كيف يتم لحام النحاس؟ ربط المعدن بطريقة قوس الأرجون. لحام النحاس بالمنزل بطريقة الغاز.
في المنزل ، غالبًا ما يكون من الضروري تركيب أنظمة السباكة والتدفئة. في معظم الحالات ، تكون أنابيب المياه مصنوعة من النحاس. تحتوي المادة على قاعدة ناعمة ، ولا تتآكل ، وهي قادرة على توفير تدفق جيد للمياه ولا تحتوي على أي مواد ضارة.
اللحام هو عملية تشكيل مفاصل دائمة بين العناصر المختلفة. يمكن تحقيق ذلك عن طريق تسخين المعادن المراد لحامها أو تشويهها. تستخدم مصادر الطاقة المختلفة في اللحام:
- لهب الغاز
- القوس الكهربائي؛
- الموجات فوق الصوتية.
- إشعاع الليزر ، إلخ.
تختلف عملية لحام النحاس اختلافًا كبيرًا عن فولاذ اللحام ، نظرًا لأن المعادن غير الحديدية تتمتع بمستوى عالٍ من التوصيل الحراري ، وفي الحالة المنصهرة سوف تتفاعل مع الغازات. لتجنب حدوث عواقب سلبية ، سوف تحتاج إلى اختيار المواد المناسبة للحام ، وإعداد العناصر المراد ربطها واتباع تعليمات اللحام.
اليوم ، يمكن إجراء اللحام ليس فقط في الشركات ، ولكن أيضًا في المنزل. يجب أن تدرك أن عملية اللحام بالنحاس بها عدد كبير من الفروق الدقيقة. من نواح كثيرة ، يعتمد اللحام على الخصائص الفيزيائية والكيميائية للمادة.
ترتبط الصعوبات في لحام النحاس بميل المادة إلى الأكسدة في الحالة المنصهرة ، ومستوى عالٍ من التوصيل الحراري ، ومستوى عالٍ من التمدد الخطي للمعدن أثناء التسخين ، والسيولة العالية.
قد تتدهور قابلية اللحام للمعدن إذا كان يحتوي على الكبريت والرصاص وعناصر أخرى. الرصاص سيجعل مثل هذا المعدن هشًا.

أثناء لحام النحاس ، يتم امتصاص الأكسجين من الغلاف الجوي ، لذلك يجب أخذ ذلك في الاعتبار.
حتى الآن ، هناك عدة طرق مختلفة لحام هذا المعدن غير الحديدية.
العناصر التي ستكون ضرورية من أجل إنتاج لحام نحاسي عالي الجودة بشكل مستقل:
- زجاجات الأسيتيلين.
- الشعلات.
- صفائح الاسبستوس.
- الأسلاك.
- ماء.
- فاصل ملفوف.
- الجنود.
- التدفقات.
ما الذي تحتاج لمعرفته حول أقطاب لحام النحاس؟

من أجل الحصول على جودة عالية وحتى اللحام، يجب استخدام قطب كهربائي مطلي بتركيبة خاصة. يستخدم الطلاء لإنتاج الخبث الذي يظهر مع أكاسيد المعادن. سوف يمنع التركيب اللحام من ملامسة الهواء. سوف يملأ الطلاء الفقد الذي تم تشكيله أثناء عملية اللحام بسبب احتراق العناصر ويدخل عناصر جديدة في خط اللحام. بسبب الطلاء ، سيزداد الاستقرار القوس الكهربائي. سيؤدي غطاء الخبث الناتج عن هذا الطلاء إلى إبطاء تبريد النحاس المصهور ، مما يؤدي إلى إطلاق المزيد من الغازات من خط اللحام.
يمكن تقسيم الأقطاب الكهربائية المستخدمة في عملية ربط المعادن إلى نوعين:
- الصهر: وهو مصنوع من النحاس أو الألومنيوم أو الفولاذ أو أسلاك الحديد الزهر.
- مواد غير قابلة للاستهلاك ، وهي مصنوعة من الفحم الكهربائي والجرافيت الصناعي وعناصر أخرى.
للالتقاط أقطاب كهربائية مناسبة، سوف تحتاج إلى الانتباه إلى لونها:
- تستخدم الأقطاب الكهربائية الحمراء لحام القوسنحاس.
- تستخدم الأقطاب الكهربائية الزرقاء لمعالجة العناصر المقاومة للحرارة.
- أقطاب كهربائية اللون الأصفرتستخدم لقطع العمل المصنوعة من الفولاذ المقاوم للتآكل والمقاوم للحرارة.
- يمكن استخدام الأقطاب الكهربائية الرمادية لمعالجة المعادن غير الحديدية.
طريقة اللحام بالغاز النحاسي

إذا اتبعت التكنولوجيا ، فيمكن لحام النحاس بسهولة باستخدام أسطوانات الأسيتيلين. يمكن الحصول على وصلة ملحومة ذات جودة ممتازة عن طريق تزوير التماس.
يتمتع النحاس بمستوى عالٍ من التوصيل الحراري ، لذلك ستحتاج إلى شعلة عالية الطاقة من أجل اللحام ، و 150 لترًا / ساعة إذا كانت هناك مادة أقل من 10 مم ، و 200 لتر / ساعة إذا كانت هناك مادة يزيد سمكها عن 10 مم. إذا كنت تقوم بلحام النحاس السميك ، فستحتاج إلى استخدام شعلتين. أحدهما للتدفئة والآخر لأجزاء اللحام.
لتقليل تبديد الحرارة ، يجب وضع ألواح الأسبستوس من أسفل وأعلى العنصر. في هذه الحالة ، يوصى باستخدام لهب مختزل ، يكون جوهره موجهًا إلى حواف النحاس بزاوية قائمة تقريبًا. لتقليل تكوين أكسيد الفلز ومنع حدوث تشققات في درجات حرارة عالية ، سيكون من الضروري ضم المعادن بأقصى سرعة ، دون انقطاع. في هذه العملية ، من الضروري المراقبة الصارمة للحفاظ على اللهب المختزل.
ليس من الضروري تطبيق المسامير قبل توصيل العناصر. يتم لحام النحاس في هيكل تجميع ولحام خاص. كمادة مضافة ، يمكنك استخدام سلك مصنوع من معدن متين أو مادة مع مزيلات التأكسد. يجب ألا يزيد قطر السلك المستخدم عن 8 مم.

أثناء عملية اللحام ، يجب توزيع الحرارة بحيث يذوب السلك قبل اللحام بحواف المعدن. يجب أن تكون مادة الحشو ملحومة على الحواف. حواف شطبة على صفائح يزيد سمكها عن 3 مم مصنوعة بزاوية 45 درجة. قبل الانضمام ، يجب تنظيف الحواف للحصول على لمعان معدني جديد.يمكنك أيضًا حفر الحواف بمزيج من حمض النيتريك ثم شطفها بالماء.
لتكرير حبيبات النحاس المترسب وزيادة كثافة اللحامات بعد الانضمام ، يجب تشكيل مادة يصل سمكها إلى 5 مم عند درجة حرارة منخفضة. إذا تم استخدام النحاس بسمك يزيد عن 5 مم ، فمن الضروري أن يتم تشكيله عند درجة حرارة 200-300 درجة مئوية.
يخضع التماس للتصلب بعد تشكيل اللحامات عند درجة حرارة 530-550 درجة مئوية ، وبعد ذلك يتم تبريده بسرعة بالماء. لمنع ظهور التشققات ، ليس من الضروري إجراء عملية تزوير عند درجة حرارة تزيد عن 500 درجة مئوية ، حيث سيصبح المعدن في هذه الحالة هشًا.
ربط المعدن بطريقة قوس الأرجون

غالبًا ما يستخدم لحام القوس الانصهار للحصول على الهياكل الملحومةمن النحاس. للحصول على خط اللحام جودة عالية، سوف تحتاج إلى استخدام الغازات الواقية وهي الأرجون. غالبًا ما يتم إجراء لحام القوس بالنحاس قطب التنغستن.
كمادة مضافة ، سوف تحتاج إلى استخدام فاصل جانبي بعرض صغير أو سلك ، والتي ستحتاج إلى وضعها من طرف إلى طرف. تتميز طريقة اللحام بالنحاس باستقرار قوس جيد. ميكانيكي لحام القوستستخدم في عملية ربط الأجزاء ذات السماكة الصغيرة وفي الأماكن التي يصعب الوصول إليها.
يتم لحام النحاس بإلكترود التنغستن في العاصمة. يجب أن يكون القطب في مستوى المفصل بدقة. إذا تم لحام النحاس الذي يزيد سمكه عن 5 مم ، فسوف يحتاج إلى التسخين المسبق لدرجة حرارة 300-400 درجة مئوية. يوصى بربط حواف المعدن المراد ربطه وسلك القطب الكهربائي أولاً حتى تصل إلى حالة المعدن الجديد.
يمكن لحام المواد التي يصل سمكها إلى 5 مم دون تنظيف الحواف.
إذا تم توصيل أجزاء بسمك 2-3 مم ، فلن يكون من الضروري تسخين المعدن الملحوم. تتضمن تقنية لحام مثل هذا المعدن بسمك يزيد عن 4 مم تسخين المعدن إلى 300-400 درجة مئوية. في هذه الحالة ، يمكن أيضًا استخدام الأقطاب الكهربائية المستهلكة.
كيف لحام النحاس بنفسك؟

يجب أن تعلم أن لحام المعادن غير الحديدية أسهل بكثير من اللحام. هذا ينطبق بشكل خاص على الأنابيب النحاسية رقيقة الجدران ، والتي تستخدم لأنظمة التدفئة ، والسباكة ، وأنابيب الغاز ، وما إلى ذلك.
حتى الشخص الذي ليس لديه خبرة عملية ذات صلة يمكنه لحام المعدن ، لكن لن ينجح في لحام المعدن بنفسك. لن يتغير الهيكل النحاسي للحام. في هذه الحالة ، لا تحتاج إلى استخدام أي معدات باهظة الثمن.
مفاصل اللحام ، إذا تم اتباع التكنولوجيا واستخدام مواد ذات نوعية جيدة ، ستكون قوية ، وستكون قادرة على تحمل الأحمال.
في عملية لحام مثل هذه المواد ، سيكون من الضروري استخدام طرق مفصل اللفة ، والتي تتيح الحصول على قوة عالية من قطع العمل ، حتى لو تم استخدام جنود طريين بقوة منخفضة نسبيًا. لضمان مستوى مقبول من قوة التماس اللحام ، ستحتاج إلى تداخل 5 مم على الأقل. في أغلب الأحيان ، يتم استخدام قيم أعلى لضمان هامش أمان كبير.
أنواع الجنود الموجودة
يمكن ربط سبائك النحاس عن طريق اللحام بدرجة حرارة عالية ومنخفضة. حتى الآن ، يمكنك العثور على عدد كبير نسبيًا من معدات لحام مثل هذا المعدن ولحامه ، بالإضافة إلى العديد من الجنود الصلبين والناعمين الذين يمكنهم توفير عناصر لحام عالية الجودة. للحام في درجات حرارة منخفضة وعالية ، من الأفضل استخدام اللحام والتدفق من نفس الشركة المصنعة.
جنود درجة حرارة منخفضة

يتيح استخدام الجنود ذوي درجات الحرارة المنخفضة إمكانية ضم العناصر عند درجة حرارة لها تأثير ضئيل على قوة المعدن ، ولكنها توفر طبقات ليست بأفضل الخصائص الميكانيكية. لحام لحام درجة حرارة عاليةقادر على توفير قوة جيدة للدرزات ويسمح للنظام بالعمل في درجات حرارة عالية. ومع ذلك ، في هذه الحالة ، قد يحدث تلدين للمعدن ، وبالتالي لا يمكن تنفيذ العمل إلا بواسطة أخصائي مؤهل.
غالبًا ما يستخدم اللحام عند درجة حرارة منخفضة عند تركيب نظام التدفئة. يجب أن تدرك أن الجنود في درجات الحرارة المنخفضة يمكن أن يوفروا قوة اتصال ممتازة ، بالنظر إلى مساحة التلامس الكبيرة لعناصر خط الأنابيب.
حتى الآن ، هناك جنود ذوو درجات حرارة منخفضة يضمنون جودة ممتازة لحام النحاس: سبائك القصدير مع النحاس والأنتيمون والفضة وعناصر أخرى. بالنسبة للحام عند درجة حرارة منخفضة ، يمكن أيضًا استخدام حاملي الرصاص والقصدير ، ومع ذلك ، إذا كان من الضروري توصيل خط أنابيب مياه الشرب ، فلا يُسمح لهم بذلك بسبب خصائص ضارةقيادة.
جنود ذوو درجات حرارة عالية

يمكن استخدام الجنود من هذا النوع في الحالة التي يكون فيها من الضروري لحام خط الأنابيب عند درجة حرارة عالية.
إذا كان من الضروري لحام خط الأنابيب من أنابيب معدنية، يجب استخدام اللحام عند درجة حرارة عالية فقط ، لأنه في هذه الحالة سيكون من الممكن الحصول على اتصال بقوة ممتازة. يجب أن تدرك أن اللحام عند درجة حرارة منخفضة لا يستخدم في إمدادات الغاز.
لا يتطلب الجنود المصنوعون من النحاس والفوسفور الاستخدام الإلزامي للتدفقات في عملية اللحام. تتشابه خصائص التمدد لهذا المعدن واللحام تقريبًا ، وهي ميزة إضافية. يتم إنتاج الجنود الصلبين على شكل قضيب.
هذا الاتصال هش ، لذلك لا ينبغي أبدًا استخدام هؤلاء الجنود في لحام المواد التي تحتوي على محتوى نيكل يزيد عن 10٪. لا يُسمح باستخدام هؤلاء الجنود للانضمام إلى برونز الألومنيوم.
تدفقات للانضمام إلى الفراغات النحاسية

في عملية الانضمام إلى هذه العناصر ، من الأفضل استخدام أجهزة خاصة لعناصر اللحام المعدنية وتدفقها ، والتي تكون قادرة على حماية النحاس المصهور من الأكسدة ، وتذويب وتحويل الأكاسيد الناتجة إلى خبث. سوف يحتاجون إلى إحضارهم إلى حمام اللحام. يمكن أن تغطي التدفقات نهايات حواف الأجزاء والقضبان المراد ربطها ، وكذلك الجزء الخلفي من قطعة العمل المراد لحامها.
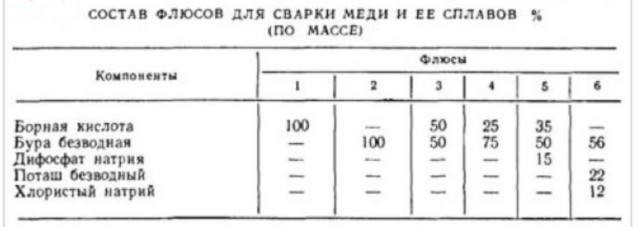
حتى الآن ، غالبًا ما تستخدم المركبات التي تحتوي على كلوريد الزنك كتدفقات لربط المعادن عند درجات حرارة منخفضة. في عملية شراء التدفق ، من المهم الانتباه إلى تكوينه. قد تتكون التدفقات من البورق المكلس وعناصر أخرى.
حتى الآن ، يمكنك العثور على عدد كبير من التدفقات لحام هذا المعدن. تحتاج فقط إلى اختيار أي تركيبة مناسبة لهذا النوع من العمل.
شكرا على ملاحظاتك
يختلف لحام المعادن غير الحديدية اختلافًا كبيرًا عن لحام الفولاذ. المواد غير الحديدية ، كقاعدة عامة ، لها موصلية حرارية أعلى ؛ في الحالة المنصهرة ، تتفاعل بنشاط مع الغازات الموجودة في الهواء الجوي.
للتخلص من العواقب السلبية ، من الضروري إعداد المنتج بعناية للحام واختيار عملية الحصول على اتصال دائم وتنفيذها بشكل صحيح.
تعتبر معدات وتقنيات وتقنيات اللحام الكهربائي للمعادن غير الحديدية محددة تمامًا وتعتمد إلى حد كبير على خصائصها الفيزيائية والميكانيكية.
الجزء الفني أعمال اللحام
تؤثر خصائص النحاس على الجودة
تعتبر تقنية العمل بالنحاس عملية معقدة نوعًا ما. تحدث الصعوبات بسبب الخصائص التالية للمادة:
- سهولة الأكسدة في الحالة المنصهرة ؛
- انخفاض مقاومة معدن اللحام ضد ظهور المسام. تتشكل المسام نتيجة إطلاق بخار الماء وربما الهيدروجين أثناء عملية التبلور ؛
- الموصلية الحرارية العالية Cu ؛
- معامل التمدد الخطي العالي Cu. هذا الرقم هو 1.5 مرة أعلى من الفولاذ.
- زيادة السيولة.
ومع ذلك ، تستخدم منتجات النحاس على نطاق واسع في العديد من الصناعات ، لذلك تم تطوير العديد من الطرق للحام هذه المواد ، بما في ذلك الغاز و.
لحام غاز النحاس
كما غاز وقائييستخدم الأرجون عالي الجودة (GOST 10157-79) أو خليط من الأرجون والهيليوم (50-75٪ أرجون).
في أغلب الأحيان ، يتم إجراء لحام النحاس في المنزل وفي الإنتاج باستخدام قطب كهربائي من التنغستن (غير قابل للاستهلاك).
كمادة مضافة ، يتم استخدام سلك أو فاصل جانبي ضيق ، يتم وضعه في المفصل ، وكذلك استخدام طوق تكنولوجي على أحد الأجزاء المراد لحامها.
يتميز لحام النحاس بالأرجون TIG باستقرار القوس الجيد. يستخدم لحام الأرغون القوسي عند ربط الأجزاء ذات السماكة الصغيرة (حتى 4 مم) وفي الأماكن التي يصعب الوصول إليها.
تقنية اللحام
1. يتم إجراء اللحام بإلكترود التنغستن بتيار مباشر للقطبية المباشرة.
2. يجب توجيه القطب بشكل صارم في مستوى المفصل ، وإمالته للخلف بزاوية 60-80 درجة.
3. في حالة لحام النحاس بسمك يزيد عن 4-5 مم ، يلزم التسخين المسبق إلى 300-400 درجة مئوية.
4. يتم تنظيف سلك القطب وحواف المعدن الأساسي إلى معدن جديد قبل اللحام. يمكن لحام النحاس حتى سمك 5-6 مم بدون حواف تقطيع.
- فجوات الحافة بالملم:
- مع صفائح h تساوي 2 مم - حتى 0.5 ؛
- مع صفائح h تساوي 3 مم - من 0.5 إلى 1 ؛
- مع صفائح h تساوي 4 مم - من 1 إلى 1.5 ؛
- الحالي ، أ:
- مع ح يساوي 2 مم - 100-120A ؛
- مع h يساوي 3 مم - 200-230 أ ؛
- مع ح يساوي 4 مم - 380-400 أ.
- سرعة اللحام بالقوس اليدوي:
- مع المعدن الأساسي h 2 و 4 مم - من 25 إلى 30 م / ساعة ؛
- مع المعدن الأساسي h 4 مم - من 30 إلى 35 م / ساعة.
- استهلاك الأرجون:
- مع ح يساوي 2 مم - من 10 إلى 12 لتر / دقيقة ؛
- مع h يساوي 3 و 4 مم - من 12 إلى 14 لتر / دقيقة.
عند توصيل الأجزاء بسمك 2 إلى 3 مم ، لا يلزم تسخين المعدن الأساسي. توفر تقنية اللحام الكهربائي للنحاس بسمك 4 مم تسخين حتى 300-400 درجة مئوية.
تسمح تقنية العمل مع المعادن غير الحديدية والسبائك باستخدام الأقطاب الكهربائية الاستهلاكية.
عند لحام النحاس بقطب كهربائي من هذا النوع في الأرجون (كما هو الحال في غازات التدريع الأخرى) ، ترتفع درجة حرارة القطرات المعدنية أثناء مرورها عبر فجوة القوس. نتيجة لذلك ، تخضع المادة لأكسدة أقوى بسبب دخول الهواء إلى نفاثة غاز التدريع.
لذلك ، يتم استخدام سبائك النحاس من الدرجات BrKMts3-1 و MNZhKT5-0.2-0.2 كمواد قطب كهربائي. في هذه الحالة ، يختلف معدن اللحام في التركيب عن النحاس النقي ، ولكن مع ذلك ، الخواص الميكانيكيةالمفاصل الملحومة مرضية. وتجدر الإشارة إلى أنه في حالة العمل الساخن باستخدام قطب كهربائي قابل للاستهلاك في الأرجون ، فإن القوس غير مستقر.
يمكن غلي النحاس لحام مختلف، ولكن استخدام لهذا الغرض الغازات الواقية، خامل للنحاس ، يجعل الوصلات الملحومة أكثر موثوقية ومقاومة للتآكل. الغازات المستخدمة هي الأرجون والنيتروجين والهيليوم. لا تتفاعل هذه الغازات مع النحاس.
نظرًا لأن الهليوم غاز باهظ الثمن ، فإن الأرجون والنيتروجين هما الأكثر استخدامًا. يوصى باستخدام مزيج من هذه الغازات بنسبة 3: 1. يتم لحام النحاس بالأرجون إما باستخدام أقطاب كهربائية مستهلكة أو غير قابلة للاستهلاك (التنجستن). يفضل استخدام أقطاب التنغستن ، حيث تخرج اللحامات أنظف وأقوى.
يسمح لك هذا النوع من اللحام بالعمل حتى مع سمك طفيف للمنتج النحاسي. لا يوجد نوع آخر من اللحام قادر على توصيل منتجات بسمك 0.5 مم بشكل موثوق.
سلك حشو
بالنسبة لمنتجات اللحام النحاسية ذات السماكات المختلفة ، يتم استخدام سلك حشو مصنوع من النحاس أو سبائكه. يجب أن يتطابق تكوين المادة المضافة مع تركيبة المعدن الأساسي.
يحمي سلك الحشو موقع اللحام جزئيًا من الأكسجين. للقيام بذلك ، يتم إدخال مزيلات التأكسد المختلفة في تكوين السلك ، على سبيل المثال ، المنغنيز ، القادر على ربط الأكسجين.
يمكنك بالطبع استخدام سلك يحتوي على شوائب أرضية نادرة. هذه المادة المضافة تحيد الأكسجين تمامًا وتتم إزالتها تمامًا من التماس. لكن استخدامه مكلف للغاية.
تحضير السطح قبل اللحام بالأرجون
يتطلب لحام أجزاء النحاس باستخدام الأرجون العمل التحضيري. هذا ينطبق على حواف المنتجات الملحومة. إذا تجاوز سمك النحاس 5 مم ، فبدون  التحضير ، سيكون من الصعب جدًا تسخين سمك المعدن بالكامل. تسمى عملية تحضير الحواف القطع. علاوة على ذلك ، إذا كان سمك المعدن لا يتجاوز 12 مم ، يتم إجراء القطع من جانب واحد. مع سمك أكبر ، من الضروري القطع على الوجهين. لقص الحواف ، استخدم ملفًا أو ورق صنفرة أو مطحنة.
التحضير ، سيكون من الصعب جدًا تسخين سمك المعدن بالكامل. تسمى عملية تحضير الحواف القطع. علاوة على ذلك ، إذا كان سمك المعدن لا يتجاوز 12 مم ، يتم إجراء القطع من جانب واحد. مع سمك أكبر ، من الضروري القطع على الوجهين. لقص الحواف ، استخدم ملفًا أو ورق صنفرة أو مطحنة.
يتم القطع إلى معدن "طازج". يخضع سلك الحشو لنفس المعاملة. إذا كانت أسطح الأجزاء ملوثة ، فيجب تنظيفها بقطعة قماش مبللة بالأسيتون أو بعض المذيبات الأخرى قبل المعالجة الآلية.
إجراء أعمال اللحام
لحام الأرجون بالنحاس أقطاب كهربائية غير قابلة للاستهلاكينتج عن طريق التيار المباشر ، مع قطبية مباشرة. يتم وضع القطب في مستوى خط التماس ، مع ميل للخلف يبلغ حوالي 70 درجة. عندما يتجاوز سمك المنتجات المراد لحامها 5 مم ، يتم استخدام التسخين المسبق للمنتجات إلى درجة حرارة حوالي 300-500 درجة لتحسين جودة اللحام.
كلما زادت كتلة المنتجات ، زادت الحاجة إلى التدفئة.
ضع في اعتبارك الموصلية الحرارية العالية للنحاس. يطلق المعدن الحرارة بسرعة كبيرة ، لذلك يجب أن يكون العمل سريعًا بدرجة كافية.
إذا كان سمك الجزء أقل من 4 مم ، فيمكنك الاستغناء عن سلك حشو عن طريق شفة الجزء. إذا تم استخدام سلك حشو ، فمن المستحسن أن تكون نقطة انصهاره أقل قليلاً من نقطة انصهار الأجزاء المراد لحامها.
نظرًا لأن قوة النحاس وليونة تنخفض مع ارتفاع درجة الحرارة فوق 200 درجة ، يمكن أن تظهر تشققات على سطح اللحامات. لذلك ، لا ينصح بإصلاح المنتجات النحاسية بشكل صارم. أيضًا ، لا ينصح الخبراء بغلي اللحامات في تمريرين ، مما قد يؤدي إلى تدهور جودة التماس الأولي.
لحام النحاس بالأرجون. الفيديو في نهاية المقال المقترح هو تعليمات مفصلة لتنفيذ العمل باستخدام لحام بقوس الأرجون. يضمن هذا اللحام تشكيل خط عالي الجودة وموثوق. تحدد كمية الشوائب المختلفة الموجودة في المادة التي يتم لحامها ، أي النحاس ، الطريقة المباشرة للانضمام إلى الهيكل. على سبيل المثال ، يتم استخدام سلك حشو وأقطاب التنغستن في لحام النحاس النقي. أرجون بيئة واقيةيجعل من الممكن تقليل تفريغ القوس ، وهذا مهم للغاية للهياكل الرقيقة.
كيف يتم لحام النحاس بالأرجون - القواعد الأساسية.
يستخدم لحام القوس بالأرجون على نطاق واسع لتصنيع الهياكل النحاسية الملحومة. للحصول على درز عالي الجودة ، من المستحسن استخدام غازات التدريع ، من بينها أفضل الخصائص هي الأرجون عالي الجودة ، أو خليط من الهيليوم والأرجون (الأخير بنسبة 50-75 في المائة على الأقل). في المنزل ، غالبًا ما يتم لحام النحاس باستخدام قطب كهربائي من التنجستن. يعمل الفاصل الجانبي الضيق أو السلك الذي يتم وضعه من طرف إلى طرف بشكل مثالي كمادة مضافة. يتميز لحام الأرجون بالنحاس مع قطب التنغستن غير القابل للاستهلاك باستقرار القوس الممتاز. يستخدم هذا النوع من اللحام عند توصيل عناصر رفيعة (حتى أربعة ملليمترات) أو في أماكن يصعب الوصول إليها.
يمكن لحام الأجزاء النحاسية التي يصل سمكها إلى ستة ملليمترات دون قطع حواف. إذا كان سمك الفراغات النحاسية يتراوح من 2 إلى 3 مليمترات ، فلن يحتاج المعدن الأساسي إلى التسخين. تقنية لحام الأرجونيجب تسخين النحاس ، الذي يتجاوز سمكه أربعة ملليمترات ، حتى 400 درجة مئوية. تسمح تقنية لحام المعادن غير الحديدية (بما في ذلك النحاس) باستخدام الأقطاب الكهربائية الاستهلاكية.
كيف يتم لحام النحاس في المنزل - مبدأ اللحام.
عادة في المنزل هناك حاجة إلى لحام الأجزاء النحاسية عند تركيب أنابيب المياه أو أنظمة التدفئة. يعتبر النحاس مادة ممتازة لأنابيب المياه ، نظرًا لأن المادة لها سطح أملس ومسطح ، فهي غير عرضة للتآكل ، وتوفر تدفقًا كافيًا للمياه ، ولا تحتوي على مواد ضارة ، ولا تتكاثر بالرواسب المختلفة ، ولها أيضًا خصائص ممتازة مبيدة للجراثيم . يمكن أن تستمر السباكة النحاسية لأكثر من خمسين عامًا. ومع ذلك ، فإن تقنية اللحام بالنحاس هي عملية معقدة للغاية.
لحام النحاس بالمنزل بطريقة الغاز.
إذا اتبعت كل شيء ، فسيتم لحام النحاس تمامًا اسطوانات الغازمليئة بالأسيتيلين. بعد القيام اللحام الصحيحوتزوير التماس ، يتم الحصول على اتصال عالي الجودة. حد القوة اللحامفي حين أنها تساوي 17-22 كيلوغرام ثقلي لكل مليمتر مربع. نظرًا لأن النحاس له موصلية حرارية عالية إلى حد ما (خمسة أضعاف الموصلية الحرارية للحديد) ، فمن الضروري استخدام شعلة ذات طاقة متزايدة للحام. يجب طهي الركام السميك جدًا باستخدام شعلتين.
لتقليل إزالة الحرارة السفلية والعلوية ، من المستحسن وضع المادة المراد لحامها بألواح الأسبستوس. عند لحام النحاس في المنزل ، يوصى باستخدام لهب مختزل ، لأن جوهره موجه نحو الحواف المعدنية بزاوية قائمة تقريبًا. لتقليل تكوين أكسيد النحاس ، ولمنع تكون الشقوق الساخنة ، من الضروري إدخال اللحام في أسرع وقت ممكن ، دون انقطاع. تذكر أن تحافظ على اللهب أثناء العمل.
من الضروري توزيع الحرارة أثناء اللحام بحيث يذوب السلك قبل الحواف النحاسية. في هذه الحالة ، سيتم توجيه مادة الحشو إلى حواف الانصهار. يجب أن يتم تنفيذ الحافة المائلة للصفائح ، التي يزيد سمكها عن ثلاثة ملليمترات ، عند 45 درجة. قبل اللحام مباشرة ، يجب تنظيف الحواف حتى لمعان ساطع أو مخلل بمحلول نيتروجين وشطفها بالماء.
"Aurora 180" - عاكس نصف أوتوماتيكي. لحام الألمنيوم والنحاس باستخدام هذه الآلة.
جهاز "Aurora 180" مخصص للقوس ، لحام ميكانيكيعن طريق قطب كهربائي (أو سلك) قابل للاستهلاك في غاز واقي نشط أو خامل. في هذه الحالة ، يتم تغذية سلك الحشو تلقائيًا. يتم تنفيذ الجهاز شبه التلقائي على أحدث تقنيات العاكس. ال آلة لحامتتميز بعملية موثوقة ومستقرة وفعالة للغاية ، عند اللحام ، فإنها تنتج مستوى منخفضالضوضاء. يمكنك استخدام "Aurora 180" للحام:
- الفولاذ المقاوم للصدأ والكربون ،
- سبائك الصلب المختلفة
- الألمنيوم والنحاس
لحام الأرغون بالنحاس هو أكثر أنواع اللحام كفاءة لسبائك النحاس.
يجب على كل محب لتشغيل المعادن التعامل مع منتجات اللحام واللحام النحاسية. اليوم سننظر في كيفية لحام النحاس بالأرجون!
يستخدم النحاس وسبائكه (البرونز والنيكل) في العديد من الصناعات بسبب التوصيل الكهربائي والحراري ومقاومة التآكل. درجة انصهار المادة 1083 درجة مئوية. الموصلية الحرارية للنحاس النقي أعلى مرتين من تلك الخاصة بالألمنيوم ، لذلك ، عند اللحام بالأرجون ، فإن التسخين الجيد للمعدن ضروري.
لكن الموصلية الحرارية سبائك النحاسأصغر بالفعل ، مما يعني أنه ليست هناك حاجة لزيادة التسخين.
ينقسم النحاس والسبائك إلى عدة درجات. للحصول على الجودة وصلة ملحومة، من الأفضل استخدام نحاس منزوع الأكسجين أو خالي من الأكسجين ، فلديهم القليل من الأكسجين.
يتم عرض تركيبات الحشو الرئيسية لحام النحاس بالأرجون في الجدول.
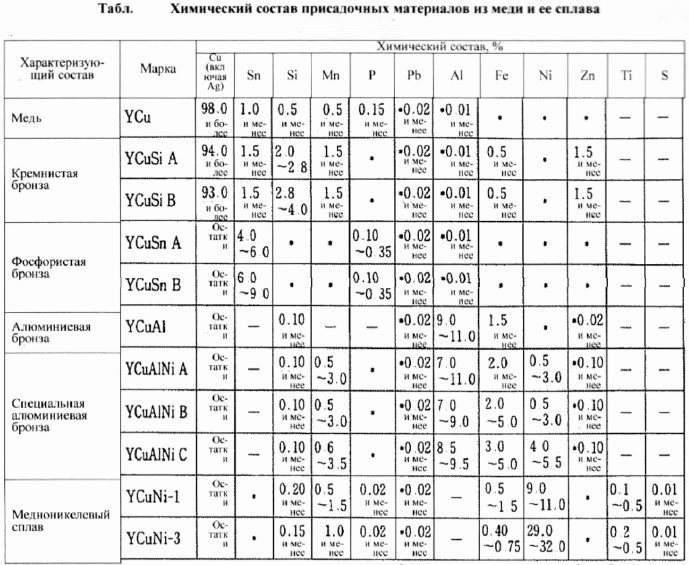
ولكن من الناحية العملية ، عادةً ما يتم استخدام معادن متشابهة في التركيب (والتي يمكن العثور عليها في ورشة العمل المنزلية).
أيضًا ، من أجل صهر المعادن ودمجها بشكل أفضل ، يتم استخدام قضبان بطبقة رقيقة من طبقة التدفق.
تحضير المواد (التنظيف)
لا يمكن إجراء لحام النحاس بالأرجون بدون تنظيف شامل للمادة. يتم أخذ أي أداة جلخ وتنظيف المنطقة الملحومة حتى تتألق. علاوة على ذلك ، بمساعدة أي مذيب ، يتم إزالة الشحوم من المادة.

تحضير المواد هو إجراء مهم
اتبع نهجًا مسؤولاً لتنظيف المنتجات النحاسية - فهذا يؤثر على جودة الاتصال.
لتجنب العيوب (عدم الانصهار ، شوائب الخبث) ، قم بتسخين المادة إلى درجة حرارة 350-600 درجة مئوية. يعتمد اختلاف درجة الحرارة على المعدن الأساسي والحشو والأخدود. تحددها الخبرة.
فيديو:كيفية تحضير صدع في مشعاع غاز نحاسي للحام.
اللحام بالأرجون (وضع TIG)
هذه التكنولوجيا ، وفقًا لما قاله عمال اللحام ، هي الأفضل ، اللحامات أنيقة ودائمة. يتم لحام النحاس بالأرجون باستخدام قطب كهربائي التنغستن الحالي المباشر. ولكن باستخدام سبيكة من البرونز الألومنيوم ، من الأفضل إجراء اتصال بالتيار المتردد.
يتم تحديد الإعدادات الحالية للجهاز اعتمادًا على سمك المنتج وقطر القطب. طاولة للمساعدة:
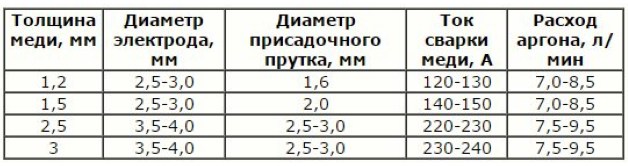
بالإضافة إلى الأرجون ، يمكن استخدام النيتروجين والهيليوم ومخاليطهم في تكوين الغازات الواقية. كل هذه الغازات لها مزاياها وعيوبها. لكن الأرجون لا يزال أكثر طلبًا على اللحام.
يتم اختيار قضبان الحشو وفقًا لتكوين المادة. ولكن عادة ، في ورشة العمل المنزلية ، يتم استخدام الأسلاك النحاسية ، المستخرجة من الكابلات الكهربائية أو المحولات. في السابق ، يتم تنظيف الوريد النحاسي من الورنيش بورق الصنفرة وإزالة الشحوم بمذيب.
إنه لأمر جيد أن يكون لسلك الحشو المستخرج نقطة انصهار أقل من المنتج المعد للحام.
بعض النصائح من عمال اللحام المخضرمين:
- ضع المادة المضافة دائمًا أمام الموقد ؛
- يمكن إجراء اللحام بالأرجون للنحاس السميك بدون سلك حشو ؛
- يوصى بتدوير الموقد في شكل متعرج لضمان التصاق أفضل للمعدن ؛
- مادة رقيقة ، بحيث لا توجد حروق ، من الضروري الطهي مع طبقات قصيرة مع فترات انقطاع ؛
- إذا كان الجهاز لا يحتوي على وظيفة "ملء الحفرة" ، فيجب سحب الموقد تدريجيًا (إطالة القوس) ؛
- يتم إجراء اللحام بالأرجون في الوضع الرأسي والأفقي للتماس.
فيديو:التسخين والترابط النحاسي.
لحام الأنابيب النحاسية
عند توصيل الأنابيب النحاسية بالأرجون ، يتم ضبط التيار على قيمة صغيرة. يتم اللحام ببطء ، في قطع منفصلة من التماس ، مع تداخل لا يقل عن 1/3. يتم دفع سلك الحشو جانبًا بواسطة الحركات الجانبية للشعلة. المبدأ بسيط.



