عاكس لحام بقوس الأرجون من الألومنيوم. ملامح عمل اللحام مع أجزاء الألومنيوم. لحام ألومنيوم MIG نصف أوتوماتيكي.
- المرحلة التحضيرية للعمل
- قطبية
- تكنولوجيا لحام الألمنيوم
- تأثير طريقة اللحام على جودة التماس
- تدابير أمنية
- قائمة الأدوات والمواد
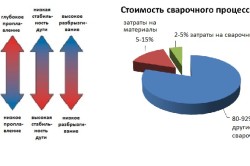
تم استخدام اللحام لأكثر من عقد من الزمان. يتطلب تشييد أي مبنى أو هيكل تقريبًا وجود اتصال الهياكل المعدنية. يمكن أن يكون من الحزم المعدنية والأسلاك. لقد وجد اللحام تطبيقًا واسعًا في الصناعة. إذا استخدموا منذ بضع سنوات معدات كبيرة الحجم (محولات) ، فإن العواكس تستخدم اليوم بشكل متزايد. من الأهمية بمكان لحام أجزاء الألومنيوم. لا يعرف الكثير من الناس كيفية طهي الألومنيوم باستخدام العاكس. له خصائصه الخاصة المرتبطة بخصائص هذا المعدن.

تُعرف عدة أنواع من اللحام: القوس اليدوي ، والغاز ، وكذلك استخدام آلة نصف أوتوماتيكية أو آلية. بالنسبة للألمنيوم ، يعتبر كل من اللحام اليدوي واللحام شبه الأوتوماتيكي مناسبين. في الحالة الأخيرة ، يقوم جهاز خاص بدفع سلك اللحام إلى منطقة العمل ، ويقوم عامل اللحام ببقية العمل. كل هذا يحسن الجودة بشكل كبير. وصلة ملحومةويزيد من القوة الهيكلية. من الضروري النظر بمزيد من التفصيل في المراحل الرئيسية للعمل على منتجات الألمنيوم اللحام.
ما هو العاكس؟
من أجل الطهي باستخدام العاكس بشكل صحيح ، تحتاج إلى معرفة ميزاته. العاكس هو جهاز يستخدم لتحويل التيار المباشر إلى تيار متردد. هذا يغير التردد أو الجهد. يمكن استخدام العواكس مع أجهزة أخرى أو بشكل منفصل. العاكسون مختلفون ، لكنها كلها مضغوطة للغاية. اليوم ، تتوفر جميع المحولات تقريبًا كأجهزة محمولة. إنها مريحة للغاية للتنظيم أعمال اللحام. من المهم أنه من المستحسن طهي الألمنيوم باستخدام العاكس فقط غاز وقائي. كأخير ، يتم استخدام الأرجون. بسبب كل هذا ، يوصى بشراء محولات مخصصة للأرجون- لحام القوس. يتميز هذا الجهاز بالمزايا التالية:
- ضمان الاحتراق الأمثل لقوس اللحام ؛
- اشتعال سريع
- تشكيل التماس متساوي وعالي الجودة ؛
- القدرة على لحام منتجات الألمنيوم ذات السماكة الدنيا.

لحام الألومنيوم ، تحتاج إلى اختيار المعدات المناسبة (العاكس). اليوم ، هناك مجموعة كبيرة من هذا المنتج في المتاجر. تعمل جميع الوحدات تقريبًا بجهد 220 فولت المواصفات الفنيةتشمل حدود تنظيم قوة التيار الكهربائي ، ووجود أو عدم وجود التصاق محتمل بالمعدن ، والأبعاد ، ووجود اشتعال سريع للقوس.
تكلفة الوحدة تعتمد على خصائصها. يمكن شراء أبسط العاكس مقابل 6000-7000 روبل. في حالة حدوث ذلك بشكل غير متكرر ، فمن الأفضل استعارة هذا الجهاز. عند شراء المعدات ، يجب الانتباه إلى فترة الضمان ووجود جواز سفر تقني ومظهره.
رجوع إلى الفهرس
ميزات منتجات اللحام الألومنيوم

عند استخدام العاكس ، تحتاج إلى الطهي بعناية فائقة. يعرف عمال اللحام ذوو الخبرة أن لحام الحديد والحديد الزهر والصلب أسهل بكثير في اللحام من الألمنيوم. ما الذي يسبب مثل هذه الصعوبات؟ الشيء هو أن الألومنيوم ينتمي إلى معادن غير حديدية وله ميزات.
أولاً ، يحتوي أي منتج من منتجات الألمنيوم على طبقة رقيقة على سطحه. تتشكل في ظروف طبيعية تحت تأثير الهواء. عندما يتأكسد المعدن ، يصعب جدًا إزالة هذا الفيلم المقاوم للحرارة ، مما يعقد عملية اللحام بشكل كبير.
في ضوء ما تقدم ، مباشرة قبل الاشتعال القوس الكهربائيتحتاج إلى تحضير سطح الألمنيوم. سيتطلب ذلك فرشاة معدنية أو محلولًا للمواد الكيميائية. بمساعدة الحركة الميكانيكية أو الكيميائية ، يمكن إزالة الفيلم. من المهم أن يتم استخدام سلك خاص بقلب التدفق (التدفق) لهذا الغرض. هذا الأخير يذوب ويتبخر الفيلم.

ثانيًا ، يكمن تعقيد لحام الألومنيوم في خواصه الفيزيائية والكيميائية. وهو معدن ناعم للغاية وقابل للطرق يفقد قوته عند تعرضه لدرجات حرارة عالية. يحتوي الألمنيوم على سيولة عالية ، لذلك من أجل تجنب تسرب المعدن المنصهر ، ينصح باللحام في طبقة واحدة. في هذه الحالة ، غالبًا ما تستخدم البطانات المعدنية.
ثالثًا ، يمكن أن تتشوه منتجات الألمنيوم بسهولة أثناء التبريد ، وتتكون الشقوق. لتجنب ذلك ، ليس من الضروري وضع اللحامات بالقرب من بعضها البعض ، وكذلك إدخال إضافات خاصة تسمى المعدلات في اللحامات.
رابعًا ، هناك سمة مميزة أخرى لهذا المعدن وهي أنه أثناء التشغيل ، حتى عند درجة حرارة قوس تصل إلى عدة آلاف من الدرجات ، فإنه لا يغير لونه. هذا يجعل من الصعب التحكم في تشكيل حوض اللحام.
رجوع إلى الفهرس
المرحلة التحضيرية للعمل
لحام الألومنيوم ، من الضروري تحضير المعدات والأدوات والمواد. يجب أن نتذكر أن توصيل منتجات الألمنيوم يتم باستخدام الأرجون الواقي. بالإضافة إلى ذلك ، سوف تحتاج إلى بادئة خاصة. يتصل بالعاكس. بالنسبة للأقطاب الكهربائية ، يفضل استخدام أقطاب كهربائية مطلية بالتنغستن. يجب أن تكون غير قابلة للذوبان. تكمن خصوصية هذه الأقطاب في أنها تحتوي على أملاح معدنية قلوية ، والتي تساهم في حرق قوس اللحام بشكل أفضل. الأملاح تحمي الألمنيوم من الأكسدة. عند اختيار قطر الأقطاب الكهربائية ، يؤخذ سمك المعدن بعين الاعتبار.
بالإضافة إلى الجهاز والأقطاب الكهربائية ، سيكون سلك الحشو مفيدًا. العلامات التجارية الأكثر شيوعًا للأسلاك هي "AO" و "AK". لحام الألومنيوم ، يجب أن يكون قطر سلك الحشو بين 2 و 5 مم. لتسهيل اللحام ، يمكنك استخدام شبه التلقائي. في غضون ذلك ، بدلا من الأقطاب الكهربائية التقليديةيتم استخدام سلك لحام يتم تغذيته بالمعدن ليتم لحامه بآلية خاصة. لا يمكن إجراء اللحام بدون مصدر طاقة. يجب أن تكون الشبكة الكهربائية في حالة جيدة. أما القوة الحالية فتعتمد على سمك المعدن وقطر الأقطاب. يمكنك اختيار وضع اللحام الأمثل باستخدام تعليمات الاستخدام المرفقة بالعاكس.
رجوع إلى الفهرس
الغاز الواقي للحام الألومنيوم
يجب أن يكون الألمنيوم ملحومًا في بيئة غاز واقية. اليوم ، يتم أخذ ثاني أكسيد الكربون أو الهيليوم أو الأرجون أو خليط منهم لهذه الأغراض. للألمنيوم ، الأرجون هو الأفضل. يتم إجراء اللحام باستخدام غاز تدريع الأرجون بشكل شبه تلقائي. الأرجون غاز خامل. هذا يعني أنه يمنع أكسدة الألمنيوم ويمنع التأثير السلبي للنيتروجين والأكسجين على المعدن. لا يدخل الأرجون نفسه في تفاعل كيميائي مع مواد أخرى في منطقة عمل عامل اللحام.
الأرجون توريد مباشرة إلى العاكس نوع شبه تلقائييمكن تنظيمها بطريقتين: عن طريق توصيل خرطوم بخط أنابيب غاز مركزي أو بالأسطوانات. يحتوي الأخير على عدة مئات من اللترات من هذا الغاز دفعة واحدة. إذا نادرا ما يتم تنفيذ أعمال اللحام ، فقم بالشراء اسطوانات الغازغير مربحة. من الأهمية بمكان حقيقة أن خليط يحتوي على الأرجون أفضل من الأرجون النقي. خليط الغازيوفر معدل انصهار أعلى ، وتقليل ترشيش المعدن ، وجودة لحام أفضل. بالإضافة إلى ذلك ، يتم توفير الكهرباء.
رجوع إلى الفهرس
قطبية
للحصول على النتيجة المثلى ، من الضروري تنظيم الإمداد الصحيح للتيار الكهربائي. هناك شيء مثل القطبية. بوجود الأرجون مع العاكس التيار المتناوب. في هذه الحالة ، يجب عكس القطبية. هذا يعني أنه يتم توفير "+" لأجزاء الألومنيوم ، و "-" للمعدات نفسها (الموقد). ماذا عن التيار المباشر؟ عكس القطبية، ثم في وجود أقطاب كهربائية غير قابلة للاستهلاك ، لا يتم توفيره. هناك سبب واحد فقط - التوزيع غير الصحيح للطاقة الحرارية بين الأجزاء وقطب اللحام.
يجب أن يتذكر عامل اللحام أن الأرجون يمنع الاشتعال الطبيعي لقوس اللحام. إذا ، باستخدام الطريقة اليدوية لتوصيل الأجزاء ، يكفي لمس سطح المنتج بقطب كهربائي ، فلن يعمل هذا في هذه الحالة. من أجل اشتعال القوس بشكل أسرع ، يتم استخدام مذبذب. يساهم في توليد نبضات عالية التردد ، ونتيجة لذلك يشتعل القوس بسرعة. يجب توصيل المذبذب بالجهاز مع مصدر الطاقة. من المهم أن القوة الحالية يجب أن تتجاوز تلك عند لحام الهياكل الفولاذية.
رجوع إلى الفهرس
تكنولوجيا لحام الألمنيوم
التوقف لحام الأرجونالألومنيوم ، فأنت بحاجة إلى معرفة أن أقطاب التنغستن تفقد خصائصها أثناء التخزين والاستخدام على المدى الطويل. يمكنهم تجميع كمية كبيرة من أكسيد التنغستن ، والتي منها اللحاميصبح أقل ديمومة.
لإزالتها ، يُنصح بشحذ الأقطاب الكهربائية بقرص معدني. تعتبر أقراص الشحذ أدوات متعددة الأغراض ولا يجب استخدامها لأغراض أخرى.
يجب إجراء لحام الألمنيوم في موعد لا يتجاوز 8 ساعات بعد التنظيف الميكانيكي أو الكيميائي لحواف وأسطح أجزاء الألومنيوم.

خلاف ذلك ، سوف يتشكل فيلم جديد.
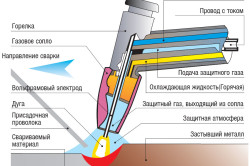
بعد ضبط الوضع والتحقق من سلامة الجهاز ، يتم تشغيل زر البدء. يشتعل القوس بمساعدة مذبذب. يحترق مباشرة بين الألومنيوم والقطب الكهربائي. لتجنب الحصول على اتصال سيئ ، يوصى بتجربة وضع اللحام على بعض المنتجات الأخرى. يقع القطب أثناء التشغيل في الموقد. من خلال هذا الأخير ، يدخل الأرجون في الحجم المطلوب. بالنسبة لمادة الحشو (السلك) ، يمكن إدخالها في منطقة العمل تلقائيًا أو يدويًا. ليس من الضروري وضع فوهة الموقد تجاه نفسها ، فمن الضروري تشغيل الموقد بسرعة واحدة.
إذا كان سمك الألمنيوم أقل من 3 مم ، فإن التماس يكون من طبقة واحدة. في هذه الحالة ، تحتاج إلى بطانة حتى لا يتسرب المعدن. بسمك جزء يصل إلى 6 مم ، يمكن حذف شطبة الحواف ، ويمكن أن يكون التماس على الوجهين. في وجود الألمنيوم السميك ، يتم عمل ما يصل إلى أربعة تمريرات بشعلة. إذا تم العمل على محولات شبه أوتوماتيكية ، فيمكن استخدام أسلاك الألمنيوم. قطرها الأمثل هو 1-2 مم ، القوة الحالية لا تزيد عن 300 ألف ، استهلاك الأرجون من 300 إلى 600 لتر / ساعة ، ومعدل وصول السلك 150-160 م / ساعة. عند استخدام أقطاب التنغستن ، يجب أن يكون التيار متناوبًا ، وفي وجود أقطاب كهربائية قابلة للاستهلاك ، يجب أن يكون ثابتًا.
بسبب المواد الكيميائية و الخصائص الفيزيائية، يتم إجراء لحام هياكل الألمنيوم بشكل مختلف عن لحام الفولاذ والفولاذ المقاوم للصدأ والمعادن الأخرى. لجعل اللحامات قوية ومتساوية ، وبناء سبائك الألومنيومكان موثوقًا به ، مستخدمًا تقنيات خاصة.
تتميز سبائك الألومنيوم بالقوة وخفة الوزن والمقاومة العالية للتآكل. أتاح الجمع بين هذه الصفات إمكانية استخدامها في العديد من الصناعات: صناعة الطائرات وبناء السفن وصناعة السيارات وغيرها. الألمنيوم في شكله النقي ، بدون شوائب ، له قوة قليلة جدًا واستخدامه مختلف نوعًا ما. نادرا ما تستخدم في صناعة الهياكل ، فقط في الأغذية والهندسة الكهربائية. دورات الإنتاجحيث يتجه لتصنيع القوالب والتغليف.
يصبح لحام الألمنيوم أكثر صعوبة نقطة انصهارها المنخفضةلذلك ، أثناء العملية ، هناك احتمال كبير لحرق الفراغات.
يتميز الألمنيوم التفاعلي بخصوصية - فهو مغطى في الهواء بفيلم أكسيد ، والذي يعمل كحماية من التأثيرات البيئية. يمثل الفيلم نفسه عقبة أمام اللحام الجيد للأجزاء المصنوعة من الألمنيوم وسبائكه.
حقيقة أن الألمنيوم المصهور لا يغير لونه يعقد سير العمل - يصعب على عامل اللحام التحكم بصريًا في عرض التماس. مطلوب مستوى عال من تدريب الموظفين والمعدات المتخصصة.
نحن نقدم لك التعرف على مادة مفصلة للغاية حول لحام الألومنيوم TIG
ماذا يجب أن تكون آلة اللحام
لعملية ناجحة ، يجب أن يكون للجهاز اشتعال القوس السريع والتيار المتردد، التي يمكن تعديل ترددها وتوازنها. يسمح لك ميزان AC بإذابة فيلم الأكسيد على سطح قطع العمل ، ومن أجل ضبطه بشكل صحيح ، يلزم وجود عامل ذو مهارات عالية. لن يؤدي التوازن المنخفض إلى تدمير طبقة الأكسيد ، وسيؤثر التوازن المرتفع سلبًا على استقرار القوس - فقط الخبرة والممارسة ستسمح لك بتحديد الإعدادات اللازمة لتوازن التيار المتردد. تعد قيم التردد الصحيحة مهمة جدًا عند لحام الأجزاء الرقيقة.
Argon-arc - اللحام بإلكترود تنجستن غير قابل للاستهلاك مع تزويد حوض اللحام بالأرجون. وفقًا لجميع الخصائص ، فهو مثالي للعمل مع الألومنيوم والسبائك القائمة عليه.
أجهزة التحكم في اللحام
 تحتوي الأجهزة على العديد من الإعدادات التي تساعد على تلبية المعلمات الضرورية. بينهم:
تحتوي الأجهزة على العديد من الإعدادات التي تساعد على تلبية المعلمات الضرورية. بينهم:
- مرحل إمداد الغاز الأولي ، سيساعد على ضبط الفاصل الزمني لتنظيف الغاز.
- بدء المنظم الحالي.
- منظم التيار الرئيسي الذي يحدد حجمه وطبيعته.
- يتم التحكم في وقت الانحدار بواسطة جهاز توقيت. قمنا بفك المنظم إلى موضع الصفر.
- منظم يجبر القوس. بمساعدتها ، يتم إشعال عنصر العمل بسهولة وبسرعة.
- مفتاح تردد النبض للحام التيار النبضي.
- موازن وضع النبض الذي يحدد مدة التوقف المؤقت والنبضات.
- منظم نسبة القطبية المباشرة والعكسية للقوس في عملية اللحام بالتيار المتردد.
- توقيت توريد الغاز عند الانتهاء عملية اللحام.
التثبيت والإغلاق
جاهز للعمل وفقًا لمخطط محدد بدقة. بادئ ذي بدء ، يجب عليك توصيل الكابلات الكهربائية المدخلة ، ثم كبلات الإخراج. يتم توصيل كبل موصل بـ "ناقص" ، وكابل تحكم للجهاز متصل بمأخذ الشبكة ، ثم يتم توصيله خرطوم الغاز. كابل الإرجاع متصل بـ "plus". بالنسبة للوحدات المبردة بالمياه ، يجب توصيل خرطوم إمداد.
تأكد من التحقق من موثوقية جميع التوصيلات وإصلاح الموصلات. فقط بعد ذلك يمكنك البدء في العمل.
في نهاية العمل ، يتم إيقاف تشغيل الجهاز باستخدام المفتاح. في بعض الطرز ، يكون المفتاح تلقائيًا. في وضع الدفع والسحب ، يبدأ العمل عند الضغط على الزر الموجود على الموقد ، وعندما يتم تحرير الزر ، تتوقف العملية. إذا كنت تعمل في وضع رباعي الأشواط ، فسيبدأ اللحام فورًا بعد الضغط على الزر ، ولإيقاف العمل ، ستحتاج إلى الضغط عليه مرة أخرى.
تشغيل معدات اللحام عند العمل بالألمنيوم
ترتيب العمل على النحو التالي:
- حدد وضع التيار المتردد. اضبط التيار والتوازن المطلوبين.
- نقوم بتشغيل الجهاز ونظام التبريد.
- وضعنا على مخفض اسطوانة الغاز الوضع المطلوباستهلاك الغاز.
- نبدأ العمل بالضغط على الزر الموجود على الموقد.
بالضرورة تحقق من جميع التوصيلاتقم بتوصيل الأرض مع الحرص على عدم تسرب الغاز. يجب إجراء كل عملية بعناية ، وفقًا لجميع القواعد. يتم العمل في قناع واقي وبدلة خاصة.
معدات ومواد لحام الأرغون القوسي
تعتمد جودة خط اللحام القوسي على قطبية التيار ونوعه ، وكذلك على قطر القطب وسرعة اللحام والجهد القوسي.
يزيد عمق التماس مع قوة أكبرالحالي ، ويرتبط العرض ارتباطًا مباشرًا بسرعة العمل - عند السرعة العالية ستحصل على خط أضيق. تعمل الأقطاب الكهربائية ذات القطر الكبير على تقليل عمق اختراق المعدن.
فيما يلي خصائص بعض الأجهزة التي يسهل استخدامها عملية لحام هياكل الألمنيوم.
جهاز TIR-300DMيمكن أن تعمل باستخدام أقطاب كهربائية مستهلكة وغير قابلة للاستهلاك ، في تيار مباشر ومتناوب يصل إلى 300 ألف. وهي تستخدم في لحام سبائك الألومنيوم بتيار متناوب مع قطب كهربائي غير قابل للاستهلاك. يتم تشغيله بواسطة 380 فولت. الطاقة 184 كيلو واط. تركيب موثوق به مع محول قوي ورسم تخطيطي بسيط للأسلاك لاستكشاف الأخطاء وإصلاحها بسهولة. يسمح لك بطهي معدن رقيق وسميك الجدران. السعر 35000 روبل.
تركيب اللحام اليدوي بالقوس الكهربائي يعمل بالتيار المتردد والمباشر والنبضي. يتم لحام الألمنيوم وسبائكه بـ قطب كهربائي غير قابل للاستهلاكتحت حماية الأرجون. يتميز بوجود تعديل سلس للتيار ، مذبذب لاشتعال القوس ، الذي يتم دعم حرقه بواسطة مثبت النبض. حجم التركيب 70 سم × 55 سم × 85 سم لوحة التحكم في الأعلى ، محول اللحام، الاختناق وكتلة الثايرستور في الأسفل. يوجد مفتاح الحد للحام على باب الخزانة. تم بناء الذبذبات من الخارج ، على جانب الخزانة.
مدعوم من 380 فولت ، نطاق التعديل الحالي 15-315 أ ، تبريد بالماء. سعر 25000-30000 روبل.
آلة لحام TIGإيه 201
خلقت ل اللحام اليدويقطعة أقطاب كهربائية ونبض الأرجون قوس ، على العاصمة. صغيرة الحجم وخفيفة الوزن وموثوقة ، لديها تعديل سلس للتيار ، وتبديل تردد النبض إلى أوضاع منخفضة الارتفاع ، ووظيفة البدء السريع ، وذاكرة المعلمة. سعر 27500 فرك.
المعدل العالمي VSVU-315تستخدم لقطب التنغستن التلقائي وغير القابل للاستهلاك في بيئة الأرجون الواقية. العناصر الرئيسية هي محول طاقة ثلاثي الطور ، خنق ، مقوم ثايرستور. يمكن شراء الموديلات المستعملة بسعر 14000 روبل.
تثبيت UDG 301-1تستخدم في اللحام اليدوي للألمنيوم وسبائكه في بيئة الأرجون. يمكن استخدامه كمصدر للطاقة لـ اللحام الآلي. جهد التغذية هو 220 أو 380 فولت. النطاق الحالي قابل للتعديل من 15 إلى 315 ألف. العناصر الرئيسية للتركيب هي خزانة التحكم ، وحدة الإشعال ، الموقد ، الخراطيم والأسلاك. محول متدرج ، أحادي الطور ، خنق ، تبريد بالهواء. تثبيت UDG 501-1مماثلة في التصميم ، مدعومة فقط بـ 380 فولت. تركيبات صناعية موثوقة تتطلب تدريبًا احترافيًا للحاميين الذين يعملون عليها. أسعار التركيبات 55000-67000 روبل.
محول TIG للحام TIG بقوس الأرجون الصناعي - آلة سفاروجTIG 500 ص. نموذج عالي الجودة وموثوق للغاية مع عدد كبير من الإعدادات والخيارات. تصل الطاقة المقدرة لتيار اللحام إلى 500 ألف. إمداد الطاقة من التيار الكهربائي هو 380 فولت. التركيب مناسب لحل أي مهام لحام TIG صناعية. هذا هو واحد من أكثر النماذج الصناعية بأسعار معقولة. سعر تركيب Svarog TIG 500 P هو 139000 روبل.
تم وصف هذا الجهاز في الفيديو أدناه.
لحام ألومنيوم MIG نصف أوتوماتيكي
لحام MIGيعني الايداع سلك لحامأثناء تشغيل وحماية منطقة اللحام بالأرجون المزود من خلال الموقد. الألومنيوم ، مع الموصلية الحرارية العالية ، يتطلب مراقبة مستمرة لقوة القوسلمنع الاحتراق. أيضًا ، يحتاج عامل اللحام إلى التأكد من صحة تغذية الأسلاك ، والتي ستحتاج عند العمل مع الألومنيوم وسبائكه أكثر من العمل مع معادن أخرى مثل الفولاذ أو الفولاذ المقاوم للصدأ.
يتم عرض فيديو حول هذا اللحام أدناه.
ملامح لحام الألومنيوم MIG شبه التلقائي:
- شرط أساسي لحام الألومنيوم باستخدام نصف آلي MIG – استخدام النبضات. إنهم يخترقون طبقة الأكسيد ويدمرونها ويمنعون ارتفاع درجة حرارة الألومنيوم. يستخدم الأرجون النقي فقط ، بدون شوائب من الغازات الأجنبية.
- يجب أن يكون لمصابيح العمل بأسلاك الألمنيوم طول قصير. يتم اختيار قطر السلك بعناية شديدة - بالنسبة للأسلاك الرفيعة ، يصبح تنفيذ تغذية موحدة مشكلة ، ويتطلب سلك مقطع عرضي كبير تيارًا أكثر قوة.
- يجب أن تحتوي بكرات التغذية على قسم U ، ولا يمكن استخدام قناة الكابل المعدني. بالنسبة لأسلاك اللحام المصنوعة من الألومنيوم ، يتم استخدام قناة الجرافيت أو التفلون.
مع أي طريقة من طرق اللحام والمعدات ، ستعتمد جودة العمل إلى حد كبير على الإعداد الأولي للمعادن - يتطلب التنظيف الكيميائي والميكانيكي. لا تهمل هذا إذا كنت ترغب في الحصول على ملف التماس قوياللحام.
عند اختيار جهاز ، لا يسترشد الجميع بالراحة و وظائفالمعدات ، ولكن أيضًا المكون المالي. يفضل العديد من الحرفيين حتى الأجهزة محلية الصنع. هذا الخيار له ما يبرره فقط إذا كنت تعرف مبدأ تشغيل الجهاز جيدًا وتثق في قدراتك. لا يزال شراء جهاز إنتاج صناعي عالي الجودة أكثر موثوقية. النطاق السعري للأجهزة والتركيبات المقترحة كبير ، ومن الممكن دائمًا اختيار الخيار الأكثر قبولًا. تذكر - جهاز موثوق به وتنفيذ واضح لتعليمات التشغيل هما مفتاح سلامتك.
يعد لحام الألومنيوم أمرًا صعبًا بسبب العديد من العوامل (خصائصه في المقام الأول) ، لكن المتخصصين يعملون باستمرار على تحسين التقنيات التي تجعل من الممكن توصيل الأجزاء المصنوعة من هذا المعدن وسبائكه بشكل موثوق. يتميز الألمنيوم نفسه وسبائكه بخصائص فريدة حقًا: الجاذبية النوعية المنخفضة ، والتوصيل الكهربائي والحراري العالي ، ومقاومة الإجهاد الميكانيكي.
ما يفسر ضعف قابلية اللحام للألمنيوم
تفسر صعوبات وخصائص لحام الألمنيوم وسبائكه بعدد من الخصائص الفريدة لهذا المعدن.
- تكمن الصعوبة الرئيسية في المعالجة الحرارية للألمنيوم في أن سطح هذا المعدن مغطى دائمًا بغشاء أكسيد ، له نقطة انصهار عالية جدًا - 20440 (يذوب المعدن نفسه عند درجة حرارة أقل بكثير - 660 درجة).
- يتم تغطية قطرات الألمنيوم المصهور التي تتشكل في المنطقة الملحومة على الفور بغشاء أكسيد حراري ، مما يمنع تشكيل خط اللحام المستمر. يحدد هذا بعضًا: المنطقة الملحومة محمية بشكل موثوق من التفاعل مع الهواء المحيط ، والذي يستخدم فيه غاز الأرجون.
- في الحالة المنصهرة ، يحتوي الألمنيوم على سيولة عالية ، مما يعقد بشكل خطير تشكيل حوض اللحام. هذا هو السبب في أن تقنية لحام الألومنيوم تتضمن استخدام وسادات خاصة لإزالة الحرارة.
- يحتوي الألمنيوم على هيدروجين مذاب ، والذي عندما يتصلب المعدن المنصهر يميل إلى الخروج. هذا يساهم في تكوين المسام في التماس وكذلك تشققات التبلور. بالإضافة إلى ذلك ، تتميز سبائك هذا المعدن باحتوائها على نسبة عالية من السيليكون ، مما يساهم أيضًا في تكوين التشققات التي تحدث أثناء تبريد الأجزاء.

- يحتوي الألمنيوم على معامل تمدد خطي لائق. لهذا السبب ، يحدث انكماش كبير في المعدن أثناء تصلبه ، مما يؤدي إلى تشوهات خطيرة في الأجزاء المراد ربطها.
- يتم لحام الألمنيوم وسبائكه بقيم عالية لتيار اللحام. هذا يرجع إلى حقيقة أن هذا المعدن لديه موصلية حرارية عالية. من الجدير بالذكر أنه عند (ونقطة انصهارها أعلى من تلك الخاصة بالألمنيوم) ، يتم استخدام تيارات ذات قوة أقل (1.2-1.5 مرة).
- غالبًا ما يكون لحام أجزاء من هذا المعدن (خاصة لحام الألمنيوم في المنزل) صعبًا لأنه من الصعب جدًا تحديد الدرجة الدقيقة للسبيكة التي تصنع منها الأجزاء المراد ربطها. هذا يعقد بشكل خطير اختيار أوضاع اللحام والطرق المستخدمة لتنفيذه.
ما هي الطرق المستخدمة في لحام الألومنيوم
يمكن لحام الألمنيوم باستخدام مجموعة متنوعة من الطرق التي تنطوي على الاستخدام مواد متعددةوالمعدات ، وسائل خاصة لحماية منطقة اللحام ( الغازات الخاملةوتدفق).
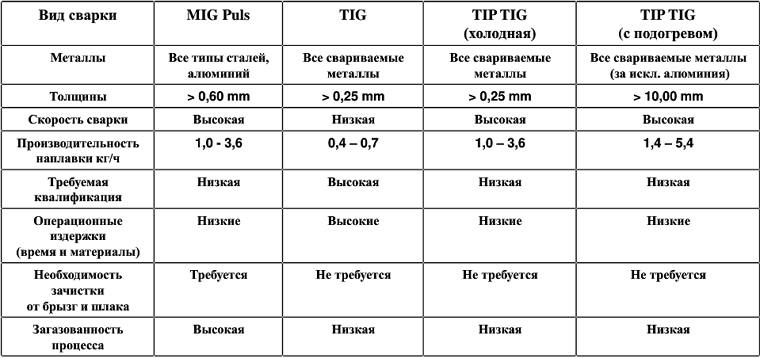
التقييم المقارن لأنواع اللحام (انقر للتكبير)
من بين طرق إجراء لحام الألومنيوم في المنزل وفي ظروف الإنتاج ، يتم استخدام ما يلي على نطاق واسع:
- يتم إجراء اللحام في بيئة غاز خامل ، حيث يتم استخدامه (AC TIG) ؛
- اللحام شبه الأوتوماتيكي، يمر أيضًا عبر الوسيط الغازات الواقية، حيث يتم استخدام سلك خاص ، يتم تغذيته في الوضع الآلي (DC MIG) ؛
- اللحام ، حيث يتم استخدام الأقطاب الكهربائية المطلية بتركيبة خاصة (MMA).
عندما تطرح على نفسك سؤالاً حول كيفية لحام الألمنيوم من أجل الحصول على اتصال موثوق ، من المهم أن تفهم أنه من الضروري لهذا الغرض تدمير طبقة الأكسيد التي تتشكل على سطح المعدن. لحل هذه المشكلة ، يتم استخدام التيار المباشر في اللحام ، ويتم عكس القطبية. في هذه الحالة ، يتم تحقيق تأثير رشاش الكاثود ، والذي يمكن من خلاله تدمير مثل هذا الفيلم المقاوم للحرارة.
لا يمكن لحام الألومنيوم بالتيار المباشر باستخدام القطبية المباشرة: في ظل هذه الظروف ، لا يتم إنشاء تأثير رشاش الكاثود.
كيف يتم تحضير المعدن للحام
بغض النظر عن الظروف التي يتم فيها لحام أجزاء الألومنيوم - صناعية أو منزلية ، من الضروري تحضير حواف هذه الأجزاء بعناية. هذا التحضير على النحو التالي.
- يتم تنظيف أسطح الأجزاء المراد لحامها (وكذلك مادة الحشو) من الأوساخ والزيوت والشحوم. لإزالة الشحوم من الأسطح ، يتم معالجتها بالروح البيضاء والأسيتون وبنزين الطائرات وأي مذيب آخر.
- يشمل التحضير أيضًا قطع حواف الأجزاء المراد لحامها ، والتي يتم إجراؤها إذا لزم الأمر. إذا لم يتم إجراء لحام الأجزاء من هذا المعدن بمساعدة ، فيجب أن يتم قطع الحواف بسمك الأجزاء المراد ربطها بأكثر من 4 مم. في حالة استخدام الأقطاب الكهربائية في اللحام ، يتم قطع الحواف عندما يتجاوز سمك الأجزاء 20 مم. إذا تم لحام صفائح الألمنيوم التي لا يزيد سمكها عن 1.5 مم ، فإن نهاياتها يتم تثبيتها بالخرز قبل إجراء التوصيل.
- من الضروري إزالة طبقة الأكسيد من على سطح الأجزاء المصنوعة من هذا المعدن قبل اللحام. لهذا الإجراء ، يتكون من ملف أو فرشاة ذات شعيرات من الفولاذ المقاوم للصدأ، بمساعدة فيلم الأكسيد الذي يتم إزالته من حواف قطع العمل المتصلة (بعرض 25-30 مم).

في كثير من الأحيان ، عند إجراء ذلك ، يتم استخدام مواد كيميائية لإزالة فيلم الأكسيد: الصودا الكاوية والبنزين. إذا تم معالجة حواف الأجزاء المراد ربطها بالصودا الكاوية ، فمن الضروري بعد هذا العلاج شطفها بالماء الجاري.
اللحام بأقطاب كهربائية مغلفة خاصة
عن طريق الأقطاب الكهربائية ذات الطلاء الخاص ، يتم لحام هياكل الألمنيوم ، والتي لا تخضع لمتطلبات متزايدة لموثوقية وقوة الاتصال. في أغلب الأحيان ، هذه هي الطريقة التي يتم بها ذلك في ورش العمل المنزلية. تشمل العيوب الرئيسية لطريقة اللحام هذه (يتم استخدامها لربط الأجزاء التي يزيد سمكها عن 4 مم) ما يلي:
- قوة ضعيفة اللحام، فضلا عن مساميتها العالية ؛
- رذاذ مكثف من المعدن المنصهر.
- يصعب فصل الخبث عن سطح اللحام ، مما قد يتسبب في تآكل الأخير.
باستخدام الأقطاب الكهربائية المطلية والمعدات المناسبة ، من الممكن لحام أجزاء من الألومنيوم النقي تجاريًا وسبائك هذا المعدن. أشهر العلامات التجارية للأقطاب الكهربائية ، والتي يمكن استخدامها في لحام جميع أنواع سبائك الألومنيوم تقريبًا ، هي UANA و OZANA ، والتي حلت محل OZA-1 و OZA-2 المتقادم.
الأقطاب الكهربائية OZANA-1 هي الأنسب لحام الألومنيوم النقي ، و OZANA-2 - لربط قطع العمل من سبائك هذا المعدن بالسيليكون (AL-4 ، AL-9 ، AL-11).

باستخدام مثل هذه الأقطاب الكهربائية ، يتم إجراء أعمال اللحام على تيار مباشر متصل في قطبية عكسية ، والتي يجب أن تؤخذ في الاعتبار عند اختيار المعدات للعمل في الظروف الصناعية والمنزلية. لتحديد قيمة تيار اللحام ، يمكنك استخدام قاعدة بسيطة: يتطلب 1 مم من قطر القطب 25-30 أمبير تيار مستمر.
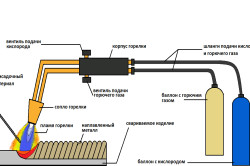
عندما تتميز أجزاء اللحام بسمك متوسط وكبير ، فإن التسخين المسبق للأجزاء المراد ربطها ضروري ، والتي يمكنك استخدامها موقد غاز. عندما يكون مطلوبًا لحام أجزاء ذات سمك كبير ، يتم إجراء التسخين المحلي لمكان الاتصال المستقبلي. يتيح لك استخدام أجزاء التسخين المسبق (من 250 إلى 4000 - يعتمد على سمك المعدن) ، بالإضافة إلى التبريد البطيء ، إذابة المعدن بشكل فعال حتى عند اللحام في التيارات المنخفضة ، وتقليل مخاطر حدوث تشققات التبلور وتشوه الهيكل النهائي.
بقدر ما أقطاب الألومنيومتذوب بسرعة كافية ، يجب أن يتم اللحام بسرعة عالية. من المهم جدًا ضمان استمرارية اللحام باستخدام قطب كهربائي واحد. سيؤدي كسر القوس في هذه الحالة إلى حقيقة أن نهاية القطب الكهربائي وحفرة اللحام سيتم تغطيتها بقشرة من الخبث تمنع إعادة الاشتعال.
يجب أيضًا أن يؤخذ في الاعتبار أنه لا تحدث اهتزازات عرضية.
يجب إزالة الخبث بمجرد الانتهاء من اللحام. ثم من الضروري شطف التماس المنظف بالماء الساخن ، ثم معالجته بفرشاة معدنية. يتم ذلك من أجل إزالة بقايا الخبث من جميع زوايا التماس (وإلا يمكن أن تصبح مصدرًا لعمليات التآكل).
يستخدم اللحام باستخدام هذه التقنية بشكل أساسي للعمل في ورش العمل المنزلية ومؤسسات الإصلاح الصغيرة. لمثل هذا اللحام ، لا يتعين عليك شراء معدات باهظة الثمن ، بالإضافة إلى المواد الاستهلاكية ، ولكن لا يوصى بأداء عمل مسؤول معها. ما هو مناسب ، يمكنك حتى استخدام المعدات التي صنعتها بنفسك.
اللحام بغاز التدريع
يمكن اعتبار لحام الألومنيوم ، الذي يتضمن استخدام غاز التدريع ، أكثر التقنيات شيوعًا. يتيح لك الحصول على اتصالات موثوقة للغاية ومتينة وممتعة من الناحية الجمالية.

المواد الاستهلاكية الرئيسية للحام لهذه التقنية هي أقطاب التنغستن (Ø 1.6-5 مم) والقضبان (Ø 1.6-4 مم) المستخدمة كمادة مضافة. يمكن أن تكون غازات التدريع هي الهيليوم أو الأرجون ، وهي ذات درجة نقاوة عالية.
يتم ضمان التدمير الفعال لفيلم الأكسيد ، الموجود بالضرورة على سطح قطع العمل المراد ربطها ، عن طريق تغذية قوس اللحام من مصدر تيار متناوب. يتم تحديد جميع أوضاع عملية اللحام ، والتي تعتمد على نوع التوصيل الذي يتم إجراؤه وسماكة الأجزاء المراد ربطها ، وفقًا لجداول خاصة. تشمل هذه الأنماط ، على وجه الخصوص ، القطر قطب التنغستن، بالإضافة إلى قضيب الحشو ، حجم تيار اللحام ، قيمة السرعة التي يتم بها توفير غاز التدريع.

من خلال امتلاك المعدات والمواد الاستهلاكية المناسبة ، يمكن إجراء اللحام باستخدام هذه التقنية بنجاح في المنزل ، والحصول على مفاصل عالية الجودة وجميلة وموثوقة بمساعدتها. لمعرفة كيفية إجراء اللحام في بيئة غاز واقية بيديك ، يمكنك مشاهدة فيديو تدريبي وتذكر بعض القواعد البسيطة لتنفيذه.
- بين قطب التنغستن والسطح الأفقي للأجزاء المراد ربطها ، يجب الحفاظ على زاوية 70-80 درجة.
- يجب أن تكون الزاوية بين قطب التنغستن وقضيب الحشو حوالي 90 درجة.
- يجب أن يتراوح طول القوس بين 1.5 و 2.5 مم.
- عند تشكيل التماس ، يتحرك قضيب الحشو أولاً ، متبوعًا بالشعلة (وهذا يضمن الحماية الفعالة للحام).
- تتم عملية تغذية قضيب الحشو في منطقة اللحام كما لو كنت تمسك بفرشاة في يديك ، والتي ترسم بها صورة. يتم إحضار طرف قضيب الحشو إلى حافة حوض اللحام ، ثم لمسه ، ثم يتم سحبه للخلف وللأعلى. لا ينصح بالحركات المستعرضة للقطب الكهربائي وقضيب الحشو ، وهو أمر مهم. يمكنك دراسة هذه العملية جيدًا باستخدام الفيديو المناسب.
- لمنع ارتفاع درجة حرارة الأجزاء المراد ربطها وحرقها من خلال صفائح رقيقة ، وكذلك لضمان إزالة الحرارة بسرعة من منطقة اللحام ، يتم وضع بطانة فولاذية أو نحاسية تحتها ، والتي تعمل كمبرد.
- يتم تشغيل إمداد منطقة اللحام بغاز التدريع قبل أن يبدأ بثوانٍ قليلة (3-5) ، ويتم إيقاف الإمداد بعد مرور بعض الوقت (5-7 ثوانٍ) بعد انقطاع القوس الكهربائي.
عند لحام أجزاء من الألومنيوم في بيئة غاز واقية ، من الضروري مراقبة معلمات العملية بعناية مثل سرعة اللحام واستهلاك الغاز ، نظرًا لأن لها تأثيرًا خطيرًا على جودة اللحام الذي يتم تشكيله. إذا كان تدفق الغاز مرتفعًا جدًا ، على سبيل المثال ، سيتم امتصاص الهواء في منطقة اللحام ، مما سيضعف حمايته. لن يتم ضمان الحماية الفعالة لمنطقة اللحام أيضًا إذا كان تدفق الغاز منخفضًا جدًا وسرعة الاتصال عالية جدًا.
من الواضح ، إذا كانت لديك المعدات والمهارات المناسبة لأداء مثل هذا العمل ، فمن الممكن تمامًا لحام أجزاء من الألومنيوم بيديك باستخدام هذه التقنية في ورشة منزلية أو مرآب.
استخدام المعدات شبه الآلية
يتم إثبات الكفاءة العالية في لحام الأجزاء المصنوعة من الألمنيوم وسبائكه بواسطة آلات نبضية نصف أوتوماتيكية. عند استخدام مثل هذه المعدات ، يتم كسر فيلم الأكسيد الموجود على السطح المعدني بسبب نبضة عالية الجهد ، والتي ، بالإضافة إلى ذلك ، "تدفع" قطرات من مادة القطب المنصهر في حوض اللحام. تتيح هذه التقنية الحصول على وصلات ملحومة كثيفة وعالية الجودة وجميلة وموثوقة.
بالنسبة للحام في المنزل ، لا يتم استخدام هذه المعدات عمليًا ، نظرًا لأن تكلفتها مرتفعة جدًا. الحرفيين المنزليين الذين يرغبون في الانضمام إلى أجزاء الألومنيوم باستخدام معدات شبه أوتوماتيكية، استخدام الأجهزة التقليدية ، وإخضاعها لتعديل طفيف.
دعونا نلاحظ الحقيقة التالية. على الرغم من أن لحام الألومنيوم باستخدام قطب التنغستن وقضيب الحشو أبطأ من اللحام شبه الأوتوماتيكي (ثلاث مرات) ، فإنه ينتج لحامات أفضل.
إن استخدام كل من المعدات شبه الأوتوماتيكية النبضية والتقليدية في لحام أجزاء الألمنيوم له عدد من الميزات المهمة التي يجب مراعاتها.
- يتم إجراء اللحام فقط على التيار المباشر للقطبية العكسية.
- يمكن أن يشكل سلك الألمنيوم الناعم ، عند إدخاله في منطقة اللحام على طول غلاف خاص ، حلقات. لمنع تكوين مثل هذه الحلقات ، من الضروري استخدام آلية تغذية ذات 4 بكرات ، واستخدام غلاف تغذية أقصر ، يتم إدخال بطانة تفلون في الداخل ، مما يقلل بشكل كبير من الاحتكاك.
- يمكن أن يعلق سلك الألمنيوم ، الذي يحتوي على معامل تمدد كبير ، في طرف المغذي عند تسخينه. لمنع حدوث ذلك ، من الضروري استخدام أطراف خاصة للألمنيوم ، والتي يتم تمييزها بالحرف "AL" ، أو أطراف عادية ، يكون قطرها أكبر قليلاً من قطر السلك المستخدم.
- يجب أن تكون تغذية أسلاك الألمنيوم ، التي تذوب أسرع بكثير من الأسلاك الفولاذية ، أعلى. خلاف ذلك ، فإن السلك المنصهر ، الذي ليس لديه الوقت للوصول إلى منطقة اللحام ، سوف يقوم بتعطيل الطرف بشكل دائم.
بطبيعة الحال ، عند اختيار علامة تجارية ، من الضروري مراعاة تكوين المادة ، التي سيتم ربط الأجزاء منها بمساعدتها. إذا لم يكن لديك معلومات حول تكوين المادة التي يتم لحامها ، فسيتعين عليك تحديد السلك بشكل تجريبي.
العديد من التصميمات المستخدمة في جهاز السيارة مصنوعة من الألمنيوم. يمكن أن تكون هذه كتل المحرك وعلب التروس وعناصر الجسم. تصنع حاويات مختلفة من هذه المادة غير القابلة للصدأ للاحتياجات الصناعية والمنزلية. في حالة حدوث صدع أو ناسور ، من الأفضل لحام منطقة المشكلة في بيئة الأرجون بجهاز خاص. ولكن إذا لم يكن ذلك ممكنًا ، فيمكنك استخدام العاكس. يتطلب لحام الألومنيوم بقطب كهربائي في المنزل نظامًا معينًا وإعدادًا أوليًا. كما يتم استخدام المواد الاستهلاكية المتخصصة. كيفية القيام بكل هذا موضحة أدناه وموضحة في مقطع فيديو إضافي.
عملية اللحام - صعوبات العمل مع المواد
يمكن توصيل العديد من أنواع الحديد بقوس كهربائي. لديها ما يكفي الحرارةالاحتراق ، مما يجعل من الممكن إذابة الصفائح ذات السماكات المختلفة جيدًا وإنشاء وصلات موثوقة ومحكمة. لكن لحام الألومنيوم بالعاكس يكون أكثر صعوبة بسبب العديد من الميزات المحددة لهذه المادة.
الصعوبة الأولى هي الخصائص الاسترطابية للألمنيوم. المادة قادرة على امتصاص الرطوبة المحيطة وتتراكم في حد ذاتها. لا يظهر هذا على المنتج المبرد ، لكنه سيصبح ملحوظًا على الفور عند إجراء اللحام. عندما يشتعل القوس ويكون المعدن في منطقة درجة حرارة عالية ، تبدأ الرطوبة في التبخر من سطحه ، وتهبط حتماً في منطقة اللحام. هذا يؤدي إلى ترشيش مفرط والتداخل مع التماس. لمنع هذه الظاهرة ، يلزم التسخين المسبق للمنتج بموقد عند درجة حرارة 150-190 درجة. أثناء الإجراء ، يمكنك رؤية إطلاق الرطوبة على السطح.
هناك صعوبة أخرى تتمثل في فيلم الأكسيد الذي يغطي المنتج بأكمله بطبقة رقيقة. إنه يحمي المعدن من التلف في البيئة الحمضية ، ولكنه يتداخل بشكل كبير مع اللحام العاكس في المنزل. تكمن الصعوبة في الاختلاف الهائل في درجات حرارة الانصهار. مادة الألومنيوم تذوب عند 500 درجة وأكسيدها عند 2000 درجة. للقضاء على هذا الاختلاف ، من الضروري تنظيف مكان اللحام بفرشاة حديدية ، مما يتيح الوصول إلى المعدن الأساسي.
يساهم التفاعل مع الهواء المحيط في تكوين المسام في هيكل التماس ، مما يقلل بشكل كبير من خصائصه المحكم. يتم تنفيذ حماية حوض اللحام عن طريق توفير الأرجون في حالة TIG ، أو عن طريق إنشاء سحابة غاز من الأقطاب الكهربائية المغطاة عند اللحام بعاكس في المنزل.
نظرًا لعدم استخدام الألمنيوم النقي في المنتجات ، فقد يصعب لحام العناصر الأخرى في السبيكة. وبالتالي ، تعتبر الدرجات Al2 و Al9 التي تحتوي على محتوى من السيلومين من 4 إلى 13٪ محدودة قابلية اللحام. نفس المؤشرات لها العلامات التجارية AMr1 و AMr6 ، حيث يمكن إضافة المنجنيز من 2 إلى 6٪. يصعب لحام دورالومين D16.
نقوم باللحام: مراحل العمل
أصبحت كيفية لحام الألمنيوم واضحة بعد العديد من المحاولات والتجارب. فيما يلي إجراءات خطوة بخطوة تتيح لك الحصول على اتصال عالي الجودة في المنزل:
- إذا كان سمك الألواح المراد لحامها يزيد عن 5 مم ، فمن الضروري قطع الحواف. يعتبر قطع الحافة 45 درجة هو المعيار ، لكن القيم الأخرى مسموح بها. تجدر الإشارة إلى أنه كلما زادت زاوية القطع ، كلما اتسع نطاق خط اللحام. مع سماكة اللوحة التي تزيد عن 7 مم ، يلزم وجود فجوة تكنولوجية 2 مم بينهما. إذا كان كائن العمل عبارة عن صدع ، فيجب توسيعه بقرص قطع وطاحونة ، وإلا فإن التماس سيكون سطحيًا.
- يجب تسخين المنتج النهائي. تتم إزالة الرطوبة بواسطة لهب البروبان والأكسجين. يمكن أن يكون قاطعًا أو علبة رش عادية مع موقد منزلي. من الضروري تسخين السطح إلى 150 درجة. يمكن التحقق من ذلك بجهاز خاص أو بصريًا من خلال الحالة الجافة للمادة.
- بعد التسخين ، يتم تجريد فيلم الأكسيد بسرعة. لهذا الغرض فرشاة معدنية عادية مناسبة. من المهم إزالة الطبقة المقاومة للحرارة في بداية منطقة اللحام. سيتم توفير الإجراء اللاحق بواسطة القطب ، الذي يؤدي تكوينه ودرجة حرارته إلى تآكل الأكسيد ، مما يسمح باللحام.
- يتم وضع المسامير على المواد المعدة ، مع تثبيت الجوانب المراد لحامها. يجب أن يتم التماس الجذر بالتساوي ، لملء الفجوة. الزاوية بالنسبة للأجزاء المراد لحامها مطلوبة عند 90 درجة. هذا أمر غير معتاد بالنسبة إلى عمال اللحام المبتدئين ، أو أولئك الذين عملوا معهم فقط الكربون الصلب. ولكن بهذه الطريقة ، سيسقط المعدن المنصهر بدقة أكبر في التقاطع. بعد تبريد خفيف للسطح ، يتم ضرب الخبث. هذا صعب للغاية ، لذا يلزم استخدام مطرقة حادة.
- يتم تطبيق الطبقات اللاحقة من التماس على مثل هذا المستوى لملء سمك المادة بالكامل وإنشاء حبة صغيرة فوق المفصل.
- اللحامات في قوس قصير. يمكن أن تؤدي الزيادة المفرطة في الفجوة إلى كسر القوس. في نهاية القطب الكهربائي ، تتكون رواسب الكربون على شكل طبقة بيضاء. هذا هو جاحظ الغسول. لمواصلة اللحام ، يجب إزالة هذا العازل.
يذوب القطب عند لحام الألومنيوم بعاكس أسرع منه عند العمل بالفولاذ العادي ، لذا فإن التدريب على سطح غير عامل سيساعد يدك على التعود على الحفاظ على المسافة.
المعدات والأقطاب الكهربائية
يمكن أن يتم لحام منتجات الألمنيوم باستخدام عاكس تقليدي. الجهاز مناسب للنقل والحركة في الموقع. يجب ضبط القطبية بحيث يكون لدى عامل اللحام "زائد" في يديه ، و "ناقص" يتم إرفاقه بالمنتج. ستحتاج إلى مخرج 220 فولت.
أقطاب كهربائية متخصصة ، على سبيل المثال UTP 48 ، أو نظائرها. تأتي بأقطار مختلفة ويتم اختيارها وفقًا لسمك المعدن. يحتوي تكوين المواد الاستهلاكية أيضًا على خصائص استرطابية ، والتي تتطلب التجفيف المسبق لتشكيل مركب عالي الجودة. يمكن أن تكون الأوضاع المناسبة للحام كما يلي:
يجعل الألمنيوم المنتجات تدوم لفترة أطول. ولحام له في المنزل العاكس البسيطيوفر إصلاحًا سريعًا لجزء مهم أو مبيت. تطبيق التوصيات أعلاه والحصول عليها أقطاب كهربائية مناسبةيمكنك لحام التصميم المطلوب للألمنيوم بسرعة.
متى ستنتج لحام الألمنيوم، ثم قد تظهر الأفكار التي تحتاج إلى أن يكون لديك خاص آلة لحاموالأقطابالغرض الخاص. قد تعتقد أيضًا أن لحام الألومنيوم يتطلب الكثير من الخبرة في اللحام ، ولكن تجدر الإشارة إلى أن العمل مع الألومنيوم لا يتطلب تمامًا الظروف التي قد تتخيلها.
يمكن لحام الألمنيوم وسبائكه العاكس التقليدي وليس لديهم أجهزة خاصة إضافية ومهارات خاصة. للبدء ، حدد أقطابًا كهربائية خاصة ستكون مثالية لحام منتجك وفقًا لسمك المعدن. بالنسبة للحام ، يمكنك اختيار أحد الأقطاب الكهربائية مثل OZANA و OZANA-1 و OZR و OZR-2 و OZA و OZA-1. باختيار الأقطاب الكهربائية الصحيحة ، فإنك تضع الأساس للحام الجيد.
بعد ذلك ، عليك أن تختار الحق تيار اللحام ، والتي لها اختلافات خاصة بها ومناسبة لكل سمك معدني محدد. يرجى الرجوع إلى عبوة الإلكترود للحصول على تفاصيل حول سماكة الأقطاب الكهربائية المطلوبة لسمك معدني معين.
بعد اختيار الأقطاب الكهربائية والتيار الكهربائي ، يجب إشعال أو تسخين الأقطاب الكهربائية في فرن تكليس خاص. هذا الفرن مطلوب ليس فقط عند لحام الألومنيوم ، ولكن أيضًا عند العمل مع المعادن الأخرى و أنواع مختلفةأقطاب كهربائية.
انتقل الآن بسلاسة إلى اللحام باستخدام المحولات. تجدر الإشارة إلى أن أي عاكس تقريبًا مناسب للحام ، لأن الشيء الرئيسي هو شراء جودة عالية وغير مكلفة اسلاك اللحام، فضلا عن اكتساب مهارات اللحام الأولية. كل ما هو مطلوب للعمل مع الألمنيوم وسبائكه هو اختيار الأقطاب الصحيحة وتيار اللحام واكتساب بعض المهارات.
في اللحام بأقطاب كهربائية خاصة ، لا توجد اختلافات لافتة للنظر عن لحام المعدن العادي ، لذلك لا تحتاج إلى اكتساب مهارات خاصة للوظيفة. الشيء الوحيد الذي يستحق الانتباه إليه هو أنه ليس مقاومًا للصهر مثل الفولاذ أو التنجستن.
إذا كنت حريصًا ومتيقظًا عند اللحام ، فيمكنك التأكد من أنك ستؤدي وظيفتك بكفاءة ، وسيكون المنتج دائمًا وقويًا. بالإضافة إلى الحذر والانتباه والتصميم ، يجب عليك شراء معدات لحام عالية الجودة.



