كيفية اختيار قطب التنغستن. ميزات تطبيق ووضع علامات على أقطاب التنغستن
لحام TIG غير القابل للصدأ للمبتدئين
في مواجهة الحاجة إلى طهي الفولاذ المقاوم للصدأ ، نشأت أسئلة قليلة ، وتم العثور على إجابات لبعضها ، ولا يزال بعضها معلقًا في الهواء.
كشخص كسول حقيقي ، صعدت إلى YouTube ، على أمل أن أتقن اللحام بسرعة في Argon ، لكنني واجهت مشكلة خطيرة إلى حد ما - الغالبية العظمى من مقاطع الفيديو باللغة الروسية بها بعض نقاط الضعف من حيث الجانب النظري ومن حيث جودة التصوير ، هذا بشكل عام انسداد كامل ...
سأخبرك الآن - مادة معينةسيكون أيضًا بعيدًا عن المثالية ، لكن على الأقل سأحاول تبسيط الذكاء الذي تمكنت من جمعه.
لنبدأ بالمعدات.
للحام في بيئة الأرجون ، فمن الضروري آلة لحام، مما يتيح لك العمل في هذا الوضع. هناك الكثير من الأجهزة المماثلة ويختلف سعرها أيضًا كثيرًا. لذلك ، عند اختيار جهاز ، أولاً وقبل كل شيء ، يجب أن تقرر نوع العمل الذي تحتاجه. تم توفير جهازي من قبل صاحب العمل ، لكنني قمت باختيار الطراز. ما هي المعايير التي اتبعتها عند اختيار الجهاز:
1. يجب أن يطبخ الجهاز جميع أنواع المعادن غير الحديدية ولحامها سبائك الألومنيوممطلوب لحام التيار المتردد ، أي يجب أن يطبخ الجهاز بشكل ثابت ومتغير.
2. يفترض أنه سيكون من الضروري طهي الفولاذ المقاوم للصدأ بسمك 0.5 إلى 5 مم ، لذلك يجب أن يكون هناك تعديل حالي من 10-15 أمبير إلى 100-120. نظرًا لأن حجم أعمال اللحام في وقت الشراء لم يكن معروفًا ، تم تعيين معلمة إضافية - يجب أن تكون PV عند تيار 100 أمبير 70-80 ٪ على الأقل. PV - مدة التبديل عند تيار معين ، عادةً في الحد الأقصى. إذا تم تشغيل الحد الأقصى الحالييحتوي الجهاز الكهروضوئي على أكثر من 50٪ ، فهذا إما جهاز شبه احترافي أو احترافي.
3. يجب أن تظل تعمل بجهد إدخال يبلغ 180-190 فولت - في غير موسمها ، ينخفض جهد شبكتنا إلى 190-200 فولت.
في البداية ، وقع الاختيار على Kedr TIG-200P AC / DC ، ولكن سرعان ما أصبح واضحًا أن هناك جهازًا بنفس الوظيفة ، بنفس المظهر وعناصر التحكم ، ولكن فقط بلون مختلف وأرخص ، و AuroraPRO INTER TIG 200 تم شراء AC / DC PULSE.
تتميز آلة اللحام هذه بالميزات التالية:
أنواع دليل اللحام لحام القوس(MMA) ، لحام بقوس الأرجون (TIG)
تيار اللحام (MMA) 10-200 أمبير
تيار اللحام (TIG) 5-200 أمبير
جهد الإدخال 187-253 فولت
عدد مراحل الطاقة 1
جهد الدائرة المفتوحة 44 فولت
نوع التيار الناتج ثابت ومتغير
جهد العمل 18-28 فولت
قوة 4.5 كيلو واط
دورة العمل بأقصى تيار 60٪
سماكة المعدن القصوى 10 ملم
خصائص إضافية
نوع الإشعال القوسي عالي التردد
فئة العزل و
درجة الحماية IP21
نطاق درجة حرارة التشغيل -20 إلى 50 درجة مئوية
الأبعاد LxWxH 498x328x302 مم
الوزن 20 كجم
مجموعة كاملة TIG 26 شعلة 4 متر - 1 قطعة. كابل 16 مم 2 ، 3 أمتار - 2 قطعة. حامل قطب كهربائي 200A - 1 جهاز كمبيوتر. مشبك على الأرض 300A - 1 جهاز كمبيوتر.
من اسم هذا الجهاز ، يتضح أنه احترافي حقًا ، وفي الواقع يسمح لك الجهاز بالعمل في عدد كبير إلى حد ما من الأوضاع. يتضمن ذلك ضبط التوازن عند اللحام بالتيار المتردد ، والقدرة على العمل على تيار نابض ، عندما يتغير تيار اللحام في النطاق المحدد ، مما يسمح بلحام قطع العمل الرقيقة بشكل أفضل. يؤدي اشتعال القوس الكهربائي عالي الجهد في وضع TIG إلى زيادة المورد بشكل كبير أقطاب التنغستن. بالنسبة طبقات طويلةيتم توفير وضع التشغيل رباعي الأشواط. من الممكن توصيل دواسة.
تم إجراء هذا الإدخال بعد وقت طويل من كتابة المقال الرئيسي - قررت أن أزيل الغبار عن آلة اللحام وأرى ما بداخله ، هذا بالذات AuroraPRO INTER TIG 200 AC / DC PULSE:
بالطبع ، تم إجراء التضمينات الأولى في الوضع اللحام اليدويلأنه كان هناك على الأقل بعض الخبرة في هذا المجال. كانت الانطباعات إيجابية للغاية - يعمل الجهاز بسهولة مع أقطاب كهربائية من 2 إلى 4 مم ، عندما يلتصق القطب ، لا يسخن القطب ، ويحترق القوس بشكل متساوٍ ويشتعل دون مشاكل. لقد جربت عدة أنواع من الأقطاب الكهربائية ، وكان الاختيار هو "Monolith" - السعر / الجودة للاستخدام المنزلي أكثر من مقبول.
فقط في حالة وجود لوحة بأقطار قطب كهربائي وتيارات اللحام:
| سماكة المعدن | 1-3 | 3-4 | 4-5 | 5-6 | 6-8 | 8-11 | 11-15 | 15-18 |
| قطر القطب | 1,0-1,5 | 1,5-2,0 | 2,0-2,5 | 2,5-3,0 | 3,0-4,0 | 4,0-5,0 | 5,0-6,0 | > 6,0 |
| تيار اللحام | 20-60 | 50-90 | 60-100 | 80-120 | 110-150 | 140-180 | 180-220 | 220-260 |
لكن دعنا نعود إلى لحام الفولاذ المقاوم للصدأ بالأرجون ومعرفة درجات الفولاذ المقاوم للصدأ المستخدمة في ماذا.
أنواع الصلب 300 سلسلة
الفولاذ المقاوم للصدأ الكروم والنيكل لهذه المجموعة في تركيبها الكيميائي هو الأوستنيتي ، والأوستنيتي - الفريتي والأوستنيتي - مارتينسيت ، اعتمادًا على النسبة المئوية للكربون والنيكل والكروم والتيتانيوم. هذا هو الفولاذ المقاوم للصدأ الأكثر تنوعًا ، وتضمن خصائصه ارتفاع الطلب باستمرار في السوق.
AISI 304 (08X18H10)
ومع ذلك ، فقد اكتسب هذا الفولاذ المقاوم للصدأ ، المطلوب في جميع الصناعات ، شهرة باعتباره "طعامًا". لها التركيب الكيميائيوخصائصه تجعله الأنسب للاستخدام في صناعة المواد الغذائية. إنه سهل اللحام ، ويظهر خصائص عالية لمقاومة التآكل في البيئات العدوانية. غالبًا ما يتم اختياره أيضًا للصناعات الكيماوية والصيدلانية والبترولية والنسيجية.
AISI 316 (10X17H13M2)
يتم الحصول على الفولاذ المقاوم للصدأ 316 عن طريق إضافة الموليبدينوم إلى الفولاذ المقاوم للصدأ 304 ، مما يزيد من مقاومة التآكل والقدرة على الاحتفاظ بالخصائص في البيئات الحمضية العدوانية ، وكذلك في درجات الحرارة المرتفعة. هذه الفولاذ المقاوم للصدأأغلى من 304 ، يتم استخدامه في الصناعات الكيميائية والنفط والغاز وبناء السفن.
AISI 316 و L - الفولاذ الهيكلي المبرد
AISI 316 Ti - فولاذ عادي مقاوم للتآكل
AISI 316T (10X17H13M2T)
تحتوي هذه الدرجة من الفولاذ المقاوم للصدأ على كمية صغيرة من التيتانيوم ، مما يزيد من قوة المادة ، مما يجعلها مقاومة لدرجات الحرارة المرتفعة ، وكذلك أيونات الكلوريد. مستعمل في الهياكل الملحومة، لتصنيع شفرات التوربينات الغازية ، في الصناعات الغذائية والكيميائية. سعر معقول وعالي تحديدجعل هذا الفولاذ المقاوم للصدأ بشعبية كبيرة.
AISI 321 (12-08X18H10T)
الفولاذ المقاوم للصدأ ، الذي ترجع خصائصه إلى زيادة محتوى التيتانيوم. سهلة اللحام ، مقاومة لدرجات حرارة تصل إلى 800 درجة مئوية ، مطلوبة على نطاق واسع لتصنيع الأنابيب غير الملحومة ، وكذلك تجهيزات خطوط الأنابيب - الفلنجات ، المحملات ، الانحناءات والانتقالات.
أنواع الصلب 400 سلسلة
هذه السلسلة لها نطاق أضيق من 300. إنه يحتوي على الفولاذ المقاوم للصدأ مع نسبة عالية من الكروم - لا يحتوي تقريبًا على عناصر سبائك أخرى ، مما له تأثير إيجابي على تكلفته. محتوى الكربون المنخفض يجعل هذا الفولاذ المقاوم للصدأ مطيلًا وقابلًا للحام.
AISI 430 (12 × 17)
مصنوع من الفولاذ المقاوم للصدأ مع نسبة عالية من الكروم ونسبة منخفضة من الكربون. تساهم هذه النسبة في القوة العالية وفي نفس الوقت الليونة. AISI 430 ينحني جيدًا ، ولحام ، وطوابع. يحتفظ بخصائصه في البيئات المسببة للتآكل والتي تحتوي على الكبريت ، ويقاوم التغيرات المفاجئة في درجات الحرارة. يتم استخدامه في صناعة النفط والغاز ، وكذلك مادة زخرفية لإنهاء المباني والمباني.
أنواع الصلب 200 سلسلة
حتى الآن ، لا يمكننا التحدث إلا عن درجة فولاذية واحدة في هذه السلسلة ، لكنها نجحت في اللحاق بمنافسيها في السلسلة 300 و 400.
AISI 201 (12X15G9ND)
الفولاذ المقاوم للصدأ AISI 201 أرخص بكثير من الفولاذ المقاوم للصدأ من السلاسل الأخرى المماثلة في الخصائص. في ذلك ، يتم استبدال النيكل باهظ الثمن جزئيًا بالمنغنيز والنيتروجين. إن التركيب الكيميائي المتوازن بشكل إيجابي يجعل خصائص الفولاذ المقاوم للصدأ AISI 201 ليست أدنى من AISI 304 و AISI 321. وقد وجد تطبيقه في الصناعات الطبية والغذائية. كما أنها تستخدم في صناعة الأنابيب الدائرية والمشكلة المطلوبة لإنشاء الدرابزين والدرابزين والأسوار.
تم تضمين شعلة من النوع 26 مع آلة اللحام ، وأجريت التجارب الأولى على لحام الفولاذ المقاوم للصدأ باستخدام شعلة قياسية. ومع ذلك ، أثناء اختيار آلة اللحام ، تسللت المعلومات من خلال استخدام العدسات الغازية للحام TIG ، يمكن الحصول على جودة التماس بشكل أفضل إلى حد ما.
تمت دراسة هذه المعلومات بمزيد من التفصيل على الإنترنت. لسوء الحظ ، لم يكن من الممكن التحدث مباشرة مع عمال اللحام ذوي الخبرة - يعتبر الأرجون فضولًا في منطقتنا ولا يغطي أصحاب الأجهزة جميع تعقيدات اللحام. لكن هذا شأنهم ، بشكل عام ...
بشكل عام ، كان هناك الكثير من المراجعات الإيجابية حول العدسات الغازية من تلك المحايدة والسلبية. معنى عدسة الغاز هو أنها تعيد توجيه تدفق الغاز إلى نفاثة موحدة ، مما يسمح لك بعدم الإزعاج كثيرًا بزاوية اللحام ويجعل من الممكن دفع القطب خارج الموقد لمسافة أكبر. الأكثر وضوحًا هو تدفق الدخان الذي يمر عبر الموقد مع وبدون عدسة غاز:
بشكل عام ، تم طلب واختبار العدسات من الصين. البائع الذي أخذت منه البضاعة لم يعد متاحًا ، لذلك فقط نتائج البحث. عند اختيار العدسات ، انتبه دائمًا إلى نوع الموقد ، وإلا يمكنك شراء شيء خاطئ. لا أعرف السبب ، لكن المعدات الخاصة بالموقد من النوع 26 أغلى ثمناً ، والاختيار أقل ، ولكن لدي بالفعل موقد جاهز ، ولهذا اخترت العدسات خصيصًا للموقد 26.
أثناء قراءة المنتديات ، صادفت سؤالًا واحدًا - يحتاج الشخص إلى عدسات غاز شفافة. الرسالة مؤرخة في منتصف عام 2016 ولم تحصل على إجابة معقولة. لكن المضحك أنه هو نفسه لم يستطع الإجابة عن سبب حاجته إلى عدسات غازية شفافة ، لأن هذا لا يغير جوهر الأمر و مهارة اللحاملا يضيف. على الأرجح لقد رأيت ما يكفي من دروس الفيديو الأمريكية أو قررت أن هذا روعة لا توصف. هذا أنا في الواقع لحقيقة أن عدسات الغاز الشفافة معروضة للبيع الآن وسعيًا وراء التباهي ، يمكن شراؤها
بالإضافة إلى ذلك ، من المنطقي إلقاء نظرة على عدد المجموعات المباعة وتقييم البائع ، ولكن يجب على الجميع معرفة ذلك بالفعل. بشكل عام ، تم شراء المجموعة التالية:
أظهرت التجارب الأولى مع العدسات بالفعل حماية أفضل- تم تقليل استهلاك الأرجون عند لحام الفولاذ المقاوم للصدأ من 8 لترات في الدقيقة إلى 6 لترات في الدقيقة ، وأصبح من الممكن بالفعل تمديد القطب بنسبة 14-16 مم دون أي فقدان واضح للجودة. بالإضافة إلى ذلك ، أدت الأطوال والأقطار المختلفة لفوهات السيراميك إلى توسيع قدراتي بشكل كبير ، حيث كان عليّ الطهي في أماكن ضيقة نوعًا ما.
ومع ذلك ، فإن العدسات عبارة عن عدسات ، وبدون أقطاب كهربائية ، لن يكون هناك لحام. جنبًا إلى جنب مع عامل اللحام ، أحضروا لي أيضًا عدة حزم من أقطاب التنغستن. نظرًا لأنني لم تكن لدي خبرة كبيرة ، فقد طلبت أقطابًا كهربائية بعلامة زرقاء داكنة وأخرى خضراء. باختصار ، اللون الأزرق يستخدم للحام المستمر ، والأخضر للحام في فترة الراحة. وهي تختلف في الشوائب التي تدخل في التنغستن ، والتي تغير إلى حد ما خصائص التنغستن نفسه. من أجل التطوير العام فقط ، سأقدم العلامات والاختلافات في أقطاب التنغستن:

الفسفور الأبيض (أخضر) - "تنجستن نقي"
قطب كهربائي بمحتوى تنجستن لا يقل عن 99.5٪. توفر هذه الأقطاب الكهربائية استقرارًا جيدًا للقوس عند اللحام بالتيار المتردد.
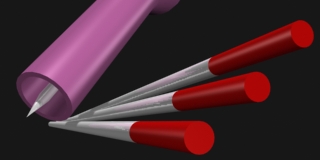
WT-20 (أحمر) ، يحتوي على 2.0٪ ثاني أكسيد الثوريوم
التطبيق: اللحام الفولاذ الكربوني، الفولاذ منخفض السبائك والفولاذ المقاوم للصدأ والتيتانيوم والنحاس وسبائكها في التيار المباشر (DC).
الأقطاب الكهربائية الأكثر شيوعًا ، نظرًا لأنها كانت أول من أظهر مزايا كبيرة للأقطاب الممزوجة على التنغستن النقي في اللحام بالتيار المستمر. ومع ذلك ، فإن الثوريوم مادة مشعة مستوى منخفضوبالتالي ، فإن الأبخرة والغبار المتولد أثناء اللحام وطحن الإلكترود يمكن أن يكون ضارًا بصحة عمال اللحام.

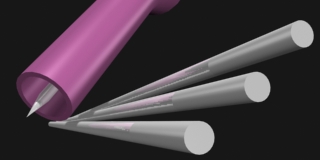
WC-20 (رمادي) ، يحتوي على 2.0٪ ثاني أكسيد السيريوم
تؤدي إضافة 2٪ من ثاني أكسيد السيريوم إلى القطب إلى تحسين انبعاث القطب ، وتحسين البداية الأولية للقوس وزيادة القيم المسموح بها تيار اللحام.
السيريوم ، من بين جميع المعادن الأرضية النادرة ، هو أكثر العناصر غير المشعة شيوعًا. تعتبر الأقطاب الكهربائية WC-20 عالمية ، ويمكن لحامها بنجاح بالتيار المتردد والمباشر (القطبية المباشرة).

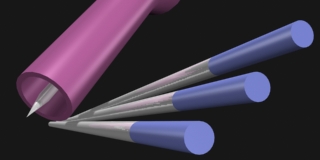
WY-20 (أزرق غامق) ، يحتوي على 2.0٪ ثاني أكسيد الإيتريوم
التطبيق: لحام الهياكل الأساسية المصنوعة من الكربون والفولاذ منخفض السبائك والفولاذ المقاوم للصدأ والتيتانيوم والنحاس وسبائكها بالتيار المباشر (DC).
يعد التنغستن Yttrated أكثر قطب كهربائي غير قابل للاستهلاك متينًا يتم استخدامه اليوم.
WZ-8 (أبيض) ، يحتوي على 0.8٪ أكسيد الزركونيوم
التطبيق: لحام الألومنيوم (Al) والمغنيسيوم (Mg) وسبائكه على التيار المتردد (AC).
تُفضل الأقطاب الكهربائية مع إضافة أكسيد الزركونيوم للحام بالتيار المتردد ، حتى عندما لا يُسمح بحد أدنى من تلوث حوض اللحام. تعطي الأقطاب الكهربائية قوسًا ثابتًا للغاية. الحمل الحالي المسموح به على القطب الكهربائي أعلى إلى حد ما من أقطاب السيريوم واللانثانم والثوريوم.
أقطاب أكسيد اللانثانم: WL-15 و WL-20
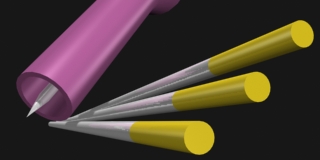
WL-15 (ذهبي) ، يحتوي على 1.5٪ أكسيد اللانثانم
WL-20 (أزرق) ، يحتوي على 2.0٪ أكسيد اللانثانم
التطبيق: لحام جميع أنواع الفولاذ والسبائك بالتيار المتردد والمباشر (AC / DC).
تتميز أقطاب سبائك التنغستن المصنوعة من أكسيد اللانثانوم ببداية قوسية أولية سهلة للغاية ، وميل منخفض للاحتراق ، وقوس ثابت وأداء ممتاز لإعادة اشتعال القوس. تؤدي إضافة أكسيد اللانثانم إلى زيادة قيمة الحد الأقصى المسموح به للتيار ، وتكون قدرة تحمل القطب أكبر بنسبة 50 ٪ تقريبًا (لحجم معين) عند اللحام على تيار متناوب من التنغستن النقي. بالمقارنة مع درجات WC و WT ، فإن أقطاب WL لديها تآكل أقل على طرف القطب.
هناك أيضًا ألوان وسيطة تشير إلى النسبة المئوية لشوائب معينة ، لكنها نادرة جدًا في السوق المحلية.
حسنًا ، لقد بدأ العمل نفسه بالفعل ...
اللحام في بيئة الأرجون يشبه اللحام بالغاز أكثر من اللحام الكهربائي المستهلك ، وفي الزوجين الأولين كان هناك الكثير من الإزعاج لتصحيح التماس مباشرة باستخدام القطب. غالبًا ما يتم غمس القطب الكهربي في المعدن المنصهر ، بهدف تسريع تدفق المعدن ، ونتيجة لذلك بدأ طرف قطب التنغستن في الاحتراق - عندما احترق الفولاذ المقاوم للصدأ ، صهر القطب نفسه ، و عند اللحام بالتيار المباشر ، يجب أن يكون طرف القطب حادًا.
يتم شحذ أقطاب اللحام بالتيار المستمر على مخروط حاد ، وارتفاع المخروط يساوي واحد إلى ثلاثة أقطار قطب كهربائي. بالنسبة للحام بالتيار المتردد ، تتم عملية الشحذ أيضًا على مخروط ، ولكن بعد ذلك يتم طحن الجزء الحاد على كرة. وبالتالي ، فإن نهاية القطب هي نصف دائري.

يسمح لك شحذ قطب التنغستن بالحصول على قوس باتجاه يمكن التنبؤ به ولن يتغير هذا الاتجاه عند إمالة القطب ، لأنه من المعروف من دورة فيزياء المدرسة أن الحد الأقصى من التوتر يتشكل عند الطرف الحاد للموصل.
التنغستن نفسه معدن صلب إلى حد ما. عجلات القطعفي البلغارية يتم معالجتها بشكل سيء إلى حد ما. لذلك ، من الأفضل استخدام ورق الصنفرة على شكل بتلة لشحذ الأقطاب الكهربائية طحن عجلاتأو الفيلكرو. حصباء 60-100. من الضروري الشحذ على طول القطب الكهربائي بحيث تكون الخدوش الدقيقة على الطرف بطول وليس عبر.
يتم تحديد قطر القطب وفقًا للمواد المراد لحامها وسمكها. بطبيعة الحال ، يعتمد تيار اللحام أيضًا على سمك القطب. بالطبع ، يمكنك أيضًا التحدث بمقدار 100 أمبير على قطب كهربائي رفيع ، لكنه سيبدأ في السخونة الزائدة ، وفي النهاية يسخن القاطع ، وسيبدأ في الذوبان. لذلك من الأفضل الالتزام بالجدول أدناه:
| قطر القطب | دي سي |
التيار المتناوب |
في الجدول أعلاه ، تم التقليل من قيم التيارات القصوى إلى حد ما - بالنسبة لعامل اللحام المبتدئ ، فهذه هي أكثر طرق التشغيل المقبولة دون الخوف من ارتفاع درجة حرارة القطب الكهربائي وتسمح لك بالحفاظ على استهلاك معقول للأرجون ، لأنه يشارك أيضًا في تبريد كل من القطب نفسه ومقبض الشعلة.
الآن يجب أن يقال كيف يختلف لحام التيار المستمر عن اللحام بالتيار المتردد.
عند اللحام بتيار مباشر للقطبية المباشرة ، يتم توصيل طرف موجب بقطعة الشغل العاكس اللحام، ويطبق ناقص على القطب. الآن نتذكر مقرر الفيزياء المدرسية ، أي ما هو حالي.
التيار هو الحركة المنظمة للإلكترونات من الطرف السالب إلى الطرف الموجب. نحن نتحدث عن حركة الإلكترونات وليس حركة الإلكترونات المفهوم العامتدفق التيار. القوس الناتج هو ذلك الجزء من الموصل الذي يتم من خلاله إغلاق الدائرة ، ولكن نظرًا لأن خسائر الطاقة في القوس مناسبة تمامًا ، فإنها تتسبب في تسخين نقاط اتصال القوس بالموصلات والقوس نفسه ، والجزء الذي يتلقى الإلكترونات تسخن أكثر. الجزء المعطي ، مع الإلكترونات المنفصلة ، جاهز لفقدان بعض الذرات ، لكن التنجستن في حالة صلبة وتدمير القطب نفسه بطيء جدًا جدًا.
هذا هو السبب بعد ذلك أقطاب رقيقةيمكنك تمرير تيار لائق إلى حد ما - بالاقتران مع حرارية التنجستن ، نحصل على قطب كهربائي مقاوم تمامًا للذوبان. لكن الأمر يستحق غمس نهاية القطب في حوض اللحام ، حيث يكون المعدن في حالة سائلة ، حيث تبدأ العمليات التي تدمر القطب على الفور. يبدأ المعدن السائل في التبخر ، مكونًا أكاسيدًا مختلفة ، والتي تتفاعل مع التنجستن ، وتبدأ في تسييله ، وفي النهاية يتحول القطب المشحذ تحت الإبرة إلى جذع بطرف قبيح.
عندما تنعكس القطبية ، يبدأ المعدن المنصهر من قطعة العمل في التبخر بقوة ، ويبدأ القطب في التسخين بقوة أكبر. إذا تم تجاوز التيار المسموح به ، فقد ترتفع درجة حرارة الطرف المشحذ للقطب الكهربي ويفقد شكله. هذا هو المكان الذي نحتاج فيه إلى الشكل الكروي - فهو يزيل الحرارة بشكل أفضل.
السؤال الذي يطرح نفسه - لماذا إذن نحتاج إلى وضع اللحام بالتيار المتردد ، إذا كان في عكس القطبيةهل القطب محموما؟
الحقيقة هي أنه ليس من السهل لحام جميع المعادن بسببها الخواص الكيميائية. أكثرها تقلبًا هو الألمنيوم وسبائكه. لا يقوم الألمنيوم فقط بتوصيل الحرارة بشكل جيد ، مما يؤدي إلى الحاجة إلى تسخين موقع اللحام لفترة طويلة جدًا - يتم تسخين قطعة العمل بأكملها ، ولكن لا يزال هناك مشكلة واحدة - يتفاعل الألمنيوم مع الأكسجين بسرعة كبيرة لتشكيل فيلم أكسيد ، والذي يمنع المعدن السائل بالفعل من الانضمام. نعم ، ودرجة انصهار هذا الأكسيد أكثر من ألف درجة ، والألمنيوم نفسه سائل بالفعل عند درجة حرارة 700 درجة.
هذا هو السبب في استخدام القطبية العكسية ، والتي يحدث خلالها فصل ذرات فيلم الأكسيد عن حوض اللحام ، وبما أن هذا الفيلم لا يتجاوز سمكه بضع ذرات ، فإن الفعل المطول للقطبية العكسية ليس كذلك مطلوب. والنتيجة هي الصورة التالية:
أثناء التشغيل المباشر للقطبية المباشرة ، يتم تسخين المعدن ، وخلال القطبية العكسية ، يتم تدمير الأكاسيد والأكاسيد الموجودة على سطح المعدن ، وعند التغيير التالي في القطبية ، يقوم القوس بالفعل بتسخين المعدن السائل المنقى ، والذي يرتبط كثيرًا اكثر سهولة.
 |
وتجدر الإشارة بشكل خاص إلى أنه عند لحام أي معادن في بيئة الأرجون ، يجب تنظيف كل من قطع العمل وقضبان الحشو نفسها تمامًا ، وعند لحام الألومنيوم ، يتم التنظيف النهائي مباشرة قبل اللحام ، إما باستخدام ورق الصنفرة الناعم أو الفرشاة المعدنية الدقيقة . وهذا ما يميز اللحام بالأرجون عن اللحام التقليدي، الذي يغفر وجود الصدأ وآثار الطلاء على الأجزاء المراد لحامها - الشوائب الكيميائية الناتجة داخل خط اللحام من الفولاذ العادي لا تسبب ضررًا كبيرًا ، ويمكن أن يؤدي وجود شوائب داخل التماس الفولاذ المقاوم للصدأ إلى التآكل ، و الأوساخ في منطقة لحام الألمنيوم يمكن أن تمنع التكوين اللحام.
لذلك يجب تحديد نقاء المعدن في منطقة اللحام باستخدام الأرجون زيادة الاهتمام. الأمر نفسه ينطبق على الأرجون نفسه. لقد صادفت أسطوانة واحدة تم خلط شيء فيها وكان يجب زيادة معدل التدفق إلى 12 لترًا في الدقيقة ، وإلا بدأ الفولاذ المقاوم للصدأ في الغليان. ولكن في غاباتنا الخلفية ، ليس من الذكاء تقديم مطالبات - إذا لم تعجبك ، فلا تأخذها.
بشكل عام ، أطلقت معظم الأسطوانة للتدريب على لحام الألومنيوم - وكلما كانت الظروف أسوأ ، زادت سرعة التجربة.
بالنسبة للمبتدئين ، من الأفضل استخدام أقطاب كهربائية أكثر سمكًا - لا يزال من السابق لأوانه طهي المعادن الرقيقة في التيارات المنخفضة ، ولكن سيكون من الملائم أكثر أن تملأ يدك - إذا دخل قطب كهربائي أكثر سمكًا في حوض اللحام ، عليك أن تطحنه طبقة أرق - لا يوجد وقت للقطب الكهربي ليتم تدميره بشكل كبير.
تلقيت الدفعة الأولى من الأقطاب الكهربائية مع آلة اللحام. كانت هناك أقطاب كهربائية بحجم 1.6 و 3.2 ملم ، بالطبع بدأت في استخدام 3.2. الشركة المصنعة غير مذكورة على العبوة ، لذلك لا يمكنني الثناء على أي شخص شخصيًا ، لكن الأقطاب الكهربائية ليست سيئة بما يكفي وثابتة.
تم قطع قطب كهربائي واحد للثابت إلى النصف على أسطوانة الأرجون الثالثة ولا يزال من الممكن استخدامه.
من أجل التغيير ، جربت 1.6 ملم. من حيث المبدأ ، مع اعتياد البعض على ذلك ، يمكنك طهي الألومنيوم. الشيء الرئيسي الذي يجب فهمه هو أن سبائك الألومنيوم المختلفة قد يكون من الصعب جدًا لحامها معًا. حاولت اللحام معًا مشعاعين صغيرين من الترانزستورات من التلفزيون. لأكون صريحًا ، لقد كان يومًا صعبًا جدًا من الغباء حيث لم أستطع معرفة سبب بدء خافض حرارة واحد بالفعل في الانحناء تحت وزنه بينما كان الآخر قد بدأ لتوه في التغطيه بفيلم من المعدن السائل. في النهاية ، اتضح لي - المبرد من الألومنيوم ، والثاني مصنوع من دورالومين ولديهما نقاط انصهار مختلفة. مع حزن إلى النصف ، ما زلت ألحم هذه المشعات ، لكنني استخدمت قطبًا كهربائيًا ثانيًا ، قلّبت به المعدن في حوض اللحام. هذا أكثر متعة ...
كما بدأ العمل يطرح مسألة شراء أقطار وسيطة من الأقطاب الكهربائية. بعد البحث في الإنترنت ومقارنة الأسعار ، توصلت إلى استنتاج مفاده أن الشراء في الصين أرخص بكثير ، وبما أنني لست بحاجة إليهم الآن ، فإن وقت التسليم لم يزعجني كثيرًا. تم شراء عبوتين من الأقطاب الكهربائية من 10 قطع WP و WL20 بقطر 2.4 مم. كانت هناك بعض المخاوف بشأن الجودة ، ولكن لم يكن هناك ما يضمن عدم إرسال الأقطاب الكهربائية في متاجرنا عبر الإنترنت من الصين. لم أهتم بنوع الأقطاب الكهربائية - اخترت الأقطاب الخضراء ، أي تنجستن نقي ومع أكسيد اللانثانم. الأول للتشغيل على التيار المتردد ، والثاني - على التيار المباشر. اشتريت على Banggud ، على النسخة الإنجليزية من الموقع:
اختبار اللحام ليس عملاً ، لذلك قمت بإعداد المعدن لشيء واحد وانتظرت وصول الأقطاب الكهربائية.
ثم يصبح كل شيء كما ينبغي - تفريغ الكاميرا ، والتحضير للعمل ، ثم العمل نفسه. تم تجميع عينة اختبار لخزان واحد ، وتم استخدام أقطاب كهربائية تم شراؤها حديثًا فقط. الانطباعات العامة إيجابية للغاية - الأقطاب الكهربائية تقاوم درجة الحرارة تمامًا ولا تبدأ في الاحتراق حتى تغمسها في الحمام. نظرًا لأنني لست عامل لحام متطورًا ، فقد كان هناك العديد من الغمس أثناء التجميع ، وبطبيعة الحال ، بعد كل غمس ، تمت إعادة شحذ القطب.
يمكن لحام الفولاذ المقاوم للصدأ بقضيب حشو أو بدونه. لن أزعج نفسي والناس كثيرًا ، سأقتبس فقط جزءًا صغيرًا من دليل عمال اللحام المبتدئين:
عند اللحام بأسلاك ER-308 LSi و ER-309 LSi و ER-316 LSi ، فإن اللحام الملحوم بسلك ER-316 LSi سيكون له أعلى قوة وقدرة على تحمل الصدمات. من ناحية أخرى ، نظرًا لوجود الموليبدينوم في هذا السلك ، سيكون اللحام أكثر صعوبة منه عند اللحام بأسلاك 308 LSi و 309 LSi.
سيكون التماس الملحوم بسلك ER-309 LSi أكثر مقاومة للتآكل ، لأن يحتوي هذا السلك على أكبر كمية من الكروم.
سيكون أكثرها دقة هو هيكل اللحام الملحوم بأسلاك ER-309 LSi و ER-316 LSi.
سيكون التماس الأكثر ديمومة بالطبع هو التماس المصنوع باستخدام قضيب حشو ، حيث يبدو أن بعض المعادن الزائدة تعوض عن انتهاك الهيكل المعدني أثناء اللحام.
هناك عدة تقنيات لحام الفولاذ المقاوم للصدأ ، ولكن يمكن استنتاج المبدأ الأساسي من بعض القواعد.
بادئ ذي بدء ، لا ينبغي أن ترتفع درجة حرارة الفولاذ المقاوم للصدأ ، لأن الكروم الموجود في الفولاذ المقاوم للصدأ يتأكسد عند ارتفاع درجة الحرارة ويضمن لك الحصول على تماس مع شقوق صغيرة ، والتي ، بالإضافة إلى ذلك ، ستبدأ في الصدأ.
هذا هو السبب في أن المحترفين يستخدمون الكثير من الأجهزة التي تستبعد ارتفاع درجة الحرارة ، خاصةً الجانب الخلفي من الأجزاء المراد لحامها ، والتي لا تحميها الأرجون. الأكثر شعبية هو طاولة اللحام مع التبريد. في بعض مقاطع الفيديو ، تباهوا حتى بطاولات نحاسية ، لكن للاستخدام المنزلي هذه متعة باهظة الثمن ، وليس من السهل الحصول على قطعة من النحاس - في نقاط تجميع المعادن غير الحديدية ، لم تأت مثل هذه القطع الصلبة من النحاس عبر لفترة طويلة ، وشراء ملاءة ونصف لشخصين هو متعة مدمرة للغاية.
كانت مائدتي الأولى مصنوعة بشكل عام من ألواح الصلب ، وعند تسخينها ، تم تبريدها عن طريق الغمس في حوض من الماء. بعد ذلك بقليل ، تم تجميع طاولة مبردة بالماء. التبريد ، بالطبع ، ليس فوريًا ، لكن استخدام هذا التصميم البدائي جعل من الممكن التخلص تمامًا من احتراق الفولاذ المقاوم للصدأ. تم لحام أضلاع التقوية بالصفائح الفولاذية ، وتم لحام الأنبوب النحاسي ببساطة في المنتصف ، والذي يتم من خلاله تدوير الماء. يتم تشغيل الماء بواسطة مضخة من Thermopod ، وتعمل علبة بلاستيكية ملقاة على جانبها كحاوية.
إذا كان العمل مكثفًا جدًا وكان الماء يسخن حتى 40-50 درجة في العلبة نفسها ، فعندئذ أقوم بتغيير الماء إلى البرودة.
البعض ، وخاصة المتقدمة منهم ، يصنعون طاولات تحتوي على الأرجون. هذا بالطبع جيد جدًا ، ولكن مرة أخرى ، يصعب تصنيعه في المنزل إلى حد ما ، ويزيد استهلاك الأرجون بشكل كبير.
في الغالبية العظمى من دروس الفيديو ، يتأرجح القطب أثناء اللحام. مع هذا لدي صعوبات وخطيرة للغاية. الحقيقة هي أنني في وقت من الأوقات تخرجت من مدرسة الفنون وهناك وبخوا بشدة عندما لامس شيء آخر غير الفرشاة الحامل ، أي لمدة خمس سنوات ، تعلمت أن أحافظ على يدي في الوزن. أكثر من مرة أدركت حقيقة أنه حتى عند البدء في الطهي ، أضع حافة الكوب على المعدن وأحاول أن أضع يدي حتى لا تتجعد ، ولكن في عملية العمل لا يتم ذلك بشكل تعسفي يدا بيد وأنا أمسك بالفعل حافة الكأس في الهواء. في أي حال ، يجب إشعال القوس على معدن أكثر سمكًا ، إذا تم لحام صفحتين في الزاوية ، فسيتم إشعال القوس على النهاية وتسخن النهاية أكثر ، حيث يجب تسخين المعدن فعليًا على سمك أكبر .
خارجي قطع شرائح اللحمهيمكن القيام به بعدة طرق.
بفجوة 0.3 ... 0.5 مم ، مملوءة بالمعدن من قضيب حشو.
بشكل كثيف ، باستخدام قضيب حشو ، يتم لحام المعدن ببساطة على جانبه.
كثيفة ، دون استخدام قضيب حشو.
أغلق ، دون استخدام قضيب حشو ، عندما تكون نهاية إحدى الصفائح أعلى بمقدار 2-4 مم من الصفيحة الثانية ويتم صهر هذا الجزء ودفعه إلى حوض اللحام. لكن هذه الطريقة تتطلب زيادة استهلاك الأرجون.
لا يمكن عمل اللحامات الداخلية إلا باستخدام قضيب حشو. من الأفضل إشعال القوس على الفور على الشريط ، والضغط عليه إلى الجزء العلوي ، ثم تسخين القوس ، وتوجيهه إلى الأسفل ، كما لو كان يشير إلى المكان الذي يجب أن يستنزف فيه المعدن المنصهر.
أحيانًا يكون اتجاه القوس مهمًا. إذا كانت الأجزاء سميكة وكان من الصعب عمل برنامج ، فمن الأفضل توجيه القوس للأمام ، وبالتالي تعميق سمك اللحام الذي يتم لحامه. ومع ذلك ، فإن الطريقة ليست مريحة للغاية - إذا كان التماس طويلًا بدرجة كافية ، فحينئذٍ تصبح اليد فوق المعدن الساخن ، وهنا تصبح جودة القفازات الواقية مهمة. هناك حاجة إلى القفازات لجميع أنواع اللحام ، لأنه أثناء احتراق القوس ، تتشكل أشعة فوق بنفسجية قاسية ، وهي شديدة جدًا ويضمن الاحتراق أثناء اللحام لفترات طويلة.
يمكنك استخدام القفازات القطنية إذا كانت لديك خبرة كافية بعدم انتزاع الأجزاء الساخنة بوضوح. والفولاذ المقاوم للصدأ في هذه المنطقة ماكر للغاية ، لأنه يتمتع بمقاومة حرارية عالية نسبيًا ، أي حرفيًا على مسافة عدة سنتيمترات ، يمكن أن تختلف درجة حرارة المعدن عدة مرات.

من الأفضل عدم التبخير على القفازات ، فالجلد هو أفضل مادة. بالطبع ، يجب أن تستقر القفازات بشكل مريح على اليد وألا تكون سميكة جدًا. يجب ألا تنتبه إلى الصلابة الأولية للقفازات - ستصبح أكثر ليونة قريبًا. قفازات جلد الخنزير أكثر سمكًا ولكنها عادة ما تكون غير مكلفة نسبيًا. لحوم البقر أرق ، لكنها أغلى ثمناً. من الماعز الأنحف والأكثر راحة ، لكنها تتطلب اختيار الحجم وهي أغلى بكثير. وتجدر الإشارة هنا إلى أن القفازات يجب أن تكون من الجلد بالكامل ، دون أي حشوات من القماش ، والتي ستبدأ قريبًا في التمزق وتنتقل في النهاية إلى سلة المهملات.
لا ينصح باستخدام القفازات حتى مع وجود نسبة صغيرة من المواد الصناعية - عند ملامستها للمعدن الساخن ، تبدأ المواد الصناعية في الذوبان ويمكن أن تلتصق بالجلد ، مما يتسبب في حروق أكبر بكثير من مجرد تدفئة الجلد.
أثناء مشاهدة دروس الفيديو ، لاحظت أيضًا أن بعض عمال اللحام يستخدمون أطراف أصابع عازلة للحرارة. عندما شعرت بالحيرة من البحث عن مثل هذا علي ، لم أجدهم ، لكنهم كانوا في Bangud.

وتجدر الإشارة إلى أنه في Banggud توجد أسعار مختلفة لنفس الإصبع ، ولكن بعد الدراسة التفصيلية ، أصبح من الواضح أن أحدهما يبلغ طوله 15 سم ، والثاني - 16 سم.
كانت الانطباعات الأولى ممتعة للغاية ، ولكن بعد خلعه ووضعه على القفاز عشرات المرات ، زحف على طول خط اللحام. لا أعرف حتى ، ربما تكون الجودة في البداية هكذا ، ربما تكون يدي خطافات. نعم ، ولم يكن مريحًا تمامًا كما بدا في الشكل.

بشكل عام ، لم أرفع يدي للتخلص من هذه القطعة العازلة للجسم ، وبدون التفكير كثيرًا ، قمت بقطعها ، وقطع الحواف التي تمت معالجتها باستخدام overlock.
بعد أن قمت بتثبيته بالقفاز ، قمت بعمل بعض العلامات للحصول على نمط وقصه. لمنع المادة من الانقلاب ، تمت معالجة المؤخرة بغراء البولي يوريثين ، وتركها تجف جيدًا ثم لصقها على القفاز بنفس الصمغ ، ولكن لم يتم تلطيخ السطح بالكامل بالغراء ، ولكن فقط الحواف بعرض حوالي 6 -8 ملم. الحقيقة هي أن الاتصال الرئيسي بالمعدن الساخن يحدث فقط على حافة راحة اليد ومن درجة حرارة عاليةحتى غراء البولي يوريثين المجفف يبدأ في الغليان ويكتسب صلابة غير ضرورية في هذا المكان. لذلك ، على حافة راحة اليد ، لا تتم معالجة هذا القماش بالغراء.
لقد أحببت هذا الصقل أكثر بكثير من طرف الإصبع - لست بحاجة إلى خلعه وتركيبه ، فهو يغطي مساحة أكبر بكثير ، على الرغم من تدهور العزل الحراري إلى حد ما ، ولكن على أي حال ، فإن راحة اليد تشعر بالدفء في وقت مبكر من جلد القفاز نفسه يبدأ في الاحتراق. بشكل عام ، كنت سعيدًا جدًا بانحرافي للقفاز.

ظهرت أطراف أصابع مماثلة على علي ، لكن السعر اليوم على علي هو حوالي 70-100 روبل أكثر. بتعبير أدق ، السعر هو نفسه ، ولكن عند توصيل Banggud مجاني ، وعلى علي فقط هذه 70-100 روبل. اشتريت .
كانت العثرة التالية أثناء اللحام بالأرجون هي الحاجة إلى قلب الطاولة باستمرار أو الدوران حول الأجزاء المراد لحامها ، مما يضمن الاتصال الأمثل للقوس مع الأسطح المراد لحامها.
رأيت ، رأيت في مقاطع فيديو تعليمية قواطع بزاوية متغيرة من القطب بالنسبة للمقبض. هناك العديد من الخيارات لحاملي الأقطاب الكهربائية ، ولكن نظرًا لأن الميزانية ضيقة ، ولست عامل لحام متطورًا ، فقد اتخذت أحد أرخص الخيارات. كنت مهتمًا أكثر بمبدأ العملية نفسها ، وإذا كانت الانطباعات إيجابية ، فعندئذٍ في المستقبل ، عندما يأمر هذا الحامل بالعيش لفترة طويلة ، فكر بالفعل في شراء نفس الشيء ، أو المزيد من الهوى.
الانطباعات العامة إيجابية للغاية. في القاطع الذي يأتي مع آلة اللحام ، أصبح حامل القطب كأنه أصلي والغرض من المقبض المزود ليس واضحًا تمامًا بالنسبة لي. على الرغم من أن هذا قد يكون صحيحًا بالنسبة للقواطع محلية الصنع تمامًا.
عند تغيير حامل الإلكترود ، لم تكن هناك مشاكل على الإطلاق - تم تفكيك المقبض ، وتم فك حامل القطب الكهربائي وفك واحد جديد في مكانه دون أي تقطيعات أو ملفات أو رقصات أخرى باستخدام الدف. أصبحت العدسات الغازية أيضًا لا مشكلة.
مشترى. لا أعرف السبب ، ولكن هناك المزيد من السلع في النسخة الإنجليزية من موقع Banggood ، لذلك أستخدم النسخة الإنجليزية من خلال Google Chrome ، الذي يحتوي على مترجم متكامل. يتم تسليم البضائع من مستودعين ، من الصين اتضح أنها أرخص.
لقد أصبح لحام اللحامات الداخلية أكثر ملاءمة - لا يستطيع حامل القطب فقط تغيير زاوية القطب ، ولكن أيضًا الدوران قليلاً والحصول على الاتجاه المطلوب للقوس دون التواء الذراع أصبح أسهل بكثير. بشكل عام ، كنت سعيدًا جدًا بهذه اللعبة.
أثناء العمل ، تبين أن شيئًا صغيرًا آخر غير مناسب تمامًا. أثناء تثبيت التجميع الذي يتم تجميعه ، لا يكون القناع مناسبًا تمامًا ، على الرغم من استخدام زجاج الحرباء. يجب تعديل التفاصيل بدقة تامة ، إذا لزم الأمر ، قم بتصحيح الزاوية وعليك رفع القناع ثم خفضه مرة أخرى. على قناعي الأول ، تم استخدام بعض الحيلة - وقف الزجاج بزاوية ورفع رأسه قليلاً في الفجوة بين الزجاج والقناع ، كان كل شيء مرئيًا تمامًا. وقبل أن نبدأ القوس بقليل ، كان يكفي خفض الرأس والعينان محميتان بالزجاج.
بطريقة ما لم أرغب في اختراع نفس الشيء مع الحرباء ، لذلك بعد قليل من التفكير ، تم شراء أكواب بزجاج كاميليون. تم شراء النظارات.

كانت التوقعات مبررة ولكن ليس 100٪. اضطررت إلى طحن أخدود إضافي في قفل زاوية الميل الزجاجي بحيث يمكن تثبيت الزجاج بالزاوية التي أحتاجها. ولكن بعد ذلك تم الزحف إلى مشكلة أخرى - حتى مع وجود زاوية صغيرة من حساسية المستشعرات ، بما في ذلك تعتيم الزجاج ، يصبح الأمر غير كافٍ ويبدأ الزجاج في الوميض ، خاصة في تيارات اللحام التي تقل عن 30 أمبير. عليك أن تميل رأسك أكثر ، وهذا ليس مريحًا للغاية. عندما تكون النظارات مغلقة تمامًا ، يومض الزجاج عند تيارات اللحام التي تقل عن 10 أمبير. بشكل عام ، تحتاج إلى ابتكار شيء ما لزيادة الحساسية. الفكرة الأولى هي إزالة العدسة من مصابيح LED الشفافة ومحاولة لصقها على المستشعرات.
ولكن لن يكون من العدل هنا عدم ملاحظة حقيقة أن زجاج الزجاج به تعتيم أقل قليلاً من الزجاج في حالة إيقاف التشغيل مقارنة بنظارات Chameleon العادية ومن الأفضل الرؤية حتى بدون فتح الجزء الخافت من النعل .
بالطبع ، ما يجب القيام به كامل الأهلية أعمال اللحاملا يمكنك ارتداء هذه النظارات - سيحترق وجهك بسرعة كبيرة. لكن من الملائم أكثر أن تصنع أدوات حفر فيه ، وعند حل مشكلة الحساسية المنخفضة لأجهزة الاستشعار ، سيكون هناك شوكولاتة بشكل عام.
لقد جربت هذه النظارات عند العمل مع قاطع البلازما. ولكن هنا لعب العمل المحدد لقاطع البلازما دورًا - في جميع الأوقات تقريبًا يكون القوس مخفيًا في الفجوة ، والتي تحترق ولا تنفجر إلا في بعض الأحيان. لذلك ، لا يلزم التعتيم القوي للزجاج ، كما أن الزجاج نفسه يتضمن تعتيمًا من وقت لآخر. مع هذه النظارات ، يكون وقت التعتيم صغيرًا جدًا ، ومع حدوث تغيير طفيف في سطوع القوس ، يحدث الوميض ، والذي سرعان ما يبدأ في الإزعاج. تم حل هذه المشكلة بطريقة بدائية للغاية - طوال مدة قاطع البلازما ، قمت ببساطة بإغلاق المستشعرات بشريط كهربائي أسود.
نظرًا لأننا نتحدث عن نظارات اللحام ، فلن يكون من العدل التزام الصمت بشأن حقيقة أخرى. لقد شاهدت كيف تربى رجل في أحد متاجر "اللحام". سأل الرجل سؤالا محددا - أحتاج إلى قناع لحام TIG.
بدأ تشي هنا ... بدأ البائع بالفعل في بيع الأقنعة للفلاح من 10000 روبل. والرجل أصبح مدمن مخدرات. لا أمانع نوعًا ما في دفع ثمن الغباء ، لكن هذا الطلاق كان صعبًا للغاية. لدي كأسان ، كلاهما تم شراؤهما. لقد كنت أستخدم واحدة منذ سبتمبر 2016 ، والثانية على الرف كاحتياطي ، على الرغم من أنني اشتريتها لكاميرا فيديو ، لكنها لم تنمو معًا.
لذا ، فإن كأسين ، كلاهما من الحرباء ، لهما نفس الحجم ، وكلاهما لهما تعديلات على الحساسية ، ويعتم الوقت ودرجة التعتيم نفسه ، أي الوظيفة هي نفسها تمامًا ، لكن في كوب واحد توجد بطارية ، وفي الثانية ليست كذلك. الزجاج مع البطارية أغلى ثمناً قليلاً ويحتوي على جهاز تحكم عن بعد لدرجة التعتيم.
في عمل عامل اللحام MMA ، يتصرفون بنفس الطريقة تمامًا ، ولكن عند العمل مع TIG ، هناك فرق. الحقيقة هي أنه عند اللحام في بيئة الأرجون ، يختلف طيف الإشعاع وكثافته ، وفي التيارات المنخفضة ، يبدأ الزجاج بدون بطارية في الوميض. في التيارات التي تقل عن 20 أمبير ، يكون الزجاج أشبه بمصراع مضرب ، وفي التيارات التي تقل عن 10 أمبير ، يكون عديم الفائدة تقريبًا - يتم تشغيل التعتيم من حين لآخر فقط. لا أعرف سبب هذه الظاهرة ، لكن هناك شكوك في أن شدة إشعاع القوس ليست كافية ببساطة للتشغيل العادي للألواح الشمسية المثبتة على الزجاج ، لأن "الحرباء" ذات البطارية تكون خافتة بشكل ثابت عند أي لحام حاضر.
لم أر أي اختلافات أخرى في العمل - كلا النظارتين تحمي العينين بشكل سليم تمامًا وعندما يتم تعتيمها إلى 9 DIN بعد يوم عمل مدته 8 ساعات ، في صباح اليوم التالي ، يكون للعيون احمرار طفيف ، تمامًا مثل 10 ساعات جالسًا أمام الكمبيوتر فلا يتحول لساني إلى إثم على الزجاج.
بضع كلمات أخرى عن السيطرة. نظرًا لأن التجميع الصحيح للمنتج ، بشكل عام ، يعتمد بشكل مباشر على كيفية صنع المسامير بشكل صحيح. كلما تم طي كل شيء بشكل أكثر دقة قبل مقاطع اللحام الأولى ، كلما كان المنتج أكثر صحة. لذلك ، لا يجب إعادة اختراع العجلة - فقد تم بالفعل تطوير عدد كافٍ من الأدوات التي يمكنها إصلاح الأجزاء بإحكام شديد قبل اللحام.
الأكثر شعبية بالنسبة لي كماشة - كماشة مع التثبيت. هناك العديد من التكوينات والأحجام. لديّ نوعان متوسطان (أحدهما يشبه كماشة الأنف الطويل ، والآخر به سطح عمل يشبه قبضة مفتاح الغاز) والآخر كبير. ما زلت لا أستطيع أن أتفق مع الضفدع على شراء الرابع. الشيء حقا مريح جدا ومتعدد الاستعمالات. لا يمكن لمثل هذه الكماشة تثبيت الأجزاء بشكل صارم على طاولة اللحام فحسب ، بل يمكن أيضًا استخدام الطائرات نصف الدائرية كمفتاح ربط أو مفتاح ربط بالغاز. في الصورة أدناه ، ثلاثة كماشة تحتوي على فراغ لقطع البلازما. البعض أضغط على قطعة العمل على الطاولة ، والآخران يضغطان على المسطرة على قطعة الشغل ، والتي على طولها سيتم قطع قاطع البلازما.
 |
تم شراؤها من متجر أجهزة محلي. متوسط التكلفة 340 روبل. ما زلت أبتسم على نطاق واسع - لقد كانت أغلى بكثير على علي. لكن عندما ذهبت للحصول على الزوج التالي من المال ، لم يكن لدي سوى ما يكفي من المال لواحد - توصيل جديد. ومن هنا يأتي الصراع مع الضفدع - سواء للشراء في الحال وعدم الانتظار ، أو الطلب من الصين - السعر ليس أقل بكثير.
بالإضافة إلى ذلك ، سوف تحتاج إلى مشابك. اشتريت أول زوج من المشابك مقابل 120 روبل في خريف 2016. على العموم - فقط رمى المال بعيدا. كسر الأول في غضون أسبوع. بالتجربة ، الساحل الثاني ، لكنه انفجر بعد شهرين. في الشتاء ، اشتريت ثلاثمائة مثل هذا الجمال المنزلق. لمدة شهرين ، تمسك هذا المشبك في الذيل وفي الرجل حرفياً. صحيح ، في الكعب الخلفي ، كان على المطحنة أن تصنع شقًا حتى لا تنزلق نهاية الورقة.
 |
في غضون شهرين ، اصطحب معي أربعمائة ، وأذهب إلى المتجر وأعود بلا شيء - لست مستعدًا لدفع 640 روبل لمثل هذا المشبك. من الأسهل شراء شريط فولاذي وطلب برغي وصامولة عريضين إلى أداة تقليب ولحامها بنفسك. حسنًا ، أو ابحث عن نظائرها في الصين. لقد وجدت فقط المشابك عن طريق الصدفة ، معظمها مشابك للتثبيت في الزوايا اليمنى ، وسعدتني مجموعة متنوعة من خيارات الزردية مع التثبيت ، ولكن الكلمة الصحيحة الرئيسية هنا هي الطباعة في محرك البحث. بشكل عام ، اختر PINTS.
يعتبر حفر واستخراج الفولاذ المقاوم للصدأ حدثًا احتفاليًا يحلم به أي عامل لحام مبتدئ. يتم إجراء التدريبات العادية بعد الفتحتين أو الثلاثة الأولى ؛ ولا يمكن عمل الخيوط إلا بضربتين أو ثلاث صنابير. بشكل عام ، كانت التجارب الأولى في هذا المجال ، على الرغم من نجاحها ، إلا أن كثافة اليد العاملة كانت عالية جدًا حقًا. أعطت قراءة المنتديات بعض النصائح المعقولة - بالنسبة للحفر ، فأنت بحاجة إلى تدريبات تحتوي على نسبة 5٪ من الكوبالت على الأقل ، ويفضل أن تكون 8٪. الوسم الأجنبي لمثل هذه المثاقب M35 (5٪ كوبالت) و M42 (8٪ كوبالت). تركت رحلة إلى المتاجر عبر الإنترنت انطباعًا - هناك تدريبات ، لكن سعرها مرتفع جدًا.
على مسؤوليتك الخاصة ، تم شراء المثاقب في الصين بعلامة M42 بأقطار مختلفة. فقط في حالة اشتريت مخروط مصنوع من الفولاذ M35. يوجد تقرير فيديو مفصل إلى حد ما حول هذا الموضوع - لقد اتخذت القرار الصحيح عند شراء مثاقب M42. لا أعرف بالضبط تركيبها الكيميائي ، لكنهم يحفرون الفولاذ المقاوم للصدأ بثقة تامة ، لقد كسرت بالفعل مثقابًا واحدًا - ارتجفت يدي عند المخرج. هنا تسللت مكر الشركة المصنعة.
لا ، هذه المثاقب ليست مغطاة بالكوبالت ، كما جادل البعض - بعد شحذ القطعة ، تقضم الفولاذ المقاوم للصدأ أيضًا ، ولكن إذا كان هناك ثقب صغير على الأقل. لقد تم تصنيعها تقنيًا بطريقة تجعل العبور الذي يربط حواف القطع بذيل المثقاب سميكًا وإذا انكسر المثقاب ، يصبح من الصعب جدًا الحفر باستخدام كعب بعد شحذه ويجب عليك إعادة تجريفه بالفعل تحت ضغط ضخم عدسة مكبرة مع مادة كاشطة ناعمة ، تطحن قافزًا واسعًا جدًا.
اشتريت مثاقب من متجر متخصص في أدوات القطع. لا تزال هناك فجوة كبيرة في Banggood مع منتج مماثل. هناك عدد قليل من الخيارات على علي ، لكن جربها بنفسك.
يعد قطع الخيوط من الفولاذ المقاوم للصدأ الأصغر من M4 مشكلة كبيرة - فأنت بحاجة إلى صنابير جيدة جدًا ، ليست جيدة فحسب ، بل إنها جيدة جدًا وممرتان بالتأكيد. تم قطع M5 و M6 بالفعل بشكل أفضل ، على الأقل كسر الصنبور أكثر صعوبة إلى حد ما. من السهل نسبيًا قطع الخيوط M8 و 1/8 - من الصعب جدًا بالفعل كسر الصنبور وببطء ، باستخدام مواد التشحيم وسحب الصنبور للخلف نصف لفة ، لا يزال الخيط مقطوعًا.
لقد اشتريت صنابير بخيوط متريّة من الصين ، مجموعة واحدة تعمل بشكل عام فقط على الفولاذ الأسود وبالكاد تعمل ، المجموعة الثانية ، على الرغم من أنها تكلف فلسًا واحدًا - 200 روبل مقابل 5 قطع ، لكنها لا تزال تقطع الخيوط المصنوعة من الفولاذ المقاوم للصدأ بصعوبة. مشترى.
اشتريت أيضًا صنابير بوصة ووصلة بوصة. نادرًا ما أستخدمه ، لكنني قمت بالفعل بتقويض 1/4 الحنفية التي اشتريتها منا ، لكن الصينيين ما زالوا متمسكين. غالبًا ما يقوم المتجر بتحديث المنتجات ، لذلك أعطي رابطًا لمتجر CUTTING TOOL SHOP نفسه ، اختر بنفسك.
 |
ومع ذلك ، في النهاية ، تعبت إضاعة الوقت في الخيوط ، فقد تقرر استخدام خيط جاهز - أدوات التوصيل المصنوعة من الفولاذ المقاوم للصدأ 1/8 وما فوق موجودة على علي ، والوصلات كاملة - لا يوجد خيط في منتصف أداة التوصيل ، ومن الحواف يوجد مخروط كامل لتدك مادة الختم ، ولا سيما دخان الشريط. يتم قطع الوصلة إلى نصفين ثم يتم لحامها بالثقب المحفور في قطعة العمل.

لا يوجد فارق بسيط هنا - سماكة جدار أداة التوصيل رقيقة جدًا ولتجنب الاحتراق ، يتم وضع قطرات من قضيب الحشو أولاً على أداة التوصيل ذات التيارات الصغيرة ، ثم يتم دفع بضع قطرات بواسطة قوس على الجزء الذي سيتم لحام الوصلة به ، أي يتم عمل مسمار ، وبعد ذلك فقط ، عن طريق إضافة تيار اللحام ، يتم تحطيم الوصلة حول المحيط.
بعد اللحام ، يجب تحريك الخيط بحنفية - في بعض الأحيان تؤدي أداة التوصيل إلى درجة الحرارة وتتوقف عن الدوران أو تصبح بيضاوية أو بها انخفاض. قد لا يكون مرئيًا للعين ، ولكن من خلال التواء أحد التركيبات أو الأنبوب ، يصبح من الصعب جدًا القيام بذلك. لذلك ، يتم فحص الخيط قبل تثبيت الموصل بنقرة واحدة.
تم شراء أدوات التوصيل من هنا ، لكن أسعارها ارتفعت للأسف. في السابق ، كان يمكن شراؤها على دفعات من 5 قطع وخرجت بسعر أرخص بشكل ملحوظ.
حسنًا ، بينما كنت أحكي حكايات خرافية هنا ، كان النعال ملحومًا ، لكن بالطبع ليس له مظهر قابل للتسويق - ألوان التشويه من التسخين تفسدها بشكل سيء مظهر خارجي. يحتاج إلى معالجة.

ولكن قبل المعالجة ، يجب التأكد من أن كل شيء ملحوم بشكل صحيح ولا توجد ثقوب غير مصرح بها. نملأ الحذاء بالماء ، ونربط جهاز اختبار الضغط ونزيد الضغط بنسبة 30-40٪ أكثر من ضغط العمل. داخل هذا الحذاء سيكون هناك حوالي 4 أجواء ، لقد استوعبت 6. لا توجد نواسير ، ولا يتسرب أو يقطر في أي مكان. الآن يمكنك إعطاء الحذاء عرضا.
أسهل طريقة لمعالجة الفولاذ المقاوم للصدأ بعد اللحام هي مادة كيميائية. لقد صفرت حقًا بأسعار معاجين التخليل - ستكون الصناديق باهظة الثمن إذا تم تلطيخها أيضًا بمعاجين التخليل.
قراءة المنتديات مرة أخرى ...
حامض الكبريتيك، بتعبير أدق ، فإن حلها يأكل بشكل مثالي منتجات الاحتراق من الفولاذ المقاوم للصدأ. أقول وأكرر على الفور - تحتاج إلى صب الحمض في الماء ، وليس الماء في الحمض. عندما يدخل الماء إلى الحمض ، يمكن أن تسبب القطرات الأولى رد فعل عنيفًا وتناثرًا ، وهذا أمر محفوف بالفعل بالإصابات. لذلك ، أكرر - تحتاج إلى صب الحمض في الماء.
لذا فإن حمام التخليل يتكون من إطار ( أنبوب الملف الشخصي) ، حيث يتم تثبيت حاوية بلاستيكية. يتم توصيل البلاستيك باستخدام غراء إيبوكسي مقوى بالنايلون ، كل مفصل - 4 طبقات من المواد ، زوايا - 5 طبقات. ثلاث دلاء من الماء + 5 زجاجات من حامض الكبريتيك تم شراؤها من تاجر سيارات. لتسريع العملية ، يتم استخدام عملية التحلل المائي ، أي يتم تثبيت قطب كهربائي في المحلول ، يتم توفير علامة ناقص له ، ويتم توفير علامة زائد للجزء نفسه من آلة لحام تقليدية. يعتمد التيار على المسافة بين القطب الكهربائي والجزء ، وكذلك حجم الجزء ، ويمكن أن يصل إلى 40-50 أمبير. لمعالجة السطح الداخلي ، يُسكب ما يقرب من 200 جرام من الحمض النقي بالداخل - عند غمره ، يتم تخفيفه بمحلول ويصبح التركيز أعلى. ثم نطبق التيار وبعد خمس دقائق نطفئه ، ندير الجزء الموجود على الجانب الآخر في القطب الكهربائي ونعيد تشغيله مرة أخرى. نتيجة لذلك ، بعد 15-20 دقيقة ، يتم الحصول على جزء بطبقة أكسيد مدمرة.
لا أعرف مدى السرعة التي سيصبح فيها الحل غير قابل للاستخدام - أثناء عمله وكان هناك بالفعل عشرات النقوش عليه. يجب وضع هذا الحمام في غرفة غير عاملة جيدة التهوية - أثناء التخليل ، يتم إطلاق غاز سيئ إلى حد ما. أضع حمامي في الممر وأثناء التخليل أفتح الباب إلى الشارع.
يبقى لتنظيف هذا الحذاء. في الخارج ، لم تكن إزالة كل هذه الأوساخ مشكلة - ففرشاة بشعيرات معدنية على مطحنة أعطت هذه اللعبة مظهرًا رائعًا تمامًا. صحيح ، كان لابد من تقليل سرعة المطحنة - الفرشاة ضعيفة للغاية في المنتصف ومن الصعب جدًا حمل المطحنة في اليدين بالسرعة العادية للمطحنة. لضبط السرعة ، تم استخدام ماكينة حلاقة تم شراؤها من علي.
لكن الجزء الداخلي من الحذاء متسخ تمامًا مثل الخارج. قمت بتنظيف الخزان الأول عن طريق سكب الرمل الخشن بالداخل وإضافة القليل من الماء. ثم قام بهز كل شيء بيديه لفترة طويلة ، ثم غسل الرمال لفترة أطول. كما أنني ملأت الخزان الثاني بالرمل والماء وألقيت بوالدي في السيارة - كان يذهب للصيد لبضعة أيام ، وكانت طرقنا مثالية لمثل هذا الاهتزاز. ومرة أخرى ، ولفترة طويلة ، كان يغسل الرمال من الداخل.

في الخزان الثالث ، فكرت بالفعل في ميكنة هذه العملية ، وفي الخامس ، أدركت أنني لست ذكيًا على الإطلاق. حسنًا ، ما نوع الخطأ الذي يجب تنظيفه بالرمل؟
ملح. نعم نعم. ملح عاديطحن خشن. نصب الكثير من الملح في الخزان بحيث يتوقف عن الذوبان في تلك الكمية الصغيرة من الماء ونتيجة لذلك نحصل على نفس المادة الكاشطة مثل الرمل ، ولكن غسلها أسهل بكثير. بعد الرج ، اسكب المحلول في الأطباق ، واسكب الماء مرة أخرى ، ثم رجها مرة أخرى وصبها في الأطباق مرة أخرى. يتم غسل الباقي ببساطة - يذوب الملح المتبقي ويصبح الخزان نظيفًا من الداخل. تتم تسوية المحلول الملحي ، ويتم جمع الأوساخ بقطعة قماش - تنبثق. علاوة على ذلك ، يتبخر المحلول من تلقاء نفسه ، مكونًا بلورات جديدة كبيرة الحجم يمكن إعادة استخدامها.
ومع ذلك ، عند هز الدبابة التالية ، تصدعت في كتفي واضطررت إلى تأجيل الاهتزاز لبضعة أيام. بينما وصل الكتف إلى رشده ، تقرر تجميع سيارة لمثل هذا العمل ، حيث لا يزال من الصعب جدًا استخدام اليدين. محرك من مطحنة اللحم السوفيتية ، حزام من ماسح ضوئي أو طابعة ، لا أتذكر بعد الآن ، علبة تروس من غسالة نصف أوتوماتيكية كمحرك. أدلة - أعمدة من الطابعة ، قطرها 8 مم. يجب أن أقول على الفور أنه لمثل هذه الأشياء ، هناك حاجة إلى عمود من 10 إلى 12 مم - من الصعب على هذه الأعمدة التعامل مع مثل هذا الحمل ، ولكن في الوقت الحالي تمسك. تم شراء حاملات العمود والمحامل الخطية العام الماضي على علي. كنت أرغب في تركيب مطحنة صغيرة عليهم ، لكن لم يكن لدي وقت - تبين أن اهتزاز السيارة أكثر أهمية.
المحامل فارغة ، أي بدون تزييت ، فاتني هذه اللحظة وتمكنوا من ترك علامة على الأعمدة من الكرات ، لذا ضع في اعتبارك - عند شراء مثل هذه المحامل ، تحقق من وجود تزييت داخل المحمل.
تحتوي المنصة على تركيز ، ووفقًا لمبدأ المشبك ، مسمار تثبيت ، يتم من خلاله تثبيت الجزء على هذا الجهاز. ثم يصبح كل شيء بسيطًا - قم بتشغيله ، واضبط السرعة ، وانتظر خمس دقائق ، وأوقف تشغيله ، ثم اقلبه وأعد تشغيله مرة أخرى.
السيارة لم تكتمل بعد - لقد طلبت محامل لقضيب التوصيل والعمود المرفقي. الآن هو مجرد اتصال مترابط. بمجرد اكتمال هذه العقدة ، سيتم ترتيب الأسلاك. هذه الماكينة قابلة للإزالة - يوجد على أرجلها كعوب بمسامير ملحومة ، يتم من خلالها تثبيت الماكينة على الطاولة. الحمل على الهيكل خطير للغاية ، لذلك أفكر في تثبيت علامات تمدد إضافية.
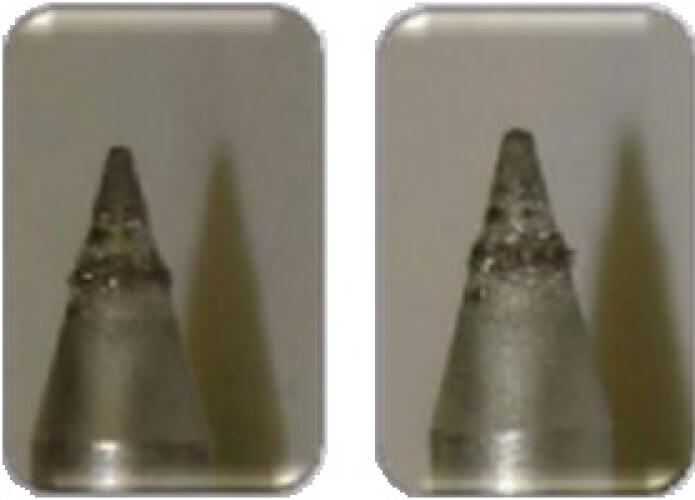
من وقت لآخر نفتح أي ثقب ونتحقق من نظافة اللحامات. كما لو لم تكن هناك معايير للماء والملح ، تم سكب 200 جرام من الملح في هذا الخزان وصُب 200 جرام من الماء ، لكن بدا أنه صغير جدًا وأضيف 100 جرام أخرى من الماء و 300 جرام من الملح - عند رجها. اليدين ، اكتسب الصوت ظلًا معدنيًا أكثر. تحقق أولاً بعد 15 دقيقة:

أصبح التماس أنظف بشكل ملحوظ ، لكنه لا يزال بعيدًا عن المثالية ، لذلك نغلقه ونضعه على شاكر مرة أخرى. بعد 15 دقيقة أخرى ، تحقق مرة أخرى:
حسنًا ، في الواقع يتم تنظيف كل شيء من الخارج والداخل. يمكننا أن نفترض أن شبشب سندريلا جاهز.
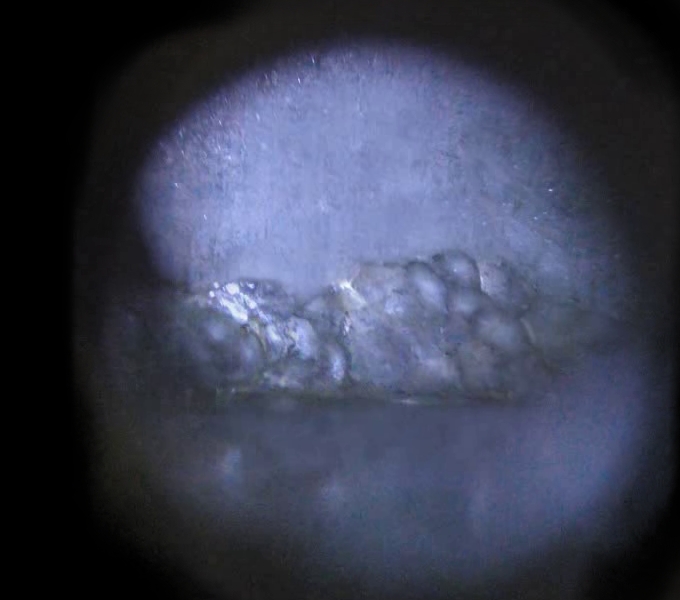
مرة أخرى ، عند النظر داخل خزان ملحوم من الفولاذ المقاوم للصدأ ، يتبادر إلى الذهن فكرة مثيرة للفتنة - يجب أن يكون المنظار الداخلي رخيصًا جدًا بالفعل ، لأنه في الأساس كاميرا ويب ، وكاميرات الويب ليست باهظة الثمن. بعد مراجعة عدة خيارات. نظرًا لأن جهاز الكمبيوتر الخاص بي ليس بعيدًا عن مكان اللحام ، فقد أخذت منظارًا للكمبيوتر. لقد طلبتها ، وتبلغ تكلفتها 4 دولارات تقريبًا ، ولا يزال لدى البائع 3000 قطعة في المخزون ، وقد تم بيع 4500 قطعة بالفعل. خصائص موجزة:
هناك ، بالطبع ، دقة أعلى بكثير ، تصل إلى FULL-HD ، لكنني لا أحتاج حقًا إلى مثل هذا - للتحقق من جودة اللحامات ودرجة التنظيف ، هذا كافٍ تمامًا. تقول الغالبية العظمى من المراجعات أنه تم التعرف على المنظار الداخلي ككاميرا وليس هناك حاجة لسائقين.
القطر الخارجي لرأس الكاميرا: 7 مللي متر
الدقة: 640 * 480 (VGA) ، 30 قدمًا في الثانية
الصمام: 6 أبيض ضوء ساطع
الطول البؤري: 6 سم - 10 سم
مستوى ماء: IP67
دعم النظام: Windows 2000 / XP / VISTA
درجة الحرارة: -20 ~ 100 درجة مئوية
إذا كانت ورشة العمل بعيدة عن الكمبيوتر ، ولكن يمكنك استخدام المنظار الداخلي لأجهزة android - يكون السعر أعلى قليلاً من سعر أجهزة الكمبيوتر ، ولكن ليس بشكل كبير.
اختر منظار الأندرويد
لا أعتقد أن أي شخص سيجد صعوبة في توصيل المنظار بالهاتف.
لن يكون هناك إجابة عن ماهية ذلك ولماذا لا تحتاج إلى السؤال ، إنه مجرد طلب.
قد يكون لأقطاب اللحام جودة مختلفة اعتمادًا على تطبيق وطراز آلة اللحام. أقطاب التنغستن ، التي لا تذوب وذات جودة ممتازة ، تحظى بشعبية كبيرة. ولكن عند اختيار الأقطاب الكهربائية من التنغستن ، من الضروري الانتباه إلى لون علاماتها وغيرها من المعلمات. كيف نفعل هذا ، سنخبر أدناه.
أقطاب التنغستن: التصنيف والوصف
التنغستن معدن يكاد يكون من المستحيل العثور عليه في شكله النقي في كثير من الأحيان تستخدم في لحام الأرجون القوسي، لأنه يتميز بقابلية التسرب وقادر على المدى الطويل عملية اللحامحافظ على قوتك. بالإضافة إلى ذلك ، بالنسبة لعناصر التنغستن ، فأنت بحاجة إلى كمية صغيرة جدًا.
عند شراء أقطاب التنغستن ، انتبه ليس فقط إلى لونها ، ولكن أيضًا إلى بلد المنشأ. من المرغوب فيه للغاية أن تكون الصين ، لأن هذا البلد كذلك أكبر موردمعدن في العالم.
أقطاب التنغستن تنقسم إلى ثلاث فئات رئيسية:
قبل شراء أقطاب التنغستن من نوع أو آخر ، تأكد من ذلك تحقق من خصائص المواد، والتي سيتم استخدامها عند اللحام لتحديد عنصر من نوع أو آخر.
أقطاب التنغستن ، وعلاماتها
 تستخدم أقطاب التنغستن في البيئة غاز خاملعند اللحام بالأرجون. إنها عالية الجودة وآمنة ، لذا يمكن استخدامها في العمل حتى من قبل المبتدئين في اللحام.
تستخدم أقطاب التنغستن في البيئة غاز خاملعند اللحام بالأرجون. إنها عالية الجودة وآمنة ، لذا يمكن استخدامها في العمل حتى من قبل المبتدئين في اللحام.
الرموز وعلامات اللون المطبقة على كل قطب كهربائي ، تشير إلى نوعه وتكوينه. لذلك ، يشير الحرف W إلى وجود التنغستن. الحرف الثاني الذي يليه يعني أكسيد العنصر الذي يعمل كمثبط.
نظرًا لأن أكاسيد السبائك في تكوين القطب قد تكون موجودة:
- ج - أكسيد السيريوم
- Z هو أكسيد الزركونيوم.
- L هو أكسيد اللانثانم.
- تي هو أكسيد الثوريوم.
- ف - التنغستن النقي بدون إضافات صناعة السبائك.
بعد الحرف الثاني ، الذي يشير إلى مادة السبيكة ، هو رقم يشير إلى النسبة المئوية لهذه المادة. على سبيل المثال ، إذا كان الرقم 20 ، فهذا يشير إلى وجود مادة صناعة السبائك في تكوين 2 في المائة. ثم يمر الرقم التالي بواصلة - هذا هو الطول بالمليمترات ، وغالبًا ما يكون 175 ملمًا ، ولكن يوجد أيضًا 50 و 75 و 150 ملم على التوالي. ويمكن أن يتراوح قطر أقطاب التنغستن من 1 إلى 6.4 ملم.
علي سبيل المثال، علامات مثل WL 15 - 175، يشير إلى الخصائص التالية للقطب الكهربي:
- يشمل التنغستن.
- يحتوي على مضافات المنشطات من اللانثانم بنسبة 1.5 في المائة ؛
- طول العنصر 175 ملم.
ومع ذلك ، عند شراء قطب كهربائي للحام ، يجب الانتباه ليس فقط إلى الأحرف والأرقام ، ولكن أيضًا إلى لون المنتجات. تشتمل العلامة الكاملة على جميع الخصائص الضرورية للمنتج ، والتي من خلالها يمكنك الاختيار الصحيح.
في الأسفل يكون جدول علامات التنغستن الكهربائي:

قبل اختيار قطب كهربائي للحام ، حدد طريقته وحدد أيضًا جميع خصائص المادة التي تخطط للعمل بها. في بعض الأحيان ، تكون أقطاب التنغستن مطلوبة لتوصيل هيكل واحد. أنواع مختلفةوبعلامات مختلفة.
معايير الاختيار الأخرى لأقطاب التنغستن
تستخدم العناصر القائمة على التنغستن والتي تحمل علامة WP عند اللحام عن طريق التيار المتناوبسبائك الألومنيوم مع استقرار قوس جيد. يضمن اللحام في بيئة غاز خامل عملًا عالي الجودة ودقيقًا التماس قوي. عند اختيار عناصر التنغستن المقاومة للحرارة غير القابلة للاستهلاك انتبه إلى ما يلي:

حسنًا ، وبالطبع ، كما ذكر أعلاه ، انتبه إلى العلامات المكونة من الأحرف اللاتينية والأرقام والألوان.
ملامح لحام الأرجون وتقنيته
اللحام طريقة قوس الأرجونتقدم ربط المعادن تحت حماية الأرجون. هناك طريقتان لهذا اللحام ، يدوي وتلقائي ، دعونا نلقي نظرة عليها أدناه.
يتكون اللحام اليدوي باستخدام قطب التنغستن تحت حماية الأرجون من الخطوات التالية:
- توريد الأرجون والتيار إلى الموقد. ثم يتم إحضار المرحلة الثانية إلى سطح اللحام. يظهر قوس بين القطب المتصل بالموقد والسطح ، حيث يتم تغذية سلك الحشو ؛
- يتم إشعال القوس بواسطة لوح كربون. لن يفسد هذا الأسطح المراد لحامها ، وسيحمي التماس من التلوث المحتمل ؛
- يتحمس القوس بواسطة مذبذب ؛
- نتبع حركة القطب بحيث يتحرك بدقة على طول خط التماس. خلاف ذلك ، يتم مقاطعة العمل حتى لا يذوب.
بهذه الطريقة ، يُسمح بذلك استخدام التيار المتردد في اللحام.
يتم استخدام اللحام الأوتوماتيكي بقوس الأرجون مع عناصر قائمة على التنجستن بشكل أساسي لتوصيل خطوط الأنابيب في الأماكن مفاصل ثابتة. لهذا الغرض ، يتم استخدام أجهزة مختلفة ذات تصميمات مختلفة ، والتي تكون مسؤولة عن عملية اللحام بأكملها. يظهر قوس اللحام بين نهاية السلك والسطح المعدني. في هذه الحالة ، يعمل القطب كطرف سلك هنا. لكن في الوقت نفسه ، لا يمكن استخدام الأجهزة الخاصة بهذا النوع من العمل في عدد من الأعمال ، على وجه الخصوص ، نظرًا لحقيقة أن التماس قصيرلم يتم بهذه الطريقة.
الأجهزة القائمة على التنغستن ل لحام بقوس الأرجونيمكن استخدامها إذا كانت مزودة بعلامات مثل:
إنها موثوقة ومتعددة الاستخدامات ، ويمكن استخدام بعضها للانضمام حتى إلى الصفائح المعدنية الرقيقة.
قواعد عملية اللحام
قواعد لحام الأرجون بالقوس هي كما يلي:

إذا أخذت هذه القواعد في الاعتبار ووضعتها موضع التنفيذ ، سيكون التماس بجودة عالية ودائم، ليس عليك إصلاح الثقوب ، حيث يمكن الحفاظ على الحالة الأصلية لعدة عقود.
الآن لديك فكرة عن ماهية أقطاب التنغستن ، وكيفية التمييز بينها عن طريق وضع العلامات واختيار الإلكترود المناسب. سيساعد ذلك في تسهيل اختيار مواد اللحام.
يختلف لحام الأرجون بالقوس في التكنولوجيا عن الأنواع الأخرى من اللحام المعدني. تتم العملية برمتها في جو وقائي ، ويتم صهر معدن قطع العمل بواسطة أقطاب التنغستن.
في هذه المادة ، سنقوم بتحليل الخصائص التي يجب أن تتمتع بها هذه المواد الاستهلاكية وأنواعها. وأيضًا ما تحتاج إلى معرفته عند استخدام هذه الأقطاب الكهربائية.
الخصائص الرئيسية
تصنف أقطاب التنغستن على أنها غير قابلة للاستهلاك وتستخدم ل. لا تذوب أثناء عملية اللحام. مهمتهم الرئيسية هي ضمان تشغيل القوس ، والذي يتم من خلاله توصيل معدن قطع العمل.
على عكس النظائر المطلية ، لا يتم طلاء قضبان التنجستن ، ويتم توفير مواد حشو إضافية بشكل منفصل أثناء اللحام على شكل قضيب. يتم توفير الحماية ضد أكسدة حوض اللحام من خلال إمداد الغاز (الأرجون أو الهليوم أو ثاني أكسيد الكربون).
غالبًا ما يبلغ طول أقطاب التنغستن 175 ملم ، ولكن توجد قضبان أقصر: 50. 75 ، 150 ملم. يختلف القطر أيضًا: من 1 مم إلى 8.
وفقًا لتكوينها ، تختلف هذه المواد الاستهلاكية: من التنجستن النقي أو المضافات في شكل اللانثانوم والإيتريوم والثوريوم والزركونيوم وعناصر أخرى.
تضيف عناصر السبائك على شكل أكاسيد من معادن أرضية نادرة ، والتي تضاف إلى التركيبة أثناء التصنيع ، مقاومة لصهر التنغستن وتحسن جودته.
من أجل القدرة على التمييز بين الأقطاب الكهربائية المختلفة ، تم اعتماد علامات الألوان والحروف لأنواع مختلفة من قضبان التنغستن.
علامات القطب
بمعرفة التعيينات الأساسية التي تميز أقطاب التنغستن ، يمكنك "قراءة" وصفها وتكوينها ونطاقها. هناك الأنواع التالية من مستهلكات اللحام هذه ، والتي تتميز باللون. تشير تسميات الحروف إلى التركيب الكيميائي ووجود الشوائب. خصائص أقطاب التنغستن حسب العلامة التجارية هي كما يلي:
- "الفسفور الابيض" هو اللون الأخضر. هذا هو تعيين القضبان ، والتكوين الرئيسي لها هو معدن نقي تقريبًا. نسبة المواد المضافة حوالي 0.5٪ فقط. الغرض من هذه الأقطاب الكهربائية هو لحام أجزاء من الألومنيوم ، وكذلك سبائك من هذا المعدن والمغنيسيوم.
على التيار المتردد باستخدام معدات العاكستضمن أقطاب التنغستن النقية تشغيل القوس المستقر. يتكون طرف القضيب على شكل كرة ، ويتم ذلك لتقليل الأحمال الحرارية على المواد الاستهلاكية نفسها.
- "WZ8" ، اللون أبيض. علامة تشير إلى أن القطب يحتوي على أكاسيد من معدن الزركونيوم. تميل هذه الأقطاب الكهربائية إلى تحمل أحمال تيار أعلى بكثير ، على عكس البقية. يتم استخدامها في لحام المعادن غير الحديدية المختلفة: البرونز والمغنيسيوم والألمنيوم والنيكل وسبائكها. من الأفضل إجراء لحام المعادن على التيار المتردد. يتم أيضًا شحذ نهاية القضيب على شكل كرة.
- "WT20" ، اللون الأحمر. تعتبر أقطاب التنغستن هذه هي الأكثر شيوعًا ، على الرغم من أنها تحتوي على مادة مضافة ضارة بالصحة - الثوريوم. هذا معدن مشع وفي أحجام كبيرة من أعمال اللحام في الإنتاج ، من الأفضل عدم استخدام المواد الاستهلاكية بمثل هذا التكوين. مع كمية صغيرة ، فإن استخدام الأقطاب الكهربائية غير ضار عمليًا.
لكن الخصائص التي تتمتع بها قضبان الثوريوم أعلى بكثير من نظائرها الأخرى. يمكن استخدامها في لحام أنواع مختلفة من الفولاذ ، بما في ذلك الفولاذ المقاوم للصدأ. وكذلك المعادن المقاومة للصهر مثل التيتانيوم والموليبدينوم. من الممكن أيضًا لحام أجزاء من النحاس أو النيكل أو البرونز.
يتم اللحام بهذه الأقطاب الكهربائية بالتيار المباشر.
- "WY20" باللون الأزرق الداكن. تسمح لك المادة المضافة على شكل أكسيد الإيتريوم بالحصول على احتراق مستقر ومستقر القوس الكهربائيعلى التيارات المباشرة ذات القطبية المباشرة. تستخدم هذه الأقطاب في لحام كل من الفولاذ الكربوني والفولاذ المقاوم للصدأ ، بالإضافة إلى الفراغات المصنوعة من النحاس والتيتانيوم.
- "WC20" ، اللون الرمادي. هذه الأقطاب الكهربائية عالمية تقريبًا ، حيث يمكنها العمل بالتيار المتردد أو المباشر. يتيح مزيج السيريوم الأرضي النادر الحصول على قوس مستقر يحترق حتى مع طاقة المعدات المنخفضة.
تستخدم قضبان السيريوم في لحام الفولاذ والهياكل ذات الجدران الرقيقة المصنوعة منه ، وكذلك اللحام المداري للأنابيب.
يتعلق الأمر كله بحركة تدفق الإلكترون وسيعتمد شكل نهاية القضيب على توزيع الطاقة وضغط القوس على السطح. يؤثر ذلك على عرض وعمق لحام المعدن ، وكذلك شكل وأبعاد اللحام. لذلك ، مطلوب شحذ أقطاب التنغستن إلى الهندسة المرغوبة.
هناك بعض القواعد لشحذ القضيب لظروف عمل معينة باستخدام لحام الأرجون القوسي ، وكذلك اعتمادًا على العلامة التجارية للمستهلك نفسه.
يتم تحديد شكل الشحذ ، اعتمادًا على ماركة القطب ، على النحو التالي.
- يجب أن تحتوي الدرجات "WP" و "WL" على طرف كروي.
- يتم تقريب الأقطاب الكهربائية الخاصة بماركات WT ، ولكن بدون نصف قطر كبير ، يتم تشكيل انتفاخ طفيف.
- قضبان التنجستن التي تحمل علامة "WC" و "WY" و "WT" و "WZ" مدببة ، ولكن اعتمادًا على التطبيق ، يمكن تمييز الشكل.
إن تحديد الطول الذي يجب أن يتم شحذ قضيب التنجستن به أمر بسيط للغاية. للقيام بذلك ، اضرب قطر القطب بقيمة ثابتة 2.5. على سبيل المثال ، إذا تم استخدام مستهلك بقطر 2 مم ، فسيتم إجراء الشحذ بطول 5 مم.
يمكنك شحذ طرف القضيب باستخدام عجلة طحن أو مطحنة. من الملائم تنفيذ هذه العملية عن طريق تثبيت التنغستن في ظرف المثقاب الكهربائي ، وتدويره بسرعة منخفضة. سيسمح لك ذلك بطحن المعدن بالتساوي والحصول على الشكل المطلوب.
ومع ذلك ، بالإضافة إلى هندسة نهاية القطب ، فإن الزاوية التي سيتم شحذها مهمة أيضًا. ستعتمد هذه المعلمة على القوة الحالية التي سيتم فيها لحام قطع العمل.
- عند اللحام بتيار منخفض ، يتم شحذ القطب بقيمة 10-20 درجة.
- لحام المعادن بتيارات متوسطة - 20-30 درجة.
- عند القوة العالية ، تكون زاوية الشحذ 60-120 درجة.
ستؤثر زاوية الشحذ على استقرار القوس واستقراره لحام الأرجون، وكذلك على عمر خدمة القطب نفسه. مع وجود مؤشر أقل من 20 درجة ، فإن قضيب التنغستن سوف يبلى بشكل أسرع. إذا كانت زاوية الشحذ أكثر من 90 ، فقد يكون القوس في هذه الحالة غير مستقر. من الضروري شحذ القطب بشكل صحيح ، بغض النظر عن نوع المادة التي يجب أن تعمل بها.
الأخطاء التي تحدث عند شحذ القضيب ستؤدي إلى عواقب مختلفة.
- إذا سمحت بعرض خاطئ عند الشحذ ، فمن المؤكد أن يؤدي ذلك إلى حدوث خط غير ملحوم. سيكون المشبك رديء الجودة.
- يؤدي انتهاك التناسق (الشكل غير المستوي للشحذ) إلى انحراف قوس اللحام عن الاتجاه المطلوب.
- تثير الزوايا الحادة أو المنفرجة جدًا تآكل المستهلك أو تقلل من عمق الاختراق.
- تؤدي الأخاديد والخدوش العميقة عبر الطرف الحاد إلى احتراق غير مستقر للقوس (ما يسمى بالتجول).
في حالة حدوث مثل هذه الظواهر ، من الضروري التوقف عن العمل وتصحيح شحذ التنغستن.
ماذا يمكنك أن تضيف إلى هذه المادة؟ شارك تجربتك في اختيار وتطبيق وشحذ أقطاب التنغستن في التعليقات على المقالة.
يمكن استخدام الأقطاب الكهربائية في اللحام جودة مختلفة. كل هذا يتوقف على نوع آلة اللحام التي سيتم استخدامها ، والتي تتطلب قطبًا كهربائيًا. تحظى أقطاب التنغستن غير المستهلكة بشعبية ، وهي ذات جودة عالية. عند الاختيار ، من الضروري الانتباه إلى نوع علامات أقطاب التنغستن التي تطبقها الشركة المصنعة.
عند اختيار أقطاب التنغستن ، من الضروري مراعاة: نوع القطب ، والقطر ، وهندسة طرف القطب وجودة الشحذ والصلابة.
خصائص الأقطاب الكهربائية المطبقة
أقطاب التنغستن قابلة للتطبيق في اللحام بالأرجون ، في بيئة غاز خامل. يمكن استخدامها على أنها لحام محترفوكذلك المبتدئين. هذه الأقطاب الكهربائية آمنة وذات جودة عالية.
وفقًا للمعايير الدولية ، تحتوي جميع الأقطاب الكهربائية القائمة على التنغستن على علامات خاصة توضح النوع والتكوين. الحرف الأول في القائمة هو "W" ، أي التنغستن. الثاني يشير إلى أكسيد العنصر الذي يستخدم كمشوب. من بين أكاسيد السبائك المستخدمة:
- أكسيد السيريوم ، يرمز له بالحرف "C" ؛
- أكسيد الزركونيوم المشار إليه على الوسم بالحرف "Z" ؛
- أكسيد اللانثانم - الحرف "L" ؛
- أكسيد الثوريوم - "T" ؛
- يشار إلى التنغستن النقي ، الذي لا يحتوي على أي إضافات لصناعة السبائك ، بالحرف "P" على الوسم.
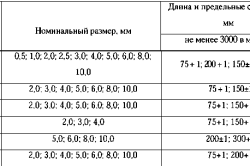
الحرف الثاني متبوع برقم يشير إلى النسبة المئوية للمادة المضافة أثناء صناعة السبائك. يشير الرقم 20 إلى أن التركيبة تشتمل على 2٪ من مادة السبائك. الرقم الثاني مكتوب من خلال واصلة - هذا هو الطول الذي يعبر عنه بالميليمترات. الطول الأكثر استخدامًا هو 175 ملم ، ولكن هناك أيضًا قيم 50 و 75 و 150 ملم. يمكن أن يختلف قطر أقطاب التنغستن بمقدار 1 ، 1.6 ، 2 ، 2.4 ، 3 ، 3.2 ، 4 ، 4.8 ، 5.6 ، 6.4 ملم.
تحتوي العلامة على جميع المعلومات اللازمة للمستخدم. على سبيل المثال ، هناك علامة WL 15-175. وهذا يعني أن هذا هو قطب كهربائي مع إضافات لسبائك اللانثانم ، ومحتواها 1.5٪ ، وطولها 175 ملم. التعيين الأبجدي الرقمي بعيد كل البعد عن كل شيء ، فأنت بحاجة إلى الانتباه إلى لون العلامة. اليوم ، يتم إنتاج مواد اللحام المرمزة بالألوان:
- التنغستن النقي - الفسفور الأبيض الأخضر ؛
- تحتوي التركيبة على أكسيد السيريوم بنسبة 2 ٪ - WC 20 رمادي ؛
- يوجد أكسيد اللانثانم بنسبة 1.5٪ - ذهب WL 15 ؛
- يوجد أكسيد اللانثانم بنسبة 2٪ - أزرق WL 20 ؛
- يوجد أكسيد الزركونيوم بنسبة 0.8٪ - WL 8 أبيض ؛
- أكسيد الثوريوم موجود بنسبة 1٪ - WL 10 أصفر ؛
- أكسيد الثوريوم موجود بنسبة 2٪ - WL 20 أحمر ؛
- أكسيد الثوريوم موجود بنسبة 3٪ - WL 30 بنفسجي ؛
- أكسيد الثوريوم موجود بنسبة 4٪ - WL 40 برتقالي.
![]()
لا يوصى باستخدام قطب كهربائي يحمل علامة WT30 ، 40 ، نظرًا لأن عنصر الثوريوم مشع ، فقد يكون محتواه العالي خطيرًا.
الخصائص:
العلامة الخضراء الفسفور الابيض مخصصة للحام الأرجون القوسي بالتيار المتردد. من الممكن استخدام هذه المعادن للعمل مثل الألمنيوم والمغنيسيوم والنيكل.
الخصائص:
- القابلية للاشتعال منخفضة
- عمر الخدمة ليس طويلاً ؛
- سلامته ممتازة.
يتم استخدام WC 20 بعلامة رمادية للحام DC مع قطبية مباشرة من المعادن مثل النحاس والموليبدينوم والفولاذ المقاوم للصدأ والتيتانيوم وغيرها.

الخصائص هي كما يلي:
- تعتبر القابلية للاشتعال جيدة ؛
- عمر الخدمة طويل
- أمنهم ممتاز.
WL مناسب للحام بتيار مباشر أو متناوب بقطبية مستقيمة. مناسب للأجزاء ذات السماكة الصغيرة ، للصلب عالي السبائك.
الخصائص:
- القابلية للاشتعال - مرضية.
- عمر الخدمة طويل
- الأمن ممتاز.
هناك أنواع أخرى ولكن عليك أن تختار المواد بعناية ، حيث تعتمد جودة العمل وسلامته على ذلك.
كيفية اختيار قطب التنغستن؟
![]()
تُستخدم أقطاب التنغستن من العلامة التجارية WP في اللحام باستخدام سبائك الألومنيوم ذات التيار المتناوب (AC) مع ثبات قوس جيد.
في عملية اللحام ، التي تتم في بيئة غاز خامل ، يتم استخدام أقطاب التنغستن. هذا يوفر اعلى جودةالعمل ، التماس أنيق ودائم. عند اختيار منتج مقاوم للحرارة غير قابل للاستهلاك يعتمد على التنجستن ، من الضروري الانتباه إلى المعايير التالية:
- نوع قطب التنغستن ، تكوينه ، وجود إضافات صناعة السبائك ، المعلمات ؛
- القطر ، والذي يسمح لك بضبط سمك خط العمل ؛
- شحذ الجودة ، كثافة المواد ؛
- هندسة طرف مميز.
عند الشراء ، يمكنك التركيز على العلامات التي تطبقها الشركة المصنعة على المواد.
يحتوي على بيانات حول المواد المضافة التي يتم تضمينها في التركيبة ، وما هو النطاق ، وتحت أي ظروف يمكن استخدامها.
تأثير المنشطات على جودة القطب
عند الاختيار ، يجب الانتباه إلى مضافات السبائك الخاصة التي تم استخدامها. هذا مهم ، منذ استخدام المواد وجودتها و الخصائص الفردية. تتيح جميع إضافات صناعة السبائك الحصول على أقطاب كهربائية بالمعلمات التالية:

تعمل أقطاب التنغستن الكهربائية من ماركة WZr 08 ، نظرًا لخصائصها ، على تقليل مخاطر دخول التنجستن إلى اللحام.
- الفسفور الأبيض هو نوع خاص لا يحتوي على أي مواد مضافة وهو مصنوع من التنجستن النقي. تستخدم بشكل أساسي في اللحام باستخدام التيار المتردد (AC). استقرار القوس جيد ، جودة التماس ممتازة. يجب عدم استخدام أقطاب التنغستن عند الاستخدام التيار المباشر. بالنسبة لمثل هذه المواد ، ستكون العلامة خضراء ، ويشار إليها بالرموز WP.
- يشير E3 إلى استخدام إضافات نادرة لأكسيد الأرض ، على سبيل المثال مخاليط الأكاسيد. الأقطاب الكهربائية ليست ضارة ، مما يميزها عن الأقطاب الكهربية ، فهي ليست مشعة ، وليست خطرة على البيئة على الإطلاق. نطاق هذه المواد واسع النطاق. يمكن استخدامها في أي عمليات وطاقة مع التيار المتردد أو المباشر ، للفولاذ عالي السبائك ، وسبائك الألومنيوم المختلفة ، وكذلك النحاس والتيتانيوم والمغنيسيوم المعروف. تتميز أقطاب التنغستن بخصائص اشتعال ممتازة وهي الحل الأمثل للعمليات الآلية. لديهم حمولة أكثر الحالية ، ولكن عمر خدمة هذه المواد أعلى بكثير من تلك التي يتم تثبيتها التقليدية. تم تعيين وسم المواد من هذا النوع WLa 10/15/20.
- أقطاب التنغستن اللانثانية التي يمكن استخدامها للحام بالتيار المباشر أو التيار المتردد. هذا هو التنوع الذي يمكن استخدامه لما يسمى لحام البلازما الدقيقة. أصبح هذا ممكنًا بسبب وجود La 2 O 3 في التركيبة ، مما يزيد من القدرة على الاشتعال بشكل أفضل. نتيجة لذلك ، تبين أن القوس عالي الجودة. مدة خدمتهم أقل من تلك السابقة. إن وجود مثل هذه المادة المضافة للسبائك لا يجعلها أقوى أو أكثر متانة - إنه يوسع فقط مساحة الاستخدام. تحتوي العلامة على عدة ألوان: أسود لـ WLa 10 ، ذهبي لـ WLa 15.
WCe 20 أو WZr 08؟
WCe 20 هي أقطاب كهربائية مشهورة من التنجستن ، والتي أضافت منشطات مثل أكسيد السيريوم (الرئيس التنفيذي 2). تزداد سعة التحميل عدة مرات ، وتكون جودتها أعلى من تلك الموجودة في المجموعات المذكورة أعلاه ، ولكن لا تزال E3 و WL أكثر استقرارًا. مجال الاستخدام واسع جدًا ، فهو يشمل أعمال اللحام بسبائك السبائك غير السبائكية. يمكن أن يكون التيار المباشر منخفضًا ومتوسطًا ، ويمكن اللحام بالتيار المتردد.
WZr 08 هي أقطاب كهربائية تحتوي على الزركونيوم. يتم استخدامها عندما يكون من الضروري توفير حماية إضافية للخط الملحوم من دخول التنغستن إليه. بالنسبة للتيار المباشر ، لم تعد مناسبة ، على الرغم من استخدامها في بعض الحالات. الوسم أبيض.
شكرا على ملاحظاتك
أعتقد أن العديد من الأشخاص قد صادفوا موقفًا يوجد فيه بعض المتطلبات في الوثائق التنظيمية التي نلبيها دون حتى التفكير ، لماذا نحتاج إلى القيام بذلك على الإطلاق؟ لماذا بالضبط؟ نقترح اليوم أن تتعرف على ملاحظة قصيرة حول موضوع "الشحذ الصحيح لقطب التنغستن" عند لحام الفولاذ.
فيما يلي الأخطاء عند شحذ قطب التنغستن ، مما سيؤثر على جودة تشكيل التماس.
1) لا توجد المخاطر على طول محور القطب - استقرار القوس مكسور (تجول القوس)
2) عرض غير كاف أو مفرط لشحذ المخروط - يتغير شكل الاختراق
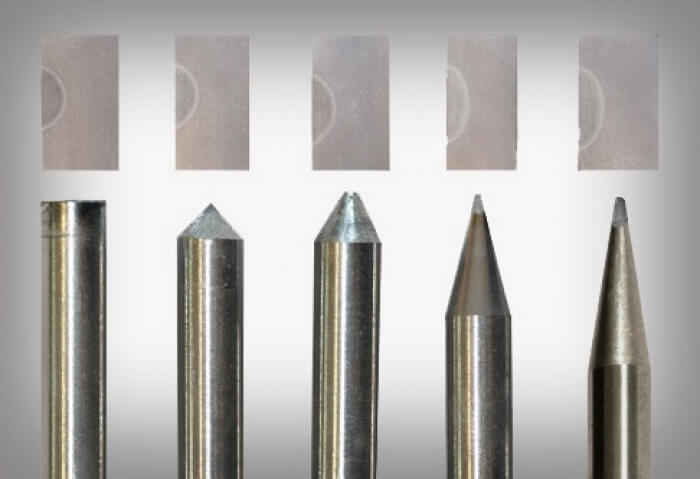
3) شحذ غير متماثل - انحراف القوس على أحد الحواف
4) زاوية شحذ حادة جدًا - يتم تقليل عمر خدمة القطب
5) الصراحة المفرطة - انخفاض عمق الاختراق
في المعايير الروسية ، تختلف متطلبات شحذ القطب. لذلك ، على سبيل المثال ، ينص RD 153-34.1-003-01 على أنه يجب شحذ نهاية قطب التنغستن في شكل مخروط ؛ يجب أن يكون طول الجزء المخروطي 6-10 ، وقطر الحافة الحادة 0.2 - 0.5 مم.
في OST 36-57-81 ، يكون المتطلب كما يلي: يجب شحذ القطب غير القابل للاستهلاك إلى مخروط قبل العمل. زاوية المخروط φ يجب أن يساوي 28-30 درجة ، يجب أن يكون طول الجزء المخروطي (L K) 5-6 أقطار قطب كهربائي (D E). يجب شحذ المخروط بعد الشحذ ، ويجب أن يكون قطر التبييض (د П) مساوياً لـ 0.2 - 0.5 مم.

لدراسة تأثير زاوية شحذ قطب التنغستن بمزيد من التفصيل أبعاد هندسيةيمكن قراءة خط اللحام بقراءة مقال "تأثير زاوية شحذ القطب غير القابل للاستهلاك على ثبات عمق اختراق اللحام عند الأحمال الحالية المختلفة". حيث ، نتيجة للمعالجة الإحصائية ، تم الكشف عن أن عمق الاختراق يعتمد بشكل كبير على زاوية شحذ القطب. علاوة على ذلك ، لوحظ الحد الأقصى الواضح لهذا المؤشر بزاوية شحذ 30 درجة.
فيديو مثير عن أربع طرق للشحذ:
1. طاحونة سطح المكتب
2. آلة لشحذ أقطاب التنغستن
3. آلة لشحذ أقطاب التنغستن
4. الوسائل الكيميائية لشحذ أقطاب التنغستن
التحديث من 05/08/2015.
فيديو يوضح الفرق في اللحامات مع الشحذ الصحيح وغير الصحيح:
مُعد باستخدام مواد من: sibac.info ، www.profabricationtechniques.com



