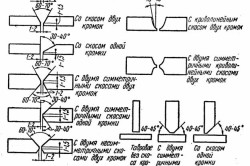
يتم قطع الحواف لغرض الاختراق الكامل لقطع العمل على طول المقطع ، وهو أحد شروط القوة المتساوية وصلة ملحومةمع قاعدة معدنية. تميز أشكال تحضير الحواف للحام بين V و K و X - التصويرية
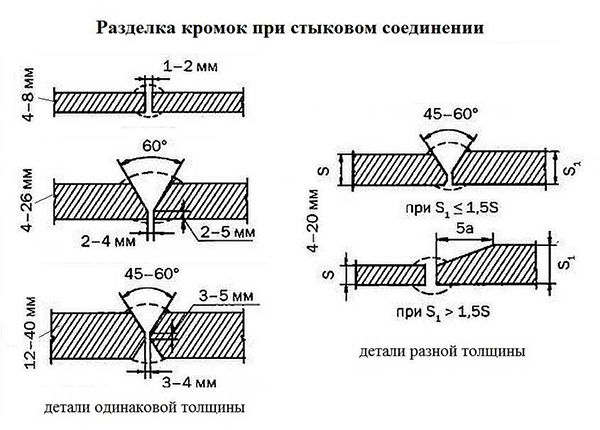
في اللحام بالقوس اليدوي ، الأنواع الرئيسية للوصلات الملحومة هي الوصلات التناكبية والزاوية والتى واللف. تنقسم الوصلات التناكبية ، اعتمادًا على سمك الألواح المراد لحامها ، إلى عدة أنواع. بسماكة صفيحة من 1 إلى 3 مم ، يتم استخدام وصلات تناكبية ذات حافة حافة.
الصفائح التي يتراوح سمكها من 1 إلى 8 مم ملحومة بعقب دون تحضير الحافة. بالنسبة للصفائح التي يتراوح سمكها من 1 إلى 6 مم ، يتم استخدام اللحام من جانب واحد ، أحيانًا مع البطانات المتبقية أو القابلة للإزالة ؛ يتم لحام صفائح بسمك 3-3.5 مم إلى 8 مم على كلا الجانبين. يتم تحديد سمك الحد من المعدن في هذه الحالة من خلال إمكانية اختراق القسم بأكمله من جانب واحد أو كلا الجانبين. لضمان اختراق القسم بأكمله عند لحام صفائح ذات سماكة أكبر ، يتم عمل شطبة من الحواف ، تسمى قطع الحواف.
بالنسبة للمعادن التي يتراوح سمكها من 3 إلى 26 مم ، يتم توفير ما يسمى بشطبة على شكل حرف V من جانب واحد أو جانبين من الحواف. يمكن أيضًا استخدام البطانات المتبقية أو القابلة للإزالة مع هذه الوصلات. يمكن لحام المعدن الذي يتراوح سمكه من 12 إلى 40 مم بمفصل على شكل حرف K ، حيث تكون حافة واحدة فقط مشطوفة من كلا الجانبين. بالنسبة للسمك من 20 إلى 60 مم ، من أجل توفير معدن اللحام ، يمكن استخدام وصلة على شكل حرف U مع شطبة منحنية من حافة واحدة أو حافتين.
بالنسبة للمعادن التي يتراوح سمكها من 12 إلى 60 مم ، يتم تحضير الحواف على شكل X ، حيث يتم عمل شطبة على الوجهين لكل حافة. مع مفصل تناكبي على شكل X لسمك المعدن من 30 إلى 60 مم ، يمكن أيضًا استخدام شطبة منحنية على الوجهين من حافتين. العناصر الهيكلية الرئيسية للقطع هي: زاوية حواف القطع ، التقلص والفجوة في المفصل. تؤخذ زاوية حواف القطع للمفاصل على شكل V و X تساوي 60 درجة ، وللمفصل على شكل V مع شطبة من حافة واحدة ، كما هو الحال بالنسبة للمفصل على شكل حرف K ، يساوي 50 درجة.
قيمة الجزء غير المشطوف أو ما يسمى بخلل هي 1-2 مم ، ويفترض أن تكون قيمة الفجوة 2 مم. يمكن عمل وصلات زوايا بسمك معدني لا يزيد عن 3 مم بتشفيه الحافة. في السماكات الكبيرة ، اعتمادًا على نوع وصلة الحشو وسماكة الألواح الملحومة ، يتم إجراء اللحام بدون شطبة ، وكذلك مع شطبة من جانب واحد أو جانبين من حواف الصفيحة الرأسية.
يتم أيضًا إجراء الوصلات المحملة المستخدمة في سماكة المعدن من 2 إلى 60 مم بدون شطبة أو بشطبة من حواف الصفيحة الرأسية. تستخدم الوصلات بدون حواف مشطوفة للسمك من 2 إلى 30 مم. يتم لحام هذه المفاصل مع طبقات من جانب واحد ومن جانبين. في هذه الحالة ، يمكن أن تكون الفجوة من 0 إلى 4 مم. يتم تحديد قيمة الساق اعتمادًا على سمك الألواح وظروف العمل.
يتم عمل الوصلات ذات الحواف المشطوفة من جانب واحد لسماكة الألواح من 4 إلى 26 مم ومشطوفة على الوجهين لسماكة المعدن من 12 إلى 60 مم. تؤخذ زاوية قطع الحواف بمقدار 50 درجة ، وتكون الحدة من 1 إلى 2 مم ، وعادة ما تكون الفجوة حوالي 2 مم. يتم عمل مفاصل اللفة من جانب واحد أو وجهين. يتم تثبيت اللحامات بشكل مستمر أو متقطع. يمكن أيضًا عمل مفاصل اللفة بفتحات مستديرة أو ممدودة.
لفئة:
لحام المعادن
عناصر لتحضير الحواف للحام
GOST 5264-80 ("يدوي لحام القوس. الوصلات الملحومة ") تحدد العناصر الأساسية للشكل الهندسي لتحضير الحواف للحام. ضع في اعتبارك هذه العناصر في مثال مفصل المؤخرة.
زاوية شطبة أ - زاوية حادةبين مستوى شطبة الحافة ومستوى النهاية. عندما تكون كلتا الحافتين مشطوفتين ، يتم ضبطهما في نطاق = 25 ± 2 °. عند شطف حافة واحدة ، يُفترض أن تكون الزاوية المائلة للشطبة = 45 ± 2 °. يمكن أن يكون شطبة الحواف من جانب واحد ومن جانبين ، مستقيمة ومنحنية الخطوط.
تتشكل الزاوية المائلة ((3) من الأسطح المشطوفة للجزئين المتصلين من المنتج. يتم تنفيذ الزاوية المائلة للشطبة عندما يكون سمك المعدن أكثر من 3 مم. يمكن أن يؤدي عدم وجود الزاوية المائلة إلى نقص الانصهار المقطع العرضي للمفصل الملحوم ، بالإضافة إلى ارتفاع درجة حرارة المعدن ونضوبه.
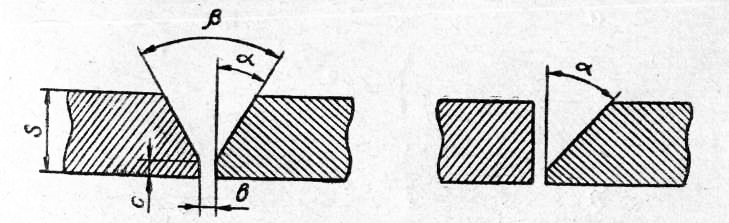
أرز. 1. عناصر لتحضير الحواف للحام:
أ - زاوية شطبة P - زاوية حواف القطع ؛ ج - تخفيف الحواف. ج - فجوة بين الحواف المتصلة ؛ ق - سمك الصفيحة (التفاصيل) -
عند لحام المعدن السميك ، تسمح زاوية الأخدود باللحام في طبقات منفصلة ، مما يحسن هيكل اللحام ويقلل من ضغوط اللحام والتشوهات.
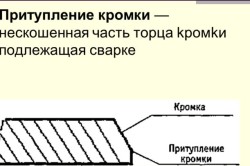
شد الحافة (ج) - الجزء غير المشطوف من نهاية الحافة المراد لحامه. يتم تنفيذه لضمان عملية لحام مستقرة أثناء الطبقة الأولى (الجذر) من اللحام. سيساهم عدم ثني الحواف في تدفق المعدن أثناء اللحام (الاحتراق). غالبًا ما تُؤخذ قيمة شحذ الحواف تساوي 2 ± 1 مم.
توفر الفجوة بين الحواف المتصلة (ج) اختراقًا كاملاً عبر المقطع العرضي للحام عند تطبيق الطبقة الأولى (الجذر) من اللحام. يمكن أن يؤدي عدم وجود خلوص إلى ضعف اختراق الجذور ويساهم في زيادة ضغوط اللحام. من الأهمية بمكان بالنسبة لجودة اللحام توحيد الفجوة على طول خط التماس بالكامل ، أي الحفاظ على توازي الحواف الملحومة. غالبًا ما يتم أخذ قيمة الفجوة بمقدار 2 ± 1 مم.
اللحام المفاصل بعقبيجب تنفيذ الأجزاء ذات السماكة غير المتكافئة مع اختلاف لا يتجاوز القيم المحددة في الجدول بنفس طريقة تنفيذ الأجزاء من نفس السماكة ؛ العناصر الهيكليةيجب اختيار الحواف المحضرة وأبعاد اللحام وفقًا للسمك الأكبر.
لإجراء انتقال سلس من جزء إلى آخر ، يُسمح بترتيب مائل لسطح التماس.
إذا كان الفرق في سمك الأجزاء المراد لحامها يتجاوز القيم الموضحة في الجدول ، فيجب عمل شطبة على أحد جانبي الجزء ذي السماكة الأكبر أو كلاهما لسمك الجزء الرفيع.
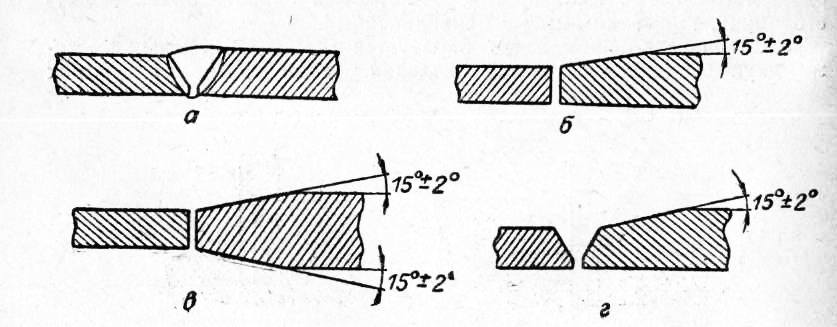
أرز. 2. لحام وتحضير حواف الصفائح ذات السماكة غير المتكافئة:
أ - موقع مائل لسطح التماس ؛ ب - شطبة من جانب واحد للورقة ؛ ج - شطبة على الوجهين للورقة ؛ ز - شطبة من الورقة مع القطع اللاحق للحواف
في هذه الحالة ، يجب اختيار العناصر الهيكلية للحواف المحضرة وأبعاد اللحام وفقًا للسمك الأصغر.
ينظم شطبة الحافة (الصفيحة) الانتقال السلس من الجزء الملحوم السميك إلى الجزء الرفيع ، مما يقلل من الضغوط في الهيكل الملحوم.
في بعقب ، نقطة الإنطلاق و وصلات الزاويةبسماكة تزيد عن 16 مم ، تم إجراؤها في ظروف التثبيت ، يُسمح بزيادة الفجوة بين الحواف المتصلة (ج) حتى 4 مم مع انخفاض متزامن في قيمة الزاوية المائلة (أ) بمقدار 3 درجات .
يُسمح بتحويل الحواف الملحومة قبل اللحام بالنسبة لبعضها البعض ، ليس أكثر من:
0.5 مم - للأجزاء التي يصل سمكها إلى 4 مم ؛
1.0 مم - للأجزاء بسمك 4-10 مم ؛
ولكن ليس أكثر من 3 مم - للأجزاء التي يبلغ سمكها 10-100 مم.



