أنواع الوصلات الملحومة. بعقب اللحام المشترك
الأنواع الرئيسية للوصلات الملحومة هي تناكب ، زاوية ، نقطة الإنطلاق والتداخل:
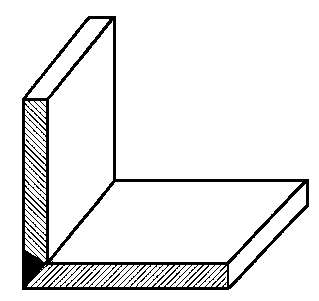
- بعقب (ج)- الأجزاء متصلة من طرف إلى طرف على طول الأسطح الطرفية (الشكل 1 أ) ؛
- الزاوي (U) - تقع الأجزاء بزاوية ومتصلة على طول الحواف خارج الزاوية (الشكل 1 ب) ؛
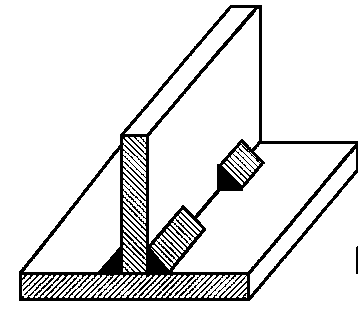
- نقطة الإنطلاق (T)- التفاصيل من شكل الحرف T (الشكل 1 ج) ؛
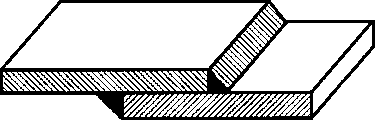
- تداخل (N)- تتداخل الأجزاء جزئيًا مع بعضها البعض (الشكل 1 د).
يتم تحديد طبقات هذه المفاصل بحرف مع فهرس يتوافق مع الطبيعة المحددة للخط (الجدول 3). يتم إجراء طبقات الوصلات الملحومة بدون حواف مائلة ، مع شطبة من حافة واحدة ، مع شطبة من حافتين وفي مفاصل تناكبية مع شفة من حافتين.
ا ب ت ث)
الصورة 1 - الأنواع الرئيسية للوصلات الملحومة:
أ) بعقب ب) الزاوي. ج) نقطة الإنطلاق. د) التداخل
3 رموز وتسميات اللحامات
لكل طريقة لحام ، تم تطوير المعايير التي تشير العناصر الهيكليةاللحامات وصورها وتسمياتها الشرطية.
بحكم طبيعة التنفيذ ، يمكن أن تكون اللحامات نقطية ، متقطعة ، مستمرة ، أي مستمر. يتم إجراء التماس المتقطع إما في سلسلة أو في نمط رقعة الشطرنج.
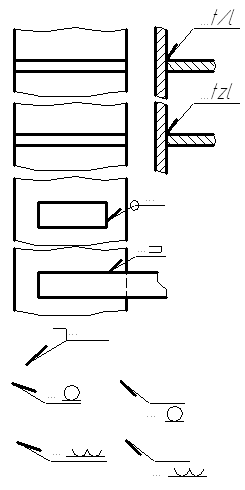
يتم تصوير اللحامات الصلبة المرئية للوصلات الملحومة بخط رئيسي صلب (الشكل 2 أ) ؛ والمتقطعة غير المرئية (الشكل 2 ب). في هذه الحالة ، يتم أخذ الجانب الذي يتم إجراء اللحام منه على أنه الجانب الأمامي من خط اللحام أحادي الجانب للمفصل الملحوم. بالنسبة للجانب الأمامي من التماس على الوجهين لمفصل ملحوم بحواف غير متماثلة ، يتم أخذ الجزء الذي يتم لحام التماس الرئيسي منه. يمكن اعتبار أي جانب على أنه الجانب الأمامي من خط التماس على الوجهين مع حواف مُعدة بشكل متماثل.
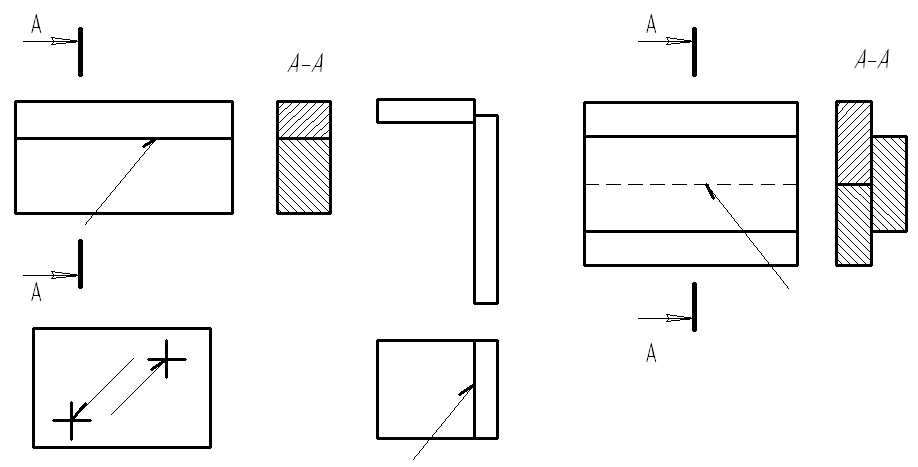
الشكل 2 - الصور الشرطية للدرزات:
أ) مرئي ؛ ب) غير مرئي
يتم تصوير البقع الملحومة المفردة المرئية ، بغض النظر عن طريقة اللحام ، بشكل تقليدي من خلال تقاطع خطوط صلبة رفيعة بطول 5 ... 10 مم (الشكل 2 أ). لم يتم تصوير النقاط الفردية غير المرئية في الرسومات.
في حالة وجود عدة طبقات متطابقة في الرسم ، يتم تطبيق الرموز على صورة واحدة ، ويتم رسم الخطوط الرئيسية ذات الأرفف من الباقي (الشكل 3 أ ، ب).
يتم تخصيص رقم واحد للدرزات المتطابقة ، والذي يتم تطبيقه على الخط الرئيسي مع رف توجد عليه تسمية التماس ، ويشار إلى عدد اللحامات (الشكل 3 أ).
بالنسبة لبقية اللحامات ، يتم تطبيق عدد اللحامات فقط ، على التوالي ، فوق الحافة أو أسفل حافة خط القائد ، اعتمادًا على رؤية اللحام (الشكل 3 ب).
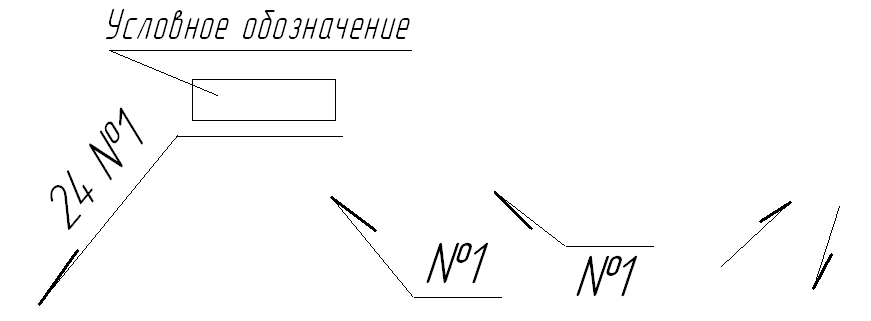
الشكل 3 - الصور الشرطية إذا كانت هناك طبقات متطابقة في الرسم:
أ) صورة واحدة. ب) للصور المتطابقة. ج) مبسطة أو جميع اللحامات في الرسم هي نفسها.
إذا كانت جميع اللحامات في الرسم هي نفسها وظهرت على نفس الجانب (الأمامي أو الخلفي) ، فلن يتم تخصيص رقم تسلسلي لها ، ويتم تمييز اللحامات بدون تعيين بخطوط رئيسية ، بدون أرفف (الشكل 3 ج).
يتم تطبيق الخط الرائد لتحديد اللحام من جانب اللحام ويفضل أن يكون ذلك على صورة الجزء حيث يتم رسم اللحام بالحجم الفعلي.
في رسم منتج متماثل ، يُسمح بتمييز اللحامات على جزء واحد فقط من الصورة.
يتم تطبيق رمز التماس:
على رف الخط الرئيسي المرسوم من صورة التماس على الجانب الأمامي (الشكل 3 أ) ؛
تحت رف الخط الرئيسي مرسوم من صورة التماس على الجانب الخلفي (الشكل 3 ب). في هذه الحالة ، يُفضل رسم خط رائد من صورة التماس المرئي.
دائمًا ما ينتهي الخط الرئيسي المرسوم من صورة التماس أو نقطة اللحام المفردة بسهم أحادي الاتجاه (الشكل 3). إذا كان اللحام غير مرئي ، فسيتم رسم سهم من جانب واحد أعلى الخط الرئيسي ، إذا كان اللحام غير مرئي ، من الأسفل (الشكل 3 أ ، ب).
يتم تقديم نفس المتطلبات لجميع اللحامات أو مجموعة اللحامات مرة واحدة في المتطلبات الفنية أو في جدول اللحامات (الشكل 4). في هذه الحالة ، يشار فقط إلى الرقم التسلسلي للحام على الصورة.
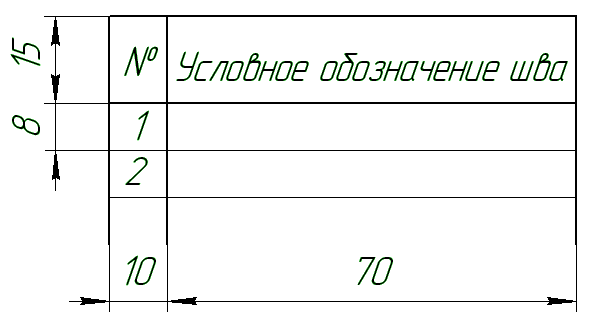
الصورة 4 - جدول اللحامات
يتم تطبيق رمز الوصلات الملحومة القياسية وفقًا لـ GOST 2.312-72 وفقًا للمخطط ، وفقًا للشكل 5.
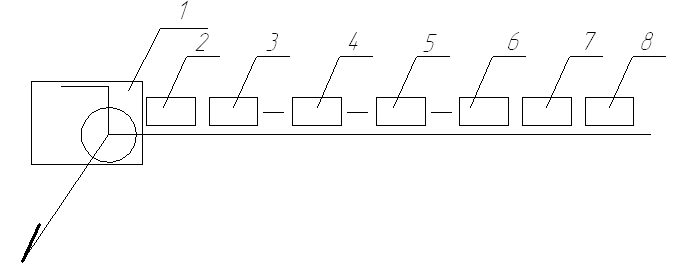
الشكل 5 - مخطط رمز المعيار اللحامات.
يشمل التعيين الرمزي لدرزات الوصلات الملحومة من خلال علامات "الواصلة" ما يلي:
1. علامات مساعدة للتماس على طول خط مغلق ودرز تجميعي (انظر الجدول 2).
2. تعيين المعيار للأنواع والعناصر الهيكلية للوصلات الملحومة (على سبيل المثال ، GOST 5264-80 ؛ انظر الجدول. 1).
3. التعيين الأبجدي الرقمي للدرزة وفقًا للمعيار الخاص بالأنواع والعناصر الهيكلية لدرزات الوصلات الملحومة (على سبيل المثال ، C2 ، انظر الجدول 3).
4. رمز طريقة اللحام وفقًا للمعيار الخاص بالأنواع والعناصر الهيكلية لحامات الوصلات الملحومة (على سبيل المثال ، A ، ولكن لا يمكنك تحديدها).
الجدول 2 - العلامات المساعدة لتعيين لحام التماس
|
معنى التوقيع |
وضع علامة في تحديد خط التماس في الرسم |
|
|
التماس متقطع أو منقط بترتيب سلسلة. زاوية الخط 60 التماس متقطع أو منقط بنمط رقعة الشطرنج التماس مغلق. قطر الإشارة - 3 ... 5 مم التماس على طول خط مفتوح. يتم استخدام العلامة إذا كان موقع التماس واضحًا من الرسم يجب إجراء التماس أثناء تثبيت المنتج ، أي عند تثبيته حسب رسم التثبيت في مكان تطبيقه إزالة تقوية التماس عملية الترهل وعدم انتظام التماس مع الانتقال السلس إلى المعدن الأساسي |
|
5. علامة ساق اللحام (المثلث الأيمن متساوي الساقين) وحجم الساق (سمك) اللحام ، وفقًا للمعيار ، لأنواع اللحامات والعناصر الهيكلية للحامات الوصلات الملحومة (على سبيل المثال ، 5 ، الجدول 3). يجب أن يتراوح سمك التماس من 4 مم إلى 1.2 من سمك العناصر المتصلة أو ما يعادله. العلامة مصنوعة بخطوط رفيعة صلبة. يجب أن يكون ارتفاع العلامة هو نفس ارتفاع الأرقام المدرجة في تسمية التماس.
6. للدرز المتقطع - حجم طول المنطقة الملحومة ، العلامة / أو Z وحجم الخطوة (على سبيل المثال ، 5/40 ؛ 6 Z 70).
لحام بقعة واحدة - حجم قطر البقعة المحسوب (على سبيل المثال ، 6).
لحام كهربائي موضعي أو لحام برشام كهربائي - حجم القطر المقدر للنقطة أو البرشام الكهربائي ؛ علامة / أو Z وحجم الخطوة (على سبيل المثال ، 5/60 ؛ 4 Z 80).
بالنسبة لخط اللحام الكهربائي ببكرة التلامس - حجم العرض المحسوب للخط (على سبيل المثال ، Kr-5).
بالنسبة للحام المتقطع للحام الكهربائي بأسطوانة التلامس - حجم العرض المحسوب للخط ، علامة الضرب "" ، حجم طول المنطقة الملحومة ، العلامة / وحجم الخطوة (على سبيل المثال ، 5 10/60).
تسمح لك أي طريقة لحام ، سواء كانت غازية أو قوسًا كهربائيًا أو باردًا أو تلامسًا ، إلخ ، بالحصول على وصلات ملحومة من نوع معين.
لاحظ أن مفهوم الوصلة الملحومة نفسها تعني قسمًا من منتج معدني تم توصيله بأي طريقة لحام. العناصر المكونة لأي وصلة ملحومة هي التماس الفعلي الذي تم الحصول عليه نتيجة اللحام ، منطقة المنتج المعدني المجاورة لها والتي خضعت لتغيير في الهيكل أثناء اللحام ، وتسمى أيضًا المنطقة المتأثرة بالحرارة ، مثل وكذلك أجزاء من المنتج موجودة بالفعل بالقرب من هذه المنطقة.
حتى الآن ، يتم تمييز عدة أنواع من الوصلات الملحومة ، من بينها الوصلة التي تهمنا. وصلة ملحومة.
أنواع مختلفة من الوصلات الملحومة.
بادئ ذي بدء ، نشير إلى أنه من الضروري التمييز بين مفاهيم اللحام والمفصل الملحوم. كما أشرنا أعلاه ، فإن التماس ليس سوى جزء من الاتصال. هو جزء من المعدن خضع للبلورة بعد اللحام.
لماذا من المهم فصل هذه المفاهيم؟ الحقيقة هي أن التماس هو جزء متصل من أجزاء المنتج المعدني ، وله شكل هندسي معين ، وخصائصه الخاصة في القوة والاستمرارية ، إلخ. بينما يتم تحديد خصائص الوصلة الملحومة بناءً على خصائص اللحام والمنطقة المجاورة.
يتم تصنيف الوصلات الملحومة اعتمادًا على شكل اقتران الأجزاء المعدنية. لذلك ، الأنواع التالية شائعة الاستخدام:
- مفصل ملحوم بعقب
- نقطة الإنطلاق.
- الزاوي.
- نهاية؛
- تداخل.

لاحظ أن اللحامات مختلفة أيضًا. اللحامات حسب شكل المقطع (عرضي) تنقسم إلى بعقب وشرائح ، وبحسب الشكل الطولي - مستمر ومتقطع. لاحظ أن اللحامات بعقبعادة ما يتم ملاحظته في مفاصل المؤخرة. لكن من خلال قطع شرائح اللحمهتلقي أنواع أخرى من الاتصالات.
ميزات وأنواع مفاصل المؤخرة.
السمة المميزة الرئيسية للمفصل الملحوم هي موقع الأجزاء المعدنية في الفضاء. عند اللحام التناكبي ، تكون أجزاء المنتج المعدني على نفس السطح أو السطح. يتم إجراء اللحام نفسه في النهايات المجاورة لبعضها البعض.
يمكن أيضا أن تكون مفاصل بعقب أنواع مختلفة، والتي يتم تحديدها من خلال شكل الحواف الملحومة. نعم إنهم هم:
- مباشرة ، أي الحواف التي يمكن لحامها لا تحتوي على حواف ؛
- على شكل حرف V - حواف ذات حواف متقابلة ؛
- على شكل X - شطبة الحواف مصنوعة على شكل الحرف X ؛
- منحني الخطوط - تحتوي الحواف على حواف تشبه عند دمجها الحرف اللاتيني U.

يحدد استخدام أنواع مختلفة من الحواف المائلة نوعين آخرين من مفاصل المؤخرة. بناءً على موقع التماس هناك:
- اتصالات من جانب واحد (يتم إجراء التماس فقط على جانب واحد من الأجزاء المراد لحامها) ؛
- ثنائية (على التوالي ، يتم إجراء درزتين: أعلى وأسفل).
لاحظ أن المفاصل هي التي تستخدم لتركيب الهياكل الهامة والحرجة. هذا يرجع إلى حقيقة أن هذه المركبات لديها أعلى أداء ميكانيكي ، على عكس غيرها. من ناحية أخرى ، يرتبط استخدام هذا النوع من الوصلات الملحومة بالحاجة إلى إعداد حواف المنتج المعدني بشكل إضافي.
بالإضافة إلى الأداء الميكانيكي الممتاز ، اكتسب الوصلة التناكبية شعبية نظرًا لكونها اقتصادية للغاية وذات أداء عالٍ. هذا النوع من الاتصال يؤدي إلى استهلاك أقل للمعادن ووقت أقل للعمل.
تطبيق أنواع مختلفة من مفاصل المؤخرة.
كل نوع مفصل بعقبتتميز بخصائص وميزات معينة تحدد تطبيقها.
لذلك ، عادةً ما يتم استخدام مفصل بعقب من جانب واحد ، بدون تجويف أولي للحواف ، في لحام صفائح غير سميكة من المعدن (حتى 4 ملم).
يمكن أن يكون التوصيل بدون حواف مشطوفة على الوجهين. يستخدم هذا النوع عند العمل بأجزاء لا يتجاوز سمكها 8 ملم. لاحظ أنه مع مفصل تناكبي بدون حواف مشطوفة ، بغض النظر عن موقع اللحامات ، يتم ترك فجوة صغيرة بالضرورة بين حواف المنتج ، والتي تتراوح من 1 إلى 2 مليمتر.
ينصح عمال اللحام باللجوء إلى الحواف المشطوفة في الحالات التي يكون فيها سمك الأجزاء المراد لحامها 4-25 ملم. في هذه الحالة ، يمكن استخدام اتصال أحادي الاتجاه. ويمكن أن تكون حواف الحواف على شكل حرف V أو في حالات نادرة على شكل حرف U. لاحظ أنه مهما كان شكل الحواف الذي يتم اختياره ، فمن الضروري جعلها باهتة إلى حد ما.
إذا كان سمك المنتج المعدني يزيد عن 12 ملم وتم اتخاذ قرار بإجراء اتصال ثنائي الاتجاه ، فمن الأفضل اختيار شكل X للحواف. يسمح لك هذا النوع من الحواف بتقليل كمية المعدن المطلوبة لملء الأخدود بمقدار النصف تقريبًا. مما سيؤثر بالطبع على كفاءة وإنتاجية العمل.
لاحظ أنه يتم تحديد كل نوع من مفاصل التناكب وشكل الحواف وموقع اللحامات بناءً على خصائص المعدن والتصميم نفسه والنتيجة المرجوة.
يتم وضع المنتج المراد لحامه على طاولة اللحام. يتم تثبيت الطرف العاري للإلكترود في حامل القطب الكهربائي. قم بإثارة قوس اللحام عن طريق لمس نهاية القطب الكهربائي بقطعة الشغل المراد لحامها. هناك طريقتان لبدء قوس:
اخفض القطب الكهربائي لأسفل حتى يتلامس مع المعدن الذي يتم لحامه وحركه بسرعة إلى مسافة مساوية لطول القوس ؛
مرر نهاية القطب الكهربي فوق سطح المنتج (كما تضاء المطابقة).
تكمن صعوبة إثارة القوس في حقيقة أنه إذا لم تتم إزالة نهاية القطب بسرعة كافية من سطح المنتج ، فيمكن لحامها أو ، كما يقولون ، "تجميد" ، وإذا كان نهاية القطب يتم إزالة القطب بشكل حاد للغاية ، يمكن أن ينكسر القوس ويخرج.
بمجرد بدء تشغيل القوس ، يحافظ عامل اللحام على طول قوس ثابت عن طريق خفض القطب ببطء أثناء ذوبانه. يجب أن يتم اللحام بقوس قصير: يجب ألا يتجاوز طوله قطر القطب.
عند التسطيح ، يقوم عامل اللحام بتحريك القطب بالتساوي على طول خط اللحام ، وإمالته إلى سطح المنتج بزاوية 70-80 درجة. يجب أن يكون معدل الحركة الطولية كافياً لصهر المعدن الأساسي. عندما يتحرك القطب بسرعة ، لا يذوب المعدن الأساسي ، وعندما يتحرك القطب ببطء ، ينخفض أداء اللحام ، ويزداد سخونة معدن اللحام.
يتم إعطاء الحركات التذبذبية المستعرضة للقطب الكهربائي للحصول على لحام بعرض معين. يمكن أن تكون هذه الحركات متعرجة ، وهلالية ، وشكل ثمانية ، وما إلى ذلك. إذا تم إجراء الحركة الطولية للقطب بدون اهتزازات عرضية ، فسيكون عرض الأسطوانة 0.8 ... 1.5 د أوهولكن يجب أن تكون 2 ... 4.
عندما ينكسر القوس ، يتم إشعاله أمام الكسر ، على المعدن الذي لم يتم لحامه بعد ، ثم يعود إلى معدن اللحام ، مما يضمن استمرارية الخرزة. بعد نهاية تسطيح الخرزة بأكملها ، من المستحيل قطع القطب فجأة من الجزء ، لأنه في هذه الحالة تتشكل عطلة في نهاية الخرزة - حفرة قد تظهر فيها شقوق. من الضروري لحام الحفرة بعناية عن طريق تقصير القوس مرتين أو ثلاث مرات. تعتمد تقنية اللحام بشكل كبير على موضع اللحامات في الفضاء. من الأسهل لحام اللحامات في الموضع السفلي ، لذلك ، عند اللحام ، يجب عليك دائمًا تثبيت المنتج (الجزء) بطريقة يتم فيها لحام معظم اللحامات في الموضع السفلي.
عند اللحام اللحامات بعقبفي الموضع السفلي ، تكمن الصعوبة الرئيسية في الحصول على اختراق كامل. هناك طريقتان لتحقيق الاختراق الكامل دون التعرض لخطر تمجيد المعدن:
لحام جذر التماس (أي لحام الجانب العكسي للدرز) ؛
اللحام على البطانة.
تبقى البطانات ملحومة بالمواد الأساسية أثناء اللحام ويمكن إزالتها بعد اللحام. عادة ما تكون البطانات المتبقية مصنوعة من الفولاذ ، أما البطانات القابلة للإزالة فهي مصنوعة من النحاس.
أسئلة الاختبار : 1 طرق إثارة القوس. 2 ماذا يجب أن يكون طول القوس؟ 3 ما هي الحركات التي تعطى للقطب الكهربي؟ 4 أين يشتعل القوس عندما ينكسر؟ 5 كيف يتم الانتهاء من التماس؟ 6 كيفية ضمان الاختراق الكامل لحامات قاع المؤخرة؟
3.7 عيوب اللحام
عيوب شكل التماسيتم الكشف عنها أثناء الفحص الخارجي وقياسات اللحامات باستخدام القوالب وأدوات القياس. تشمل هذه العيوب: أ) التناقض بين الأبعاد الفعلية للدرزات المحددة بواسطة الرسم أو المعايير ؛ ب) التدفقات: ج) النقص ؛ د) الحفر غير الملحومة ، إلخ. يتم التخلص من العيوب في شكل اللحامات عن طريق اللحام الإضافي لمناطق ضعف اللحام (الأعناق ، اللحامات غير المكتملة) وتصنيع السماكة ، مما يضمن الانتقال السلس إلى الأقسام المجاورة من اللحام وإلى المعدن الأساسي.
شقوقهي أخطر العيوب , والتي يمكن أن تحدث في كل من التماس نفسه وفي المنطقة المتأثرة بالحرارة. يتم التخلص من التشققات عن طريق اللحام مع القطع الأولي للمنطقة المعيبة حتى عمق الشق بالكامل.
المسام والقذائفإذا كانت في خط التماس بكميات كبيرة ، فإنها تقلل من قوتها وتنتهك الكثافة. إذا تجاوز عدد المسام الحد المسموح به ، فسيتم إزالة الجزء المعيب من التماس بالآلات (الحفر واللكم) ولحمه مرة أخرى.
شوائب غير معدنيةتؤثر على قوة اللحام بنفس طريقة تأثير المسام. القضاء على الشوائب غير المعدنية بقدر المسام.
نقص الانصهارنوعان: أ) عدم اندماج المعدن الأساسي مع المترسب ؛ ب) عدم ملء الجزء الكامل من الأخدود بالمعدن المنصهر (عدم تغلغل جذر اللحام). تتم إزالة الأجزاء المعيبة من اللحامات عن طريق المعالجة الآلية (الحفر ، والطحن ، وما إلى ذلك) ولحامها مرة أخرى.
أسئلة الاختبار : 1 ما هي عيوب اللحام؟ 2 كيف يتم إزالتها؟



