ما يسمى اختراق اللحام. أنواع اللحامات وخصائصها. مفاصل زاوية ملحومة
وصلات ملحومة. في اللحام القوسي اليدوي ، يتم إجراء تراكب ، نقطة الإنطلاق ، التداخل ، وصلات الزاوية ؛ في بعض الحالات - مشقوق ، تنتهي بطبقات ، فلين (الشكل 36). ملحومة هو اتصال دائم يتم إجراؤه عن طريق اللحام. يحدد GOST 2601 - 74 شروطًا للمفاصل ، والزاوية ، واللف ، والمفاصل.
مفاصل زاوية ملحومة
عمليات اللحام وأنواعه. هناك العديد من عمليات اللحام التي تختلف في كيفية تطبيق الحرارة أو الطاقة على المفصل. لحام ناعم لحام اللحامللحام اللحام بالغازلحام المقاومة لحام التعريفي لحام القوساللحام المصبوب اللحام بالاحتكاك اللحام المتفجر تتطلب بعض العمليات قوة فقط للانضمام لإنتاج اللحام ، بينما تتطلب عمليات أخرى حشوًا وطاقة حرارية لصهر المعدن المحدد. كل من عمليات اللحام المختلفة لها خاصتها الخاصة تحديدوتكاليف وحدتهم.
أرز. 36. تصنيف الوصلات الملحومة
أ - بعقب ب - نقطة الإنطلاق ؛ في - الزاوي ز - اللفة د- مشقوق ه - النهاية ؛ ز - مع تراكبات ؛ ح - الفلين
مفاصل بعقب. يوفر هذا النوع من الوصلات ، مقارنة بالآخرين ، أقل إجهادات وتشوهات جوهرية أثناء اللحام ، واستهلاك القاعدة والمعدن المترسب ، ووقت اللحام ، مما أدى إلى استخدامه الأكبر في إنتاج اللحام. يمكن تجميع الأوراق من نفس السماكة أو مختلفة من طرف إلى طرف. في الحالة الثانية ، على ورقة ذات سماكة أكبر ، يتم عمل شطبة على جانب أو جانبين - بسمك ورقة أصغر. تباين المؤخرة هو اتصال التشفيه و vtaur. تستخدم الوصلات ذات الحواف لسمك الصفائح حتى 3 مم. يتم تجميع الصفائح بسمك 3-8 مم بدون حواف مشطوفة وبفجوة 0.5-2 مم. العناصر التي يصل سمكها إلى 6 مم ملحومة على جانب واحد ، وسماكة أكثر من 6 مم على كلا الجانبين. بالنسبة للصفائح التي يتراوح سمكها بين 3 و 8 مم ، يمكن أيضًا أن تكون الحواف مشطوفة. بسماكة معدنية من 3-26 مم ، يتم إجراء شطبة من جانب واحد من الحواف ، تسمى الأخدود على شكل حرف F. بالنسبة للمعدن بسمك 12-40 مم ، تكون الحواف مائلة من الجانبين (قطع على شكل X) ؛ مع شطبة من حافة واحدة ، يسمى القطع على شكل حرف K. مع القطع على شكل X ، تكون كمية المعدن المترسب أقل مرتين تقريبًا من على شكل Y ، مما يؤدي إلى انخفاض في استهلاك الأقطاب الكهربائية والكهرباء والضغوط والتشوهات المتبقية وزيادة الإنتاجية. بالنسبة للمعدن بسمك 20-60 مم ، يوصى باستخدام شطبة على شكل حرف U ، والتي لها نفس المزايا على الشكل X مثل الأخير على شكل U.
الخصائص المقارنة للحامات
سيعتمد تطبيقه بشكل أساسي على نوع المادة التي سيتم استخدامها ، وظهور الاتحاد والاستخدام الذي سيتم إعطاؤه للنقابة. هي عبارة عن اتحاد قطعتين من المعدن بمساعدة معدن آخر يسمى استثمار يتم تطبيقه بينهما في حالة سائلة. في هذه العملية ، تتشكل سبيكة بين المعادن ، وبهذا يتحقق الالتصاق ، مما يولد رابطة. يستخدم هذا النوع من اللحام لتوصيل الأجزاء التي لن تتعرض لأحمال كبيرة أو قوى.
اتصالات المحملة(الشكل 36.6). يتم الحصول على هذا النوع من الاتصال عن طريق تزاوج نهاية عنصر مع سطح آخر. يمكن أن يكون العنصر الرأسي بدون حواف مشطوفة ، مع حافة مشطوفة واحدة أو حافتين.
مفاصل الزاوية (الشكل 36 ، ج). في مثل هذا الاتصال ، يتم إرفاق نهاية أحد العناصر المراد تجميعها بنهاية مستوى عنصر آخر ، مما يؤدي إلى تشكيل مستقيم أو غير حاد أو زاوية حادة. مجمعةهي حالة خاصة من النوع T.
أحد استخداماته الرئيسية هو دمج العناصر في الدوائر الكهربائية. عادةً ما يتم صهر حشو المعدن بمكواة لحام ويتدفق عبر القابلية الشعرية. بشكل عام ، يلزم وجود تدفقات وتميعات خاصة للحشو لإزالة الأكاسيد من الأسطح المراد ربطها.
ما يسمى اللحام؟
بعض الحشوات عبارة عن سبائك من النحاس أو الألومنيوم أو الفضة. يمكن تصنيف اللحام الصلب وفقًا للطريقة التي يتم بها تطبيق مادة الحشو. يتم إدخال حشو المعدن المنصهر مسبقًا بين الجزأين المراد ربطهما ، عندما يتصلب ، يتم ربط الأجزاء.
وصلات اللفة. عندما يتم تثبيت مستوى أحد العناصر المجمعة على مستوى عنصر آخر (الشكل 36 ، د) ، يتم تشكيل مفاصل اللفة. يوصى باستخدامها للمعادن التي لا يزيد سمكها عن 10-12 مم. يجب إجراء اللحام على كلا الجانبين بحيث لا تدخل الرطوبة في الفجوة بين العناصر الملامسة.
وصلات مشقوقة (الشكل 36 ،<3). Разновидностью нахлесточных соединений являются прорезные, выполняемые, когда длина нормального шва нахлесточного не обеспечивает необходимой прочности.
مفاصل اللفة ملحومة
يتم وضع معدن الحشو في الحالة الصلبة بين الأجزاء المراد ربطها ، ويتم تسخينها في فرن غاز أو كهربائي ، بحيث يتم إذابة معدن الحشو عند درجة حرارة وتشكيل المفصل عند تبريده. يتم تطبيق الحرارة على الشعلة محليًا على أجزاء المعدن التي يتم ربطها ، ويتم صهر حشو المعدن على شكل سلك في المفصل. يمكن تشغيل المشاعل باستخدام المؤكسدات التالية: الهواء المضغوط ، الهواء الجوي ، الأكسجين أو الهواء المخزن تحت ضغط في الخزان.
وصلات النهاية (الشكل 36 ، و). يتم تثبيت اللحام الملحوم في الوصلات النهائية على نهايات الألواح المجمعة الموجودة في نفس المستوى.
اتصالات مع تراكبات (الشكل 36 ، ز). يتم تنفيذ هذا النوع من التوصيل عندما لا يمكن استبدالها بمفاصل تناكبية أو مفصلية ، بالمقارنة مع ما هو مطلوب: I استهلاك إضافي للمعادن للبطانات.
يمكن أن يكون الوقود: الكحول أو البنزين الأبيض أو الميثان أو البروبان - البيوتان أو الهيدروجين أو الأسيتيلين. يمكن تحقيق درجة حرارة الأجزاء المراد ربطها ومعدن الحشو بمقاومة التيار أو الحث أو القوس في جميع الطرق الثلاث ، عندما يتم تسخينها عن طريق مرور التيار بين الأجزاء المعدنية المراد ربطها.
هذه أقدم عملية لحام. تتمثل العملية في تسخين القطع المراد ربطها في تشكيل مع حالتها البلاستيكية ، ثم عن طريق الضغط أو قطع مفصل القطع. لا يستخدم هذا الإجراء حشو المعادن ويحد من العملية أنه لا يمكن تطبيقه إلا على شكل قطع صغيرة وكصفائح. يتم التوصيل من مركز الأجزاء إلى الخارج ، ويجب تجنب الأكسدة ، ويتم استخدام الزيوت الثقيلة مع التدفق لهذا الغرض ، وعادة ما يتم استخدام البوراكس مع ملح الأمونيوم.
اتصالات الفلين (الشكل 36 ، ح). في الوصلة المحددة ، تتداخل العناصر الملحومة ، ويتم حفر الصفيحة العلوية على طول خط اللحام في نقاط منفصلة. الثقوب ملحومة. في هذه الحالة ، يتم تكوين رابطة قوية مع الصفيحة السفلية. تتمتع مفاصل الفلين بقوة جيدة عند كثافة التماس المنخفضة.
اللحامات. يسمى قسم الوصلة الملحومة التي تشكلت نتيجة تبلور معدن حوض اللحام باللحام.
أنواع اللحامات وخصائصها
تشمل هذه العملية جميع اللحامات التي تستخدم الغاز القابل للاحتراق لتوليد الطاقة اللازمة لصهر المواد المدخلة. أكثر أنواع الوقود شيوعًا هي الميثان والأسيتيلين والهيدروجين ، والتي ، عند دمجها مع الأكسجين كعامل مؤكسد ، تولد لحامًا ذاتيًا وأكسيدًا.
اللحام بالأكسجين هو نتاج مزيج من الأكسجين والهيدروجين في اللهب. يتم تحقيق اللحام الذاتي عن طريق الجمع بين الأسيتيلين والأكسجين في اللهب. يُعرف باسم ذاتي التولد كما هو الحال مع مزيج الوقود والمقاتل هناك استقلالية ليتم التعامل معها في بيئات مختلفة. يتم إنتاج الأسيتيلين عن طريق التخلص من كربيد الكالسيوم في الماء ، حيث يكون الراسب عبارة عن الجير المطفأ وغازات الأسيتيلين.
عن طريق التنسيب في الفضاء ، يتم تقسيم اللحامات إلى السفلي والأفقي والعمودي والسقف (الشكل 37). الجزء السفلي عبارة عن خط تماس يقع على مستوى أفقي أو على مستوى يميل إلى الأفق بزاوية تصل إلى 60 درجة (1.02 راد). اللحامات الرأسية والأفقية هي تلك الموجودة على مستوى عمودي أو على مستوى ينحرف عن العمودي بزاوية 30 درجة (0.51 راد). طبقات السقف تسمى ، وتقع على "السقف".
اسطوانات ومنظمات لحام الأكسجين. في مشاعل اللحام بالأكسجين ، يمكن الحصول على ثلاثة أنواع من اللهب ، والتي تقلل ، وتحييد ، ومؤكسد. من بين الثلاثة المحايدين هو الأكثر استخدامًا. هذا اللهب متوازن في كمية الأسيتيلين والأكسجين التي يستخدمها.
يوجد فائض من الأسيتيلين في اللهب المختزل أو الكربوني ، مما يولد وجود مخروط أبيض بين مخروط الضوء والغمد ، يتم تحديد طوله بواسطة فائض الأسيتيلين. يستخدم هذا اللهب في لحام المونيل والنيكل وبعض سبائك الصلب والعديد من المواد غير الحديدية.
أرز. 37. تصنيف اللحامات حسب موقعها في الفضاء
أكثر انخفاضا؛ ب - أفقي ج - عمودي ز - السقف

أرز. 38. طبقات متقطعة
حسب الطول ، يتم تمييز اللحامات المستمرة والمتقطعة (الشكل 38). يقع طول الجزء المنفصل من التماس المتقطع في حدود 50-150 مم ، والمسافة بينهما 1.5-2.5 من طول المقطع.
لهب مؤكسد نفس مظهر اللهب المحايد ، باستثناء أن مخروط الضوء أقصر والمخروط المحيط به لون أكثر. يستخدم هذا اللهب في اللحام الانصهار للنحاس والبرونز. أحد الآثار المترتبة على هذا النوع من اللهب هو استخدامه في قطع المشاعل ، حيث تؤدي الأكسدة المفاجئة إلى حدوث قطع في المعادن. تحتوي مشاعل القطع بالقرب من الفتحة المركزية على سلسلة من الومضات الصغيرة التي يدخل من خلالها تدفق كبير من الأكسجين النقي ، مما يقطع المعدن.
في بعض الحالات ، يستخدم اللحام بالوقود الأكسجين الهواء كعامل مؤكسد ، مما يعني أن درجة حرارة هذا اللهب أقل بنسبة 20٪ من درجة حرارة الأكسجين ، لذلك يقتصر استخدامه على الجمع بين عدد قليل من المعادن مثل الرصاص. في هذا النوع من اللحام ، تُعرف الشعلة باسم "شعلة بنسن".
كمية المعدن المودع هي أيضًا أحد العوامل التي تحدد نوع اللحام.
أرز. 39. الغرز طبيعية
وفقًا لنوع الوصلة الملحومة ، تنقسم اللحامات إلى بعقب وشرائح. يُطلق على أقصر مسافة من سطح أحد الأجزاء المراد لحامها إلى حدود اللحام فيليه على سطح الجزء الثاني المراد لحامه الساق.
وصلات المحملة الملحومة
قد تشمل عمليات اللحام بالغاز تلك التي يتم فيها تسخين الأجزاء المراد ربطها ثم الضغط عليها بقوة كافية لإنشاء مفصل بدون حشو معدني. مبدأ تشغيل هذه العملية هو تمرير تيار كهربائي شديد الكثافة من خلال المعادن المراد ربطها ، لأنه عندما يتم الجمع بين نفس المقاومة أكثر مما في أجسامهم ، سيزداد ارتفاع درجة الحرارة ، باستخدام هذه الطاقة وبضغط صغير يتحقق الاتصال.
أنواع العيوب النموذجية في اللحامات والمفاصل
ينطبق اللحام بالمقاومة على جميع المعادن تقريبًا ، باستثناء القصدير والزنك والرصاص. يتم تضمين عمليات اللحام بالمقاومة. اللحام النقطي اللحام البقعي اللحام البقعي اللحام البقعي اللحام البقعي يمر التيار الكهربائي عبر قطبين مدببين بسبب مقاومة المادة المراد ربطها ويتم تحقيق التسخين والضغط على الأجزاء الناتجة عن بقعة اللحام. يمكن أن تكون أجهزة اللحام الموضعية ثابتة أو متحركة ، أو متصلة بإنسان آلي أو ذراع ميكانيكي.
عناصر قطع اللحام. تشمل العناصر الهندسية لأخدود اللحام زاوية الأخدود ، والفجوة بين الأجزاء المراد لحامها ، والحدة ، وشطبة الحافة ، وإزاحة الأجزاء المراد لحامها بالنسبة لبعضها البعض (الشكل 40). عادة ما تكون زاوية حواف القطع أثناء اللحام اليدوي تساوي 60 ± 5 درجة (1.02 + 0.8 راد) ، والتخفيض هو 1-3 مم ، والفجوة هي 0-4 مم. عادة ما يؤدي عدم وجود حواف القطع التي يزيد سمكها عن 8 مم إلى نقص الانصهار. يؤدي عدم وجود التطهير أيضًا إلى عدم الاختراق. يمكن أن تسبب الحواف غير باهتة حروقًا. إن إزاحة الحواف تجعل من الصعب ، وفي بعض الحالات من المستحيل ، الحصول على وصلة ملحومة ذات نوعية جيدة. يعتمد مقدار الإزاحة على سمك الأجزاء المرتبطة ومسؤولية المنتج. بالنسبة لمثل هذه المنتجات ، يتم تنظيم الإزاحة من خلال الشروط الفنية لتصنيعها. حواف الإزاحة على أجزاء وتركيبات خطوط الأنابيب التي لا تخضع لولاية Gosgortekhnadzor وفقًا لـ SNiP Sh-G.9-62 "خطوط الأنابيب التكنولوجية. قواعد إنتاج وقبول العمل "مسموح بها ضمن الحدود المحددة أدناه.
مخطط آلة لحام البقعة. اللحام النقطي هو عملية مشابهة لعملية البقعة ، فقط في هذه الحالة ، يتم إنشاء نقاط متعددة في نفس الوقت مع كل عملية. يتم تحديد النقاط من خلال موضع مجموعة من النصائح التي تقوم بالاتصال في نفس الوقت.
يتكون لحام اللحام من الالتحام المستمر لوحين متداخلين. يتم إنشاء الاتصال بواسطة الحرارة المتولدة بسبب مقاومة مرور التيار والضغط المستمر الذي يمارسه القطبان المستديران. عملية اللحام هذه مستمرة.
يتكون اللحام التناكبي من ربط جزأين مع نفس القسم ، يتم ضغطهما عند مرور تيار كهربائي من خلالهما ، مما يولد حرارة على سطح التلامس. مع درجة الحرارة والضغط اللذين تم إنشاؤهما بين الجزأين ، يتم تحقيق الاتصال.
أنواع اللحامات وخصائصها
حسب خصائص التصميم (حسب الترتيب المتبادل للعناصر المتصلة)تنقسم الوصلات الملحومة إلى:
- تكون العناصر الملحومة بعقب متاخمة للأسطح النهائية وهي استمرار لبعضها البعض ، ويتوسع نطاق هذه المفاصل ؛
- التداخل - تتداخل الأسطح الجانبية للعناصر المتصلة جزئيًا مع بعضها البعض ؛
- نقطة الإنطلاق - تلتقي نهاية أحد العناصر بزاوية (عادةً 90 درجة) ويتم لحامها بالسطح الجانبي لعنصر آخر ؛
- الزاوية - العناصر المراد ربطها ملحومة على طول الحواف مع بعضها البعض. في الهياكل الحاملة ، لا يتم استخدام لحامات الشرائح مطلقًا ولا تعتمد على القوة.
- ترتبط العناصر المتصلة بالطرف بواسطة الأسطح الجانبية ويتم لحامها من النهاية. هذا النوع من الاتصال للقوة ، كقاعدة عامة ، لا يحسب.
يوضح الشكل 1 أمثلة على أنواع اللحامات المذكورة أعلاه.
يتم إجراء هذا اللحام باستخدام الحرارة الناتجة عن مقاومة تدفق التيار الكهربائي المستحث في الأجزاء المراد ربطها. عادة ما يتم هذا اللحام أيضًا بالضغط. يتكون من توصيل الملف بالمعادن المراد ربطها ، ولأنه في مزيج المعادن توجد مقاومة أكبر لمرور تيار مستحث في الجزء الذي تتولد فيه الحرارة ، مما يولد ضغطًا من خلال اتحاد الاثنين القطع.
هذه عملية يتم فيها الحصول على طاقتها بمساعدة الحرارة الناتجة عن قوس كهربائي يتشكل بين القطعة والإلكترود. عادةً ما يعمل القطب أيضًا كحشو يتم صهره بواسطة القوس الكهربائي بحيث يمكن ترسيبه بين القطع المراد ربطها. يمكن أن يكون التيار المستخدم في العملية هو التيار المباشر أو التيار البديل المستخدم في معظم التيارات المباشرة لأن الطاقة أكثر ثباتًا بحيث يمكنها توليد قوس مستقر.
اعتمادًا على نوع اللحام ، يتم تمييز الوصلات الملحومة:
- مع اللحامات بعقب (في مفاصل بعقب ونقطة الإنطلاق);
- مع طبقات الزاوية (في مفاصل اللفة ، نقطة الإنطلاق ، الزاوية والنهاية).
الشرط الأولي لتصميم الوصلة الملحومة هو ضمان قوة متساوية للحام والعناصر المراد ربطها.
يتم تقليل حالة القوة المتساوية ، على سبيل المثال ، لمفصل اللفة الملحوم إلى حقيقة أن حساب معلمات اللحام يجب أن يتم بواسطة القوة [F] ، التي تحددها قوة العنصر ذي المقطع العرضي الأصغر :
تتوفر الأقطاب الكهربائية التالية لتوليد القوس. قطب الكربون: يستخدم حاليًا قليلاً ، ويستخدم القطب فقط كموصل لتوليد الحرارة ، ويضاف معدن الحشو بشكل منفصل. القطب المعدني: يعمل القطب نفسه كحشو عند صهره على المواد المراد ربطها. يمكن استخدامها لآلات اللحام هذه للأقطاب الكهربائية للتيار المستمر أو التيار المتردد ويتكون الثاني من محولات ثابتة تولد صيانة منخفضة واستثمارًا أوليًا.
[F] = δ × ب × [σ] ص ،
حيث: δ - سمك الجزء الملحوم ؛ ب - عرض الجزء الملحوم ؛ [σ] р - إجهاد الشد المسموح به.
اللحامات مقسمة إلى عمالو المجلدات. يتم حساب طبقات العمل فقط من أجل القوة ، والتي تنقل مباشرة حمل العمل بين العناصر المتصلة.
تواجه مفاصل الربط ضغوطًا فقط من تشوه المفصل مع المعدن الأساسي. فهي محملة بخفة ولا تعتمد على قوتها.
يمكن أن تكون تركيبات طلاء الإلكترود عضوية أو غير عضوية ، ويمكن تصنيف هذه المواد إلى تلك التي تشكل الخبث وتلك التي تشكل تيارات. بعض الوصلات الرئيسية. المذيبات: الجرافيت والألمنيوم ونشارة الخشب. لتحسين الترابط: سيليكات الصوديوم وسيليكات البوتاسيوم والأسبستوس.
لتحسين مقاومة السبائك واللحام: الفاناديوم والسيزيوم والكوبالت والموليبدينوم والألمنيوم والزركونيوم والكروم والنيكل والمنغنيز والتنغستن. أنواع الأقطاب الكهربائية. تخضع أقطاب هذا النوع من اللحام لمعايير الجودة والنتائج وأنواع الاستخدام. التسمية هي هذا.
مفاصل بعقب ملحومة
المفصل التناكبي هو مفصل ملحوم من عنصرين متجاورين مع بعضهما البعض مع أسطح نهائية موضوعة على نفس السطح أو في نفس المستوى.
اساسي GOST 5264-80قدمت 32 نوع مفاصل المؤخرة ، معلمة بشروط C1 ، C2 ، ... C28إلخ ، لها إعداد مختلف للحواف اعتمادًا على السماكة وموقع العناصر المراد لحامها وتكنولوجيا اللحام وتوافر المعدات لمعالجة الحواف.
يشير E إلى أنه قطب كهربائي مطلي. في بعض الأحيان ، تحتوي الأقطاب الكهربائية على أحرف في النهاية ، اعتمادًا على الشركة التي صنعتها. الجدول التالي. اعتمادًا على العلامة التجارية للأقطاب الكهربائية ، يتم تعيين السبائك وخصائص الاختراق.
تعتبر كمية التيار التي يجب تطبيقها لتوليد اللحام مهمة للغاية ، اعتمادًا على ما إذا كان القطب لا يلتصق ، أو أن اللحام ينساب بين الجزأين ، أو أن الأجزاء المراد ربطها غير مثقبة. هذه هي التوصية العملية التي يتم استخدامها في الندوات لتحديد التيار ، دون الحاجة إلى اللجوء إلى طاولة.
مفاصل بعقب هي الأبسط والأكثر موثوقية من بين جميع الوصلات الملحومة. يوصى باستخدامها في الهياكل المعرضة لضغوط متناوبة.
اللحام التناكبي للصفائح والشرائط والأنابيب والقنوات والزوايا وغيرها من التشكيلات الجانبية ممكنة.
إذا تم تشكيل مفصل المؤخرة من لوحين معدنيين ، يتم تجميعهما معًا حتى يتلامسان في الأطراف ويلحمان.
نتوء اللحام التناكبي فوق المعدن الأساسي هو مكثف إجهاد. لذلك ، يتم إزالته ميكانيكيًا في المركبات الحرجة.
في اللحام الأوتوماتيكي ، اعتمادًا على سمك الأجزاء ، يتم إجراء اللحام من جانب واحد (الشكل 1 ، ب ، ج ، د) أو على الوجهين (الشكل 1 ، أ).
لسمك δ حتى 15 ملميتم إجراء اللحام بدون تحضير خاص للحواف. مع سماكة أكبر للأوراق ، يتم إجراء تحضير خاص للحواف بشكل مسبق.
في اللحام اليدوي بدون تجهيز الحواف ، صفائح بسماكة تصل إلى 8 ملم. يتم تطبيق الخيط على جانب واحد (عند δ ≤ 3 مم) أو على كلا الجانبين (3< δ ≤ 8 мм) .
في منطقة اللحام ، بسبب ارتفاع درجة الحرارة المحلية ، يمكن أن يحدث تغيير في الخصائص الفيزيائية والكيميائية والهيكلية للمعدن الأساسي ، ونتيجة لذلك ، انخفاض في خصائصه الميكانيكية - ما يسمى منطقة المتضررة الحرارة. لذلك ، يحدث تدمير المفصل الملحوم عادة في منطقة التأثير ، أي بالقرب من اللحام.
يتم حساب مفصل المؤخرة وفقًا لأبعاد مقطع الجزء في المنطقة المتأثرة بالحرارة.
حالة القوة عند تحميلها بقوة شد F لوصلة على شكل شريط:
σ р = F / (δ × ب) ≤ [σ] 'р
يتم أخذ الضغوط المسموح بها لحساب الوصلات الملحومة وفقًا للخصائص الميكانيكية للمادة في منطقة تأثير اللحام ويتم تمييزها بشرطة [σ] "r ، على عكس الضغوط المسموح بها للمعدن الأساسي [σ ] ص.
في مفصل بعقب محمل بلحظة الانحناء M ، يتم حساب الضغوط σ والانحناء:
σ ش = M / W ≤ [σ] 'ص
كما ذكرنا سابقًا ، لا يمكن تصنيع الوصلة التناكبية من صفائح أو شرائط فحسب ، بل أيضًا من الأنابيب والزوايا والقنوات وغيرها من التشكيلات ذات الأشكال. في جميع الحالات ، فإن الهيكل الملحوم قريب من أن يتأثر.
مفاصل اللفة ملحومة
مفصل اللفة هو مفصل ملحوم تكون فيه العناصر الملحومة بواسطة لحامات فيليه متوازية وتتداخل جزئيًا مع بعضها البعض.
ينص المعيار على اتصالين من هذا القبيل: H1و H2التي تختلف في ذلك فقط في المجمع H1طرفان ملحومان على سطح العناصر وفي المفصل H2- بعقب واحد فقط.
في بعض الأحيان ، يتم استخدام أنواع مختلفة من مفاصل اللفة: مع تراكب ومع طبقات موضعية تربط أجزاء من العناصر الهيكلية.
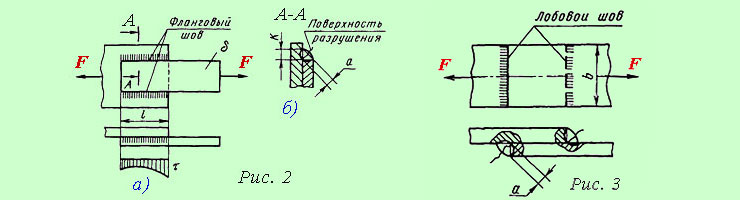
يتم إجراء مفصل اللفة الملحوم باستخدام درزات الجنب (الشكل 2 ، أ) أو اللحامات الأمامية (الشكل 3). في هذه الحالة ، يملأ التماس الزاوية بين السطح الجانبي لأحد العناصر وحافة العنصر الآخر. تسمى هذه اللحامات الزاوية.
يتم إجراء اللحامات فيليه بتمريرة واحدة ومتعددة ، بدون حواف مشطوفة ومع حواف مشطوفة.
الخصائص الرئيسية لشرائح اللحام هي (الشكل 2 ، ب): k - الساق (على غرار جانب المثلث الأيمن) ، أ - ارتفاع العمل (يحدد أصغر قسم في الطائرة يمر عبر منصف الزاوية اليمنى ، حيث يحدث التدمير - القطع).
عادة للدرز في اللحام اليدوي أ \ u003d 0.7 كيلو (ارتفاع المثلث القائم بالأرجلك) .
يتميز اللحام الأوتوماتيكي باختراق أعمق: أ \ u003d ك. ظروف العمل لهذا التماس أكثر ملاءمة.
لا ينصح باستخدام ساق أقل من 3 مم.
بسبب الصلابة المختلفة للعناصر المتصلة ، يضغط القص τ (قلق)موزعة بشكل غير متساو على طول خط التماس الخاصرة (الشكل 2 ، أ). كلما زاد طول التماس ، زاد التفاوت. لذلك ، فإن طول التماس محدود:
30 ملم< l ≤ 60k,
حيث: k هي ساق اللحام ، mm ، l طول اللحام.
في طبقات أقل من 30 ملمالنظام الحراري ليس لديه وقت لتأسيسه ويتم الحصول على خط التماس رديء الجودة. ومع اللحامات الطويلة ، هناك تفاوت كبير في توزيع الضغوط.
يتعرض لحام الشرائح تحت التحميل لحالة إجهاد معقدة. ومع ذلك ، من أجل البساطة ، يتم حساب هذا التماس تقليديًا للقص تحت تأثير ضغوط القص المتوسطة.
حالة قوة التماس الخاصرة (الشكل 2):
τ = F / (أ × 2 لتر) ≤ [τ] ' (هنا 2 - عدد الغرز)
من أجل تجنب حدوث ضغوط الانحناء المتزايدة ، ينبغي تطبيق اللحامات الأمامية على كلا الجانبين (الشكل 3).
كما تبين الممارسة ، يحدث تدمير اللحامات الأمامية بسبب قطعها على طول المستوى ثنائي القطاع. لذلك ، يتم حساب اللحامات الأمامية بشكل مشروط وفقًا لضغوط القص τ.
يتم تحديد سطح الكسر من خلال الأبعاد أ و ب:
τ = F / (أ × 2 ب) ≤ [τ] '
تستخدم أيضًا طبقات مدمجة ، تتكون من الخاصرة والجبهة.
من أجل التبسيط ، يُفترض أن قوة الشد F تقوم بتحميل اللحامات بالتساوي:
τ = F / (أ × L) ≤ [τ] '
حيث: L. - محيط خط التماس المشترك: L = 2l + b
مفاصل زاوية ملحومة
مفصل الزاوية هو مفصل ملحوم من عنصرين يوضعان بزاوية ويلحمان عند تقاطع حوافهما (انظر الشكل 1 ، هـ ، و ، ز).
يوفر المعيار عشرة أنواع من وصلات الزاوية: من U1قبل تحت 10.
في بعض الأحيان ، عند اللحام ، يتم استخدام وصلة حشو مع بطانة فولاذية ، مما يوفر اختراقًا موثوقًا للعناصر في القسم بأكمله. مع سماكة المعدن 8 ... 100 ملمتطبيق القطع على الوجهين للعنصر المجاور بزاوية تقريبًا 45 درجة.
نادرًا ما يتم إجراء حسابات الوصلات الملحومة فيليه من أجل القوة ، حيث لا يتم استخدامها تقريبًا في الهياكل الحاملة. تشبه طرق حساب مثل هذا المفصل للقوة طرق حساب وصلة الإنطلاق وتعتمد على نوع اللحام.
ويرد وصف منهجية مثل هذه الحسابات بمزيد من التفصيل أدناه.
وصلات المحملة الملحومة
مفصل الإنطلاق عبارة عن مفصل ملحوم تلتقي فيه نهاية أحد العناصر بزاوية وتعلق على السطح الجانبي لعنصر آخر. في أغلب الأحيان ، يتم تشكيل مفصل نقطة الإنطلاق بواسطة عناصر تقع في مستويات متعامدة بشكل متبادل (الشكل 1 ، h ، i ، j).
يمكن إجراء مثل هذا الاتصال من خلال اللحامات ذات الاختراق العميق التي يتم الحصول عليها عن طريق اللحام واللحام الأوتوماتيكي مع التحضير الأولي للحافة (اللحام التناكبي) ، أو اللحامات المقطعية باللحام اليدوي.
يوفر المعيار عدة أنواع من هذه التوصيلات: مع T1على T9.
تعتمد طريقة حساب الوصلات المقطوعة والوصلة على نوع اللحام.
اللحامات ذات الاختراق العميق أقوى من المعدن الأساسي. عندما يتم تحميل الاتصال بالقوة F ، يحدث التدمير على طول جزء الجزء في المنطقة المتأثرة بالحرارة. يتم الحساب وفقًا لضغوط الشد العادية σ p:
σ р = F / (δ × ب) ≤ [σ] 'р
يتجلى حساب اللحام في حقيقة أن الضغوط المسموح بها للحام تؤخذ ، على الرغم من إجراء الحساب للمعادن الأساسية.
يكون لحام الشرائح أقل متانة من المعدن الأساسي. يقع سطح الكسر في المستوى ثنائي القطاع من اللحام ، كما هو الحال في اللحامات الأمامية والجانبية لمفاصل اللفة.
قلق:
τ р = F / (أ × 2 ب) ≤ [τ] '
إذا تم تحميل الاتصال بقوة ضغط ، فسيتم نقل جزء من القوة إلى المعدن الأساسي ويمكن زيادة الضغوط المسموح بها بحوالي 60 % .
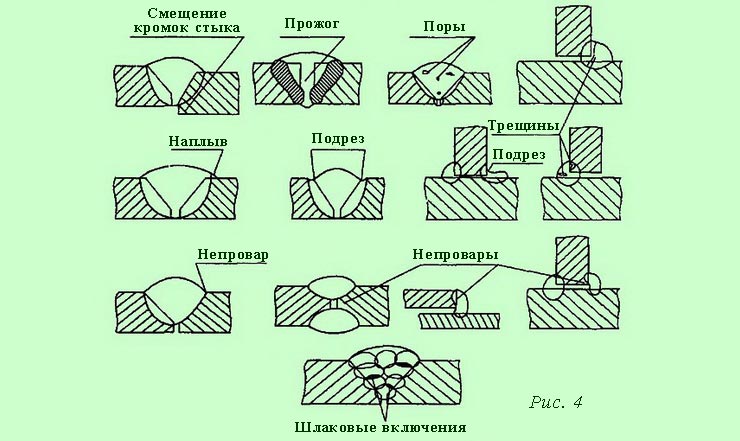
أنواع العيوب النموذجية في اللحامات والمفاصل
يوضح الشكل 4 أكثر أنواع العيوب شيوعًا في منتجات اللحام ، والتي يمكن أن تقلل بشكل كبير من قوة اللحام والهيكل ككل.
الخصائص المقارنة للحامات
من الوصلات الملحومة المدرجة ، الأكثر موثوقية واقتصادية المفاصل بعقب، حيث يُنظر إلى الأحمال والقوى المؤثرة بنفس الطريقة كما هو الحال في العناصر الكاملة التي لم تخضع للحام ، أي أنها تكافئ عمليا المعدن الأساسي ، بالطبع ، مع الجودة المناسبة لأعمال اللحام. ومع ذلك ، يجب ألا يغيب عن الأذهان أن معالجة حواف الوصلات التناكبية وتعديلها للحام معقدة للغاية ، بالإضافة إلى أن استخدامها مقيد بخصائص شكل الهياكل.
مفاصل الزاوية والمفاصلشائع أيضًا في التصميمات. تؤثر خصائصها الإيجابية على تصنيع الهياكل ثلاثية الأبعاد.
وصلات اللفةهم الأسهل في العمل معهم ، حيث لا يحتاجون إلى قطع أولي للحواف ، كما أن تحضيرهم للحام أسهل من الوصلات التناكبية والزاوية. نتيجة لذلك ، وأيضًا بسبب الشكل الهيكلي لبعض الهياكل ، فقد أصبحت منتشرة على نطاق واسع لربط العناصر ذات السماكة الصغيرة ، ولكن يُسمح بالعناصر التي يصل سمكها إلى 60 ملم.
عيب مفاصل اللفة هو عدم كفاءتها ، بسبب الاستهلاك المفرط للقاعدة والمعدن المترسب. بالإضافة إلى ذلك ، بسبب إزاحة خط عمل القوى أثناء الانتقال من جزء إلى آخر وحدوث تركيز الإجهاد ، يتم تقليل قدرة تحمل هذه المفاصل.
بالإضافة إلى الوصلات والدرزات الملحومة المدرجة في اللحام القوسي اليدوي ، يتم استخدام الوصلات بزوايا حادة ومنفرجة على طول GOST 11534-75، لكنها أقل شيوعًا.
بالنسبة للحام بغاز التدريع ، يتم استخدام لحام الألومنيوم والنحاس ومعادن أخرى غير حديدية وسبائكها ، ويتم استخدام الوصلات والدرزات الملحومة ، المنصوص عليها في معايير منفصلة. على سبيل المثال ، يتم توفير شكل إعداد حواف ودرزات هياكل خطوط الأنابيب GOST 16037-80، والذي يحدد الأبعاد الرئيسية للدرزات لأنواع مختلفة من اللحام.



