كيفية لحام الأنابيب الجانبية. طرق لحام الأنابيب الجانبية المعدنية
قبل وصف التكنولوجيا ، من الضروري فهم طرق لحام الأنابيب الموجودة في الظروف الحديثة.
أنواع الوصلات الملحومة للأنابيب وأجزاء خطوط الأنابيب.
خطوط الأنابيب ملحومة بعقب ويمكن استخدامها لتزويد الغاز والسوائل. تعمل في درجات حرارة وضغوط مختلفة للتدفئة. رئيسي العناصر الهيكليةوأنواع الوصلات الملحومة تم إنشاؤها بواسطة GOST 16038-80 للنحاس والنيكل والنحاس ، GOST 16037-80 لخطوط الأنابيب الفولاذية. تم تحديد هذه الوصلات في GOST 5264-80 U1 ، ويمكن العثور عليها في أعمدة فولاذية وعوارض وخزانات ودعامات. تم العثور على توزيع خاص في هياكل بناء الآلات والغلايات والخزانات وخطوط الأنابيب.
يجب عمل الوصلات الملحومة بزوايا حادة ومنفرجة وفقًا لـ GOST 11534-75.
تحدد هذه المواصفة القياسية العناصر الهيكلية الرئيسية وأنواع وأبعاد الوصلات الملحومة في السبائك المنخفضة و الفولاذ الكربوني، والتي يتم إجراؤها عن طريق اللحام الكهربائي القابل للاستهلاك بسمك المعدن الملحوم حتى 60 مم المواقف المكانية، عندما تكون الأجزاء المراد لحامها تقع تحت خط حاد أو زاوية حادة. الامتثال لمتطلبات هذا المعيار إلزامي.
يمكننا التمييز بين عدة أنواع من الوصلات الملحومة: بعقب ، نقطة الإنطلاق ، التداخل والزاوية. قد يختلف مظهر اللحام حسب نوع التوصيل. عادةً ما يكون لحام الشرائح سطحًا مقعرًا أو مسطحًا ، وأحيانًا محدب. يتم تحديد حجم هذا التماس بواسطة الساق ، مرئيًا أو محسوبًا. الزاوي و اللحامات بعقبأحادية وثنائية. تتميز طبقات الفلين بشكل تحضير الحواف والأحجام. من الضروري التحقق من عمودي مستوى القطع للأنبوب على محوره ، ومقدار الصراحة وزاوية فتح التماس عند تحضير وصلات الأنابيب للحام.
ارتفاع الوشاح وطول التماس عند اللحام بزوايا مختلفة
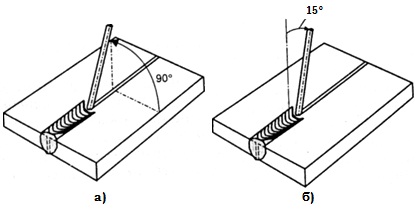
زاوية ميل القطب: أ - في المستوى الأفقي ؛ ب- في المستوى العمودي
بزاوية α 30 ، يكون المعامل 3.73 ؛
35 -3,17; 40 - 2,75; 45 - 2,41; 50 - 2,15; 35 - 3,17; 40 - 2,75; 45 - 2,41; 50 - 2,15; 55 - 1,92; 60 - 1,73; 65 - 1,57; 70 - 1,43; 75 - 1,3; 80 - 1,19; 85 - 1,09; 90 - 1,00; 95 - 0,92; 100 - 0,84; 105 - 0,77; 110 - 0,7; 115 - 0,64; 120 - 0,58; 125 - 0,52; 130 - 0,47; 135 - 0,41; 140 - 0,36; 145 - 0,32; 150 - 0,27; 155 - 0,22; 160 - 0,18; 165 - 0,13; 170 - 0,09; 175 - 0,04;
على سبيل المثال: قيمة المعامل 2.41 عند لحام أنبوبين بزاوية 45 درجة وقطر خارجي D = 520 مم ؛ ثم حجم الوشاح المقطوع سيساوي 1253 مم = 520 × 2.41
لحساب طول التماس ، نقوم بضرب القطر الخارجي للأنبوب بالمعامل المناسب:
بزاوية α 30 معامل 8.86 ؛
35 - 7,7; 40 - 6,8; 45 - 6,2; 50 - 5,7; 55 - 5,29; 60 - 4,96; 65 - 4,7; 70 - 4,46; 75 - 4,27; 80 - 4,1; 85 - 3,97; 90 - 3,85; 95 - 3,74; 100 - 3,65; 105 - 3,57; 110 - 3,5; 115 - 3,44; 120 - 3,39; 125 - 3,35; 130 - 3,31; 135 - 3,27; 140 - 3,24; 145 - 3,22; 150 - 3,19; 155 - 3,18; 160 - 3,16; 165 - 3,15; 170 - 3,15; 175 - 3,14;
يجب ألا يزيد الاختلاف في سماكة جدار أنابيب اللحام وإزاحة حوافها عن 10٪ من سماكة الجدار ويجب ألا يزيد عن 3 مم. يجب توفير فجوة موحدة عند 2-3 مم بين الحواف المتصلة للعناصر المتصلة.
خيارات لعمل اللحامات في المواقف المختلفة
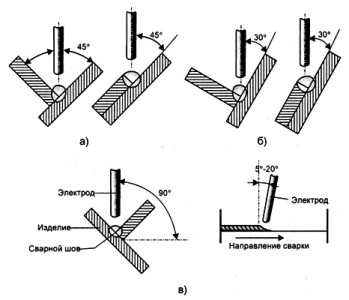
موضع القطب أثناء اللحام "داخل القارب": أ - اللحام في "قارب" متماثل ؛ ب - اللحام غير المتماثل<лодочку>؛ ج - الموقع المكاني للقطب
يمكن إجراء وصلات الزاوية في الموضع السفلي. وصلات الزاوية ملحومة "في قارب غير متماثل" و "في قارب متماثل". من أجل تجنب القطع السفلية وعدم اختراق الحواف ، يجب إجراء اللحام "في القارب" باستخدام قطب كهربائي ، مع وجود دعامة مسموح بها للواقي على الحواف. إذا كان التراكب قطع شرائح اللحمهباستخدام قطب كهربائي مائل ، يجب إجراء اللحام "بزاوية خلفية". اللحامات ذات الأرجل التي يزيد طولها عن 10 مم بدون حواف مشطوفة مصنوعة في طبقة واحدة مع تأخير في جذر اللحام عن طريق الحركات العرضية للإلكترود "المثلث".
يتم إجراء لحام مفاصل اللحامات في الموضع السفلي باستخدام أقطاب كهربائية في طبقة واحدة بقطر يصل إلى 5 مم بدون اهتزازات عرضية. من أجل الوصول اتصال الزاوية، من الضروري أداء الأسطوانة الأولى (زاوية الجذر) بقطب كهربائي بقطر 3 مم عند الحد الأقصى الحالياعتمادا على سمك المعدن 95-120 أ.
قبل تجميع الأنابيب المربوطة بطول 15-20 مم ، يتم تنظيفها من الأوساخ والصدأ والقشور والزيت. المسامير جزء لا يتجزأ من اللحام. عند لحام الأنابيب ، يتم تنفيذ اللولب في 4 أماكن حول دائرة بقطر يصل إلى 300 مم بالتساوي بطول 50 مم وارتفاع كل منها 3-4 مم. عند لحام الأنابيب التي يزيد قطرها عن 300 مم ، يتم وضع المسامير بالتساوي كل 250-300 مم حول محيط المفصل بالكامل.
يمكن تقسيم طرق اللحام الحالية إلى مجموعتين. يجب أن تشتمل المجموعة الأولى على طرق اللحام ، عندما يتم لحام المعادن في الحالة الصلبة في تشوه بلاستيكي مشترك ، وغالبًا مع تسخين إضافي. المجموعة الثانية تضمنت طرق الصهر عند التقاطع.
أنواع اللحام الرئيسية
لحام القوس - التوصيل بين المعادن المنصهرة باستخدام قوس كهربائي ؛
- القوس - التوصيل بين المعادن المنصهرة باستخدام قوس كهربائي ؛
- الخبث الكهربائي - يحدث انصهار المعدن بسبب الحرارة الناتجة عن التيار الكهربائي المنطلق ، والذي يمر عبر الخبث المصهور ؛
- الموجات فوق الصوتية - تنتقل الاهتزازات فوق الصوتية عبر الدليل الموجي من محول الطاقة إلى طرف العمل. تحت تأثير الاهتزازات فوق الصوتية وقوة الضغط العمودية ، تنشأ قوى الاحتكاك في قطع العمل ، والتي تكون كافية للحصول على وصلة ملحومة ؛
- الاتصال - الضغط. يتم تثبيت قطع العمل المتصلة بأقطاب كهربائية ، وتحت تأثير تيار اللحام في منطقة التلامس ، يحدث تسخين وضغط قويان لقطع العمل ، مما يؤدي إلى وصلة لحام ؛
- الليزر - اللحام بشعاع ضوئي ، يتم الحصول عليه من بواعث خاصة للمواد الصلبة والغازية. يمكن إجراء هذا اللحام بالليزر في الهواء على مسافة من المولد. يتم إجراء اللحام بالليزر باستخدام شعاع ليزر يسخن المعدن ويذوبه. تتركز طاقة شعاع الليزر في منطقة صغيرة. للشعاع طول موجي وتردد معين ، بسبب تركيزه بدقة بواسطة العدسات البصرية ، لأن زاوية الانكسار في عدسة الحزمة ثابتة.
تشبه عملية اللحام بالليزر - الاختراق العميق للمعدن بشعاع الليزر - عملية لحام شعاع الإلكترون. يعمل إشعاع الليزر المركز على سطح المعدن ، ونتيجة لغليان المعدن وانصهاره ، تتشكل قناة بخار غاز ، والتي تعتبر مصدر تسخين خطي تقريبًا. وبالتالي ، يمكن إجراء اللحام التناكبي بالليزر دون استخدام مواد حشو إضافية ، مما يؤدي إلى سرعة معالجة عالية.
من الأفضل تقسيم اللحام بالليزر إلى نوعين: بقعة ودرزة
اتصال ملحوميتوافق اللحام بالليزر مع قوة المعدن الأساسي ، بينما يوجد حد أدنى من تشوه اللحام للمنتجات الملحومة
النقطة - غالبًا ما تستخدم في الإلكترونيات الدقيقة. بمساعدة اللحام النقطي بالليزر ، يمكن تحقيق دقة عالية في لحام أصغر العناصر. يتم استخدام ليزر الحالة الصلبة النبضي بشكل أساسي في هذا اللحام.
يتم استخدام لحام ليزر اللحام للحصول على خط محكم واتصال ميكانيكي موثوق. بالنسبة لحام اللحام ، يتم استخدام الليزر الذي يعمل في الوضع النبضي أو المستمر.
يختلف اللحام بالليزر عن الأنواع الأخرى في منطقة ضيقة متأثرة بالحرارة بسبب سرعة اللحام العالية. يتوافق المفصل الملحوم مع قوة المعدن الأساسي ، بينما يوجد حد أدنى من تشوه اللحام للمنتجات الملحومة. يتم إجراء اللحام بالليزر بدون غرف مفرغة. من الممكن لحام المواد على أوسع نطاق - من الفولاذ عالي الكربون والسبائك العالية إلى السبائك القائمة على التيتانيوم والنحاس والزجاج والسيراميك والبلاستيك ومركبات مختلفة ، في مواقع مكانية مختلفة ، في أماكن يصعب الوصول إليها. من الممكن أيضًا إجراء اتصالات من هذه الأنواع بحيث يستحيل لحامها بطريقة اللحام التقليدية. وبالتالي ، يستحق اللحام بالليزر حاليًا أن يُطلق عليه أكثر التقنيات الواعدة في أعمال اللحام.
يتم استخدام نوعين من الليزر في اللحام بالليزر: الحالة الصلبة والغاز.
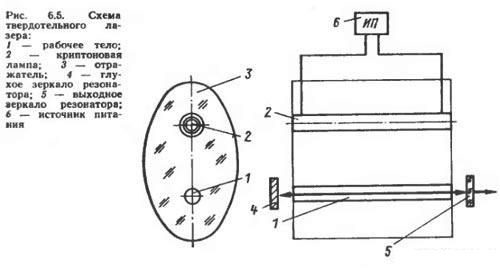
تخطيطي لليزر الحالة الصلبة
نظرًا لقوتها المنخفضة ، لا يمكن لليزر الحالة الصلبة سوى لحام أجزاء صغيرة بسمك صغير ، وغالبًا ما تكون كائنات إلكترونية دقيقة. بالنسبة للتلفزيونات الحديثة ، يتم لحام خط اللحام المختوم من كاثودات kinescope بواسطة اللحام بالليزر. تعتبر أشعة الليزر الغازية أكثر قوة ، وعادة ما تستخدم CO2 + N2 + He (خليط من الغازات) كجسم نشط. يتم ضخ الغاز بواسطة مضخة من الاسطوانات عبر أنبوب تصريف الغاز. يتم استخدام تفريغ الكهرباء بين الأقطاب الكهربائية لتنشيط الغاز. توضع المرايا في نهايات أنبوب تفريغ الغاز. الأقطاب الكهربائية متصلة بالطاقة. نظام الماء يبرد الليزر.
أقوى أنواع الليزر الديناميكي الغازي. في العمل ، يتم استخدام الغازات المسخنة لدرجة حرارة 1000-3000 كلفن. يتدفق الغاز ، بسرعة تفوق سرعة الصوت ، عبر فوهة لافال ، وبعد ذلك يحدث تمدد ثابت الحرارة وتبريد في منطقة الرنان. بعد ذلك ، تنتقل جزيئات ثاني أكسيد الكربون المثارة إلى مستوى طاقة أقل وتنبعث منها إشعاعات متماسكة.
مزايا اللحام بالليزر
تعيق الاعتبارات الاقتصادية استخدام اللحام بالليزر ، ولا تزال أشعة الليزر التكنولوجية باهظة الثمن ، لذلك يتم اختيار مجال تطبيق اللحام بالليزر بعناية. يعتبر اللحام بالليزر فعالاً من حيث التكلفة إذا كان من الضروري زيادة الإنتاجية بشكل كبير ، حيث يمكن أن تكون سرعته أعلى عدة مرات من الطرق التقليدية.
اللحام بالليزر له مزايا غير موجودة في طرق اللحام الأخرى.. يمكن وضع الليزر على مسافة كبيرة من موقع اللحام ، وهو ما يكون له تأثير اقتصادي في كثير من الحالات. على سبيل المثال ، لإصلاح خطوط الأنابيب الموضوعة على طول الجزء السفلي من الخزان ، هناك تركيب لحام بالليزر. تتحرك عربة بمرآة دوارة داخل الأنبوب ، ويوجد الليزر في نهاية قسم خط الأنابيب ، ويرسل شعاعًا داخل الأنبوب ، مما يجعل من الممكن إجراء اللحام بالليزر دون رفع خط الأنابيب إلى السطح.
أثناء التثبيت الهياكل المعدنية- من إطار تأرجح الأطفال إلى نظام التدفئة ، عليك دائمًا تقريبًا التعامل مع اللحام. هذه العملية أكثر تعقيدًا مما تبدو للوهلة الأولى ، وأكثر مسؤولية: جودة التماس بالمعنى الحرفي للكلمة تعتمد على موثوقية ومتانة المنتج.
اللحام: الأصناف والميزات
في شكله الأكثر عمومية ، يعني ضم جزأين من نفس المواد أو مواد مختلفة عن طريق تكوين اتصال متكامل. هناك عدد غير قليل من الطرق لمثل هذا الاتصال. هناك مجموعتان رئيسيتان:
- تحت الضغط - على سبيل المثال ، بالموجات فوق الصوتية والباردة والصحافة ؛
- اللحام الانصهار هو طريقة حرارية تتضمن تسخين الأجزاء المراد ربطها.
ينقسم الانضمام إلى نوعين:
- القوس الكهربائي - يدوي ، مغمور ، في الأرجون ، وما إلى ذلك. يتم إذابة حواف أقسام خط الأنابيب تحت تأثير شحنة القوس ؛
- الغاز - الأسيتيلين المألوف. في هذه الحالة ، يتم تسخين حواف الأنابيب المتصلة بواسطة لهب غاز الأكسجين ، ويتم ربطها ، ويتم ملء الفجوة بمادة القضيب المنصهر.
جودة هذا اللحام أقل من تلك التي تم الحصول عليها بطريقة القوس الكهربائي. لكن الأخير لا ينطبق على خط الأنابيب بجدران رقيقة - حتى 3.5 مم.
توفر الطريقة اتصالًا قويًا وموثوقًا ، ولكن من قطعة واحدة. إذا كان الأمر يتعلق المنتجات المعدنية، فهذه ميزة.
أنواع الاتصال
اعتمادًا على الغرض من خط الأنابيب والسماكة والقطر ، يتم استخدام طرق إرساء مختلفة. بشكل عام ، هناك ثلاث مجموعات رئيسية.
- مفصل بعقب - يعتبر الأكثر دواما. يتم استخدام مفصل عرضي - لحام خط الأنابيب حول المحيط ، ومفصل طولي - لأجزاء التوصيل. بعقب اللحاميسمح لك بتوصيل الأجزاء على طول المحور. تختلف الدرزات المستخدمة: مفردة للأنابيب التي يصل قطرها إلى 500 مم ، ومزدوجة لخط الأنابيب بتجويف اسمي يزيد عن 600 مم. في الصورة مفصل بعقب.
- اللحام بزاوية - يستخدم لتوصيل الأنبوب بزوايا مختلفة: 90 درجة ، 45 درجة ، 20 درجة. موثوقية هذا التماس أقل إلى حد ما.
- اتصال اللفة - يتم استخدام الإرساء فقط لمحاذاة خط الأنابيب مع عناصر إضافية.

لحام الزاوية اليمنى
إن تركيب الأنابيب بزاوية 90 درجة ليس بالأمر النادر ، خاصة بالنسبة لنظام التدفئة. للحصول عليه عند التجول في الغرف ، على سبيل المثال ، يتم استخدام جزء خاص - زاوية 90 درجة. في هذه الحالة ، يتم استخدام طريقة بعقب للاتصال.

ومع ذلك ، عند تثبيت إطارات معدنية وأنابيب ذات قطر صغير ، قد تنشأ مشاكل أخرى.
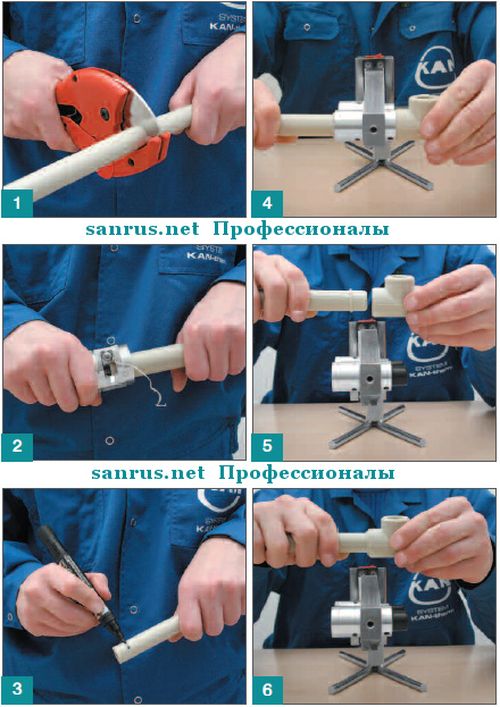
المرحلة التحضيرية
- إذا كان تركيب عنصرين يشكلان معًا زاوية قائمة مطلوبًا ، فسيتكون التحضير من القطع الصحيح لخط الأنابيب عند 45 درجة. من السهل القيام بذلك: يتم وضع شريط مرن عادي على الأنبوب ، ويتم تثبيته ، ويتم سحب الحافة الثانية على طول الأنبوب بمقدار 325 مم ، ويتم تحديد المحيط الناتج بالطباشير. القطع هو بالضبط الزاوية الصحيحة.
في جميع الحالات الأخرى ، ستحتاج إلى رسم رسم وحساب منحنى ، حيث ستحتاج بعد ذلك إلى إجراء قطع.
- الخيار الشائع الثاني: الأنبوب متصل بالثاني بزاوية قائمة عن طريق رابط. في هذه الحالة ، يتم إجراء قطعتين عند 90 درجة في المقطع باستخدام مطحنة ويتم قطع الإسفين الناتج. ثم قطع تدريجيا ، وتشكيل حفرة مستديرة. في نهاية الجزء العمودي ، تتم إزالة المقطع بنفس الزاوية. الفجوات أمر لا مفر منه ، لذلك سيتم إجراء المزيد من اللحام على عدة مراحل.


تكنولوجيا اللحام
- يتم تنظيف سطح المنتج من الزيت والأوساخ والصدأ بفرش معدنية ، ومنطقة التنظيف 1.5 - 2 سم من الحافة. تتم معالجة الحواف.
- إذا كان سمك المنتج أقل من 3.5 مم ، فلن يتم إجراء العملية. ولكن بقيمة تزيد عن 4 مم ، يصبح التسخين صعبًا. في هذه الحالة ، تكون الحافة مشطوفة عند الزاوية المحسوبة.
- في حالة استخدام اللحام بالغاز ، يتم استخدام طريقتين لتطبيق خط اللحام: الطريقة اليمنى - عندما يتحرك قضيب الحشو بعد الموقد ، والطريقة اليسرى - عندما يكون القضيب أمام الموقد ، ويتم توجيه اللهب إلى الحواف غير الملحومة. الطريقة الثانية توفر خياطة أكثر دقة.
- في حالة دمج نهاية أحد الأنبوب مع الآخر بزاوية 90 درجة ، يتم التخمير على عدة مراحل. أولاً ، يتم لحام الأسطوانة على حافة جزء واحد ، ثم الجزء الثاني. بعد أن يبرد التماس ، يتم تنظيف الحواف من الخبث. تتكرر العملية حتى تختفي الفجوة بين العناصر. ستكون النتيجة أفضل إذا أمسك المساعد بالجزء المراد لحامه تحت قعقعة مباشرة.
يفحص الفيديو بالتفصيل الالتحام عن طريق إذابة خط الأنابيب بزوايا مختلفة.
غالبًا ما يتم استخدام الأنبوب الجانبي لإنشاء هياكل معدنية خفيفة مثل إطار الصوبات الزراعية ، ودعامات السياج في القطاع الخاص ، مثل الأبراج ، إلخ. تحتوي درفلة الأنابيب هذه على قسم مربع أو مستطيل. هذا هو سبب اللحام أنبوب الملف الشخصيلها خصائصها وفروقها الدقيقة.
حول كيفية لحام الأنابيب المربعة أو المستطيلة بشكل صحيح ، في المواد أدناه.
أنابيب الملف الشخصي: ميزات التصميم والمزايا والخصائص
الأنبوب الجانبي هو نوع خاص من المعدن المدلفن ، وهو مصنوع من الكربون أو من الفولاذ المقاوم للصدأ. تتضمن عملية الإنتاج صب أنبوب فولاذي دائري وتشكيله اللاحق.
يمكن أن يكون للأنابيب الجانبية مقطع عرضي في حدود 10x10-500x400 مم. يتيح لك هذا التنوع اختيار المادة المناسبة لحمولة معينة. في نفس الوقت ، يختلف سمك جدران الأنبوب ، حسب المقطع ، من 1 إلى 22 ملم.
مزايا الأنابيب الجانبية هي:
- المنتجات ذات الوزن الخفيف ، مما يقلل من تكاليف العمالة لتركيب الهيكل المعدني ؛
- مجموعة واسعة من أحجام الأنابيب ؛
- الأحجام القياسية لكل نوع فردي من الأنابيب ، مما يبسط ربط نهاياتها أثناء اللحام ؛
- سمك جدار موحد بشكل مثالي للمنتج وسطح أملس أملس من الخارج والداخل.
يمكن عمل أنابيب اللحام الخاصة بقسم الملف الشخصي بطرق مختلفة:
- القوس الكهربائي؛
- غاز؛
- اتصل.
تتم مناقشة ميزات كل منهم أدناه.
لحام القوس

تعتبر أنابيب اللحام بهذه الطريقة الأكثر ملاءمة وبالتالي مطلوبة. خاصية الكهربائية لحام القوسهي إمكانية تشغيل آلة اللحام والقطب الكهربائي في أماكن يصعب الوصول إليها.
هام: باستخدام اللحام القوسي ، يمكنك لحام الأنابيب من أي قسم بأي سمك جدار. ومع ذلك ، فإن المعدن المدلفن الذي يزيد سمك جداره عن 4 مم يتطلب تحضيرًا أوليًا. حافة ملحومةمن نهاية الأنبوب.
لإكمال العمل ، سوف تحتاج آلة لحاموالأقطاب. يمكن استئجار المعدات من متجر أو مصنع متخصص. بالإضافة إلى الأدوات والأقطاب الكهربائية ، فإن الأمر يستحق تخزين الملابس الواقية (بما في ذلك القناع) والمشابك الخاصة للتشكيلات الجانبية.
يمكن إجراء اللحام بالقوس الكهربائي باستخدام طرق مختلفة:
- اتصال بعقب
- التماس التداخل
- T- مفصل
- التماس بزاوية مريحة.
اختيار أقطاب لحام القوس
يجب على أولئك الذين لا يعرفون كيفية لحام الأنبوب الجانبي أن يفهموا أن جودة اللحام تعتمد كليًا على الاختيار الصحيح للإلكترود. في الوقت نفسه ، تجدر الإشارة إلى أن المقطع العرضي للإلكترود يلعب دورًا مهمًا في أنابيب اللحام بقطر واحد أو آخر. نعم أيضا قطب كهربائي رفيعسوف يقطع الاحتراق ، ويمكن لقطب كهربائي ذي مقطع كبير أن يحترق من خلال أنبوب رقيق الجدران.
قطر القطب يعتمد على سمك جدار الأنبوب:
- لأنبوب بقطر يصل إلى 2 مم - قطب كهربائي بقطر 1.5 مم ؛
- للأنبوب ذو المقطع العرضي 2-3 مم - قطب كهربائي 2 مم ؛
- أنابيب ذات مقطع عرضي 4-6 مم - قطب كهربائي بسمك 4 مم.
من الجدير معرفة أن الأقطاب الكهربائية قابلة للاستهلاك وغير قابلة للاستهلاك. مع هذا الأخير ، من الضروري استخدام إضافات خاصة مصنوعة من سبائك القصدير والنحاس والمعادن اللينة الأخرى مع شوائب الفوسفات.
هام: يحافظ القطب الذي تم اختياره بشكل صحيح على احتراق قوس ثابت ، مما يضمن جودة عاليةوموثوقية اللحام.
قم بإجراء لحام القوس

يتم لحام الأنابيب الجانبية في غرفة خاصة. قبل ذلك ، من الضروري تنظيف أطراف الأنابيب المراد لحامها وتقليل الشحوم. إذا تجاوز سمك جدار الأنبوب 4 مم ، فأنت بحاجة إلى تحضير الحافة باستخدام مائل. ستسمح لك هذه الحافة بتشكيل التماس في عدة طبقات ، مما يجعل المفصل أقوى وأكثر موثوقية.
هام: يمكن لحام الأنابيب ذات السماكة الأقل للجدار في خط واحد.
- التفاصيل ثابتة على طاولة خاصة.
- إذا كان المقطع العرضي للأنابيب أكبر من 10x10 مم ، فمن المستحسن تطبيق مسامير نقطية في عدة أماكن وبعد ذلك فقط لحام الأنابيب.
- يتم اللحام بسرعة تسمح للمعدن بالذوبان ، لكنها لا تسمح له بالتدفق في التجويف الداخلي للأنابيب. في هذه الحالة ، يمكن تحريك القطب في نمط متعرج أو من اليسار إلى اليمين ومن اليمين إلى اليسار.
هام: في اللحام بالقوس ، يعتمد وضعه تمامًا على نوع التيار وقطر القطب والقطبية وقوة التيار. في الوقت نفسه ، تختلف القوة الحالية للحام القوسي في حدود 20-90 أ ، اعتمادًا على المقطع العرضي للإلكترود. إذا تم إجراء اللحام باستخدام قطب كهربائي صغير المقطع ، فستحتاج إليه العاصمةمع قطبية عكسية.
- عند تطبيق اللحام على المعدن ، سوف يتشكل الخبث. يجب أن يتم هدمه بشكل دوري ، وإلا فإنه سينتهك الخصائص التكنولوجية للصلب ويؤدي إلى تآكل الأنبوب لاحقًا.
اللحام بالغاز

هذه الطريقة في اللحام المعدني أقل شعبية. أسباب ذلك هي التكلفة العالية للطريقة (حيث أنه من الضروري شراء غاز الأسيتيلين) ، وخطورتها بسبب استخدام نفس الأسيتيلين ، والحاجة إلى تدريب المشغل الخاص لأداء العمل. ومع ذلك ، فإن طريقة اللحام هذه لا غنى عنها إذا لم يكن من الممكن توصيل الجهاز بالكهرباء.
لإجراء اللحام بالغاز ، سوف تحتاج إلى التحضير:
- اسطوانة مع الأسيتيلين.
- اسطوانة الأوكسجين؛
- المخفض.
- مادة حشو على شكل قضبان.
- موقد غاز مع أطراف
- خراطيم إمداد الغاز إلى مكان معالجة المعادن ؛
- معجون الجريان.
عمل اللحام بالغاز

- محضرة منزوعة الدهن قطع معدنيةثابت على طاولة خاصة. تتم معالجة حافة الأنابيب بمعجون تدفق لمنع تكوين أكسيد أثناء اللحام.
هام: زاوية الميل يجب أن تكون 30 درجة. سيسمح لك ذلك بتشكيل عدة صفوف من اللحام وفي نفس الوقت الحفاظ على جودة كل منها.
- سيتم توفير إمداد اللهب بمزيج من الأسيتيلين والأكسجين.
- بين الأنبوبين المراد لحامهما ، من الضروري تطبيق المادة المضافة وفي نفس الوقت بشكل حصري أمام لهب الموقد. تحت تأثير اللهب ، يذوب معدن الأنبوب والمواد المضافة ، مما يشكل جودة عالية وحتى اللحام. في هذه الحالة ، تتم حركة الموقد من اليمين إلى اليسار.
هام: إذا كانت الأنابيب ذات الجدران السميكة (5-6 مم) ملحومة ، يتم تغذية الشريط خلف لهب الموقد ، وتتم الحركة من اليسار إلى اليمين.
تلامس اللحام

تستخدم هذه الطريقة بشكل رئيسي في المؤسسات والمنشآت الصناعية المجهزة بمعدات خاصة. في اللحام التلامسي ، يحدث ضغط الأقطاب الكهربائية الموجودة على المعدن عندما يمر التيار من خلالها. نتيجة لذلك ، يتم الحصول على بعض التشوه للعناصر المعدنية ، والتي تتشكل اللحامزيادة الموثوقية. إستعمال لحام المقاومةمقبولة في جميع درجات الحرارة والظروف الجوية.
من أجل القيام بلحام الأنابيب الجانبية بيديك دون وجود عوائق ، دون وجود عوائق ، يجب عليك اتباع بعض التوصيات المهمة من الخبراء:
- من المستحسن تحديد نظام درجة حرارة اللحام بشكل صحيح اعتمادًا على سمك جدار المعدن المدلفن ، نظرًا لأن تشوه المظهر الجانبي المعدني أثناء اللحام يكون أكثر وضوحًا من معالجة أنبوب دائري.
- إذا كان من المهم الحفاظ على الخلوص الداخلي للملف الجانبي ، فيجب توخي الحذر لمنع المعدن المنصهر من الدخول إلى داخل الأنبوب.
- إذا تم استخدام وصلة نهائية للحام ، فمن الجدير معرفة أن الجهد العالي يتشكل عند زوايا الجزء في هذه اللحظة.
هام: يمكنك الحصول على القليل من التدريب إذا كنت تتدرب قبل الانتهاء من اللحام على أقسام غير ضرورية من أنبوب التشكيل الجانبي.
تركيبات اللحام الأوتوماتيكي للدرزات الطولية للقذائف - في المخزون!
أداء عالي ، راحة ، عملية سهلة وعملية موثوقة.
شاشات اللحام والستائر الواقية - متوفر!
الحماية من الإشعاع أثناء اللحام والقطع. خيار كبير.
التسليم في جميع أنحاء روسيا!
تكمن خصوصية اللحام في موقع التماس في الفضاء. من الضروري أن يكون لديك مهارة في اللحامات في جميع المواقع المكانية.
جذر التماس (الشكل 73)
يتم تنفيذ الأسطوانة - 1 بواسطة قطب كهربائي بقطر 3 مم بأسطوانة ضيقة من موضع السقف. تيار اللحام - في حدود 80-95 أ لجميع المواضع. يتم تقسيم الأنبوب إلى قسمين بواسطة محور عمودي. كل قسم إلى ثلاثة أحكام (الأول ، الثاني ، الثالث). الموضع I - أفقي السقف ، الموضع II - أفقي رأسي والموضع 111 - أقل. يتم تنفيذ "الأقفال" بنفس الطريقة الموضحة في القسم 3.6. القوس قصير. يجب الحفاظ على ميل القطب عند لحام الوضع الأفقي للسقف عند 90 درجة لكلا سطح الأنبوب. ابدأ اللحام بالزاوية الخلفية. بعد مرور الجزء السفلي من التماس ، قم بالتبديل إلى اللحام الأمامي. عند اللحام في الوضع الرأسي الأفقي (II) ، قم بالحفاظ على حوض اللحام بنفس الطريقة كما هو الحال عند اللحام طبقات عمودية، فقط مع إزاحة أفقية ثابتة للقسم الأول إلى اليسار ، والقسم الثاني إلى اليمين. يجب أن يتم اللحام بزاوية أمامية كما هو موضح في الشكل. 68. وضع الإنهاء الثالث اللحام باعتباره الموضع السفلي ، مع إمالة القطب 90 درجة على سطح الأنبوب.
ملء الأخدود (الشكل 73)
الخيار الأول. يتم تنفيذ الأسطوانة الثانية (الطبقة الثانية) في مسار واحد باستخدام قطب كهربائي بقطر 3 مم بشكل متزايد تيار اللحامذوبان وربط الحافة السفلية - أسطوانة الجذر - والحافة العلوية. تكون سرعة اللحام أقل مما هي عليه عند لحام حبة الجذر. التلاعب بالقطب - عرضي ، ضئيل.
الخيار الثاني. يجب إجراء الطبقة الثانية بقطب كهربائي بقطر 3 مم (الشكل 73) على النحو التالي. يتم تنفيذ السقف والمناطق السفلية في عدة ممرات ، اعتمادًا على عرض القطع. يتم تنفيذ المنطقة العمودية في مسار واحد. يتم تنفيذ البكرة الأولى (2) لموضع السقف على الجزء السفلي من الأخدود ، وهو ، كما كان ، رفًا بعرض 1-1.5 من قطر القطب المطلي ، كسطح في السقف أو الوضع الأفقي للموضع (عمودي - أفقي) ، عندما يكون من الضروري التبديل إليه اللحام العمودي. ابدأ الأسطوانة الثانية (3) بالتراجع عن بداية الأسطوانة الأولى بمقدار 5-10 مم ، وهي منصة للأسطوانة الثانية. تقنية اللحام هي نفس الأسطوانة الأولى. بعد أن وصلت إلى المستوى الأفقي للخرزة (الثانية) (من غير المرغوب فيه إيقاف أو استبدال القطب في هذا المكان) ، ابدأ اللحام عبر عرض الأخدود بالكامل ، بعد أن صهر فوهة الخرزة الأولى. تقنية اللحام كخيوط عمودية ، فقط مع كل خطوة ، يتم معالجة القطب ، بالإضافة إلى الرفع ، عن طريق تحريك القطب أفقيًا ، في محاولة للحفاظ على عرض الطبقة المكتسبة في الموقف العلوياثنين من بكرات. بهذه الطريقة ، قم بلحام الموضع (السفلي) عندما يصعب التحكم في الحمام السائل على العرض بالكامل. في هذه الحالة ، من الضروري التبديل إلى اللحام بعدة تمريرات بنفس الطريقة كما في الوضع العلوي. قم بإنهاء البكرة الأولى خلف الخط الأفقي قدر الإمكان ، ولكن تجنب اللطخات وتجاوز خط التماس السابق لقسم آخر. قم بإنهاء الأسطوانة التالية قبل ذلك بقليل بمقدار 5-10 مم عن الأولى. كل بكرة سابقة هي منصة للآلة التالية ، وهذا يساهم في الإدارة العادية عملية اللحام. قم بعمل النصف الثاني بنفس الترتيب. مفصل بعقب(القسم الثاني) ، بعد أن نظفت مسبقًا (إذا لزم الأمر) ، قطعت بداية ونهاية كل مسار. يتم تنفيذ الطبقات اللاحقة (الشكل 74) بنفس الطريقة ، دون أن ننسى ترك أخدود غير مملوء في كل طبقة لعرض القطب المطلي بين الأسطوانة قبل الأخيرة والحافة العلوية للأخدود في السقف والمنطقة السفلية. عند اللحام بسماكات كبيرة ، يتم أيضًا تنفيذ المنطقة الأفقية الرأسية ذات عرض الأخدود الكبير في عدة تمريرات.



