أقوى درز عند اللحام. أنواع اللحامات الرئيسية
بعد أن قررت تعلم فن اللحام بالمعادن ، يتحول المتعطش للمعرفة إلى منظمة تعليمية ، والتي ، بعد مرور بعض الوقت ، ستعلم المتخصص الشاب جميع تعقيدات العمل. الشيء الرئيسي هو فهم ما هي الأنواع طبقات اللحامل تطبيق ناجحمنهم في الممارسة. لم يتم تصميم التدريس عالي الجودة لمدة عام واحد ، وبعد انتهاء المدة ، يُمنح عامل اللحام المبتدئ ، بالطبع ، بعد الانتهاء من الممارسة ، مؤهلًا أو رتبة ، والتي يمكنه زيادتها حسب الرغبة. اليوم ، تعتبر علامتها التجارية الخاصة مؤشرًا عاليًا لمهارة اللحام ، والتي يضعها المحترف على المنتجات التي عمل عليها.
ستسمح طبقات اللحام المنفذة نوعياً بخدمة المنتجات لفترة طويلة جدًا.
لذلك ، أولاً وقبل كل شيء ، يجب أن نفصل بين المفاهيم الأساسية: والتواصل. إنها ليست مختلفة جوهريًا ، لكن بعض اللحظات ما زالت موجودة.
- التماس هو المكان الذي يحدث فيه ذوبان وتبلور المعدن في المنتج. يعتمد على مهارة ومعدات وخصائص المعدن.
- يشمل المفصل كلا من خط اللحام والمناطق المجاورة ، والتي قد تكون أو لا تشارك في عملية اللحام. يتميز بالعمليات التي تسمح بتقييم جودة العمل في نهاية العملية.

من المهم فصلها كمفاهيم عن بعضها البعض ، حيث يتم تحديد جودة التماس أولاً ، وعلى العكس من ذلك ، يعتمد العمل الجيد على طبيعة التماس. لن تكون هذه التعريفات منفصلة أبدًا ، ولكنها في حد ذاتها تمثل خصائص وخصائص ممتازة لنوع معين من وصلات اللحام.
يتم تصنيف اللحامات وفقًا للعديد من المعايير. حسب المقطع العرضي:
- بعقب.
- ركن.
- مشقوق.
تعرف على المزيد حول التصنيف
أكثر أنواع الوصلات شيوعًا هي مفاصل المؤخرة.يتم استخدام التماس في هذه الحالة بمفرده. يحتوي التماس على صفات إضافية للتشوه - لا يمكن أن يخضع له إلا في ظل الأحمال الكبيرة والمتعمدة. نظرًا لأن تحضير المعدن واختيار الأقطاب الكهربائية في خط اللحام يتم بعناية ، يمكنك التأكد من الجودة.

في وصلات الزاويةيمكن وضع التماس بأي زاوية ، لكن سمك المعدن يؤخذ في الاعتبار - لا يزيد عن 3 مم ، لأن الجهد لا يزال موجودًا.
تتضمن الوصلات المشقوقة أو اللفة استهلاكًا كبيرًا للمواد ، ولكنها لا تتطلب معالجة دقيقة. كقاعدة عامة ، مع مثل هذه الوصلات ، يتم استخدام خط مزدوج لمنع التسرب.
هل هناك المزيد المفاصل المحملة، حيث تكون اللحامات مزدوجة ، عند المفاصل على شكل الحرف T. يتم استخدامها في العمل على الهياكل الحاملة ، ويصبح اللحام في هذه الحالة أهم لحظة.
قبل البدء في العمل ، عليك أن تقرر أنواع اللحامات المناسبة لهذا المنتج المعين. يمكن أن يكون الاختلاف هو التكوين والطول:
إعدادات:
- مستقيم.
- منحنى.
- يصرف.

يشير اللحام المستقيم إلى توصيل الأجزاء المقابلة لحجم المنتج على طول خط واحد. الهياكل الشخصية والدليل تخضع لهذا.
- اللحام المنحني. هذا يعني أن اتصال الهياكل يمكن أن يكون بأشكال مختلفة. على سبيل المثال ، الأنابيب المستديرة والملف الشخصي.
- يشير اللحام الدائري إلى طبقات تربط أنابيب مجوفة أو أشياء دائرية أخرى بأقطار مختلفة.
ميزات توصيف إضافية
يتم تقسيم أنواع اللحامات حسب الطول ، وهو أمر منطقي أيضًا في فئة العمل:
- صلبة - قصيرة ومتوسطة وطويلة.
- متقطع - تك والهيكلية.
يتم تحديد أبعاد طبقات اللحام من خلال الحاجة إلى العمل على هياكل معينة ، والتي تختلف في الحجم. الأبعاد القصيرة للدرزة 300 مم والأبعاد المتوسطة والطويلة تصل إلى 1 متر أو أكثر. تكون جيدة عندما تكون الهياكل مستقيمة وطويلة ، على سبيل المثال ، الطرق السريعة.
يمكن أن تكون اللحامات المعلقة إما مؤقتة أو مصبوبة في مكانها ، حيث سيكون الاحتفاظ بالهيكل هو العامل المحدد. موقعهم مختلف: على جانب واحد أو على اثنين في نمط رقعة الشطرنج. بمساعدتهم ، يتم طهي الإطارات والرفوف والأقسام والمزيد.
حسب عدد التراكبات ، يمكن أن تكون أنواع اللحامات:
- من جانب واحد.
- ثنائي.
- متعدد الطبقات.
يتم تحديد أي عدد من التراكبات حسب الحاجة.

تتطلب المنتجات التي تخضع للحام الحد الأدنى من الصلابة والتوتر على الأقل ، وإلا يمكن توصيلها بشيء أقل متانة. إذا لم يكن هناك حاجة إلى المزيد ، فسيتم الاستغناء عن الحد الأدنى لعدد اللحامات.
الخيارات المزدوجة تعني بالفعل بناء أقوى. لا يسمح لهم بالتسرب.
يتضمن تراكب العديد من اللحامات لحام الهياكل الحرجة ، حيث يلعب تقوية العناصر دورًا مهمًا. وبالتالي ، يتم لحام المعادن ذات الجدران السميكة لتجنب التناقضات تحت الضغوط.
ما هي طبقات أخرى: الميزات
اللحامات هي:
- طبيعي.
- محدب.
- مقعر.
لأداء كل هذه الأنواع ، يجب أن تكون مهارة عامل اللحام في أفضل حالاتها ، لأن مثل هذه اللحامات تستخدم في الهياكل ذات الأشكال غير المنتظمة ، مما يعني التفاصيل الهندسية المعقدة. يُسمح بدرز محدبة ومقعرة للانضمام إلى الأشكال الزخرفية أو حيث لا يمكن وضع خط مستقيم آخر. لصد الخبث من هذا النوع من اللحام ، يحتاج عامل اللحام إلى المهارة والحذر ، حيث يوجد خطر إفساد الهيكل.

يؤثر الموقع في الفضاء أيضًا على نوع التماس المستخدم ، لأنه لن يكون من الممكن بعد ذلك قلب الهيكل نحوك من خلال جانب مناسب. وهكذا ، يتم تحديد كل شيء من خلال مظهره ، والذي سيتم فرضه على:
- الهياكل السفلية.
- سقف.
- أفقي.
- رَأسِيّ.
يتم وضعها على الأسطح المقابلة وقد يكون لها بعض الاختلافات. على سبيل المثال ، القيام لحام السقفمن المنطقي استخدام طبقات اللفة ، لأن السطح يقع بطريقة تجعل المعدن قادرًا على التصريف وتشكيل نقص في الاختراق ، ولن يكون الاتصال موثوقًا به.
اللحامات ليست المفاصل الأكثر موثوقية ، لذلك هناك حاجة إلى الكثير من المعرفة في وضعها لتجنب الضرر الشائع أثناء العمل:
- يقوض.
- عدم الاختراق.
- شوائب الخبث.
- المسام.
- شقوق ساخنة.
- التجاويف.
- عدم الانصهار.
- الحروق.
القطع السفلي - التلف الذي يحدث على طول التماس بسبب الإجراءات الميكانيكية غير الصحيحة. تتمتع آلة اللحام بالقدرة ، لذا فإن لمس القوس بالأماكن غير المخصصة لذلك أمر محفوف بالتقطعات المتكونة. بالإضافة إلى ذلك ، يمكن أن يكون سبب قطع اللحام هو كمية كبيرة من ترشيش المعدن الساخن إذا لم يتم ضبط الوحدة مسبقًا أو استخدام أقطاب كهربائية رطبة.
عدم الاختراق - خط التماس دون اتصال بالمعدن. إذا تُرك هذا دون رقابة ، فسوف يتشكل الصدأ والخبث في هذه الأماكن لاحقًا. سيؤدي ذلك إلى تدميره لاحقًا وإهداره ، حيث سيتعين عليك إما طهي الهيكل بطريقة جديدة أو تغييره.
يمكن أن ينتج تلف الخبث الذي يلحق بالدرز عن أقطاب كهربائية رديئة الجودة وعمل غير ماهر من قبل السيد. إذا لم تقم بإزالتها على الفور ، فإن التحرش الساخن أمر لا مفر منه ، والضرب محفوف بالضرر.
المسام هي نوع آخر من أضرار اللحام. هذه هي بقع صغيرة أو حتى ثقوب تتشكل من رذاذ متطاير من المعدن المنصهر. لمنع حدوث ذلك ، يتلاعبون بالتيار آلة لحام: تقليل التردد أو تغييره ، وتغيير نوع اللحام نفسه.
تتشكل الشقوق الساخنة مباشرة من مادة خاطئة ، حيث تختلف نقاط الانصهار ، وقد تتشقق إحداها. اللحام ليس أسهل تخصص ، فأنت بحاجة إلى معرفة المواد الأكثر ارتباطًا بالآخرين. يمكن أن تكون اللحامات والوصلات كثيرة. التشققات هي أخطر عيوب اللحام الضعيف ويمكن أن تسبب تلفًا على نطاق واسع. دائمًا ما يكون فوريًا ، مما يسمح لك باكتشاف عطل على الفور.
تجاويف اللحامات خطيرة لأنه لا يمكن اكتشافها على الفور. يتم لحام المعدن بفقاعة ، وتتراكم الغازات بداخله والتي يمكن أن تتمدد أو ترتفع درجة حرارتها مع تغيرات درجة الحرارة. نتيجة لذلك ، سوف ينكسر الاتصال.
عدم الانصهار أماكن فارغة بدون خرزة في الأسطح. إنها محفوفة بنقص الاختراق ، مما يقلل تمامًا من جودة المفاصل والدرزات ، مما يعني أنها تهدد بعدم الاستقرار. يجدر وضع ذلك في الاعتبار وفي نهاية اللحام ، قم بالسير على طول السطح بصريًا.
تحدث الحروق بسبب دخول المعدن الساخن على السطح. يوجد بشكل شائع في شكل لحام علوي أو لحام رأسي. لتجنب ذلك ، تحتاج إلى دراسة إمكانيات ماكينة اللحام الخاصة بك ، وخصائص الفولاذ والأقطاب الكهربائية - لا يمكن لأي شخص لحام منتجات مختلفة. إهمال ذلك ، من المستحيل تحقيق مفاصل ودرزات عالية الجودة.
الخلاصة والتلخيص
وبالتالي ، بعد النظر في قائمة غير كاملة من عيوب المفاصل ، يمكن للمرء أن يفهم كيفية تجنبها وإجراء اتصال بجودة عالية. هناك عدة طرق لاكتشاف العيوب التي يسببها اللحام:
- الفحص العيني.
- بالقياس.
- اختبار التسرب.
- أجهزة التحكم والقياس.
- التجارب المعملية.
يعتبر الاتصال عالي الجودة إذا:
- الفحص البصري لا يكشف عن أي انتهاكات ؛
- يتناسب القياس مع المعيار الذي ينظم الأرقام المطلوبة ؛
- الضيق غير مرضٍ: لا يتم تشغيل الماء ، ولا يتسرب الغاز ؛
- تشير مقاييس الضغط والمحللات إلى عدم وجود تسرب ؛
- تظهر التجارب على المواد والمعادن وظائف لا تتفاعل مع بعضها البعض.
إذا تم استيفاء جميع الشروط و مظهر خارجيالتماس غير مرضٍ ، يمكننا أن نفترض أن الاتصال مصنوع بجودة عالية.
لحام اللحام هو طريقة لربط الأجزاء عن طريق تطبيق نقاط ملحومة متسلسلة يمكن أن تتداخل مع بعضها البعض (الوصلة محكمة الغلق) أو تقع دون تداخل. عندما تكون عناصر اللحام من نفس السماكة أو مختلفة السماكة ، يتم الحصول على وصلة تناكبية ، يعتمد اسمها على الموقف النسبيالعناصر (بعقب ، تداخل ، زاوية ، نقطة الإنطلاق ، نهاية).
اللحام هو أحد عناصر الوصلة الملحومة المكونة من المعدن الذي تصلب بعد الانصهار.
بعقب اللحامفيما يتعلق بالسطح المجاور هيئة مختلفةالسطح الخارجي: مسطح ، محدب أو مقعر.
في ظل الأحمال الديناميكية أو المتغيرة ، تعمل اللحامات المسطحة والمقعرة بشكل أفضل ، نظرًا لعدم وجود انتقال حاد بين معدن اللحام والجزء. تحت الأحمال الثابتة للهيكل ، سيكون الاتصال مع خط التماس المحدب هو الأمثل ، على الرغم من أن هناك حاجة إلى عدد أكبر من الأقطاب الكهربائية للحام.
يُطلق على العمال اسم اللحامات التي تدرك الأحمال المباشرة ، من أجل اتصال هيكليتستخدم الأجزاء طبقات ربط (ربطة عنق).
اللحام التناكبي لديه ، كقاعدة عامة ، أقل تركيز للضغط ، ومع ذلك ، فإنه يحتاج إلى قطع إضافي للحواف. على الأجزاء المراد لحامها ، تتم معالجة الحواف مسبقًا عن طريق إجراء العمليات التالية: حساب الفجوة ، وتقليص الحواف ، وتحديد زاوية الحواف المائلة. يتم تحديد المسافة بين الأجزاء وفقًا لسمكها ودرجة المعدن وطريقة اللحام وشكل الحافة. إذا تم استخدام قطب كهربائي قابل للاستهلاك في اللحام ، فيمكن ترك الفجوة حتى 5 مم.
ملامح اللحامات بعقب اللحام.
يعتمد نوع الحواف عند لحام اللحام التناكبي على سمك الجزء الرئيسي. إذا تم أخذ المعدن بسمك يصل إلى 6 مم ، فعندئذٍ لا يلزم إعداد خاص للحواف ، فيجب قطعها بحيث يمكن توصيلها ببعضها البعض بفجوة ثابتة ، أي يجب أن تكون متوازية على طول الطول من التماس. في عملية اللحام ، من الضروري التحكم في الانصهار المنتظم لجميع الحواف عن طريق إجراء حركات عرضية متذبذبة بنهاية القطب أثناء لحام الخرزة. في هذه الحالة ، يصل التماس في المقطع العرضي أحيانًا من 50 إلى 100٪ من سمك الجزء المراد لحامه ، مما يضمن تقويته الكبيرة. يجب إيلاء اهتمام خاص لجودة التماس المتكون على الجانب الخلفي.
كيف تتجنب عيوب التماس؟
إذا لم تمتثل النظام التكنولوجياللحام سيكون له عيوب. إذا لم يكن هناك تسخين كاف للقوس ، فإن الألواح الملحومة لا تذوب خلال السماكة بأكملها ولدينا نقص في اختراق القسم. إذا كانت درجة حرارة القوس عالية جدًا ، فهناك خطر حدوث احتراق من خلال (تكوين ثقب من خلال) أو اختراق التماس وتشكيل ترهل من جانبه العكسي.

لتحقيق قسم لحام لا تشوبه شائبة عندما يذوب قسم الصفيحة تمامًا ولا يوجد ترهل على الجانب الخلفي من التماس ، من الممكن ، من حيث المبدأ ، ولكنه صعب ، نظرًا لأن ماكينة اللحام لا يمكنها اللحام في نفس الوقت والنظر إلى الجانب الخلفي من التماس . في أغلب الأحيان ، يتعين على عامل اللحام استخدام أوضاع لحام مخفضة لتجنب الاحتراق ، مما يؤدي غالبًا إلى نقص الانصهار. غالبًا ما تعطي الاختبارات الثابتة لقوة اللحامات مع عدم الاختراق نتائج مرضية ، لذلك يمكن السماح بها في التصميمات التي تعمل حصريًا مع حمل ثابت. علاوة على ذلك ، يمكن تعويض نقص الاختراق من خلال تعزيز إضافي للدرز. إذا كانت الأجزاء المراد لحامها ستتعرض لأحمال متغيرة أو صدمة ، فإن اللحامات التي تفتقر إلى الاختراق يمكن أن تتسبب في تدمير هذا المنتج. يمكن القضاء على نقص الاختراق إذا كان التماس ملحومًا بشكل إضافي من الجانب الخلفي (يجب أن تكون الأسطوانة المطبقة من قسم أصغر) ، أو تستخدم أثناء لحام البطانة.
هذه هي الطريقة الأكثر موثوقية للتخلص من عيب مثل نقص تغلغل اللحام ، على الرغم من أن اللحام الخلفي يزيد من تعقيد عملية اللحام بنسبة 30٪ ويكون مستحيلًا إذا لم يكن هناك وصول إلى الجانب الخلفي من خط اللحام.
يضمن استخدام البطانات أثناء اللحام لحامًا عالي الجودة للقسم ويسمح لك بالحصول على خط لحام عالي الجودة في مسار واحد ، دون لحام. وسادات للطبخ اللحامات بعقبيمكن أن تكون قابلة للإزالة (إزالتها في نهاية اللحام) وثابتة (ملحومة في الجزء الخلفي من التماس).
الجودة والأداء أعمال اللحامعند استخدام البطانات ، فإنها تزداد ، لأن عامل اللحام يطبخ بشكل أسرع ، دون خوف من الحروق والترهل. عادة ما تكون البطانة القابلة للإزالة مصنوعة من النحاس الأحمر ، لأنها لا تذوب ويمكن إزالتها بسهولة بعد اكتمال اللحام. بالنسبة للبطانة غير القابلة للإزالة ، يتم استخدام شرائط فولاذية يصل عرضها إلى 50 مم ولا يزيد سمكها عن 3-4 مم.
يمكن إجراء اللحام التناكبي للصفائح من 8 إلى 12 مم دون قطع الحواف أولاً ، على كلا الجانبين فقط. غالبًا في مثل هذا التماس ، تظهر عيوب في عدم اختراق القسم أو دخول الخبث في التماس ، والتي لا يمكن تحديدها إلا عن طريق الأشعة السينية عبر التماس.
يمكن إنتاجها بدون قطع حواف على الأجزاء المراد لحامها أو قطعها. يمكن أن يكون شكل القطع على شكل V- ، X- ، U- ، K. تعتمد تقنية التنفيذ أيضًا على شكل القطع. اللحامات بعقب.
أنماط اللحام التناكبي
يمكن عمل الوصلات الملحومة بطرق اللحام المختلفة. يوضح الشكل المخططات الشائعة لتنفيذها:
أ) - اللحام بالوزن ؛
ب) - اللحام على بطانة نحاسية قابلة للإزالة ؛
ج) - اللحام على البطانة الفولاذية المتبقية ؛
د) - مع تنفيذ خط اللحام الأولي
عند اللحام بالوزن (المخطط أ) في الشكل) ، من الصعب تحقيق اختراق جيد لجذر اللحام بطول كامل الطبقة الأولى التي يتم ترسيبها. لذلك ، يوصى باللحام على لوح نحاسي قابل للإزالة (الرسم البياني ب) في الشكل) أو على دعامة الصلب المتبقية (الرسم البياني ج) في الشكل).
في حالة استخدام البطانة النحاسية ، يتم عمل أخدود تشكيل فيها لتشكيل أسطوانة على الجانب الخلفي. من أجل استبعاد تدفق المعدن السائل من قاع حوض اللحام ، يجب ضغط ألواح الدعم بإحكام قدر الإمكان على حواف اللحام.
إذا كان على ظهره وصلة ملحومةهناك إمكانية الوصول إلى جذر اللحام ، ومن الممكن تقوية التماس على هذا الجانب ، يوصى بإجراء لحام خلفي صغير أولاً المقطع العرضي، ثم قم بإجراء التماس الرئيسي على الجانب الأمامي من المفصل (المخطط د) في الشكل).
اللحامات بعقب بدون أخاديد
بدون حواف القطع ، يتم لحام الأجزاء ذات السماكة الصغيرة. يمكن أن يكون هذا اللحام من جانب واحد ومن جانبين ، كما أنه يعتمد على سمك المعدن الذي يتم لحامه. مع هذا اللحام ، يقوم القطب بحركات تذبذبية عرضية. في هذه العملية ، من الضروري مراقبة الانصهار المنتظم لكلا الحافتين بعناية ليتم لحامهما بالعمق المطلوب. يجب إيلاء اهتمام خاص لاختراق الجزء السفلي من المفصل (جذر اللحام).
يتم إجراء اللحامات بعقب من جانب واحد بدون حواف مشطوفة. في هذه الحالة ، إذا كان سمك الحواف الملحومة لا يزيد عن 4 مم ، فيجب أن يكون قطر القطب مساويًا لسمكها. عندما يزيد سمك الألواح المراد لحامها عن 5 مم ، يتم إجراء اللحام بشق مزدوج الوجه. يمكن اختيار قوة تيار اللحام ، الفجوة الموصى بها بين الأجزاء وقطر القطب من الجدول ، بناءً على سمك المعدن الذي يتم لحامه:
في هذه الحالة ، القيمة القصوى المسموح بها تيار اللحاميجب أن يتم اختياره وفقًا لجواز سفر الأقطاب الكهربائية ، وفقًا لتوصيات الشركة المصنعة.
لحام بعقب V-Groove
يتم إجراء اللحامات التناكبية أحادية التمرير مع أخدود V عن طريق الحركات العرضية للقطب الكهربي عبر عرض الأخدود بالكامل بحيث ينتقل القوس الكهربائي من حواف اللحام إلى المناطق غير المعالجة في المنتجات الملحومة. ولكن ، مع هذا ، من الصعب تحقيق اللحام الكامل على طول الطول ، خاصةً إذا كان تضييق الحواف والفجوة بينهما يتغيران باستمرار.
عند لحام اللحام متعدد التمريرات باستخدام أخدود V ، يكون لحام جذر بئر اللحام أسهل بكثير. للقيام بذلك ، عند تسطيح الطبقة الأولى ، يتم تحديد أقطاب كهربائية رفيعة بقطر 3-4 مم وتطبيق خط رفيع (خيط) ، بدون حركات عرضية للقطب.
يتم ترسيب الطبقات التالية بأقطاب كهربائية ذات قطر أكبر ، وتعتمد قيمتها على سمك الحواف الملحومة. عند اللحام ، يتم إعطاء القطب حركات تذبذبية عرضية. للحصول على اختراق جيد بين الطبقات ، من الضروري تنظيف الطبقة السابقة (و حواف اللحام) قبل تسطيح الطبقة التالية.
بعقب اللحام
يتم تحديد ميزات اللحام التناكبي وتحضير الحواف للحام بسمك المعدن الأساسي. بسماكة معدنية صغيرة - تصل إلى 5-6 مم - لا تتطلب حواف الألواح المراد ربطها إعدادًا خاصًا ويجب قطعها بشكل صحيح بما يكفي فقط لضمان التوازي المتبادل والفجوة الثابتة بينهما طوال طول اللحام . تشبه عملية اللحام عملية اللحام بالخرز ، ما عليك سوى إيلاء اهتمام خاص لها. انتظام ذوبان كلا الحافتين ، حيث يتم إعطاء نهاية القطب الكهربائي حركة تذبذبية عرضية. يتم الحصول على المقطع العرضي للحام مع تقوية كبيرة تتراوح من 50 إلى 100٪ من سمك المعدن الأساسي. الصعوبة الرئيسية في اللحام مفصل بعقبهو التشكيل الصحيح للجانب العكسي من التماس.
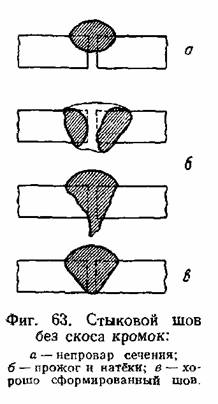
في هذه الحالة ، عند حدوث انحرافات عن وضع اللحام العادي ، تحدث العيوب التالية. مع عدم كفاية الإمداد بالحرارة ، لا تذوب سماكة الألواح بالكامل ويتم الحصول على عدم تغلغل المقطع (الشكل 63). مع إمداد الحرارة المفرط ، يتم الحصول على تغلغل المعدن ، ويتدفق المعدن المنصهر من حجم التماس ، ويشكل ترهلًا على الجانب الخلفي ، وأحيانًا من خلال الثقوب - الحروق.
من الصعب الحصول على مقطع عرضي مثالي للحام مع اختراق كامل لقسم الصفائح وعدم وجود ترهل على الجانب الخلفي أثناء اللحام. الجانب الخلفي من خط اللحام غير مرئي لماكينة اللحام ، لذا فإن الانحرافات الطفيفة في وضع اللحام كافية للتسبب في نقص الانصهار أو الترهل في الجانب الخلفي. خوفًا من الحروق والترهلات ، يعمل عامل اللحام عادةً في وضع يتسبب في ظهور نقص الانصهار في قسم اللحام. متوسط قيمة عدم الاختراق يعتمد إلى حد كبير على مهارة اللحام. بالنسبة لآلة اللحام منخفضة المهارة ، يمكن أن تصل قيمة نقص الاختراق إلى 50 بالمائة أو أكثر من سماكة الصاج. يعتمد الكثير أيضًا على جودة الأقطاب الكهربائية المستخدمة.
غالبًا ما تُظهر اللحامات التي تفتقر إلى الاختراق أثناء الاختبار الثابت قوة مرضية ، لذلك ، كاستثناء ، يمكن السماح بمثل هذه اللحامات في الهياكل منخفضة الحرجة التي تعمل تحت الحمل الثابت. في هذه الحالة ، يتم تعويض تأثير عدم الاختراق عن طريق تقوية التماس على جانب اللحام. في الهياكل الأكثر أهمية ، لا سيما تلك التي تعمل تحت أحمال متغيرة أو صدمية ، فإن اللحامات التي تفتقر إلى الاختراق غير مقبولة وقد تسببت بشكل متكرر في وقوع حوادث وتدمير للمنتجات الملحومة. يعمل عدم الاختراق بمثابة شق ويؤدي إلى تدمير سريع للهيكل. لذلك ، بالنسبة لدرزات المنتجات الملحومة الحرجة ، من الضروري اتخاذ تدابير لضمان عدم وجود نقص في اختراق قسم اللحام. يمكن القضاء على نقص الاختراق عن طريق لحام الجانب العكسي أو باستخدام وسادات. يتكون اللحام من تطبيق أسطوانة إضافية ذات مقطع عرضي مخفض على الجانب الخلفي من التماس (الشكل 64).

اللحام طريقة موثوقة للقضاء على نقص الانصهار. عيب اللحام هو زيادة كبيرة في كثافة اليد العاملة بنسبة 30-40 في المائة أو أكثر ، بالإضافة إلى ذلك ، لا يمكن الوصول إلى الجانب العكسي للدرز في كثير من الأحيان أو يجب طهيه في وضع غير مريح ، على سبيل المثال ، على السقف. يستخدم اللحام على نطاق واسع في الممارسة. قد يتعذر الوصول إلى الجانب العكسي للخط اللحام ، ثم يتم التخلص من استخدام اللحام ، على سبيل المثال ، عند وصلات أنابيب اللحام. يتيح استخدام البطانات لحام القسم بأكمله عند العمل على جانب واحد والحصول على خط لحام عالي القوة في مسار واحد ، دون اللجوء إلى اللحام الجانبي الخلفي.
تنقسم بطانات اللحامات التناكبية إلى قابلة للإزالة ، وإزالتها في نهاية اللحام ، وغير قابلة للإزالة أو صماء ، وتبقى ملحومة في الجزء الخلفي من اللحام. يتميز اللحام بالبطانات بعدد من المزايا: يتم تنفيذ العمل فقط من جانب واحد من أكثر جوانب التماس ملاءمة ويمكن الوصول إليها ، وتزداد إنتاجية اللحام بشكل كبير ، حيث يعمل عامل اللحام ، دون خوف من الحروق والترهل ، في أوضاع أعلى ويزيد من اللحام سرعات. عادة ما تكون البطانات القابلة للإزالة مصنوعة من النحاس الأحمر. نظرًا للتوصيل الحراري العالي للنحاس ، لا تذوب البطانات الضخمة بدرجة كافية عند ملامستها للمعدن السائل ويمكن إزالتها بسهولة من اللحام بعد اكتمال اللحام. أثناء العمل المكثف والإنتاج الضخم لنفس النوع من المنتجات ، يمكن تبريد البطانات النحاسية عن طريق المياه الجارية ، ويجب أن تضمن الأجهزة المناسبة توافقًا محكمًا للمعدن الذي يتم لحامه بالبطانات النحاسية طوال طول اللحام. عادة ما تكون الوسادات المتبقية غير القابلة للإزالة أو العمياء عبارة عن شريط فولاذي بسمك 3-4 مم وعرض 50 مم. في نهاية اللحام ، يتم لحام البطانة الفولاذية بإحكام مع اللحام وتبقى عليها. يوضح الشكل مفصل الأنبوب المزود ببطانة حلقة فولاذية ، والتي تستخدم على نطاق واسع في ممارسة لحام خطوط الأنابيب المختلفة. 65. من المستحسن ، حيثما أمكن ، استخدام عناصر من الهيكل الملحوم نفسه كبطانة.
يتم تقديم صعوبات إضافية عن طريق اللحام التناكبي لمواد رقيقة جدًا ، يقل سمكها عن 1.5 مم. في الوقت الحاضر ، تم تطوير أقطاب كهربائية خاصة للحام بسماكات صغيرة ، على سبيل المثال ، أقطاب MT ، والتي توفر احتراقًا ثابتًا للقوس بشكل خاص. يسمح استخدام هذه الأقطاب الكهربائية والأجهزة الإضافية التي تسمح بالتحكم الدقيق في قوى التيار المنخفض بلحام القوس المعدني الناجح للصفائح الفولاذية بسمك 0.8 إلى 1.5 مم. بعقب اللحاميمكن أيضًا استخدام صفائح فولاذية بدون قطع أولي للحواف لسماكات كبيرة ، بشرط أن يتم اللحام على كلا الجانبين (الشكل 66).


بهذه الطريقة ، يمكن لحام الألواح بسمك 8-12 مم. عيب مثل هذا الاتصال هو احتمال كبير للحصول على نقص اختراق القسم ووجود شوائب من الخبث والأكاسيد على طول محور اللحام ، ولا يمكن الكشف عن هذا العيب عن طريق الفحص الخارجي ويتم فتحه فقط عن طريق نقل الأشعة السينية وطرق أخرى.
في معظم الحالات ، عندما يزيد سمك المعدن عن 5 مم ، يلجأون إلى القطع الأولي أو تجليف الحواف ؛ في الوقت نفسه ، تكون اللحامات أحادية وثنائية. يظهر الأخدود العادي للحام بعقب من جانب واحد ، ما يسمى بأخدود V ، في الشكل. 67.
يتميز اللحام المُجمَّع والمُعدّ للحام بثلاثة أبعاد رئيسية: زاوية القطع أ (أحيانًا تُعطى نصف قيمتها - شطبة الحافة أ / 2) ، وتقليل الحافة أو الجزء غير المائل أ و فجوة بين الحواف س. تسهل زيادة زاوية الأخدود أو فتح الحواف عملية اللحام والوصول إلى الطبقات السفلية من المعدن ، ولكنها تزيد من كمية المعدن المترسب وتعقيد اللحام. يسهل تخفيف الحافة التجميع ويقلل من إمكانية الاحتراق من خلال المعدن في الجزء العلوي من التماس. تسهل الفجوة الوصول إلى الطبقات السفلية من المعدن واختراق القسم بأكمله.

استنادًا إلى الممارسة طويلة المدى لمصانعنا ، يتم قبول الأبعاد التالية لعناصر حواف القطع للدرز أحادي الجانب بشكل عام. زاوية القطع أ = 60-70 درجة أو زاوية مائلة أ / 2 = 30-35 درجة. يبلغ الحد من الحافة 2-3 مم ، وعلى سمك المعدن الملحوم أكثر من 20 مم - حتى 4-5 مم. يتم أخذ الفجوة من 2 إلى 4 مم ، مع زيادة سماكة المعدن. يمكن استخدام التماس المحدد لسمك المعدن من 5 إلى 40 مم وما فوق. بسماكة كبيرة من المعدن ، يتم إجراء التماس في عدة طبقات. عادة ما يكون سمك الطبقة حوالي 5-6 مم. الأصعب هو لحام الطبقة الأولى ، حيث تكون نفس العيوب ممكنة كما هو الحال عند اللحام بدون حواف مشطوفة ، أي عدم اختراق القسم ، والترهل والحروق.

تظل تدابير مكافحة هذه العيوب كما هي ؛ الطهي الناقص للجانب العكسي واستخدام البطانات القابلة للإزالة أو المتبقية. قبل لحام الجانب العكسي في المنتجات الهامة ، يوصى بقطع المعدن إلى عمق 2-3 مم ، أي تحديد ما يسمى بأخدود التحكم ، والذي يتم حظره بعد ذلك بواسطة بكرة لحام أو بكرة تحكم (الشكل 68) . من الخارج ، ينتهي قسم اللحام بتسليح ، يتم تحديد قيمته ، اعتمادًا على سمك المعدن ، في حدود 3-5 مم. عند السماكات الكبيرة في اللحام متعدد الطبقات ، يتم تلدين كل طبقة عند تطبيق الطبقة التالية ، مما يحسن الهيكل و الخواص الميكانيكيةفلز. لا يتم تلدين فقط التسليح وخرزة التحكم أو اللحام ، والتي يجب أن تؤخذ في الاعتبار أثناء الفحص المعدني والاختبار الميكانيكي للحامات متعددة الطبقات.
مع سماكة المعدن الكبيرة والتوافر الكافي للجانب العكسي من التماس ، يتنافس التماس أحادي الجانب مع الوجهين أو خط التماس على شكل X، يظهر بشكل تخطيطي في الشكل. 69. يتطلب خط اللحام على الوجهين معدن لحام أقل وتكاليف عمالة أقل لماك اللحام بنفس سماكة المعدن. الميزة الثانية للخط على الوجهين هي التماثل الأكبر للقسم ، مما يقلل من تشوه المنتج.
عيب خط التماس على الوجهين هو الحاجة إلى اللحام على كلا الجانبين ، وهو أمر صعب في كثير من الأحيان ، وأحيانًا مستحيل تمامًا.
هناك أشكال انتقالية بين خط اللحام أحادي الجانب مع لحام جانبي عكسي ودرز متماثل على الوجهين.
بالإضافة إلى الأشكال المتماثلة المشار إليها من اللحامات ، في الممارسة العملية ، غالبًا ما تستخدم اللحامات التناكبية غير المتكافئة مع إعداد الحافة غير المتكافئ (الشكل 70).

اللحامات ذات الحواف المسطحة لها عيب يتمثل في أن لحام الجزء العلوي من التماس صعب إلى حد ما ، وأن السطح الخارجي للدرزات عريض جدًا. في كثير من الحالات ، تكون اللحامات ذات الحواف المنحنية ، والتي تسمى اللحامات أحادية الجانب وجانبين على شكل وعاء (الشكل 71) ، والتي تزيد من جودة الوصلة الملحومة وراحة اللحام ، أكثر ملاءمة. عيب هذه اللحامات هو التحضير المعقد للحواف.

في التين. 72 يوضح أشكال الضلع والزاوية وصلات ملحومةالمتعلقة بمفاصل المؤخرة.


يتم إعطاء الأنماط التقريبية لحامات اللحام في الجدول. ثمانية.