كيفية تطبيق خط اللحام بشكل صحيح. لحام المعادن. تقنية لعمل اللحامات. محول لحام على شكل حرف U
طبقات اللحام للمعادن هي وصلة متكاملة ، يتم إجراؤها عن طريق اللحام تحت تأثير درجات حرارة عالية.
تحتوي الوصلات الملحومة على عدة مناطق مفصلية تتشكل أثناء عملية اللحام نفسها:
- لحام الشق- هذه المنطقة وصلة ملحومةتكونت بسبب التبلور أو نتيجة أي تشوه حدث أثناء اللحام. في أغلب الأحيان ، يحدث التبلور والتشوه في موقع اللحام.
- معدن اللحام- يتشكل نتيجة ذوبان المعدن الأساسي. كقاعدة عامة ، يتم توصيل الجزء المذاب أو المنصهر من الهيكل بالعنصر المطلوب عن طريق "الالتصاق". بعد أن يبرد معدن اللحام ، يكتمل الربط تمامًا.
- المعادن الأساسية- هذا هو الجزء الرئيسي الذي يتعرض للذوبان أو اللحام.
- منطقة الانصهار- تقع هذه المنطقة عادة على الحدود أو بين المعدن الأساسي أو اللحام.
- منطقة المتضررة الحرارة- هذا جزء من المعدن الأساسي لا يخضع للصهر ، ولكن يتغير هيكله وخصائصه نتيجة التسخين أثناء اللحام أو التسطيح.
لذلك يمكن تقسيم اللحامات إلى عدة أنواع:
ضربة مغناطيسية
اختيار القطب. يتم توجيه غاز التدريع أيضًا من خلال مسدس اللحام ويحمي حوض اللحام من التلوث. قبل معالجة أي مشروع لحام ، تحتاج إلى التأكد من أن لديك ملابس السلامة المناسبة وأن أي مخاطر حريق محتملة قد تمت إزالتها من منطقة اللحام. تشمل ملابس اللحام الأساسية الأحذية أو الأحذية الجلدية ، والسراويل غير المكبلة ، والقميص الطويل المقاوم للهب ، والقفازات الجلدية ، وخوذة اللحام ، والنظارات الواقية ، والمنديل أو "غطاء الجمجمة" لحماية الجزء العلوي من الرأس من الشرر والبقع.
- يتكون هذا النوع من الاتصال من عنصرين متجاورين مع أسطح نهائية. هذا النوع من اللحام خفيف جدًا في البناء الفني ويستخدم كثيرًا.

تداخلهو النوع الذي فيه كل شيء عناصر ملحومةتقع بالتوازي مع بعضها البعض. في أغلب الأحيان ، يجب أن يتداخلوا جزئيًا مع بعضهم البعض.
يحتوي دليل المستخدم الخاص بك على معلومات إضافية حول سلامة الملابس والاحتياطات. استخدم فرشاة سلكية أو مطحنة وكشط لأسفل حتى تصل إلى المعدن قبل أن تضرب القوس. تأكد من توصيل مشبك العمل الخاص بك بالمعدن العاري ؛ ستؤثر أي مقاومة كهربائية على أداء تغذية الأسلاك.
لضمان اللحامات الموثوقة على المعدن السميك ، قم بثني المفصل بحيث يخترق اللحام المعدن الأساسي بالكامل. هذا مهم بشكل خاص لمفاصل المؤخرة. كيف آلة طاحونةتعمل الفرشاة السلكية بشكل جيد لإزالة الصدأ وملوثات السطح الأخرى من المعدن قبل اللحام.

الزاوي- في هذا النوع من الوصلات الملحومة ، يتم لحام جميع العناصر معًا بزاوية معينة.

تافروفو- يشبه هذا النوع من الوصلات الزاوية ، ولكن يلزم هنا اللحام بالسطح الجانبي فقط.
ضبط تدفق الغاز: تشغيل غاز التدريعواضبط معدل التدفق على 20-25 قدمًا مكعبة في الساعة. إذا كنت تشك في وجود تسرب خرطوم الغاز، ضع محلول ماء به صابون وابحث عن فقاعات. يمكن أن يؤدي التوتر الشديد جدًا أو القليل جدًا على بكرات القيادة أو في محور التخزين المؤقت إلى ضعف جودة تغذية الأسلاك. اضبط وفقًا لدليل المالك الخاص بك. تحقق من المواد الاستهلاكية. قم بإزالة البقع الزائدة من أنابيب التلامس ، واستبدل نصائح وبطانات التلامس البالية ، وتخلص من السلك إذا بدا صدئًا.
- عادة ما توجد اتصالات القطبية داخل الجهاز.
- إذا لاحظت وجود تسرب ، فتخلص من الخرطوم وقم بتركيب آخر جديد.
- تحقق من التوتر.

نهاية- هنا سوف تحتاج إلى لحام الأسطح الجانبية للمادة ببعضها البعض.

أساسيات اللحام الكهربائي
بعد التعامل مع أنواع وأنواع وصلات اللحام ، يمكنك المتابعة إلى أساسيات اللحام الكهربائي. إذا كنت تخطط للدراسة بمفردك ، فستحتاج إلى تخزين جميع المواد اللازمة. منذ المرة الأولى التي تتدرب فيها ، من المحتمل أن تواجه إخفاقًا بسيطًا ، فمن الأفضل تخزين الكثير من المواد.
أما قطر السلك 0.30 بوصة. يوفر القطر خيارًا جيدًا من جميع النواحي للحام مجموعة واسعة من سماكات المعادن في المنزل وفي رياضة السيارات. يعتمد مقدار الجهد وقوة اللحام على العديد من المتغيرات ، بما في ذلك سمك المعدن ونوع المعدن وتكوين المفصل وموضع اللحام وغاز التدريع وسرعة قطر السلك.
بطاقة مرجعية يدوية موجودة في الجزء الداخلي من الباب مجهزة بنظام تغذية سلكي. ما عليك سوى تحديد قطر السلك الذي تستخدمه والاتصال بسمك المعدن الذي تنوي اللحام به. بأي طريقة ستصل إلى الملعب. من هناك ، يمكنك ضبط قوس اللحام حسب تفضيلاتك.
من المهم أيضًا معرفة بعض المصطلحات والترميز قبل بدء العمل:
- قوس ملحوم- هذا غاز يتم تسخينه إلى درجات حرارة عالية بشكل لا يصدق (حوالي 5-7 آلاف) ، لذلك تحتاج إلى التعامل مع اللحام بحذر شديد ، وإلا فإنك تخاطر بإحداث حروق خطيرة لنفسك أو للآخرين.
- لحام القوس- يتم استخدام هذا النوع من اللحام القوس الكهربائي، الذي يسخن الغاز إلى درجات حرارة عالية بشكل لا يصدق. عند ملامسته للسطح منتج معدنييبدأ المعدن في الذوبان ، ونتيجة لذلك يتم تشكيل ما يسمى ب "بركة اللحام". بعد أن يبرد المعدن ، يظهر لحام.
- لحام بقوس الأرجون- عمليًا ، كنوع قوس من اللحام ، يجب استخدام الأرجون فقط هنا كغاز مسخن. هذا النوعاللحام مناسب تمامًا لمختلف أنواع حديد التسليح بسمك لا يزيد عن 5 ملم.
العمل التحضيري
للأسباب المذكورة أعلاه ، كل شيء أعمال اللحاممن الأفضل القيام بذلك في غرفة لا يوجد فيها شيء يحترق ، وإلا فإنك تخاطر بإشعال حريق. بعد العثور على غرفة آمنة للحريق ، من الضروري تحضير جميع المواد اللازمة للعمل. بادئ ذي بدء ، فكر في الحماية الخاصة بك ، واحصل على خاص قناع لحام، قفازات اللحام ، ويُنصح أيضًا بشراء بدلة خاصة مصنوعة من مادة مقاومة للحرارة.
آلة لحام البقعة الجدول
الترابط هو طول القطب غير المنصهر الممتد من طرف أنبوب التلامس ولا يشمل طول القوس. إذا كان القوس يبدو غير منتظم ، فقد يكون السبب هو أن الشق طويل جدًا ، وهو خطأ شائع للغاية.
حاول الحفاظ على هذا الطول النهائي أثناء اللحام. عادةً ما ينتج عن الدفع اختراق أقل وخرز أكثر اتساعًا حيث يتم توجيه قوة القوس بعيدًا عن بركة اللحام. باستخدام طريقة "السحب" أو "الخلفية" ، يتم سحب مسدس اللحام إلى بركة اللحام ودفعه بعيدًا عن المعدن المترسب. عادة ما ينتج عن السحب اختراق أعمق وخرزة أكثر إحكامًا مع مزيد من التراكم. تُعرَّف زاوية السفر بأنها الزاوية بالنسبة إلى البندقية في وضع عمودي.
عندما تكون متأكدًا من أنك قمت بحماية نفسك من شرارة أو حرق عرضي ، فأنت بحاجة إلى شراء جميع الأدوات اللازمة للوظيفة. وتشمل هذه:
- ستحتاج بالتأكيد إلى آلة اللحام نفسها.
- ستحتاج أيضًا إلى مجموعة صغيرة من الأقطاب الكهربائية التي ستوصل ما يكفي من الكهرباء لتسخين الغاز إلى درجة الحرارة المطلوبة.
- مطلوب مطرقة صغيرة خاصة للتغلب على الخبث غير الضروري.
- بالإضافة إلى فرشاة ذات شعيرات صلبة لإزالة أنواع مختلفة من الحطام.
- محول. بفضله ، المتغير المعتاد كهرباء، التي تمر عبر منافذنا ، ستتحول إلى ثابت. يعمل معظم عمال اللحام في السوق العالمية بالتيار المباشر فقط.
تتطلب ظروف اللحام العادية في جميع المواضع دورانًا من 5 إلى 15 درجة. يمكن أن تؤدي زوايا السفر من 20 إلى 25 درجة إلى مزيد من الترشيش ، واختراق أقل ، وعدم استقرار عام للقوس. تريد توجيه المزيد من الحرارة إلى الجزء السفلي من المعدن عند لحام مفصل الركبة. أفضل زاوية من 60 إلى 70 درجة.
زاوية التشغيل هي موضع البندقية بالنسبة إلى زاوية مفصل اللحام وتعتمد على كل موضع لحام وتكوين مفصل. بعقب: أمسك المسدس بزاوية 90 درجة على قطعة الشغل ، مع توجيه معدن الحشو مباشرة إلى المفصل. يمكن أن يساعد القليل من الذهاب والإياب بالمسدس في ملء فجوة كبيرة أو القيام بتمريرات متعددة. وصلة T: أمسك المسدس بزاوية 45 درجة ، أو على مسافة متساوية من كل قطعة. هذا يساعد على تجنب اللحامات غير المتساوية والقطع السفلية. موصل الركبة: زاوية مدفع بين 60 و 70 درجة. كلما زاد سمك المعدن المراد لحامه ، زادت الزاوية.
- يمكن أن يساعد توقف طفيف على جانب النسج في تجنب تقويضه.
- عند إجراء عدة تمريرات لحام ، تتغير زوايا العمل قليلاً.
كيف تطبخ باللحام الكهربائي
عندما يكون كل شيء جاهزًا للبدء عملية اللحامتأكد من التحقق بعناية من سطح تلك العناصر التي سيتم لحامها معًا بحثًا عن وجود الصدأ أو أي عيوب أخرى عليها. إذا تم العثور على أي منها ، فمن المستحسن محاولة إزالتها أو استبدال العناصر المعيبة بأخرى أفضل.
في وضع مسطح ، أمسك المسدس بزاوية 45 درجة من كل قطعة. بسبب تأثير الجاذبية ، يجب تقليل زاوية عمل البندقية قليلاً بمقدار 0-15 درجة. بدون تغيير زاوية العمل ، يمكن أن يتدلى معدن الحشو أو ينهار على الجانب السفلي اللحام. عادة ما تكون زاوية الحركة ، سواء كانت دفع أو سحب ، هي نفسها بالنسبة للحام في وضع مسطح.
على المعدن السميك ، عند عمل اللحامات متعددة المسارات ، أو لسد فجوة صغيرة حيث يكون الختم المحكم ضعيفًا ، يمكن استخدام الخرز المضفر لملء اللحام. يساعد التذبذب الطفيف في الإصبع العلوي من اللحام على منع تقويض اللحام ويضمن الترابط المناسب للحام بالمعدن الأساسي.
الآن بعد أن أصبح كل شيء جاهزًا للعمل ، يمكنك البدء:
- تحتاج أولاً إلى إرفاق مشبك كتلة خاص بقطعة العمل الخاصة بك وإدخال القطب في حامل اللحام. ثم عليك محاولة إشعال النار في القوس. يجب ضبط القطب الكهربي بزاوية حوالي 70 درجة بالنسبة لقطعة الشغل. لإشعال القوس ، من الضروري تمرير القطب فوق قطعة الشغل بسرعة حوالي 7-10 سم في الثانية. من الخارج ، ستبدو وكأنك تشعل عود ثقاب. عندما تظهر فرقعة وشرر مميزان ، سوف يضيء قوس الغاز نفسه. إذا حدث كل هذا ، فكل شيء سار من أجلك.
- بعد ذلك ، اضبط القطب عند نفس الزاوية تقريبًا.بعد التثبيت ، سوف تحتاج إلى ملامسة قطعة العمل ، ورفع القطب على الفور قليلاً بحيث ينتهي بك الأمر مع فجوة صغيرة من 3-5 ملليمترات بين السطح المعدني والقطب. بعد ملامسة المعدن ، يبدأ القوس في الاحتراق. ومع ذلك ، لن يذوب معدن قطعة العمل فحسب ، بل سيذوب أيضًا القوس نفسه. حاول الحفاظ على أبعاد الفجوة وفي نفس الوقت حرك القطب أفقياً أو رأسياً (حسب الاتجاه الذي تحتاجه).
- أيضًا أثناء عملية اللحام ، إذا اقتربت كثيرًا (أيضًا بسبب الجهد المنخفض) من السطح المعدني ، فقد يلتصق القطب. لكي تنطلق ، انقلها من جانب إلى آخر. ثم أعد إشعال القوس.
- حاول ضبط المحول على أفضل وجه ممكن.بعد كل شيء ، إذا كان هناك الكثير من التيار ، فإن المعدن سوف يذوب مثل الزبدة ، وإذا كان هناك تيار قليل جدًا ، فسيخرج القوس ببساطة.
كيفية لحام التماس
بعد أن تعاملنا قليلاً مع عمل القوس واللحام نفسه ، ننتقل إلى تنفيذ اللحامات. تنقسم اللحامات في حالتنا إلى أفقي ورأسي فقط.
عادةً ما تكون إعدادات الجهد وقوة التيار للحام الأفقي هي نفسها أو أقل قليلاً من تلك الخاصة باللحام المسطح. يعد اللحام الأفقي أصعب قليلاً من اللحام المسطح ويتطلب منك توجيه البندقية قليلاً نحو الجزء العلوي من المادة.
قد يكون اللحام العمودي ، لأعلى ولأسفل ، صعبًا. هذا يجعل اللحام المسبق مهمًا جدًا لعمل اللحامات. جودة عالية. نظرًا لأنك تقاوم الجاذبية ، ففكر في خفض الجهد وقوة التيار بنسبة 10-15 بالمائة من الإعدادات لنفس اللحام في وضع مسطح.
يوجد أدناه تعليمات صغيرة لكل نوع من هذه الأنواع:
1. التماس الأفقي
صنع مثل هذا التماس سهل. يكفي فقط قيادة القوس أفقيًا تدريجيًا ، مع ملاحظة فجوة من 3-5 ملم. من المستحسن أيضًا إصلاح المادة التي تحتاج إلى عمل خط التماس على أفضل وجه ممكن.
عند اللحام ، من الضروري إجراء قوس ليس بسرعة كبيرة ، ولكن ليس ببطء شديد أيضًا - وهذا ضروري حتى يتم ملء الفجوة بين المواد المعدنية تدريجياً بالمعدن المنصهر وفي نفس الوقت يكون لها وقت لتبرد.
تساعد تقنية الإسقاط الرأسي عند لحام المعادن الرقيقة لأن القوس يخترق بدرجة أقل بسبب سرعة السفر العالية. نظرًا لأن اللحام العمودي السفلي يتجنب الاختراق المفرط ، فإن عمال اللحام يضعون أحيانًا مواد رقيقة جدًا فيه الوضع الرأسيحتى لو تمكنوا من لحامها بشكل مسطح. بالنسبة معدن رقيقعندما يكون الإرهاق مشكلة ، وجه السلك بعيدًا عن حوض اللحام. يمكن أن يساعد النسج الخفيف جدًا في تلطيف تاج اللحام. تقنية الرفع العمودي: بدءًا من الجزء السفلي من الوصلة واللحام يمكن أن يوفر اختراقًا أفضل للمواد السميكة. زاوية حركة البندقية من 5 إلى 15 درجة من الوضع العمودي. يمكن أن تساعد حركة النسيج الطفيفة في التحكم في حجم ، وشكل ، وتأثيرات التبريد لبركة اللحام.
- عند اللحام لأسفل عموديًا ، ابدأ من الجزء العلوي من التماس واللحام.
- أمسك سلك القطب عند الحافة الأمامية لبركة اللحام.
من المستحسن للغاية محاولة عدم مقاطعة التماس ، وإلا فقد تكون السبيكة غير متساوية.
2. التماس العمودي
عملية اللحام طبقات عموديةتشبه إلى حد كبير عملية اللحام طبقات أفقية، فقط في هذه الحالة تحتاج إلى اللحام بزاوية مختلفة. يتمثل أهم مبدأ في لحام اللحامات الرأسية في اتباع قاعدة معينة - لا تقوس بسرعة كبيرة أو بطيئة جدًا. نظرًا لأنه في هذه الحالة ، إذا تعرض المعدن لحرارة عالية (القوس بطيء جدًا) ، فسوف يتدفق تدريجيًا إلى أسفل ، وإذا كان القوس سريعًا جدًا ، فقد ينتهي بك الأمر مع وجود درز رديء الجودة.
يمكن استخدام طرق السحب أو الدفع أو المسدس العمودي في اللحام العلوي. ولكن بسبب الجاذبية ، يجب أن تكون سرعة الحركة سريعة بما يكفي حتى لا يسقط معدن اللحام من اللحام. لهذا السبب أيضًا ، يجب ألا يكون نسج الخرز واسعًا جدًا. يساعد تقليل الجهد والتيار على إبقاء بركة اللحام صغيرة ويمكن التحكم فيها بشكل أكبر.
الجاذبية هي العدو عند عمل خط علوي. احرص على عدم الوقوف مباشرة أسفل اللحام لتجنب المعدن المنصهر الذي يمكن أن يسقط من المفصل. لاحظ أن سرعة الحركة - السرعة التي تحرك بها البندقية على طول المفصل - تؤثر بشكل كبير على شكل وجودة اللحام. مع العلم أن اللحام يجب ألا يكون أكبر من أنحف جزء من المعدن الذي يتم لحامه ، يضبط سرعته وفقًا لذلك. كما أنها تحافظ على القوس عند الحافة الأمامية للبركة وتمنع المنصهر من الالتقاء بهم في الأمام.
يجب أن تكون مهمتك هي دمج كلا الحافتين ، وصهرهما بقوس لحام ، وفي نفس الوقت توجيه القطرات المعدنية هناك من نهاية القطب المسخن إلى حالة السائل.
كيفية لحام الأنابيب
عملية لحام الأنابيب باستخدام اللحام الكهربائي شاقة للغاية وتتطلب مستوى معينالمهارة والدقة. إذا كنت تريد أن تتعلم كيفية لحام الأنابيب بنفسك ، فإن أفضل ما يمكنك فعله هو البدء في تجربة الأنابيب على المعدن السميك.
نستمر في تلبية التصميمات الصارمة والتوقعات الهندسية التي جلبها عملاؤنا. تستمر معدات Guild في زيادة الإنتاجية والإنتاجية في آلاف التركيبات حول العالم على جميع أنواع خطوط ومواد معالجة الملفات تقريبًا.
فريقنا من المصممين ومهندسي المبيعات مكرس لتقديم خدماتنا منتجات مبتكرةوالخدمات التي تتجاوز توقعات عملائنا للمساعدة في جعلهم أكثر إنتاجية وربحية. وعدنا بسيط: خذ الوقت الكافي لتعلم وفهم احتياجات عملائنا لمعالجة الملفات وتراكم الشريط ، ثم نوفر لهؤلاء العملاء أنسب المعدات عالية الجودة لزيادة إنتاجيتهم وأرباحهم.
تعليمات صغيرة:
- نضع جميع الأنابيب على طاولة خاصة أو الوقوف الذي سيكون مناسبًا لك للعمل معهم.
- في هذه الطريقة ، سوف تحتاج إلى لحام الأنبوب على خطوتين. الخطوة الأولى هي لحام الحلقة النصف الأولى في اتجاه واحد ، ثم الثانية في الاتجاه الآخر. هنا ، يجب استخدام تقنية توجيه من أعلى إلى أسفل ، باستخدام قطب كهربي عضوي 4 مم.
- إذا كنت تقوم بلحام الأنابيب بقطر صغير ، فحاول لحامها بقوس مستمر ، ولكن إذا كان قطر الأنبوب كبيرًا ، فقم بلحامها باستخدام الطريقة الواردة في الفقرة الثانية.
كيفية إزالة الخبث
أثناء العمل ، قد تتشكل أنواع مختلفة من العيوب في أماكن السبيكة - الخبث. اترك اللحام يبرد قبل البدء في تنظيف الخبث. عندما تكون متأكدًا من أن التماس بارد ، انقر عليه بمطرقة صغيرة (من الأفضل شراء مطرقة خاصة لإزالة الخبث).
تتداخل حدودا البكرة قليلاً وتتدحرج عجلات اللحام ، واحدة في الأعلى والأخرى في الأسفل ، على الأطراف المتداخلة للحام. يتم لف الصفوف المتصلبة ، مرة أخرى واحدة في الأعلى والأخرى في الأسفل ، ثم تتبع عجلات اللحام والنتيجة تكون لحام سريع جدًا ومسطح وقوي. عادة ما تكون اللحامات التي تم إنشاؤها باستخدام هذه الآلة بنفس قوة المادة الأصلية. يمكن أيضًا وضع الصلب التعريفي الاختياري على الماكينة من أجل التلدين اللاحق للحام أثناء نفس مسار اللحام والطحن.
يمكن ربط أي مادة قابلة للحام على هذه الآلات. في هذه العملية ، يتم لف عجلات اللحام العلوية والسفلية بسهولة حول الأطراف المتداخلة لمواد اللحام. بعد ذلك ، تتدحرج القضبان الصلبة من الأعلى والأخرى من الأسفل ، وتتبع عجلات اللحام ، وينتج عن ذلك لحام سريع جدًا ومسطّح وقوي. عادة ما يكون اللحام الذي تم إنشاؤه باستخدام هذه الآلات قويًا مثل المادة الأصلية.
بعد النقر على الخبث ، ستطير الطبقة الرئيسية من الخبث من تلقاء نفسها ، ويمكن إزالة الطبقات المتبقية بورق الصنفرة.
تقنية التماس
لالفئة:
تقنية لحام القوس
تقنية التماس
اشتعال القوس. هناك طريقتان لضرب قوس بأقطاب كهربائية مغلفة - الفصل والقطع المباشر على طول منحنى. الطريقة الأولى تسمى الاشتعال من ظهر إلى ظهر. والثاني يشبه الحركة عند إشعال عود ثقاب وبالتالي يطلق عليه ضرب.
يستخدم عمال اللحام كلا الطريقتين في إشعال القوس بنجاح ، حيث يتم استخدام الطريقة الأولى في كثير من الأحيان عند اللحام في الأماكن الضيقة وغير المريحة.
طول القوس. مباشرة بعد اشتعال القوس ، يبدأ ذوبان المعادن الأساسية والإلكترود. يتكون حمام من المعدن المنصهر على المنتج. يجب أن يحافظ عامل اللحام على احتراق القوس بحيث يكون طوله ثابتًا. يعتمد أداء اللحام وجودة اللحام بشدة على طول القوس المختار بشكل صحيح.
يجب أن يقوم عامل اللحام بتغذية القطب الكهربائي في القوس بمعدل يساوي معدل انصهار القطب. إن القدرة على الحفاظ على قوس بطول ثابت يميز مؤهلات عامل اللحام.
يعتبر طول القوس طبيعيًا ، ويساوي 0.5-1.1 من قطر قضيب القطب (اعتمادًا على نوع وعلامة القطب الكهربي وموضع اللحام في الفضاء). تؤدي زيادة طول القوس إلى تقليل احتراقه المستقر ، وعمق تغلغل المعدن الأساسي ، ويزيد من خسائر النفايات وتناثر القطب ، ويسبب تكوين لحام بسطح غير مستوٍ ويعزز التأثير الضار للغلاف الجوي المحيط على المعدن المنصهر.
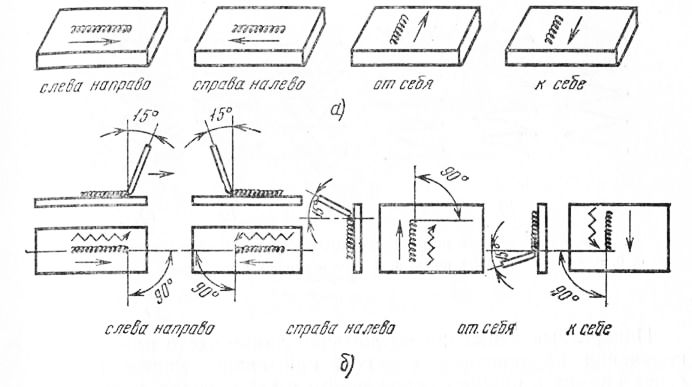
ترسيب كهربي. يعتمد ميل القطب أثناء اللحام على موضع اللحام في الفراغ ، وسمك المعدن الذي يتم لحامه وتكوينه ، وقطر القطب ، ونوع وسمك الطلاء.
يمكن أن يكون اتجاه اللحام من اليسار إلى اليمين ، ومن اليمين إلى اليسار ، بعيدًا عنك ونحوك.
بغض النظر عن اتجاه اللحام ، يجب أن يكون موضع الإلكترود مؤكدًا: يجب أن يميل إلى محور اللحام بحيث يتم صهر معدن قطعة العمل المراد لحامها إلى أقصى عمق. للحصول على خط محكم ومتساوي عند اللحام في الموضع السفلي على مستوى أفقي ، يجب أن تكون زاوية ميل القطب 15 درجة من العمودي في اتجاه التماس.
عادة ، يحافظ القوس على اتجاه محور القطب ؛ من خلال المنحدر المحدد للإلكترود ، يحقق عامل اللحام أقصى اختراق لمعدن المنتج. هذا يحسن تشكيل التماس ، ويقلل أيضًا من معدل تبريد معدن حوض اللحام ، مما يمنع تكوين تشققات ساخنة في التماس.
بخرطوم اللحام شبه الأوتوماتيكيموقف سلك القطب مشابه لموضع القطب عندما اللحام اليدويأقطاب كهربائية مغلفة.
يوضح الشكل زاوية ميل القطب أثناء اللحام اليدوي في المواضع السفلية والرأسية والعلوية والأفقية. 1 ب.
حركات تذبذبية للقطب. للحصول على أسطوانة بالعرض المطلوب ، يتم إجراء حركات تذبذبية عرضية للإلكترود. إذا تم تحريك القطب فقط على طول محور اللحام دون حركات تذبذبية عرضية ، فسيتم تحديد عرض الخرزة فقط من خلال قوة تيار اللحام وسرعة اللحام ويتراوح من 0.8 إلى 1.5 من قطر القطب. تُستخدم هذه البكرات الضيقة (الخيطية) عند لحام الصفائح الرقيقة ، وعند تطبيق الطبقة الأولى (الجذر) من اللحام متعدد الطبقات ، وعند اللحام بطريقة الدعم ، وفي حالات أخرى.
في أغلب الأحيان ، يتم استخدام طبقات بعرض 1.5 إلى 4 أقطار قطب كهربائي ، يتم الحصول عليها باستخدام حركات تذبذبية عرضية للإلكترود.
الأنواع الأكثر شيوعًا للحركات التذبذبية المستعرضة للقطب أثناء اللحام اليدوي:
- خطوط مستقيمة على طول خط متقطع ؛
- هلال ، وتواجه نهاياته التماس المترسب ؛
- هلال ، نهاياته تواجه اتجاه اللحام ؛
مثلثات؛
- على شكل حلقة مع تأخير في أماكن معينة.

أرز. 2. الأنواع الرئيسية للحركات المستعرضة لنهاية القطب: أ ، ب ، ج ، د - مع اللحامات العادية
غالبًا ما تُستخدم الحركات المستعرضة على طول الخط المكسور للحصول على حبات سطحية ، عندما تكون صفائح اللحام التناكبي بدون حواف مائلة في الموضع السفلي ، وفي الحالات التي لا توجد فيها إمكانية للحرق من خلال الجزء المراد لحامه.
تستخدم الحركات ذات الهلال ، التي تواجه نهايات اللحام الملحوم اللحامات بعقبمع حواف مشطوفة و قطع شرائح اللحمهبساق أقل من 6 مم ، يتم إجراؤها في أي وضع بأقطاب كهربائية بأقطار تصل إلى 4 مم.
حركات المثلث أمر لا مفر منه عند إجراء اللحامات فيليه بأرجل اللحام التي يزيد طولها عن 6 مم واللحام التناكبي بحواف مشطوفة في أي الموقع المكاني. في هذه الحالة ، يتم تحقيق اختراق جيد للجذر وتشكيل مرضي للخط.
تُستخدم حركات تشبه الحلقة في الحالات التي تتطلب تسخينًا كبيرًا للمعدن على طول حواف التماس ، خاصة عند لحام صفائح الفولاذ عالي السبائك. يتمتع هذا الفولاذ بدرجة عالية من السيولة وللتشكيل المرضي للحام ، من الضروري تثبيت القطب عند الحواف لمنع الاحتراق في مركز اللحام وتدفق المعدن خارج حوض اللحام أثناء اللحام العمودي. يمكن استبدال الحركات الشبيهة بالحلقة بنجاح بحركات نصف قمرية مع تأخير القوس على طول حواف التماس.
طرق لملء التماس بطول الطول والمقطع. يتم إجراء اللحامات على طول الطول في الممر وبطريقة عكسية متدرجة. جوهر طريقة اللحام هو أن التماس مصنوع من البداية إلى النهاية في اتجاه واحد.
الطريقة العكسية هي خط طويلمقسمة إلى أقسام قصيرة نسبيًا.
وفقًا لطريقة ملء اللحامات على طول القسم ، يتم تمييز اللحامات أحادية الطبقة والدرزات متعددة الطبقات ومتعددة الطبقات.
إذا كان عدد الطبقات يساوي عدد التمريرات ، فإن هذا التماس يسمى متعدد الطبقات. إذا تم إجراء بعض الطبقات في عدة تمريرات ، فإن هذا التماس يسمى متعدد التمريرات.
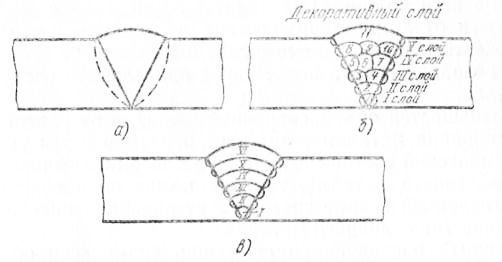
أرز. 3. مخططات لملء الوصلات على طول المقطع: أ - طبقة واحدة وممر واحد ، ب - متعدد الطبقات ومتعدد الممرات ، ج - متعدد الطبقات
أرز. 4. مخططات لملء اللحام متعدد الطبقات بفاصل زمني قصير: أ. ب - المقاطع ، أ - تتالي ، الشريحة الإلكترونية
غالبًا ما تستخدم الخيوط متعددة الطبقات في المفاصل بعقب، متعدد التمريرات - في الزاوي ونقطة الإنطلاق.
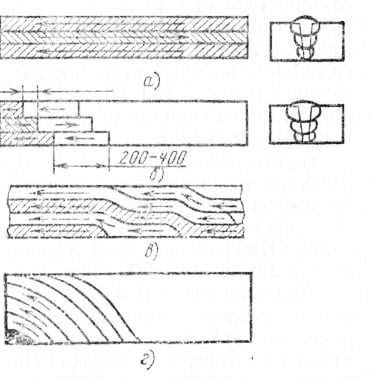
لمزيد من التسخين المنتظم لمعدن اللحام بطوله بالكامل ، يتم إجراء اللحامات بطرق الطبقة المزدوجة ، والأقسام ، والشلال ، والشرائح ، وتستند كل هذه الطرق إلى مبدأ اللحام بخطوة عكسية.
يكمن جوهر طريقة الطبقة المزدوجة في حقيقة أن الطبقة الثانية يتم تطبيقها على الطبقة الأولى التي لم تبرد بعد إزالة خبث اللحام. يتم اللحام بطول 200-400 مم في اتجاهين متعاكسين. هذا يمنع ظهور تشققات ساخنة في التماس عند لحام المعدن بسمك 15-20 مم ، والذي يتمتع بصلابة كبيرة.
بسماكة ألواح الصلب من 20-25 مم أو أكثر ، يتم استخدام اللحام المتسلسل أو المنزلق لمنع التشققات. يتم ملء لحام متعدد الطبقات للحام بأقسام وسلسلة ، كما يتضح من الشكل. 49 ، فوق سماكة اللحام بالكامل بطول خطوة معينة. يتم تحديد طول الخطوة بحيث تكون درجة حرارة المعدن عند جذر اللحام 200 درجة مئوية على الأقل خلال سماكة اللحام بالكامل. في هذه الحالة ، يتمتع المعدن بليونة عالية ولا تتشكل أي شقوق. يبلغ طول الخطوة أثناء اللحام المتتالي 200-400 مم ، وعند اللحام في أقسام - أكثر. يتم اللحام بالشريحة عن طريق تمريرات عبر سمك المعدن بالكامل. يتم اختيار طريقة اللحام اعتمادًا على التركيب الكيميائي وسماكة المعدن وعدد الطبقات وصلابة المنتج المراد لحامه.
يتميز اللحام متعدد الطبقات بالمزايا التالية مقارنة باللحام أحادي الطبقة:
1. يتناقص حجم حوض اللحام ، ونتيجة لذلك يزداد معدل تبريد المعدن ويقل حجم الحبوب.
2. التركيب الكيميائي لمعدن اللحام قريب من التركيب الكيميائيترسب المعدن ، لأن تيار اللحام المنخفض أثناء اللحام متعدد الطبقات يساهم في ذوبان كمية صغيرة من المعدن الأساسي.
3. كل طبقة لاحقة من اللحام تعالج حرارياً معدن الطبقة السابقة والمعدن المتأثر بالحرارة له هيكل دقيق الحبيبات مع زيادة ليونة وصلابة.
يجب أن يكون سمك كل طبقة لحام 3-5 مم (عند لحام الفولاذ الطري) اعتمادًا على قوة تيار اللحام.
في تيار اللحاميقوم القوس 100 A بصهر معدن الطبقة العليا إلى عمق حوالي 1.5 مم ، ويتم تسخين معدن الطبقة السفلية (أكثر من 1.5 مم) من 1500 إلى 1100 درجة مئوية ، وعند التبريد السريع ، يتم تشكيل طبقة رقيقة. - هيكل مصبوب محبب.
بتيار لحام 200 أ ، يمكن زيادة سماكة الطبقة إلى 5 مم ، وستحدث المعالجة الحرارية للطبقة السفلية على عمق حوالي 2.5 مم.
تتم المعالجة الحرارية لمعدن اللحام الجذري للحصول على هيكل دقيق الحبيبات عن طريق وضع حبة لحام ، والتي يتم إجراؤها باستخدام قطب كهربائي بقطر 3 مم عند تيار لحام 100 ألف. يتم تنظيف جذر اللحام بالقطع الحراري أو القاطع. يتم تطبيق أسطوانة اللحام على طول الممر.
تتم المعالجة الحرارية لمعدن الطبقة العليا من خلال تطبيق طبقة التلدين (الزخرفية). يجب أن يكون سمك طبقة التلدين بحد أدنى (1-2 مم) ، مما يوفر معدل تبريد عاليًا وبنية حبيبات دقيقة للطبقة العليا. طبقة التلدين مصنوعة من أقطاب كهربائية بقطر 5-6 مم بتيار 200-300 أ ، حسب سماكة الصفيحة.
نهاية التماس. في نهاية التماس ، لا يمكنك كسر القوس على الفور وترك فوهة على السطح المعدني. يمكن أن تسبب الحفرة صدعًا في المفصل بسبب محتوى الشوائب ، وخاصة الكبريت والفوسفور. عند لحام الفولاذ الطري ، تمتلئ الحفرة بمعدن قطب كهربائي أو توضع على الجانب على المعدن الأساسي. عندما يكون لحام الفولاذ عرضة لتشكيل هياكل مجهرية تصلب ، فإن إزالة الحفرة إلى الجانب غير مقبولة بسبب إمكانية تكوين الكراك. لا يوصى بلحام الحفرة لعدة فواصل واشتعال القوس بسبب تكوين تلوث أكسيد المعدن. أفضل طريقةستكون نهاية التماس عبارة عن ملء الحفرة بالمعدن بسبب إنهاء الحركة الأمامية للقطب إلى أسفل وإطالة القوس البطيء حتى ينكسر.



