كم من الوقت يتم لحام طبقات الهياكل المعدنية بشكل أساسي. تعبئة اللحام حسب المقطع والطول
مدرسة ميليتوبول بروفيشنال ليسيوم
النقل بالسكك الحديدية
اللحام
حول الموضوع:
مكتمل:
مجموعة الطلاب TU-6
التحقق:
إيفانوف أوك.
ميليتوبول - 2014
مقدمة
طرق عمل اللحامات بالطول والمقطع
اللحام اللحامات بعقب
اللحام قطع شرائح اللحمه
لحام معدني سميك
لحام الصفائح المعدنية
مواد البناء: طوب البناء وكتل الحوائط الصغيرة
طوب البناء
كتل الحائط الصغيرة
متطلبات أنظمة التدفئة
خاتمة
قائمة الأدب المستخدم
مقدمة
حاليًا ، هناك طلب على مهن العمل في جميع الصناعات. مع تطور اقتصاد الدولة ، يتزايد الطلب على المتخصصين المؤهلين تأهيلا عاليا (عمال اللحام ، والبنائين ، والمجمعين ، وما إلى ذلك). يتطلب الإدخال المستمر للتقنيات الجديدة ، وزيادة حجم العمل ، وتوسيع القاعدة المادية مزيدًا من الاهتمام بالتدريب وإعادة التدريب والتدريب المتقدم للمتخصصين في هذه المهن.
اللحام المعدني هو عملية تكنولوجية للحصول على اتصال دائم عن طريق إنشاء روابط بين الذرات أو بين الجزيئات أو الانتشار. يتم استخدامه للانضمام إلى المعادن المتجانسة وغير المتشابهة وسبائكها ، والمعادن مع بعض المواد غير المعدنية (السيراميك ، والزجاج ، وما إلى ذلك) ، وكذلك البلاستيك. يعتبر اللحام عملية فعالة من حيث التكلفة وعالية الأداء وآلية إلى حد كبير. يستخدم على نطاق واسع في جميع فروع الهندسة الميكانيكية وصناعة البناء تقريبًا ، في بناء السفن في تصنيع هياكل السفن الملحومة بالكامل.
جميع المباني و الهياكل الهندسيةمصنوعة من مجموعة متنوعة من مواد البناء ، لذا فإن اختيارها الصحيح ، والقدرة على تقييم جودتها ودرجة سلامتها وضمان ظروف التشغيل العادية للهياكل المصنوعة من هذه المواد - كل هذا ضروري للبناة من أي تخصص.
من الصعب تسمية الصناعة اقتصاد وطني، حيث لن يتم تطبيق الطاقة الحرارية. ضمان الظروف المناخية الطبيعية في المباني السكنية والمباني العامة والمباني الصناعية ، وضمان المسار الطبيعي للعمليات التكنولوجية في الصناعة ، وضمان نظافة الغلاف الجوي في الغرف وأماكن العمل - هذه ليست قائمة كاملة بجوانب الأنشطة المختلفة والبشرية الحياة التي تتطلب استخدام الطاقة الحرارية. لذلك ، فإن قضايا تطوير تكنولوجيا التدفئة وإمدادات الغاز والتهوية حادة للغاية.
تتكون الأطروحة من مقدمة وثلاثة أجزاء وخاتمة وقائمة مراجع. في الجزء الأول ، سننظر في طرق لعمل اللحامات على طول الطول والمقطع ، وهي تقنية اللحام بعقب اللحام ولحام اللحام ، وتقنية اللحام المعدني السميك والصفائح المعدنية الرقيقة بمختلف المواقف المكانية. في الثاني - أنواع مواد البناء - طوب البناء وكتل الحوائط الصغيرة (التعيين ، الأبعاد ، أنواع البناء ، الملاط). الجزء الثالث مخصص لمتطلبات أنظمة التدفئة.
طرق عمل اللحامات بالطول والمقطع
اللحام في مواقع مكانية مختلفة
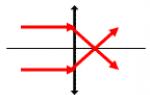
يبدأ اللحام بإشعال قوس اللحام ، والذي يحدث عندما تلمس نهاية القطب المنتج لفترة قصيرة. بسبب تدفق تيار الدائرة القصيرة - بطريقة "المؤخرة" أو عن طريق تحريك نهاية القطب بلمسة قصيرة للمنتج - بطريقة "المطابقة" (الشكل 1). عندما ينكسر القوس ، يتم إعادة إشعاله أمام الحفرة على المعدن الأساسي مع العودة إلى المعدن المترسب لجلب الملوثات المتراكمة في الحفرة إلى السطح. بعد ذلك يتم اللحام في الاتجاه الصحيح.
أرز. 1 اشتعال قوس اللحام: أ - عن طريق لمس القطب لفترة وجيزة لسطح المنتج ؛ ب- بضرب نهاية القطب على سطح المنتج.
يعتمد استخدام طريقة أو أخرى لإشعال القوس على ظروف اللحام ومهارة عامل اللحام. يتم تحريك القوس بطريقة تضمن تغلغل الحواف الملحومة ويتم الحصول على الجودة المطلوبة للمعدن المودع بتكوين لحام جيد. يتم تحقيق ذلك بالحفاظ على قوس بطول ثابت وتحريك نهاية القطب وفقًا لذلك (الشكل 2). في اللحام اليدويطول القوس ، اعتمادًا على العلامة التجارية وقطر القطب ، ظروف اللحام ، هو 0.5-1.2 من قطر القطب. تؤدي الزيادة الكبيرة في القوس إلى انخفاض في عمق الاختراق ، وتدهور في جودة التماس ، وزيادة في تناثر القوس ، وفي بعض الأحيان إلى تكوين المسام ؛ انخفاض كبير - تدهور التكوين وقصيرة.

أرز. 2. الأنواع الرئيسية لمسار الحركات العرضية لنهاية العمل للقطب الكهربي
في حالة عدم وجود حركات تذبذبية عرضية لنهاية القطب ، يكون عرض الأسطوانة 0.8-1.5 د من القطب. تسمى هذه اللحامات (أو البكرات) ضيقة أو خيطية. يتم استخدامها للحام. معدن رقيقوعند تطبيق الطبقة الأولى في خط التماس متعدد الطبقات. الحصول على طبقات متوسطة (أو بكرات) ، التي لا يزيد عرضها عادة عن 2-4 أيام من القطب ، بسبب الحركات التذبذبية لنهاية القطب. تظهر المتغيرات الرئيسية للحركات التذبذبية لنهاية القطب في الشكل 2. الحركات التي لا تساهم في تعزيز التسخين لكلا الحواف الملحومة موضحة في الشكل 2. 2 ، في ز ؛ المساهمة في تعزيز التسخين لحافة واحدة - في الشكل. 2 ، s-i ؛ المساهمة في تسخين جذر اللحام - في الشكل. 2 ، ك.
يجب أن يسعى اللحام إلى أن يتم إجراؤه في الموضع السفلي ، لأن هذا يخلق أكبر قدر الظروف المواتيةلدرزات ذات نوعية جيدة. في هذا الوضع ، يتم نقل المعدن المنصهر إلى حوض اللحام ، الذي يحتل وضعًا أفقيًا ، في اتجاه الجاذبية. علاوة على ذلك ، يعتبر اللحام في الموضع السفلي أكثر ملاءمة وأسهل لمراقبة العملية.
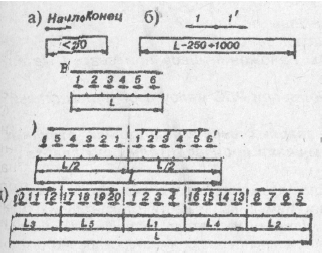
هناك طرق مختلفة لدرزات اللحام بطول المقطع العرضي. يعتمد اختيارهم على طول التماس وسماكة المعدن المراد لحامه. من المقبول تقليديًا استدعاء طبقات يصل طولها إلى 250 مم ، و 250-1000 مم - متوسطة ، وأكثر من 1000 مم - طويلة.
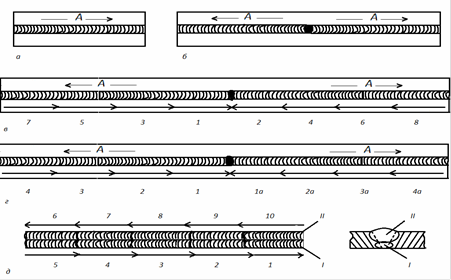
أرز. 3. طبقات اللحام بأطوال مختلفة: أ - خط اللحام القصير. ب - خط التماس الأوسط في د - طبقات طويلة. الأول ، الثاني - طبقات التماس ؛ 1-10 - ترتيب واتجاه أقسام اللحام في التماس ؛ أ- الاتجاه العام للحام
يتم لحام اللحامات القصيرة بالممر ، أي مع عدم تغيير اتجاه اللحام ، من أحد طرفي التماس إلى الطرف الآخر (الشكل 3 ، أ) ؛ طبقات متوسطة الطول - من منتصف الوصلة إلى الأطراف (الشكل 3 ، ب) ؛ اللحامات الطويلة - عن طريق اللحام بخطوة عكسية ، حيث يتم اللحام بعد واحد تلو الآخر في الاتجاه المعاكس لزيادة التماس (الشكل 3 ، ج). يتم أخذ طول الخطوة (المقطع) في حدود 100-350 مم ، مع تحديد خطوات أقصر للحام المعدن الرقيق والخطوات الأطول للحام المعدن السميك.
يتم إجراء اللحام ذو الخطوة العكسية بشكل أساسي في الاتجاه العام A من المنتصف إلى الأطراف ويمكن إجراؤه بواسطة عامل لحام واحد أو اثنين (الشكل 3 ، د ، الأقسام 1 و 1 أ ، 2 و 2 أ ، إلخ).
بالنسبة للحامات متعددة الطبقات (الشكل 3 ، هـ) ، يتم أيضًا استخدام اللحام ذو الخطوة العكسية ، بينما يتم إجراء الأقسام المجاورة للطبقات العلوية في الاتجاه اللحام العكسيالغرز الأساسية. يجب تعويض نهايات طبقات المقاطع المجاورة بالنسبة لبعضها البعض بمقدار 25-30 مم.
تتميز طبقات اللحام في موضع آخر غير الجزء السفلي بعدد من الميزات.
عند اللحام الوضع الرأسييتم نقل المعدن إلى حوض اللحام بشكل عمودي على الجاذبية. لذلك ، يجب إجراء اللحام بأقطاب كهربائية بأقصر قوس ممكن. في هذه الحالة ، يجب ألا يزيد قطر الأقطاب الكهربائية عن 4-5 مم ، ويكون التيار أقل بنسبة 15-20٪ من القيم الحالية عند اللحام في الموضع السفلي. عندما يمر معدن القطب في حوض اللحام ، تزداد كمية المعدن السائل فيه ، ويمكن أن يتسرب المعدن تحت تأثير الجاذبية. لذلك ، يجب تحريك القطب بسرعة جانبًا حتى يتصلب المعدن. اللحام طبقات عموديةأقود من أعلى إلى أسفل (الشكل 4 أ) أو من الأسفل إلى الأعلى (الشكل 4 ب).
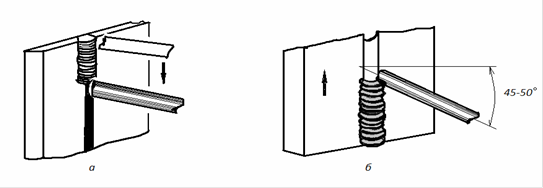
أرز. الشكل 4. مخطط لحام اللحامات العمودية: أ - من أعلى إلى أسفل ؛ ب - من أسفل إلى أعلى
أكثر ملاءمة هو اللحام من الأسفل إلى الأعلى ، عندما يشتعل القوس عند أدنى نقطة ، حيث يتم تشكيل منصة للمعدن المتصلب ، حيث يتم وضع القطرات التالية من المعدن المنصهر. يعد اللحام من الأعلى إلى الأسفل أكثر صعوبة من اللحام من الأسفل إلى الأعلى. عادة ما تستخدم هذه الطريقة في لحام المعدن الرقيق. في بداية اللحام ، يتم وضع القطب بشكل عمودي على السطح ويتم تحفيز القوس في الجزء العلوي من اللحام. بعد ظهور قطرة ملحوظة من المعدن السائل على السطح المراد لحامه ، يميل القطب لأسفل بزاوية 10-15 درجة مئوية ، ويتم توجيه القوس إلى المعدن المنصهر. اللحام الأفقي أكثر صعوبة من اللحام الرأسي منها ، لذلك يتم إجراؤها بواسطة عمال لحام مؤهلين تأهيلا عاليا. حتى لا يتمكن المعدن المنصهر من التصريف ، لا تكون الحواف الموجودة على الصفيحة السفلية مشطوفة ، ويبدأ اللحام عند حافة الصفيحة السفلية ، ثم يُغلى جذر اللحام وينتقل القوس إلى حافة الصفيحة العلوية (الشكل 5). عند تطبيق البكرات العلوية الموسعة ، يتم إجراء التذبذبات المستعرضة لنهاية القطب الكهربي بزاوية 45 درجة على محور التماس. يتم اللحام باستخدام أقطاب كهربائية من نفس الأقطار وبنفس أوضاع لحام اللحامات الرأسية.
تقنية اللحام طبقات السقفالاكثر صعوبة. في هذه الحالة ، تمنع الجاذبية انتقال قطرات معدن القطب إلى حوض اللحام وتميل إلى التدفق لأسفل. من الممكن التغلب على قوة الجاذبية ومنع المعدن المنصهر من التدفق مع حجم صغير من حوض اللحام. للقيام بذلك ، يتم إجراء اللحام باستخدام أقطاب كهربائية بقطر لا يزيد عن 4 مم بقوة تيار 20-25٪ أقل من اللحام في الموضع السفلي بقوس قصير وحبات ضيقة. يجب أن يكون القوس أقصر ما يمكن لانتقال القطرات المعدنية للإلكترود إلى معدن اللحام (الشكل 6).

أرز. 6. لحام التماس السقف
بعقب اللحام
يتم لحام مفاصل التداخل بدون حواف مشطوفة بخيوط متسعة على أحد جانبي المفصل أو كلاهما.
تصنع الوصلات ذات الحواف المحززة من طبقة واحدة (أحادية) أو متعددة الطبقات (متعددة التمريرات) ، اعتمادًا على سمك المعدن وشكل إعداد الحافة (الشكل 7).

أرز. 7. لحام اللحامات التناكبية: أشكال أ-د المقاطع العرضيةطبقات. 1-7 - ترتيب تنفيذ طبقات التماس ؛ 0 - درز اللحام
الجدول 1 عدد الطبقات في لحام اللحامات التناكبية والشرائح
يبدأ لحام اللحامات متعددة الطبقات عن طريق لحام جذر التماس بعناية بقطب لا يزيد قطره عن 4 مم ، ويتم توجيه اللحامات اللاحقة ببكرات موسعة باستخدام أقطاب كهربائية ذات قطر أكبر.
في الهياكل الحرجة ، تتم إزالة جذر التماس عن طريق القطع أو الإزميل أو قاطع الغاز لقطع السطح ، ثم يتم تطبيق خط الدعم.
لحام فيليه
يتم ضمان أفضل النتائج عند ضمان لحامات شرائح اللحام عندما يتم ضبط مستويات العناصر المراد ربطها في وضع "القارب" (الشكل 8 ، أ) ، أي بزاوية 45 على الأفقي. في نفس الوقت يتم تحقيق اختراق جيد للزاوية وجدران العناصر دون التعرض لخطر التقويض أو عدم الاختراق ، كما أنه يخلق إمكانية لحام اللحامات في مسار واحد. قسم أكبر. ومع ذلك ، ليس من الممكن دائمًا ضبط العناصر المراد توصيلها بموضع "القارب".

أرز. 8. لحام لحامات الشرائح: a-d - أشكال المقطع العرضي وموضع الأجزاء أثناء اللحام. 1-4 - ترتيب تنفيذ طبقات التماس
في بعض الحالات ، تشغل العناصر المتصلة موقعًا مختلفًا (الشكل 8 ، ب د) في الفضاء. يصاحب لحام اللحامات المقطوعة هذه صعوبات إضافية ، نظرًا لأن عدم الانصهار في الجزء العلوي من زاوية المفصل أو الجدار الأفقي ، وكذلك تقويض جدار العنصر الرأسي أمر ممكن. في هذه الحالات ، يجب ألا تتجاوز أرجل اللحام ذو الطبقة الواحدة 8 مم. يتم إجراء طبقات ذات أرجل تزيد عن 8 مم في طبقتين أو أكثر.
قطع شرائح اللحمه اتصال نقطة الإنطلاقمع اثنين من الحواف المتماثلة من حافة واحدة ملحومة في طبقة واحدة أو في عدة طبقات ، اعتمادًا على سمك المعدن الذي يتم لحامه.
تقنية اللحام فيليه عموديًا و المواقف العلويةلا تختلف بشكل كبير عن لحام اللحامات ذات الحواف المشطوفة. لضمان الاختراق الضروري لأعلى الزاوية ، تتكون الطبقة الأولى من أقطاب كهربائية بقطر 3-4 مم.
عند اللحامات اللحامية للوصلات اللفة ، لا ينبغي السماح بالاختراق المفرط (تقويض) لحافة العنصر العلوي وتدفق المعدن (في حالة الانصهار غير الكافي) على مستوى العنصر السفلي.
لملء قسم التماس ، قد يستغرق الأمر أكثر من تمريرة واحدة. واعتمادًا على ذلك ، يمكن أن يكون هناك طبقة واحدة ، متعددة الطبقات ، متعددة الطبقات ، متعددة الطبقات طبقات. من الناحية التخطيطية ، تظهر هذه اللحامات في الشكل.
أرز. 1. حركة القطب تحت أوضاع التدفئة المختلفة. 1 - مع تسخين ضعيف للحواف ،2- مع تسخين محسّن للحواف ،3 - مع تسخين محسّن من حافة واحدة ،4 - مع تسخين جيد لجذر اللحام
إذا كان عدد الطبقات يساوي عدد التمريرات المتضخمة ، فإن التماس يسمى متعدد الطبقات. إذا تم إجراء بعض الطبقات في عدة تمريرات ، فإن هذا التماس يسمى متعدد التمريرات. غالبًا ما تستخدم اللحامات متعددة الطبقات في مفاصل المؤخرة ، متعددة التمريرات - في الزاوية والقمامة. وفقًا للطول ، يمكن تقسيم جميع اللحامات بشكل مشروط إلى ثلاث مجموعات: قصيرة - حتى * 300 مم ، متوسطة - 300-1000 ، طويلة - أكثر من 1000 مم.
اعتمادًا على طول التماس وخصائص المادة المراد لحامها ومتطلبات الدقة والجودة وصلات ملحومةاللحامات ملحومة بعدة طرق. على التين. 3 يوضح مخططات اللحام هذه. أبسط هو تنفيذ طبقات قصيرة.
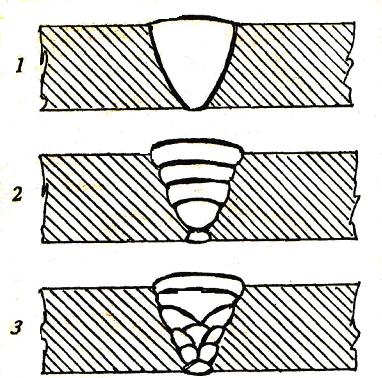
أرز. 2. أنواع الحشوة اللحام: 1 - خط التماس أحادي الطبقة ؛ 2 - التماس متعدد التمريرات ؛ 3 - التماس متعدد الطبقات متعدد التمريرات
تتم الحركة على طول الطريق - من البداية إلى نهاية التماس. إذا كان التماس أطول (دعنا نسميه خطًا متوسط الطول) ، فإن اللحام ينتقل من المنتصف إلى الأطراف (بطريقة خطوة عكسية). إذا تم لحام خط بطول كبير ، فيمكن إجراؤه بطريقة الخطوة العكسية وبشكل عشوائي. ميزة واحدة - إذا تم استخدام طريقة الخطوة العكسية ، فسيتم تقسيم التماس بأكمله إلى أقسام صغيرة (200-150 مم لكل منهما). ويتم اللحام في كل قسم في الاتجاه المعاكس للاتجاه العام للحام.
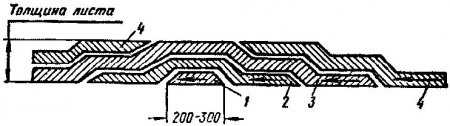
يتم استخدام "Hill" أو "cascade" عند عمل طبقات الهياكل التي تحمل حمولة كبيرة وهياكل ذات سمك كبير. عند سماكة 20-25 مم ، تنشأ ضغوط حجمية وهناك خطر حدوث تشققات. عند اللحام بـ "منزلق" ، يجب أن تكون منطقة اللحام نفسها في حالة ساخنة باستمرار ، وهو أمر مهم للغاية لمنع ظهور التشققات.
أحد أشكال اللحام "التل" هو اللحام "التعاقبي".
عند لحام الفولاذ الطري ، يبلغ سمك كل طبقة لحام 3-5 مم حسب تيار اللحام. على سبيل المثال ، عند تيار 100 أمبير ، تقوم النفخ بصهر المعدن إلى عمق حوالي 1 مم ، بينما يتعرض معدن الطبقة السفلية للمعالجة الحرارية على عمقبن 1-2 مم مع تشكيل هيكل دقيق الحبيبات. عند تيار لحام يصل إلى 200 أ ، يزداد سمك الطبقة المترسبة إلى 4 مم ، وستحدث المعالجة الحرارية للطبقة السفلية على عمق 2-3 مم.
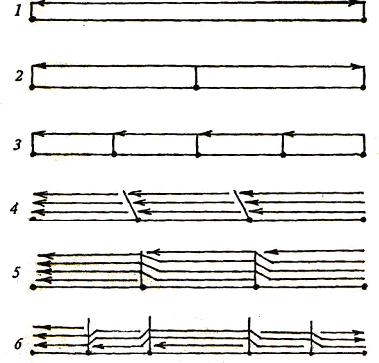
أرز. 3. مخططات اللحام. 1- اللحام والممر. 2 - اللحام من المنتصف إلى الحواف ؛ 3 - اللحام بطريقة متداخلة ؛ 4 - لحام بلوك ؛ 5 - اللحام المتتالي ؛ 6- لحام الشرائح
للحصول على بنية دقيقة الحبيبات لمفصل الجذر ، من الضروري استخدام بكرة لحام باستخدام قطب كهربائي بقطر 3 مم لهذا الغرض ، بتيار 100 أ. قبل ذلك ، يجب تنظيف مفصل الجذر جيدًا . يتم تطبيق طبقة التلدين (الزخرفية) على الطبقة العليا من التماس. سمك هذه الطبقة هو 1-2 مم. يمكن الحصول على هذه الطبقة بإلكترود بقطر 5-6 مم بقوة تيار 200-300 أ.
نهاية التماس. في نهاية اللحام - كسر القوس في نهاية خط اللحام - يجب أن تكون الحفرة ملحومة بشكل صحيح. الحفرة هي المنطقة التي بها أكبر كمية من الشوائب الضارة ، لذلك من المرجح أن يحدث تشقق فيها. في نهاية اللحام ، لا تكسر القوس عن طريق إزالة القطب بشكل حاد من قطعة الشغل. من الضروري إيقاف جميع حركات القطب وإطالة القوس ببطء حتى ينكسر ؛ ذوبان المعدن الكهربائي في نفس الوقت سوف يملأ الحفرة.
عند لحام الفولاذ منخفض الكربون ، تُؤخذ الحفرة أحيانًا بعيدًا عن خط اللحام - على المعدن الأساسي. إذا كان الفولاذ ملحومًا ، وهو عرضة لتشكيل هياكل تصلب ، فإن إزالة الحفرة إلى الجانب غير مقبولة بسبب إمكانية التصدع.
السؤال 1. الجهاز والغرض من محول اللحام.
ل لحام القوساستخدام متغير وثابت تيار اللحام. تستخدم محولات اللحام كمصدر لتيار اللحام المتناوب ، وتستخدم مقومات اللحام ومحولات اللحام كمصدر مباشر.
يتم تحديد مصدر الطاقة لقوس اللحام - محول اللحام - على النحو التالي:
TDM-317 ، حيث:
T - محول
د - لحام القوس.
م - التنظيم الميكانيكي
31 - التصنيف الحالي 310 أ ؛
7 - موديل.
يتم استخدام محول اللحام لخفض جهد التيار الكهربائي من 220 أو 380 فولت إلى جهد آمن ، ولكنه كافٍ لسهولة الاشتعال والحرق المستقر. القوس الكهربائي(لا يزيد عن 80 فولت) ، وكذلك لضبط قوة تيار اللحام.
يحتوي المحول (الشكل 22) على قلب فولاذي (دائرة مغناطيسية) وملفان معزولان. يُطلق على اللف المتصل بالشبكة اسم أساسي ، ويطلق على الملف المتصل بحامل القطب الكهربائي وقطعة العمل المراد لحامها اسم ثانوي. من أجل اشتعال القوس الموثوق به ، يجب أن يكون الجهد الثانوي لمحولات اللحام 60-65 فولت على الأقل ؛ عادة لا يتجاوز الجهد أثناء اللحام اليدوي 20-30 فولت.
8 من الجزء السفلي من اللب 1 هو الملف الأساسي 3 ، ويتألف من ملفين يقعان على قضيبين. ملفات الملف الأولي ثابتة بلا حراك. يقع الملف الثانوي 2 ، الذي يتكون أيضًا من ملفين ، على مسافة كبيرة من الملف الأساسي. ترتبط ملفات كل من اللفات الأولية والثانوية بالتوازي. اللف الثانوي متحرك ويمكن أن يتحرك على طول القلب بمساعدة المسمار 4 الذي يتم توصيله به ، والمقبض 5 الموجود على غطاء غلاف المحول.
يتم تنظيم تيار اللحام عن طريق تغيير المسافة بين اللفات الأولية والثانوية. عندما يتم تدوير المقبض 5 في اتجاه عقارب الساعة ، فإن اللف الثانوي يقترب من الأساسي ، وينخفض التدفق المغناطيسي للتسرب والمقاومة الاستقرائية ، ويزداد تيار اللحام. عندما يتم تدوير المقبض عكس اتجاه عقارب الساعة ، يتحرك الملف الثانوي بعيدًا عن الأساسي ، ويزداد التدفق المغناطيسي للتسرب (تزداد المقاومة الاستقرائية) وينخفض تيار اللحام. حدود تنظيم تيار اللحام - 65-460 أ. يسمح التوصيل التسلسلي للملفات الأولية والثانوية بالحصول على تيارات لحام صغيرة بحدود تنظيم 40-180 أ. يتم تبديل نطاقات التيار بواسطة المقبض الذي تم إحضاره إلى الغطاء .
أرز. 22.محول اللحام:
أ - مظهر خارجي؛ ب - دائرة التحكم في تيار اللحام
يتم تحديد خصائص مصدر الطاقة من خلال خصائصه الخارجية ، والتي تمثل منحنى العلاقة بين التيار (I) في الدائرة والجهد (U) عند أطراف مصدر الطاقة.
قد يكون لمصدر الطاقة خاصية خارجية: صعود ، صلب ، هبوط.
مصدر الطاقة للحام القوسي اليدوي له خاصية انخفاض الجهد الحالي.
جهد الدائرة المفتوحة لمصدر الطاقة هو الجهد عند أطراف الخرج عندما تكون دائرة اللحام مفتوحة.
التيار والجهد المقنن للحام - التيار والجهد اللذان تم تصميم مصدر التشغيل المعتاد لهما.
السؤال 2. طرق لملء التماس على طول القسم.
حسب طريقة الملء على طول قسم اللحامات:
تمريرة واحدة ، طبقة واحدة (الشكل 23 ، أ) ؛
متعدد الطبقات متعدد الطبقات (الشكل 23 ، ب) ؛
متعدد الطبقات (الشكل 23 ، ج).

أرز. 23. اللحامات لملء قسم التماس
إذا كان عدد الطبقات يساوي عدد الممرات القوسية ، فسيتم استدعاء هذا التماس متعدد الطبقات.
إذا تم تنفيذ بعض الطبقات في عدة تمريرات ، ثم التماس متعدد.
غالبًا ما تستخدم اللحامات متعددة الطبقات في مفاصل التناكب ، والممرات المتعددة - في الزاوية والقمامة.
لمزيد من التسخين المنتظم لمعدن اللحام بطوله بالكامل ، يتم إجراء اللحامات:
طبقة مزدوجة؛
تتالي؛
كتل.
الانزلاق.
تعتمد كل هذه الطرق على مبدأ اللحام بخطوة عكسية.
يكمن جوهر طريقة الطبقة المزدوجة في حقيقة أن الطبقة الثانية يتم تطبيقها على الطبقة الأولى غير المبردة بعد إزالة خبث اللحام: يتم إجراء اللحام بطول 200-400 مم في اتجاهين متعاكسين. هذا يمنع ظهور تشققات ساخنة في التماس عند لحام المعدن بسمك 15-20 مم ، والذي يتمتع بصلابة كبيرة.
بسماكة ألواح الصلب من 20-25 مم أو أكثر ، يتم استخدام اللحام لمنع التشققات:
تتالي؛
كتل.
تفاضل.
يتم ملء خط اللحام متعدد الطبقات للحام بشريحة وشلال على كامل سمك اللحام بطول خطوة معينة. يتم تحديد طول الخطوة بحيث يكون المعدن الموجود في جذر اللحام بدرجة حرارة لا تقل عن 200 درجة مئوية خلال سماكة اللحام بالكامل. في هذه الحالة ، يتمتع المعدن بليونة عالية ولا تتشكل تشققات. طول خطوة اللحام التعاقبي 200-400 مم (الشكل 24 ، أ).
عند اللحام في الكتل ، يتم لحام التماس متعدد الطبقات في خطوات منفصلة ، وتملأ الفجوات بينهما بطبقات في جميع أنحاء السماكة بأكملها (الشكل 24 ، ب).
عند ربط الأجزاء المصنوعة من الفولاذ المقوى أثناء اللحام ، يوصى باستخدام اللحام بالكتل. من الفولاذ غير المتصلب (منخفض الكربون) ، من الأفضل إجراء اللحام المتتالي.

أرز. 24. ملء التماس على طول المقطع:
أ - تتالي ب - الكتل
أرز. 25. شريحة اللحام
وبالتالي ، يتم إجراء اللحام (ملء الأخدود) على جانبي الشريحة المركزية مع طبقات قصيرة. طريقة التتالي هي نوع مختلف من طريقة الشريحة.
عند اللحام بطريقة الانزلاق (الشكل 25) ، يتم تطبيق الطبقة الأولى في مقطع من 200-300 مم ، بعد تنظيفها من الخبث ، يتم وضع طبقة ثانية عليها ، أطول مرتين من الأولى. بعد ذلك ، بالتراجع من بداية الطبقة الثانية بمقدار 200-300 مم ، ترسب الطبقة الثالثة ، إلخ.
3. المهمة. اشرح تأثير الكبريت والفوسفور على جودة اللحام.
الكبريت والفوسفور من الشوائب الضارة في الفولاذ والحديد الزهر. يتسبب مقدارها الزائد في تكوين تشققات في اللحام. يتسبب الكبريت في حدوث تشققات في حالة التماس الساخنة (ظاهرة الهشاشة الحمراء) ، والفوسفور - في الحالة الباردة (ظاهرة الهشاشة الباردة).
بالنسبة للعامل المبتدئ ، من المهم جدًا إتقان مهارة ضرب القوس. يتم إشعال القوس عن طريق ملامسة نهاية القطب لفترة وجيزة لقطعة الشغل أو بضرب نهاية القطب الكهربائي على السطح المعدني (الشكل 64).
يتم "توجيه" القوس بطريقة يتم فيها صهر حواف الأجزاء المراد لحامها بتكوين الكمية المطلوبة من المعدن المترسب وشكل اللحام المحدد. الطرق الرئيسية الأكثر استخدامًا لتحريك نهاية القطب خلال RDS موضحة في الشكل. 65.
هناك طرق مختلفة لعمل طبقات بطول الطول والمقطع. يتم تحديد اختيار طريقة عمل اللحامات بطول التماس وسماكة المعدن المراد لحامه. تقليديا ، تعتبر اللحامات التي يصل طولها إلى 250 ملم قصيرة ، وطولها 250-1000 ملم متوسطة ، وأكثر من 1000 ملم طويلة (الشكل 66).
أرز. 64.طرق اشتعال القوس الكهربائي باستخدام قطب كهربي مستهلك: أ- ملامسة القطب عند النقطة ؛ ب- ضرب نهاية القطب على السطح المعدني

أرز. 65.الطرق الرئيسية لتحريك نهاية القطب باستخدام RDS: أ ، ب ، ج ، د - مع طبقات عادية ؛ ه ، و ، ز - للدرزات مع تسخين محسّن للحواف
أرز. 66.طرق التماس: أ- لحام اللحامات "على الممر" ؛ ب- لحام طبقات متوسط الطول ؛ في- لحام اللحامات بطريقة الخطوة العكسية ؛ د ، د- لحام اللحامات الطويلة
عادة ما يتم لحام اللحامات القصيرة بطول الطول "على الممر" (الشكل 66 ، أ).اللحامات ذات الطول المتوسط ملحومة من المنتصف إلى الحواف (الشكل 66 ، ب) أو بطريقة الخطوة العكسية (الشكل 66 ، ج). تمريرة واحدة طبقات طويلة المفاصل بعقبوتمرير أول طبقات متعددة التمريراتيتم لحامها من المنتصف إلى الأطراف بطريقة خطوة عكسية (الشكل 66 ، د) ، وفي المفاصل مع اللحامات فيليه أيضًا من المنتصف إلى الأطراف بطريقة خطوة عكسية (الشكل 66 ، هـ).
يعد اللحام بخطوة عكسية أكثر الطرق فعالية لتقليل الضغوط والتشوهات المتبقية.
يبرد التماس السابق إلى درجة حرارة 200-300 درجة مئوية. أثناء التبريد ، بالتزامن مع انخفاض عرض التماس ، تتناقص الفجوة الموسعة مبدئيًا أيضًا ، وهذا هو السبب في أن التشوهات المتبقية تصبح ضئيلة.
عند اللحام بعقب اللحام أو اللحامات ذات المقطع العرضي الكبير ، يتم إجراء التماس في عدة طبقات (الشكل 67). علاوة على ذلك ، يمكن إجراء كل طبقة من الجزء الأوسط والجزء العلوي من التماس بتمريرة واحدة (الشكل 67 ، أ) ، وفي تمريرين أو أكثر (الشكل 67 ، ب).
من وجهة نظر تقليل التشوهات المتبقية ، يفضل اللحام في مسار واحد. إذا كان عرض التماس يصل إلى 14-16 مم ، فغالبًا ما يتم استخدام طريقة اللحام متعدد المسارات.
عند لحام معدن سميك (> 15 مم) ، فإن تنفيذ كل طبقة "لكل مسار" غير مرغوب فيه. تؤدي هذه الطريقة إلى تشوهات كبيرة وتشكيل تشققات في الطبقات الأولى ، حيث أن الطبقة الأولى لديها وقت لتبرد. لمنع تكون الشقوق ، يجب أن يتم ملء الأخاديد أثناء RDS بواسطة طريقة الشلال أو "الانزلاق". في هذه الحالة ، يتم تثبيت كل طبقة لاحقة على الطبقة السابقة التي لم يتح لها الوقت بعد لتبريدها ، مما يجعل من الممكن تقليل ضغوط اللحام والتشوهات. مخططات ملء الأخاديد بطريقة التتالي و "الشريحة" موضحة في الشكل. 68 ، أ ، ب.
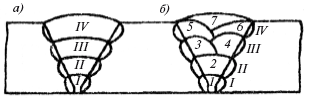
أرز. 67.طبقات طبقات: أ- درزات ملحومة متعددة الطبقات ، مصنوعة في مسار واحد ؛ ب- التماس متعدد الطبقات ، مصنوع في عدة تمريرات ؛ I-IV- عدد طبقات اللحامات ؛ 1-7 - عدد التمريرات.

أرز. 68.مخطط ملء الأخاديد
RDS من المعدن السميك: أ- طريقة الشلال ؛ ب- طريقة ملء الجرح بـ "شريحة"
باستخدام طريقة الشلال لملء التماس ، يتم تقسيم التماس بأكمله إلى أقسام قصيرة 200 مم ، ويتم لحام كل قسم بهذه الطريقة. عند الانتهاء من لحام الطبقة الأولى من القسم الأول ، دون توقف ، يستمر تنفيذ الطبقة الأولى في القسم المجاور. في هذه الحالة ، يتم فرض كل طبقة لاحقة على معدن الطبقة السابقة التي لم يكن لديها وقت لتبرد.
اللحام "المنزلق" هو نوع من طرق التتالي ويتم تنفيذه بواسطة اثنين من عمال اللحام في نفس الوقت ، من المنتصف إلى الحواف. كلتا الطريقتين لعمل خط التماس هما اللحام بخطوة عكسية ، ليس فقط على طول الطول ، ولكن أيضًا على طول المقطع العرضي للخط.
قبل الشروع في اللحام ، من الضروري التعرف على الوثائق الفنية. يتم تقديم عملية التصنيع لأي تصميم بتنسيق الخرائط التكنولوجيةأوه. بالإضافة إلى الخرائط التكنولوجية ل العملية التكنولوجيةمرفقة رسومات المنتج: نظرة عامة وتفاصيل مع الشروحات والمواصفات اللازمة. يشير الرأي العام إلى تسميات اللحامات. في RDS من الفولاذ منخفض الكربون ، اعتمادًا على خصائص قوة المعدن ، الأقطاب الكهربائية ذات طلاء الروتيلالنوعان E42 و E46 ، على سبيل المثال ، ANO-6 ، ANO-4 ، إلخ. بالنسبة للهياكل الفولاذية الهامة ، يتم استخدام الأقطاب الكهربائية ذات الطلاء الأساسي من النوعين E42A و E46A ، على سبيل المثال: UONI-13/45 ، SM-11 ، E-138 / 45N وغيرها
أسئلة الاختبار:
1. كيف اللحامات تختلف في الطول؟
2. ماذا يعطي اللحام في المرحلة الخلفية؟
3. ما هي طرق الخياطة عند لحام المعدن السميك؟
4. ما هي الأقطاب الكهربائية المستخدمة في RDS من الفولاذ الخفيف؟
يتم تقسيم طبقات اللحام وفقًا لخاصية مثل الطول. في هذا الصدد ، يمكن تقسيم جميع اللحامات إلى ثلاث مجموعات منفصلة. وهكذا لدينا:
لطبقات قصيرة ، بطول 250-300 مم ؛
دبليو أنت متوسط الطول ، طوله 300-1000 مم ؛
د درزات خطية يبلغ طولها 1000 مم أو أكثر.
جميع الفئات الثلاث لها خصائصها الخاصة ، وبالتالي فهي ملحومة بطريقتها الخاصة. لذلك ، على سبيل المثال ، اللحامات القصيرة ملحومة من البداية إلى النهاية في اتجاه واحد فقط. اللحامات الوسطى ملحومة في عدة أقسام. في هذه الحالة ، يتم اختيار طول المقطع بحيث يمكن غليان أو ثلاثة أو أربعة أقطاب كهربائية بالكامل. يبدأ لحام المقاطع من مركز التماس ويتم تنفيذه من المنتصف إلى نهايته. أو يحدث بطريقة متدرجة عكسية ، أي من حافة إلى أخرى.
تستخدم اللحامات الطويلة على نطاق واسع في صناعات مثل بناء الخزانات. هذا هو ، في تلك المناطق التي يكون من الضروري فيها لحام الأنابيب أو الخزانات ذات القطر الكبير والطول وما إلى ذلك. على سبيل المثال ، يمكن أن يكون أيضًا مجال بناء السفن. في مثل هذه الحالات ، يتم اللحام ، كقاعدة عامة ، في انقسام باستخدام طريقة الخطوة العكسية.
أيضًا ، من الشائع جدًا والمميزات لحام المعادن ذات السماكة الكبيرة. كقاعدة عامة ، في هذه الحالات ، يتم استخدام طبقات متعددة الطبقات ، يوصى بلحامها بما يسمى بطريقة "التل" أو بطريقة الشلال. أثناء اللحام باستخدام "منزلق" ، يتم وضع الطبقة الأولى من خط اللحام في مقطع يبلغ طوله حوالي 200-300 مم. بعد ذلك ، يتم تنظيف سطح العمل وإزالة المقياس والخبث ، وبعد ذلك يبدأون في تطبيق الطبقة الثانية. يتم ذلك بحيث يكون طول الطبقة الثانية ضعف طول الطبقة الأولى. في النهاية ، بالتراجع عن نهاية الطبقة الثانية ، أيضًا بمقدار 200-300 مم ، يتم تطبيق خط اللحام الثالث. وبالتالي ، يتم تشكيل خط اللحام ، والذي يقع على جانبي نقطة المركز ، باستخدام طبقات قصيرة.
يتم استخدام طريقة اللحام التعاقبي عندما يزيد سمك الألواح الملحومة عن 25 مم ، وهذه الطريقة هي اختلاف عن الطريقة السابقة. إذا كنت تتعامل مع صفائح يزيد سمكها عن 60 مم ، فمن الأفضل استخدامها آلة لحام، والتي ستبلغ سلك القطب بالحركات المستعرضة والمتبادلة. وبالتالي ، فإن لحام المعدن السميك شاق للغاية ، باستخدام أي الطريقة الممكنةاللحام.