درز اللحام شبه الأوتوماتيكي: أسرار الحرفية
يشير اللحام إلى عملية التوصيل الدائم المنتجات المعدنيةعن طريق تسخينها محليًا إلى حالة منصهرة أو فطيرة (بلاستيكية) (بدون أو باستخدام القوة الميكانيكية).
عملية اللحام المعدنية الأكثر شيوعًا هي لحام القوس، حيث يتم استخدام التأثير الحراري للقوس الفولتية للصهر المحلي للمنتجات الملحومة.
اللحام بالغازيتم استخدامه بشكل أساسي لربط المواد ذات الألواح الرقيقة والأنابيب رقيقة الجدران وكذلك في أعمال الإصلاح.
الوصلات الملحومة عبارة عن مجموعة من الأجزاء المتصلة بواسطة لحام. وهي مقسمة إلى الأنواع التالية (الشكل 11.1):
أ) بعقب ب) الزاوية. ج) نقطة الإنطلاق. د) التداخل.
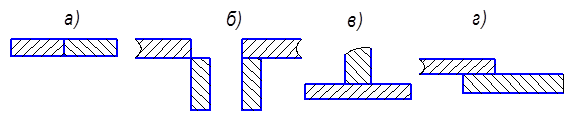
أرز. 11.1. أنواع وصلات ملحومة
اللحامات
اللحام هو معدن يتصاعد بعد الذوبان والتوصيل الأجزاء الملحومة. وهي مقسمة حسب طول التماس ، والموضع في الفضاء ، والشكل الخارجي للدرز ، وعدد الممرات ، وطبيعة التماس ، وشكل الحواف المعدة.
![]() أرز. ١١.٢ المشاهدات اللحامات
أرز. ١١.٢ المشاهدات اللحامات
في الطول ، يمكن أن تكون اللحامات مستمرة (الشكل 11.2) ومتقطعة (الشكل 11.3). تنقسم اللحامات المتقطعة إلى: أ) نقطة الإنطلاق ؛ ب) التداخل. ج) من جانب واحد. د) سلسلة. ه) الشطرنج. يبلغ طول المقطع الملحوم من التماس المتقطع 20-60 مم (أو يتم تحديده عن طريق الحساب). يتم تحديد المسافة ، أو خطوة التماس المتقطع ، من GOST المقابل أو محسوبة.
أرز. 11.3. أنواع اللحامات
حسب الموضع في الفضاء ، تنقسم اللحامات إلى سفلي وعمودي وأفقي وسقف (الشكل 11.4). تصنع اللحامات السفلية على الأسطح الأفقية والأفقية والعمودية - على الرأسي (أفقيًا ورأسيًا) ، والسقف - أسفل المنتج.
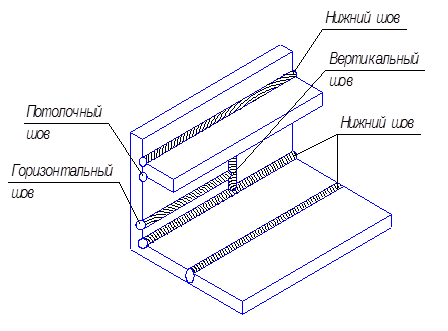
أرز. 11.4. الموقع المكاني للحامات.
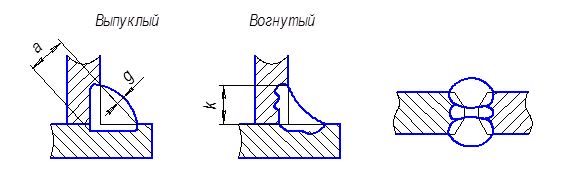
حسب الشكل الخارجي ، تنقسم اللحامات إلى طبقات محدبة ومقعرة. التماس المحدب ، الذي يزيد ارتفاعه مقارنةً بالخط المحسوب ، يسمى مقوى ، والخط المقعر خفيف الوزن (الشكل 11.5).
للزاوية و المفاصل المحملة، بالإضافة إلى المفاصل المتداخلة ، فإن الحجم المميز هو حجم الساق المقطع العرضيالتماس المشار إليه في الشكل. 11.5 حرف K.
وفقًا لعدد التمريرات ، يتم تقسيم اللحامات إلى ممر واحد أو متعدد ، اعتمادًا على عدد ممرات قوس اللحام (الشكل 11.6).
تعتمد طبيعة خط اللحام على سمك الأجزاء المراد لحامها والظروف الفنية للحام ويمكن أن تكون من جانب واحد أو من جانبين. يعتمد شكل إعداد الحواف على سمك الأجزاء المراد لحامها وموضع التماس في الفضاء والبيانات الأخرى. لضمان الاختراق في اللحام اليدويوتشكيل خط التماس في اللحام الآليإجراء شطف الحافة. يتم تحديد زاوية الانحدار وفقًا للمعيار ذي الصلة.
المفصل الملحوم هو عنصر من عناصر الهيكل الملحوم المكون من اثنين
أو عدة أجزاء هيكلية ولحام يربط هذه الأجزاء.
يحدد GOST 5264-80 الأنواع الرئيسية والعناصر الهيكلية
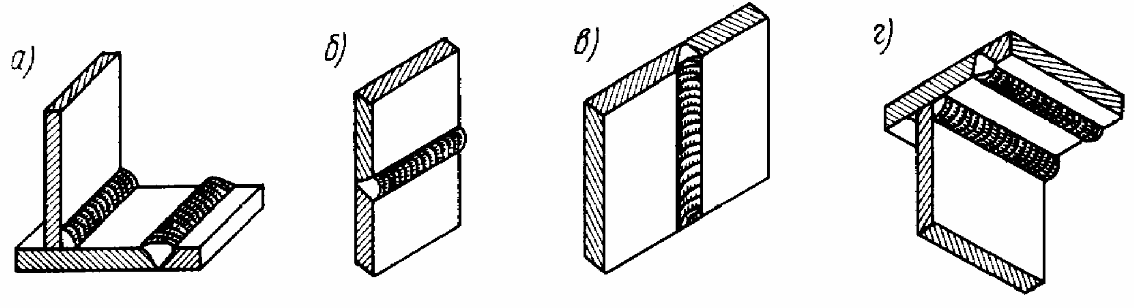
الوصلات الملحومة من الفولاذ ، وكذلك السبائك على قواعد الحديد والنيكل والنيكل ، والتي يتم إجراؤها بواسطة اللحام القوسي اليدوي قطب كهربائيبسمك المعدن الملحوم يصل إلى 175 مم. يتم توفير مفاصل بعقب ، ولفة ، ونقطة الإنطلاق ، والزاوية. مفاصل بعقب (الشكل 1 ، أ ... ج) هي أكثر الوصلات الملحومة شيوعًا ، حيث توجد نهايات أو حواف الأجزاء المراد ربطها بحيث يكون سطح أحد الأجزاء امتدادًا لسطح آخر جزء. يتم استخدام وصلات بعقب بدون شطبة من الحواف الملحومة عند ربط صفائح يصل سمكها إلى 12 مم.
تقطع حواف الألواح بزاوية قائمة على مستوى الورقة ، وأثناء اللحام توضع بفجوة 1 ... 2 مم. الألواح التي يصل سمكها إلى 4 مم ملحومة بحافة من جانب واحد ؛ 2 ... 12 مم - خط التماس ثنائي.
الصورة 1. مفاصل بعقب.
تستخدم الوصلات ذات الأخدود V في اللحام
سمك المعدن 3 ... 60 ملم. في هذه الحالة ، يمكن أن تكون حواف القطع من جانب واحد أو وجهين.
بالنسبة لسمك المعدن في حدود 15 ... 100 مم ، يكون الأخدود على شكل V منحنيًا
شطبة خطية لإحدى الحافتين أو كلاهما. مفاصل بعقب مع شكل X و K.
يتم استخدام قطع الحواف عند لحام المعدن بسمك 8 ... 175 مم.
يتم توفير وصلات اللف (الشكل 1 ، د) للمعادن ذات السماكة
2 ... 60 ملم ، تستخدم في صناعة مختلف بناء الهياكل- أعمدة ، صواري ، دعامات ، إلخ.
الألواح ملحومة على كلا الجانبين لمنع الرطوبة من دخول الفجوة
بين الصفائح المراد لحامها.
مفاصل الإنطلاق - المفاصل (الشكل 1 ، هـ) التي تنتهي فيها واحدة
عنصر يجاور سطح عنصر آخر من الهيكل الملحوم تحته
بعض الزوايا (غالبًا بزاوية قائمة). يتم استخدامها للمعادن بسمك 2 ...
120 ملم. حسب الغرض من التوصيل وسماكة العناصر المعدنية
البناء ، يمكن إجراء اللحام بدون شطبة ، مع شطبة من جانب واحد أو وجهين لحواف عناصر التوصيل. لاستقبال التماس دائمالفجوة بين العناصر الملحومة 2 ... 3 مم.
وصلات الزاوية(الشكل 1 ، هـ) يتم تنفيذها في موقع اللحام
العناصر بزاوية صحيحة أو اعتباطية ، ويتم اللحام على طول الحواف
هذه العناصر على جانب واحد أو كلا الجانبين. تستخدم وصلات الزاوية عند لحام العديد من المنتجات على شكل صندوق ، والخزانات والحاويات المصنوعة من المعدن بسمك 1 ... 100 مم.
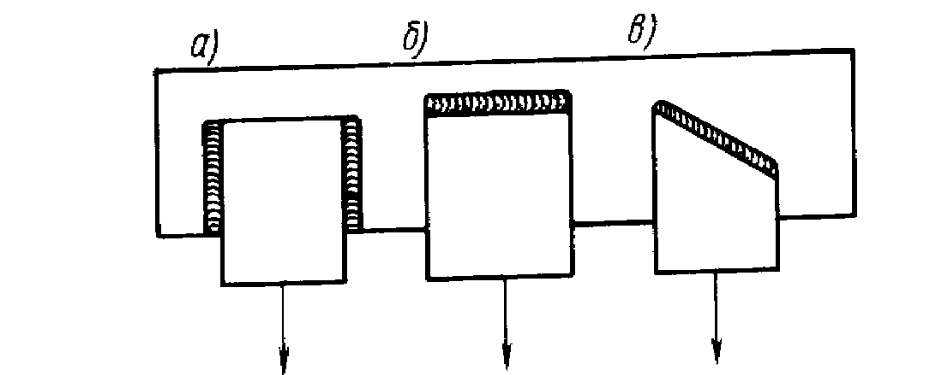
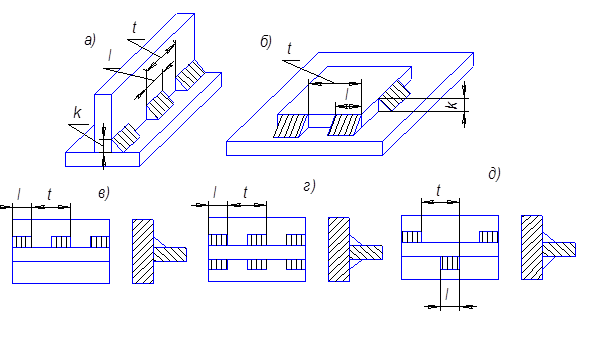
الشكل 2. تصنيف اللحامات حسب الموضع بالنسبة إلى
جهد نشط.
يتم تقسيم اللحامات وفقًا للمعايير التالية: حسب الموقع
بالنسبة للجهد الحالي - على الخاصرة (الشكل 2 ، أ) ، أمامي (الشكل 2.6) و
مائل (الشكل 2 ب) ؛ حسب الموضع في الفضاء - إلى الأسفل (الشكل 3 ، أ) ، أفقي
(الشكل 3.6) ، عمودي (الشكل 3 ، ب) والسقف (الشكل 3 ، د) ؛ في شكل خارجي
محدب (الشكل 4 ، أ) ، عادي (الشكل 4.6) ومقعر (الشكل 4 ، ج) ؛ حسب الطول - ب
مستمر أو مستمر ومتقطع
الشكل 3. تصنيف اللحامات حسب الموقع في الفضاء.
الشكل 4. تصنيف اللحامات حسب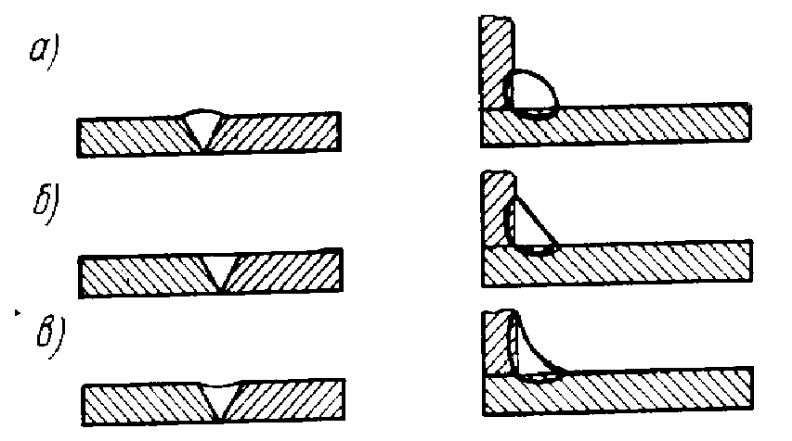
شكل خارجي.
تكنولوجيا إجراء عمليات اللحام.اختيار طريقة اللحام وتقنية عمل اللحامات
وضع اللحام عبارة عن مجموعة من المعلمات التي تحدد عملية اللحام: نوع التيار وقطر القطب والجهد والقيمة تيار اللحام، وسرعة حركة القطب على طول خط التماس ، إلخ.
المعلمات الرئيسية لوضع اللحام بالقوس اليدوي هي القطر
القطب الكهربائي ولحام التيار. يتم تحديد المعلمات المتبقية اعتمادًا على العلامة التجارية للإلكترود ، وموضع اللحام الملحوم في الفضاء ، ونوع المعدات ، وما إلى ذلك.
يتم ضبط قطر القطب وفقًا لسمك الحواف المراد لحامها ،
نوع المفصل الملحوم وأبعاد اللحام. لمفاصل المؤخرة مقبولة
الحواف المراد لحامها:
عند عمل مفاصل الزاوية والمفاصل ، ضع في الاعتبار الحجم
ساق التماس. مع ساق من التماس 3 ... 5 مم ، يتم إجراء اللحام بقطب كهربائي يبلغ قطره 3 ... 4 مم ؛
بساق 6 ... 8 مم ، يتم استخدام أقطاب كهربائية بقطر 4 ... 5 مم. في اللحام متعدد التمريرات للوصلات التناكبية ، يتم تنفيذ التمريرة الأولى بقطب لا يزيد قطره عن 4 مم. هذا ضروري للاختراق الجيد لجذر التماس في عمق الأخدود.
وفقًا لقطر القطب المختار ، يتم تحديد قيمة تيار اللحام.
عادة ، لكل علامة تجارية من الأقطاب الكهربائية ، يشار إلى القيمة الحالية على ملصق المصنع ، ولكن
يمكن أيضًا تحديده من خلال الصيغ التالية:
حيث أنا قيمة تيار اللحام ، أ ؛ قطر دي القطب ، مم.
يتم تصحيح القيمة التي تم الحصول عليها لتيار اللحام ، مع مراعاة سمك المعدن و
موقف اللحام. عندما يكون سمك الحافة أقل من (1.3 ... 1.6) دي ، يتم حسابه
يتم تقليل قيمة تيار اللحام بنسبة 10 ... 15٪ ، بسماكة حافة> 3 دي ، -
زيادة بنسبة 10 ... 15٪. اللحام العمودي و طبقات السقفنفذ
تيار اللحام ، مخفض بنسبة 10 ... 15٪ مقابل التيار المحسوب.
يتم تحفيز قوس اللحام في خطوتين. يمكنك لمس ملحومة
المنتج بنهاية القطب الكهربي ، ثم أبعد القطب عن سطح المنتج بمقدار 3 ... 4 مم ،
الحفاظ على احتراق القوس المتشكل. من الممكن أيضًا لمس قطعة العمل المراد لحامها بحركة جانبية سريعة ثم تحريك القطب بعيدًا عن سطح قطعة العمل إلى نفس المسافة (وفقًا لطريقة ضرب المطابقة). يجب أن تكون لمسة القطب الكهربائي للمنتج قصيرة الأجل ، وإلا فسيتم لحامها بالمنتج ، أي "التجميد". لتمزيق القطب "المجمد" يجب تحويله بحدة إلى اليمين واليسار.
يؤثر طول القوس بشكل كبير على جودة اللحام. القوس القصير يحترق بشكل مطرد
وبهدوء. يوفر خط التماس جودة عالية، لأن المعدن المنصهر للقطب الكهربي يمر بسرعة عبر فجوة القوس ويكون أقل عرضة للأكسدة والنترة. لكن القوس القصير جدًا يتسبب في "تجميد" القطب ، وانقطاع القوس ، وتعطل عملية اللحام. قوس طويل يحترق بشكل غير مستقر مع صفير مميز. عمق الاختراق غير كاف ،
يتم رش المعدن المنصهر للقطب الكهربائي ويتأكسد ونتريد.
اللحام عديم الشكل ، ويحتوي معدن اللحام على كمية كبيرة من الأكاسيد.
يجب أن تسعى طبقات اللحام جاهدة ليتم إجراؤها في الموضع السفلي ، حيث يكون معظمها الظروف المواتيةلدرزات ذات نوعية جيدة.
هذا يرجع إلى حقيقة أن المعدن المنصهر للقطب الكهربائي ينتقل إلى البركة في اتجاه الجاذبية ، وسطح حوض اللحام في وضع أفقي. بالإضافة إلى ذلك ، في الموضع السفلي ، يكون من الأنسب للعامل إجراء اللحام ، ومن السهل مراقبة العملية.
ترجع جودة الوصلات الملحومة بدون حواف مشطوفة إلى الاختيار الصحيح لقطر القطب الكهربائي والتيار. يتم لحام الوصلات ذات الأخدود على شكل حرف U ، اعتمادًا على سمك المعدن ، بطبقة واحدة أو طبقات متعددة. على التين. يوضح الشكل 44 مكان إثارة القوس وحركة نهاية القطب أثناء اللحام في ممر واحد من المفصل مع أخدود على شكل حرف V من الحواف (في المنتجات الهامة ، يكون القوس متحمسًا فقط على الحواف). على الحواف المائلة للشطبة ، يتم إبطاء حركة القوس للحصول على الاختراق اللازم ، وعند جذر التماس يتم تسريعها لتجنب الاحتراق. بالنسبة للمنتجات التي يمكن الوصول إلى اللحام فيها من جانبين ، يتم تطبيق خط اللحام الخلفي على الجانب الخلفي ، بعد تنظيف جذر التماس مسبقًا من المعدن والأزيز والخبث.
أرز. الشكل 44: إثارة القوس ومسار حركة نهاية القطب أثناء اللحام في مسار واحد من المفصل باستخدام أخدود V
أرز. 45. إجراء الخياطة في اللحام متعدد الطبقات
على التين. 45 رقمًا توضح ترتيب الخياطة في اللحام متعدد الطبقات. لا يختلف لحام X-groove عن لحام C-groove. للحصول على لحام عالي الجودة في اللحام متعدد الطبقات ، يجب ألا يتجاوز سمك الطبقة الأساسية 4-5 مم. في هذه الحالة ، يذوب المعدن الموجود في الطبقة الأساسية جيدًا ويصلب. عادةً ما ترتبط منطقة المقطع العرضي F للطبقة المترسبة بقطر القطب المستخدم.
يجب أيضًا لحام شرائح اللحامات في الموضع السفلي. هذه الطريقة تسمى اللحام "القارب" (الشكل 46).
أرز. 46. لحام القارب
أرز. 47. اللحام قطع شرائح اللحمه
القطب المعدني المنصهر عند اللحام طبقات عموديةإلى الحمام في اتجاه عمودي على قوة الجاذبية. لذلك ، لا يمكن الحصول على التماس عالي الجودة إلا من خلال حوض لحام صغير. اللحامات العمودية ملحومة بقوس أقصر ، ثم بفعل القوى التوتر السطحيبين معدن الحمام المنصهر وقطرة من معدن القطب هناك جاذبية متبادلة. عندما يمر معدن القطب في حوض اللحام ، تزداد كمية المعدن السائل فيه ، ويمكن أن يتسرب المعدن تحت تأثير الجاذبية. لتجنب ذلك ، يجب سحب القطب بسرعة لأعلى أو إلى الجانب حتى يتصلب المعدن. على التين. يوضح الشكل 49 مواضع القطب في اللحظات الفردية للحام التماس الرأسي. يتم إجراء اللحامات الرأسية ، كقاعدة عامة ، من الأسفل إلى الأعلى. الحفرة المتكونة في بداية اللحام ستحتفظ بقطرات المعدن المنصهر. يمكن إمالة القطب لأعلى أو لأسفل. عندما يميل القطب إلى أسفل ، يكون من السهل على العامل مراقبة عملية اللحام. عادة ما يستخدم اللحام من أعلى إلى أسفل للصفائح المعدنية الرقيقة. يكون القوس في هذه الحالة متحمسًا عندما يكون الإلكترود عموديًا على السطح المراد لحامه ، وبعد تكوين قطرة من المعدن ، ينحرف القطب إلى أسفل ، مما يمنع المعدن المنصهر من التنقيط بقوس قصير (الشكل 50).
أرز. 49. مواضع (أ ، ب ، ج) من القطب عند لحام خط اللحام الرأسي من الأسفل إلى الأعلى
اللحامات الأفقية أكثر صعوبة في اللحام من اللحامات العمودية. لمنع تصريف المعدن المنصهر ، لا تكون الحواف الموجودة على الصفيحة السفلية مشطوفة. للغرض نفسه ، يبدأ اللحام عند حافة الصفيحة السفلية ، ثم يغلي جذر الأخدود ، وبعد ذلك يتم نقل القوس إلى حافة الصفيحة العلوية (الشكل 51). ترتيب اللحام التماس الأفقيمع قطع على شكل حرف F في الشكل. 52. لحام اللحامات الرأسية والأفقية ، يتم تقليل التيار بنسبة 10-20٪ مقارنة باللحام في الموضع السفلي.
تعتبر طبقات السقف أكثر صعوبة من جميع الطبقات الأخرى ، حيث يميل المعدن المنصهر باستمرار إلى التدفق من حوض اللحام. يتطلب هذا الظرف من عامل اللحام الحفاظ على أقصر قوس ممكن أثناء عملية اللحام بأكملها. مراحل نقل السقوط من القطب إلى حوض اللحام في لحام السقفهو مبين في الشكل. 53. يجب أن يكون ميل القطب إلى اتجاه اللحام 10-15 درجة (0.17-0.25 راد). يوصى باستخدام الأقطاب الكهربائية ذات الطلاء المقاوم للحرارة. يتأخر الانصهار إلى حد ما عن قضيب الإلكترود ، ويشكل الطلاء غمدًا في نهاية القطب ، مما يوفر نقلًا أكثر توجيهًا للمعادن ، وبالتالي يسهل عملية اللحام. عند وصلات اللحام بالسقف ، يتم تقليل التيار بنسبة 20-25٪ مقارنة باللحام في الموضع السفلي.
أرز. 50. اللحامات الرأسية اللحام من أعلى إلى أسفل
أرز. 52. حركة القطب عند لحام خط أفقي
لحام الصفائح المعدنية. يجب أن يتم لحام المعدن بسمك 1.5-3 مم العاصمة عكس القطبية. على ال التيار المتناوباللحام ممكن فقط باستخدام المذبذبات. يتم إجراء اللحام بإغلاق قوس دوري من خلال القطرات المنصهرة من القطب الكهربائي. يتم صهر المعدن الأساسي إلى العمق الكامل وحتى يتدفق قليلاً إلى الجانب الخلفي.
درزات اللحام بأطوال وسماكات مختلفة. حسب الطول ، تنقسم اللحامات إلى قصيرة (حتى 300 مم) ومتوسطة الطول (300-1000 مم) وطويلة (أكثر من 1000 مم). اللحامات القصيرة ملحومة من البداية إلى النهاية في اتجاه واحد. اللحامات ذات الطول المتوسط ملحومة في أقسام (1-6) من المنتصف إلى نهايات التماس أو بطريقة الخطوة العكسية (الشكل 54). يتم تحديد طول الأقسام بحيث يمكن لحام كل منها بعدد صحيح من الأقطاب الكهربائية. بالنسبة للدرزات الطويلة ، يتم أيضًا استخدام طريقة الخطوة العكسية 1L1H ، مما يجعل من الممكن إذابة المقاطع الأولية للدرزات جيدًا وتقليل التواء المنتج.
أرز. 51. مواضع (1 ، 2 ، 3) من القطب عند لحام خط أفقي
أرز. 53. مخطط نقل القطرات المعدنية أثناء لحام السقف
أرز. 54. درزات اللحام متوسطة الطول
أ - أقسام من المنتصف إلى الأطراف ؛ ب - في خطوة عكسية
أرز. 55. لحام "منزلق"
للتراكب طبقات طويلةتستخدم السماكات الكبيرة طريقة اللحام "الشريحة" أو "الشلال". عند اللحام باستخدام "شريحة" (الشكل 55) ، في مقطع بطول 200-300 مم ، يتم تطبيق الطبقة الأولى من خط اللحام في المنتصف. بعد ذلك ، مع تراجع 200-300 مم من بدايتها ، قم بلحام هذا الجزء إلى بداية الطبقة الأولى ، وقم بتغطية الطبقة الأولى وإنهاء اللحام على مسافة 200-300 مم من نهاية الطبقة الأولى. يتم ترتيب جميع الطبقات اللاحقة بنفس الترتيب حتى تصل إحداها إلى سماكة التماس المحسوبة. بعد ذلك ، يتم لحام الأجزاء الأقصر بالفعل في المناطق التي لا تحتوي بعد على سمك التماس المحسوب. عند اللحام في سلسلة ، يتم وضع قطعة من الطبقة الأولى بطول 200-300 مم في نهاية اللحام. بعد ذلك ، يتم إجراء اللحام في تسلسل مماثل للحام باستخدام "شريحة".



