الغازات الواقية للحام. خليط الغاز لإنتاج اللحام
يستخدم الجهاز شبه الأوتوماتيكي قوسًا كهربائيًا لصهر المعدن ومواد الحشو. ولكن على عكس اللحام بالقوس الكهربائي القياسي ، والذي يحدث باستخدام أقطاب كهربائية مطلية ، فإنه يستخدم سلكًا لا يحتوي على طبقة واقية. يتم توفير الحماية هنا بواسطة مخاليط الغاز للحام. أثناء اللحام ، يتم حماية تجمع المعدن المنصهر بواسطة غاز أو خليط محترق ، مما يشكل درعًا موثوقًا به ضد تغلغل الأكسجين والهيدروجين من الهواء. أيضًا ، يساهم خليط الغاز للحام شبه الأوتوماتيكي في تدمير الأكاسيد والعوامل السلبية الأخرى. نتيجة لذلك ، يتم الحصول على نتيجة أكثر موثوقية من اللحام العادي ، لكن هذا يتطلب الكثير من العمل.
منطقة التطبيق
يمكن استخدام مخاليط غاز اللحام في جميع الأماكن تقريبًا حيث يوجد عمل بمفصل معدني. إنها مخصصة للحام بمسؤولية كبيرة. تكلفة إنشاء خط التماس باستخدام الغاز أعلى بكثير من تكلفة بدونه ، لذلك تُستخدم هذه الطريقة في الحالات التي تتطلب ضمانًا متزايدًا لموثوقية الاتصال. ترتبط الهياكل المعدنية في مواقع البناء ، وخاصة الأجزاء الداعمة لها ، دائمًا باستخدام مخاليط الغاز.
يتم توصيل الأنابيب في القطاع الخاص أو في المؤسسات الصناعية بأجهزة شبه آلية ، حيث من الضروري هنا تحقيق الضيق. هذا يزيل وجود التشققات الدقيقة والمسام والقشور والعيوب الأخرى التي تضعف القوة. لكل نوع من المركبات المعدنية ، اعتمادًا على تركيبته ، يتم اختيار غازات الحماية الخاصة بهم وتركيبتها.
يمكن لمحلات الإصلاح والمنطقة المحلية أيضًا توفير استخدام هذه المواد ، حيث يوجد من بينها خيارات غير مكلفة نسبيًا وموثوقة تمامًا. يتم توفير نطاق الاستخدام من خلال مجموعة متنوعة من المكونات في الخلائط والقدرة على استخدامها لمجموعة متنوعة من الحالات.
مزايا
يعتبر كل خليط غازي للحام شبه الأوتوماتيكي فريدًا ، ولكن بشكل عام تتمتع جميعها بعدد من المزايا ، والتي تستحق مثل هذا الاستخدام على نطاق واسع في مجال اللحام. تشمل المزايا الرئيسية ما يلي:
- يعطي جودة عاليةالتماس.
- يزيد من إنتاجية اللحام.
- يزيد من كفاءة العمل ؛
- يقلل من كمية تناثر المعدن المنصهر من حوض اللحام ؛
- يعطي احتراقًا ثابتًا للقوس ؛
- تصبح اللحامات أكثر كثافة وفي نفس الوقت من البلاستيك ؛
- يزيد من معدل ذوبان المعدن.
- يقلل من مستويات الدخان.
عيوب
- مخاليط الغاز المستخدمة في اللحام قابلة للاشتعال ويمكن أن يؤدي التخزين غير السليم للأسطوانات إلى حدوث انفجار ؛
- بعض الخلائط ضارة بصحة الإنسان ، وتؤدي إلى الاختناق أو الأمراض المهنية ؛
- ليس من الممكن دائمًا الحصول على نوع أو آخر أو صنعه بنفسك.
أنواع مخاليط الغاز
هناك عدة أنواع رئيسية من المخاليط التي تستخدم في اللحام الحديث. مزيج من غازات الأرجون وثاني أكسيد الكربون هو أحد الأنواع الأكثر شيوعًا والأكثر طلبًا للعمل المسؤول. غالبًا ما يتم استخدامه عند الانضمام إلى الفولاذ مستوى منخفضمنشطات. يسهل حمض الكربونيك الانتقال النفاث. استخدام مثل هذا الخليط يجعل اللحامات بلاستيكية ، كما يقلل من احتمالية تكوين المسام فيها.
يعطي الأرجون بالأكسجين أيضًا بنية مفصلية أكثر كثافة ، حيث لا توجد أي مسام هنا عمليًا. يمكن أن تكون النسبة بين الغازات في الخليط مختلفة ، ولكن غالبًا ما يصل مستوى الأرجون إلى حوالي 95٪.

يستخدم الأرجون مع الهيدروجين في صناعة الفولاذ عالي السبائك ، بما في ذلك الفولاذ المقاوم للصدأ والنيكل وسبائكها. يتم استخدام هذا المزيج في الممارسة العملية ليس فقط كقالب ، ولكن أيضًا كقالب.
الأرجون بالهيليوم مصمم للعمل مع المعادن غير الحديدية وسبائكها. المعادن الرئيسية لمثل هذا الخليط هي الألومنيوم والنحاس والنيكل ومختلف سبائك الكروم والنيكل.
يعتبر الأرجون مع الغازات النشطة خليطًا عالميًا للعمل مع مجموعة واسعة من درجات الصلب. يمكن أن تكون هذه أنواعًا مختلفة من مستويات المنشطات المنخفضة والمتوسطة والعالية. مع خصائصه ، هذه المجموعة لها تكلفة منخفضة نسبيًا في مجالها.
مبدأ اللحام شبه التلقائي بمخاليط الغاز
خلائط اللحام من الأرجون وثاني أكسيد الكربون ، بالإضافة إلى الأنواع الأخرى ، لها خصائصها الخاصة في الاستخدام. يعتمد مبدأ التطبيق على توفير أقصى مستوى من الحماية ، ولكن ليس إتلاف المعدن أثناء اللحام. بادئ ذي بدء ، يتم إشعال الموقد ، والذي يتم من خلاله توصيل نفاثة غاز إلى التقاطع. يمكن استخدامه لتسخين المكان مسبقًا إذا كانت التكنولوجيا تتطلب ذلك.
ثم يتم إشعال القوس بقطب كهربائي غير قابل للانصهار. غالبًا ما تستخدم آلات اللحام شبه الأوتوماتيكية أقطاب التنغستن. بالتزامن مع اشتعال القوس ، يتم تشغيل تغذية السلك ، محميًا بنفث خليط الغاز المحترق. من أجل اللحام عالي الجودة ، تحتاج إلى حساب كمية إمدادات الغاز وسرعة الأسلاك بشكل صحيح. للقيام بذلك ، هناك أوضاع يتم تحديدها بشكل فردي لكل نوع من أنواع الاتصال.
يجب ألا تذوب درجة حرارة الاحتراق للخليط المعدن ، وبالتالي عند إزالة الموقد الذي يحتوي على مادة حشو لفترة وجيزة من الحمام ، ليس من الضروري إيقاف تشغيله. بعد اكتمال خط اللحام ، إذا احتاج إلى تبريد تدريجي ، فيمكن تسخينه بنفس الوقود من موقد العمل. عند العمل ، من الضروري استخدام معدات الحماية الشخصية.
استنتاج
تعد تركيبات الغاز متعددة المكونات شائعة جدًا في هذا المجال ، لأنها تساعد في الحصول على خصائص فريدة من خلال الجمع بين عدة عناصر. بالإضافة إلى الخيارات القياسية ، يمكنك محاولة تكوين المجموعة المطلوبة بنفسك. هناك عدة طرق لتحضير خليط الغاز من أجل اللحام بنفسك. في أي حال ، من الضروري في المقام الأول وضع قواعد السلامة عند العمل مع الغاز والأجهزة شبه الآلية ، حيث لا يزال هناك خطر حدوث صدمة كهربائية.
- مخاليط الغاز للحام
- معايير الاختيار
- المصدر والوظائف الحالية
- التنظيم الحالي والمؤشر الرقمي
إلى عن على أعمال اللحاميتم استخدام مجموعة متنوعة من المعدات ، لكنها أصبحت شائعة اليوم اللحام شبه الأوتوماتيكيالتي تتمتع بالأداء اللازم وجودة العمل والراحة.
آلة اللحام شبه الأوتوماتيكية هي جهاز كهربائي مصمم لعملية اللحام باستخدام قطب كهربائي.
قبل الشراء ، عليك أن تقرر كيفية اختيار آلة لحام نصف أوتوماتيكية. يجب أخذ العديد من المعلمات في الاعتبار ، وسيكون من الضروري تحديد الوسط الغازي الذي سيتم تنفيذ العمل فيه.
مخاليط الغاز للحام
عند اختيار آلة لحام ، من الضروري مراعاة الوسيط الغازي الذي سيتم تنفيذ العمل فيه. على سبيل المثال ، للطريقة لحام MIGيجب استخدام غاز خامل (الأرجون) ، والغاز النشط (الكربون) مناسب لـ MAG.
يمكن تقسيم جميع أنواع الغازات المستخدمة في ماكينات اللحام إلى مجموعتين كبيرتين:

- تركيبات الغاز التي تتفاعل بنشاط مع المعادن. وتشمل ثاني أكسيد الكربون والنيتروجين والأكسجين.
- الغازات الخاملة مثل الهيليوم والأرجون.
أبسط خيار هو استخدام ثاني أكسيد الكربون ، والذي سيكون أرخص أيضًا. لكن في هذه الحالة ، تتأثر جودة التماس ، ولا يمكن تسميتها سيئة تمامًا ، ولكن التنظيف الإضافي بعد العمل ضروري ، وإلا فإن التماس سوف يصدأ. بالنسبة للجهاز شبه التلقائي ، يوصى باستخدام خليط من غازين - هذه تركيبة تتكون من 20٪ ثاني أكسيد الكربون و 80٪ أرجون. يستخدم الأرجون النقي للمعادن غير الحديدية وعند استخدامه قطب التنغستنمن الأفضل تناول خليط من 90٪ أرجون و 10٪ هيدروجين.
يستخدم النيتروجين النقي كوسيلة واقية لحام الأجزاء البرونزية والنحاس. هناك نماذج يمكن أن تعمل بدون غاز ، ولكن بعد ذلك يصبح من الضروري استخدام التدفق. من المهم أن تحدد على الفور الظروف التي يجب أن يتم تنفيذ العمل بموجبها ، وما إذا كانت هناك متطلبات لبيئة الغاز.
رجوع إلى الفهرس
معايير الاختيار
إلى نوع شبه تلقائي، من الضروري الانتباه إلى المعلمات المختلفة. تشمل معايير الاختيار:

من المؤشرات المهمة عند اختيار آلة اللحام شبه الأوتوماتيكية قيمة جهد الشبكة الكهربائية.
- سعة تحميل وسيط الإمداد الكهربائي ؛
- اختيار المواد المراد لحامها ، يمكن أن تكون من الفولاذ المقاوم للصدأ ، فولاذ منخفض الكربون ، ألومنيوم ، معادن غير حديدية ؛
- سمك المعدن المعالج
- متطلبات الجودة للحام ؛
- جودة اللحام ، مع مراعاة طوله وعرضه وموضعه في الفضاء ؛
- شدة تشغيل المعدات.
اختيار آلة لحام، من الضروري الانتباه إلى جهد الشبكة الكهربائية. من المهم تحديد الجهاز الذي يمكن استخدامه للعمل بالضبط. على سبيل المثال ، بالنسبة للشبكات أحادية الطور ، فقط تلك الأجهزة التي يمكنها العمل مع شبكات من 220 فولت عند حمل يصل إلى 16 أمبير. لن تعمل بشكل طبيعي.
رجوع إلى الفهرس
ماذا يجب أن يكون تيار اللحام
عند اختيار أي وحدة ، من المهم مراعاة التيار. يحدد هذا المؤشر القيم التي لن ترتفع فيها درجة حرارة الجهاز ، وما هي السماكة التي يمكن لحام المعدن بها. عند اختيار آلة لحام شبه أوتوماتيكية ، يجب مراعاة بعض المؤشرات. على سبيل المثال ، إذا كان المعدن الذي يتم لحامه يصل سمكه إلى 5 مم ، فيمكن عندئذٍ أخذ معدات بتيار يتراوح من 150 إلى 200 ألف ، ويسمح بقطر يبلغ 0.8-1 مم للسلك. ولكن مع زيادة سماكة الأجزاء المراد لحامها ، ستزيد قيمة التيار المقنن إلى 250 أ ، ويستخدم سلك العمل بقطر 1.2-1.6 مم. بمزيد من التفصيل ، سيعتمد اختيار جهاز اللحام في ظل ظروف استخدام ثاني أكسيد الكربون على القيم التالية:
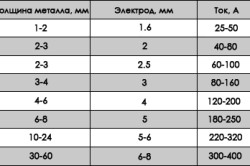
- بسمك معدني يبلغ 0.8-1 مم ، ستحتاج إلى سلك قطره 0.7-0.8 مم. تيار اللحاميجب أن تكون مساوية لـ 50-80 أ.
- مع سماكة المعدن 1.5-2 مم ، ستحتاج إلى سلك قطره 0.8-1.2 مم. يجب أن يكون تيار اللحام 90-200 أ.
- بسماكة معدنية 3 مم ، سيكون قطر السلك 1.2-1.4 مم ، وسيكون تيار اللحام 200-380 أ.
- بسماكة معدنية 4 مم ، سيكون قطر السلك 1.2-1.6 مم ، وسيكون تيار اللحام 200-350 أ.
- بسماكة معدنية 8 مم ، من الضروري استخدام سلك قطره 1.2-2.5 مم. يجب أن يكون تيار اللحام 300-450 أ.
يوصي بعض الخبراء بتوفير هامش بمقدار 50 أ. سيسمح ذلك باستخدام الجهاز للمعادن ذات السماكة الأكبر ، إذا لزم الأمر. من أجل اختيار آلة لحام شبه أوتوماتيكية ، يجب أن تأخذ في الاعتبار مدة الحمل. يعد ذلك ضروريًا حتى لا ترتفع درجة حرارة الجهاز أثناء التشغيل. يتم تحديد هذه القيم دائمًا من قبل الشركة المصنعة ، ولكن مدة الحمل النموذجية هي 60٪. هذا يكفي للعمل الجيد.
26 مايو 2017
استهلاك الغاز للحام شبه الأوتوماتيكي
عادة ما يتم إجراء اللحام شبه الأوتوماتيكي في بيئة غازية باستخدام الأسلاك. هذه العملية لحام القوسباستخدام الطاقة الحرارية القادمة من القوس الكهربائيالذي يربط السطح المعدني للمنتج ونهاية القطب. ما هو الغاز المطلوب للحام شبه الأوتوماتيكي؟
من الضروري اختيار الغاز للحام شبه التلقائي ، بناءً على خصائصه.
الأسيتيلين
صفات:
- عديم اللون؛
- أخف من الهواء
- له رائحة معينة.
هذا هو أحد الغازات الأكثر شيوعًا المستخدمة في مجال النشاط هذا. من بين الأنواع الأخرى من الغاز ، لديه أعلى درجة حرارة احتراق وقطبية عالية. كثيرا ما تستخدم بسبب درجة حرارة عاليةحرق عند قطع الهياكل المعدنية.
تستخدم المولدات المتخصصة لإنتاج الأسيتيلين. يمكن الحصول على الأسيتيلين عن طريق الجمع بين الماء وكربيد الكالسيوم ، والذي يمكنه حتى امتصاص الرطوبة من بيئة الغلاف الجوي. لذلك ، وفقًا لمتطلبات السلامة لهذا المركب الكيميائي ، يتم توفير شروط تخزين خاصة.
هيدروجين
صفات:
- عديم اللون؛
- ليس له رائحة
- يشير إلى المتفجرات.
عندما يقترن الهواء بالأكسجين ، يشكل الهواء غازًا متفجرًا.وفقًا لمتطلبات السلامة ، يجب ألا تكون أسطوانات الهيدروجين تحت ضغط يزيد عن 15 ميجا باسكال.
تستخدم المولدات المتخصصة لإنتاج الهيدروجين. يتم إطلاق الهيدروجين أيضًا من خلال تخليق الماء.

غاز فرن فحم الكوك
صفات:
- عديم اللون؛
- له رائحة معينة.
وهو منتج ثانوي يتم استخراجه من عملية تعدين الكوك ، والذي يتم إزالته بدوره من الفحم. يمكن نقل هذا الغاز باستخدام خطوط الأنابيب.
الغاز الطبيعي: الميثان ، البوتان ، البروبان
أنواع الغازات الشائعة إلى حد ما المستخدمة في العديد من وظائف اللحام. لا توجد متطلبات خاصة لهم أثناء النقل والتخزين. يتم استخراج هذه الأنواع من الغازات للحام شبه التلقائي في حقولهم.
غاز الانحلال الحراري
يتم استخراجه أثناء تحلل المنتجات البترولية. يساهم هذا الغاز في تكوين تآكل لأبواق الموقد ، ونتيجة لذلك تفشل بسرعة. يتم تنظيف غاز الانحلال الحراري قبل استخدامه المباشر.تستخدم هذه المادة في لحام الهياكل المعدنية وقطعها.
ما هو الغاز المناسب للحام؟
لهواية اللحام الظروف المعيشيةمن الأفضل اختيار الأجهزة شبه الأوتوماتيكية التي يمكن توصيلها بشبكة 220 فولت القياسية ، لكن هذا الشرط ليس هو الشرط الوحيد للاختيار الصحيح للمعدات. غالبًا ما يتم الخلط بين المستخدمين بسبب العلامات الموجودة على الأدوات: MAG و MIG. ماذا يعني هذا الاختصار؟
- MAG هي آلة شبه أوتوماتيكية للعمل مع الكربون.
- MIG - شبه أوتوماتيكي للعمل مع الأرجون.
من الممكن أيضًا دمج هذه الغازات أو استخدام الخلائط التي تكون أساسها. تعتمد النتيجة النهائية على تركيبة الخلائط المستخدمة والجودة وصلة ملحومة. يتضمن MAG أو MIG استخدام نوع معين من أسلاك الحشو. الخيارات العامة للأجهزة شبه الأوتوماتيكية قادرة على العمل مع أي خليط غازي.
ينصح عمال اللحام ذوو الخبرة باستخدام خليط يحتوي على ثاني أكسيد الكربون / الأرجون ، 20/80 ، على التوالي ، للحام شبه الأوتوماتيكي. يسهل تكوين الغاز بهذه النسبة إلى حد كبير عملية اللحام ، ويسمح لك بالحصول على وصلة ملحومة عالية الجودة تمامًا ، بينما لا يحتاج التماس الناتج إلى معالجة إضافية.
بالنسبة للجهاز شبه التلقائي ، يتم اختيار الغاز اعتمادًا على قوة الجهاز نفسه ، ونوع المادة التي يتم لحامها. على سبيل المثال ، يتم استخدام الأرجون عند معالجة العينات من المعادن غير الحديدية ، ويستخدم النيتروجين النقي في لحام الأجزاء النحاسية.
اللحام بالغاز شبه الأوتوماتيكي
غاز اللحام شبه الأوتوماتيكيالنحاس الصلب ، وعينات التيتانيوم ، وسبائكها هو إجراء لتوصيل الفرد المنتجات المعدنيةمن خلال إمداد منطقة توصيل سلك الحشو بالغاز ، مما يحمي المواد المنصهرة من التأثيرات الضارة للهواء.
مزايا اللحام بالغاز
- لتنفيذ الوصلات الملحومة للهياكل المعدنية باستخدام الغاز ، ليست هناك حاجة لشراء معدات باهظة الثمن إلى حد ما.
- عند استخدام ثاني أكسيد الكربون أعمال اللحاميمكن تنفيذها على أي جزء من المباني والهياكل. هذا يلغي استهلاك الطاقة الإضافي.
- خلال فترة اللحام ، هناك إمكانية لتغيير قوة اللهب. وهذا يجعل من الممكن لحام عينات من أنواع مختلفة ، على سبيل المثال ، التيتانيوم بالنحاس ، والرصاص بالنحاس ، والمعادن الأخرى بنقاط انصهار مختلفة.
- لا يمكن توصيل طريقة اللحام هذه فقط الإنشاءات المعدنية، ولكن أيضًا لإنتاج تصلبها ، وقطعها.
- اللحامات بالغاز شبه الأوتوماتيكية أقوى بكثير من اللحام بالقوس الكهربائي.
يتم التوصيل عن طريق اللحام شبه الأوتوماتيكي للحديد الزهر والنحاس والنحاس والفراغات الرصاصية بشكل أسرع وأفضل.
ملامح أداء العمل
- إذا قمت بضبط الطاقة بشكل صحيح على الجهاز شبه التلقائي ، فحدد السلك الأمثل ، وسرعة تغذية الأسلاك ، واستهلاك ثاني أكسيد الكربون ، وستكون الوصلات الملحومة من أفضل جودة.
- تسخن الأسطح المراد لحامها وتبرد ببطء إلى حد ما. عند توصيل أجزاء النحاس والصلب والتيتانيوم ، يتم تنظيم درجة حرارة اللهب. درجة حرارة اللهب القصوى عند الوضع الرأسي، وفقًا للتغيير في زاوية الميل ، ستنخفض.
- عند إجراء اللحام شبه الأوتوماتيكي بالغاز في ثاني أكسيد الكربون ، يتم توفير خيارين من المعدات. في الحالة الأولى ، تعمل وحدات اللحام مع الأرجون وغيرها الغازات الخاملة. في الحالة الثانية ، تعمل الأجهزة شبه الأوتوماتيكية بثاني أكسيد الكربون.
- استخدام اسطوانة غاز ضغط مرتفعيعقد بشكل كبير أداء أعمال الجسم ، لحام اتصالات خطوط الأنابيب في المناطق المفتوحة. ولكن بالنسبة للعمل الثابت ، تعتبر هذه التقنية هي الأكثر فعالية.
- في اللحام بالغاز ، يتم استخدام سلك يحتوي على السيليكون والمنغنيز. يتم التحكم في استهلاكه بشكل صارم ، ويتم الإمداد بالمنطقة الملحومة مع الغاز ، الذي يحمي السلك والمعادن المتصلة من التأثيرات السلبية للهواء. تحدد المعايير درجات الأسلاك الموصى بها للاستخدام مع معدات اللحام المحددة.
فوائد اللحام شبه الأوتوماتيكي بثاني أكسيد الكربون لإصلاح السيارات
- يمكن الحصول على تقنية اللحام بثاني أكسيد الكربون بسهولة ، إذا لزم الأمر ، يمكن دراستها بسرعة.
- تتيح المنطقة المحدودة للتأثيرات الحرارية توصيل المنتجات المعدنية الرقيقة.
- ثاني أكسيد الكربون هو أسهل أنواع الغازات المستخدمة في اللحام.
- معدل ذوبان مرتفع نسبيًا لسلك الحشو ، على التوالي ، إنتاجية عالية.
- يحترق الطلاء الموجود على المنتج في شريط ضيق. وهذا يسمح بتقليل الأعمال التحضيرية والتشطيبية.
- تتميز اللحامات بجودة عالية لأجزاء مختلفة السماكة.
- ليست هناك حاجة لتركيب العينات الملحومة مسبقًا.
حصيلة
يتيح لك اللحام شبه الأوتوماتيكي بالغاز توفير وقت العمل بشكل كبير ، حيث لا توجد حاجة لاستبدال الأقطاب الكهربائية وتنظيف تكوينات الخبث على الوصلات الملحومة.
تتطلب تكنولوجيا لحام المعادن في بيئة الغاز الخامل استخدام مادة مثل خليط اللحام ، والتي يتم من خلالها تحقيق أعمال عالية الجودة ، وإنتاج فعال للمفاصل والدرزات. كان المستوى الجديد في طريق تحديث وتحسين أعمال اللحام هو استخدام الخلائط القائمة على الأرجون. ومع ذلك ، هناك مخاليط تعتمد على الأكسجين وثاني أكسيد الكربون.
أنواع المخاليط
- الأرجون مع ثاني أكسيد الكربون.
- الأرجون بالأكسجين
- ثاني أكسيد الكربون مع الأكسجين.
الأرجون وثاني أكسيد الكربون
يكون استخدام هذا المزيج (غالبًا 18-25٪) فعالاً عند العمل على ربط الفولاذ منخفض السبائك والفولاذ منخفض الكربون. عند المقارنة باللحام في الأرجون النقي أو ثاني أكسيد الكربون ، يمكن فهم أن الخليط المعني يجعل من الممكن تحقيق نقل نفاث أسهل لمعدن الإلكترود. تكون اللحامات بلاستيكية أكثر من العمل في ثاني أكسيد الكربون النقي.يقلل من احتمالية تكون المسام.
الأرجون والأكسجين
غالبًا ما يتم استخدام خليط غاز الأرجون مع الأكسجين أثناء الانضمام إلى العمل مع السبائك و سبائك فولاذية منخفضة. مزيج طفيف من الأكسجين يمنع تكوين المسام.

عن طريق إضافة الأكسجين إلى ثاني أكسيد الكربون ، يتم تقليل تناثر المعدن أثناء إنتاج المفاصل ، وبعد ذلك يتم تحسين تكوين التماس. بالإضافة إلى ذلك ، يزداد إطلاق الطاقة الحرارية ، مما يؤدي إلى زيادة إنتاجية العمل إلى حد ما. بالنظر من الجانب الآخر لهذا الخليط ، فإن نتيجة الأكسدة المتزايدة هي التدهور الخواص الميكانيكيةالتماس.
يمزج TU 2114-001-99210100-09:
- خليط اللحام بالغاز من الأرجون (80٪) + ثاني أكسيد الكربون (20٪) - Ar + CO2 20٪ ؛
- أرجون (95٪) + أكسجين (5٪) - عر + O2 5٪ ؛
- الأرجون (92٪) + ثاني أكسيد الكربون (8٪) - Ar + CO2 8٪ ؛
- الأرجون (88٪) + ثاني أكسيد الكربون (12٪) - Ar + CO2 12٪ ؛
- الأرجون (98٪) + ثاني أكسيد الكربون (2٪) - Ar + CO2 2٪ ؛
- الأكسجين (95٪) + ثاني أكسيد الكربون (5٪) - O2 + CO2 5٪.
لماذا يمزج الطلب؟
يعتبر خليط اللحام مساعدًا مفيدًا في الطريق لإنشاء وصلات متينة وعالية الجودة وقطعة واحدة. يتم لفت الانتباه إلى المزايا التي تتمتع بها الخلائط المكونة من الأرجون مع إضافة ثاني أكسيد الكربون.
مزايا:
- تقليل كمية البقع المعدنية العالقة في منطقة المفصل ، ونتيجة لذلك ، تقليل صعوبة إزالة الرذاذ بنسبة تصل إلى 95٪ ؛
- زيادة كتلة المادة المترسبة لكل وحدة زمنية ، مما يقلل من فقد مادة القطب الكهربائي بسبب تناثرها أثناء إنتاج المفاصل ؛
- زيادة كبيرة في اللدونة وكثافة تثبيت الأجزاء المعدنية ؛
- زيادة كبيرة في قوة وصلة اللحام ؛
- تحسين ظروف العمل الصحية في مكان العمل ، والتي يتم الحصول عليها عن طريق تقليل كمية الأبخرة وأبخرة اللحام المنبعثة بشكل كبير ؛
- استقرار عملية اللحام ، حتى لو تم تغذية السلك بشكل غير متساو في منطقة الوصلة. كما لوحظ استقرار العمل في وجود آثار الصدأ وزيوت التشحيم التكنولوجية على سطحه.
جانب الجودة
لا يوفر غاز الأكسجين اللحام استقرار وجودة المفاصل كما يفعل الأرجون. وبالتالي ، فإن الخليط القائم على الأرجون قادر على تقليل كمية شوائب الأكسيد ، ويساهم أيضًا في صقل الحبوب ، مع تحسين البنية المجهرية المعدنية. كما أنه يزيد من عمق اختراق المفصل والدرز ، مما يزيد من الكثافة ، مما يؤدي في النهاية إلى زيادة قوة الهياكل المتصلة باللحام.
أداء
يتم زيادة سرعة اللحام مقارنة بالسرعة التقليدية بشكل ملحوظ (مرتين في الواقع). ويرجع ذلك إلى انخفاض توتر المعدن المنصهر على السطح ، وبعد ذلك يحدث انخفاض في تناثر وتناثر معدن القطب بنسبة 70-80٪. في معظم الحالات ، يستبعد عدد ضئيل من البقع ، خبث السطح ، بهدف تنظيف عناصر اللحام.
توفير الوقت والمال
ربط العمل في بيئة غازية واقية يساعد على تقليل استهلاك الأسلاك والكهرباء بنسبة 10-15٪. بالإضافة إلى ذلك ، يمكن أن يؤدي استخدام الأرجون إلى تقليل الوقت المستغرق في تنظيف الفواصل وإعدادها قبل الطلاء أو الجلفنة بشكل كبير. يتم أيضًا زيادة عمر خدمة الفوهات والأقنعة والسترات بشكل كبير ، ونتيجة لذلك تنشأ نتيجة - انخفاض في التكاليف المالية لاستبدال المواد المذكورة أعلاه.
تحسين ظروف العمل
دخان اللحام وتركيزه أثناء التزاوج قطع معدنيةمن خلال يتم تقليله بشكل كبير. كما أنه يقلل من تركيز الهباء والغازات الضارة. وبالتالي فإن صحة عامل اللحام لا تتعرض للتأثيرات الضارة للمواد المذكورة أعلاه. بالإضافة إلى ذلك ، يتم تقليل خطر الإصابة بمرض مهني من عمال اللحام - السحار السيليسي في الرئتين. نتيجة لكل ما سبق ، تم تحسين ظروف العمل بشكل ملحوظ عند استخدام الأرجون.
كيف يتم الاختلاط؟
غالبًا ما يعتمد إجراء الخلط على استخدام أجهزة قياس الدوران. يتم الخلط مباشرة في مكان عمل عامل اللحام ، أي عمود اللحام، ولكن يمكن أيضًا استخدام الإمداد متعدد المحطات لمخاليط ومخاليط الغاز في مصنع الشركة المصنعة. يمكن ضبط تركيبة الخليط عن طريق تغيير معدل تدفق الغاز باستخدام مخفض مثبت على الأسطوانة.
يتم تحديد نسبة المواد بواسطة مقياس دوار مُعاير مسبقًا وفقًا لموضع العوامة. فيما يتعلق بتصميم مقياس الدوران ، فهو يتكون من أنبوب زجاجي مخروطي ، يتم وضعه في إطار معدني. تستوعب المساحة الداخلية للأنبوب عوامة مصنوعة من الألومنيوم أو الإيبونيت أو الفولاذ المقاوم للتآكل.
مخاليط غاز اللحام على أساس الأرجون وثاني أكسيد الكربون.
لجودة عالية أعمال اللحام الكهربائيفي البيئة الغازات الواقيةتقدم Cryogenservice مجموعة واسعة من خلائط اللحام القائمة على الأرجون ، بالإضافة إلى تعبئة الأسطوانات بمخاليط اللحام من أي حجم!
معلومات مفيدة:
هل من الممكن تقليل تكاليف اللحام وتحسين جودة اللحام في نفس الوقت؟
نعم! نعم ، ونعم مرة أخرى!
تعمل تقنية اللحام في بيئة واقية باستخدام مخاليط غاز اللحام على تحسين جودة العمل وكفاءة عمليات اللحام بشكل كبير. مستوى جديد في التحسين عمليات اللحامكان استخدام مخاليط الغاز القائمة على الأرجون!
مزايا استخدام خلائط اللحام المكونة من الأرجون مقارنة بثاني أكسيد الكربون:
زيادة كمية المعدن المترسب لكل وحدة زمنية ، وكذلك تقليل فقد معدن القطب الكهربائي للتناثر.
تقليل كمية الرذاذ اللاصق (الرش) في منطقة الوصلة الملحومة ، ونتيجة لذلك ، تقليل كثافة اليد العاملة لإزالتها بنسبة تصل إلى 95٪. زيادة كثافة وليونة معدن اللحام. زيادة قوة الوصلة الملحومة. عملية اللحام مستقرة حتى مع بعض التغذية غير المتكافئة سلك لحاموكذلك وجود اثار تكنولوجية للشحوم والصدأ على سطحه. تم تحسين ظروف العمل الصحية في مكان عمل اللحام بسبب الانخفاض الكبير في كمية انبعاثات أبخرة وأبخرة اللحام.
أفضل جودة:
يقلل من كمية شوائب الأكسيد وينقي الحبيبات ، ويحسن البنية المجهرية للمعدن. يزيد من عمق اختراق التماس ، ويزيد من كثافته ، مما يزيد في النهاية من قوة الهياكل الملحومة.
قوة إجهاد عالية ، أفضل مظهر خارجيالمنتجات هي حجج قوية لصالح مخاليط اللحام في اللحام.
أداء أعلى:
يتم مضاعفة سرعة اللحام بالمقارنة مع التقليدية (في بيئة الحماية من ثاني أكسيد الكربون). هذا يرجع إلى أقل التوتر السطحيمعدن مصهور ، مما يؤدي إلى انخفاض بنسبة 70٪ -80٪ في تناثر وتناثر معدن القطب. تستثني كمية صغيرة من الترشيش وخبث السطح في كثير من الحالات العمل على تنظيف العناصر المراد لحامها.
مدخرات:
يقلل من استهلاك الكهرباء واسلاك اللحام بنسبة 10-15٪. يقلل بشكل كبير من تكاليف التنظيف والتحضير اللحاماتقبل الطلاء أو الجلفنة. يزيد من العمر التشغيلي لفوهات اللحام وأكواب الأقنعة والسترات ، مما يؤدي إلى تقليل تكلفة استبدالها.
أفضل ظروف العمل:
يحافظ دخان أقل بشكل ملحوظ وأيروسولات اللحام والغازات الضارة على سلامة اللحام ويسمح له بالعمل باهتمام أكبر لفترة طويلة. يقلل من خطر الإصابة بأمراض مهنية من عمال اللحام - السحار السيليسي للرئتين.
لقد حان الوقت لاستخدام التقنيات التقدمية والمنتجات الجديدة التي تسمح للمصنعين بتوفير عمل عالي الجودة وكفاءة إنتاج ، وتحسين ظروف عمل عمالهم وحمايتها.
توفر شركة Cryogenservice مخاليط غاز اللحام ، وتملأ الأسطوانات وتسلمها على الفور عن طريق النقل المتخصص.
جدول مقارنة لاختيار تركيبة خليط اللحام
| اسم وتسمية خليط الغازات | تكوين وطريقة التسليم | النطاق في اللحام |
|---|---|---|
| خليط الغاز TU 2114-001-87144354-2012 Ar / 2CO2 | 98٪ Ar + 2٪ CO2Ar - درجة غازية أرجون من أعلى درجة (99.993٪) ؛ ثاني أكسيد الكربون - ثاني أكسيد الكربون بدرجة غازية عالية (99.8٪) يتم توريدها: في أسطوانات فولاذية تحت ضغط 150 كجم / سم 2 ؛ في أحادي الكتلة BMKB - تحت ضغط 200 كجم / سم 2. الاسطوانات مطلية باللون الأسود وعليها كتابة بيضاء "خليط من Ar - CO2 |
اللحام شبه الأوتوماتيكي: — الفولاذ المقاوم للصدأ; - المنتجات ذات الجدران الرقيقة (بسمك أقل من 1 مم) من المنتجات العادية الفولاذ الإنشائي; - لحام اللحام شبه الأوتوماتيكي للأجزاء المجلفنة والوصلات النحاسية والحديدية. |
| خليط الغاز TU 2114-001-87144354-2012 Ar / 10CO2 | 90٪ Ar + 10٪ CO2Ar - درجة غازية أرجون من أعلى درجة (99.993٪) ؛ ثاني أكسيد الكربون - ثاني أكسيد الكربون بدرجة غازية عالية (99.8٪) يتم توريدها: في أسطوانات فولاذية تحت ضغط 150 كجم / سم 2 ؛ في أحادي الكتلة BMKB - تحت ضغط 200 كجم / سم 2. | - اللحام شبه الأوتوماتيكي للفولاذ الإنشائي ذي السبائك المنخفضة والمتوسطة ؛ - جميع أنواع اللحام عالي السرعة ؛ - لحام نبضي - من الممكن العمل في كل من وضع النقل ذي القطرة الصغيرة وفي الوضع النفاث. |
| خليط الغاز TU 2114-001-87144354-2012 Ar / 18CO2 |
82٪ Ar + 18٪ CO2Ar - درجة غازية أرجون من أعلى درجة (99.993٪) ؛ ثاني أكسيد الكربون - ثاني أكسيد الكربون درجة غازية من أعلى درجة (99.8٪) يتم توفير خليط غاز اللحام: في أسطوانات فولاذية تحت ضغط 150 kgf / سم 2 ؛ في أحادي الكتلة BMKB - تحت ضغط 200 كجم / سم 2. الاسطوانات مطلية باللون الأسود وعليها كتابة بيضاء "خليط Ar-CO2". |
خليط الغاز الأكثر تنوعًا في اللحام شبه الأوتوماتيكي للفولاذ الإنشائي الكربوني ، وهو مناسب لجميع أنواع المواد وأنواع اللحامات تقريبًا. |
| خليط الغاز TU 2114-001-87144354-2012 Ar / 20CO2 رقم الشهادة NAKS АЦСМ-12-01610 |
80٪ Ar + 20٪ CO2Ar - درجة غازية أرجون من أعلى درجة (99.993٪) ؛ ثاني أكسيد الكربون - ثاني أكسيد الكربون بدرجة غازية عالية (99.8٪) يتم توريدها: في أسطوانات فولاذية تحت ضغط 150 كجم / سم 2 ؛ في أحادي الكتلة BMKB - تحت ضغط 200 كجم / سم 2. الاسطوانات مطلية باللون الأسود وعليها نقش أبيض "خليط Ar-CO2". |
- اللحام شبه الأوتوماتيكي وتسطيح الفولاذ الإنشائي التقليدي ؛ - اللحام شبه الأوتوماتيكي للفولاذ المقاوم للصدأ بسلك ذو قلب متدفق ؛ - القدرة على الأداء طبقات عموديةمع الحد الأدنى من ترشيش |
| خليط الغاز TU 2114-001-87144354-2012 Ar / 25CO2 |
75٪ Ar + 25٪ CO2Ar - درجة غازية أرجون من أعلى درجة (99.993٪) ؛ ثاني أكسيد الكربون - ثاني أكسيد الكربون بدرجة غازية عالية (99.8٪) يتم توريدها: في أسطوانات فولاذية تحت ضغط 150 كجم / سم 2 ؛ في أحادي الكتلة BMKB - تحت ضغط 200 كجم / سم 2. الاسطوانات مطلية باللون الأسود وعليها نقش أبيض "خليط Ar-CO2". | - اللحام شبه الأوتوماتيكي وتسطيح الفولاذ الإنشائي التقليدي ؛ - لحام خطوط الأنابيب على الآلات الأوتوماتيكية والروبوتات ؛ - يوفر أقصى اختراق مع الحد الأدنى من ترشيش ؛ - القدرة على العمل في جميع المواضع |
أعلى
شركة "Cryogenservice" تزود المؤسسات (بمختلف أنواعها) الغازات التقنية: النيتروجين والأرجون والأسيتيلين ومخاليط الغاز وهليوم الدرجة "أ" والهيليوم بدرجة "ب" والأكسجين الصناعي والبروبان وثاني أكسيد الكربون. بالإضافة إلى الإمدادات الغازات التقنية، الشركة متخصصة في التجارة اسطوانات الغازتم إنتاجه وفقًا لـ GOST 949-73 و GOST 15860-84 (للبروبان). ضمن خدمات إضافيةبالنسبة للشركات ، يمكننا ملاحظة خدمات الإصلاح والتأجير والشراء وإعادة الفحص (التصديق) لأسطوانات الغاز.



