موقف اللحامات. هيكل وقوة الوصلة الملحومة للأجزاء المعدنية. العمليات التي تحدث في هيكل المفصل أثناء اللحام
حجم الخط
قرار Gosgortekhnadzor للاتحاد الروسي بتاريخ 11-06-2003 88 بشأن الموافقة على قواعد تشغيل الجهاز والتشغيل الآمن للبخار و ... ذات الصلة في 2017
3.7 المفاصل الملحومة ، الموقع اللحاماتوالثقوب
3.7.1. يجب أن تكون اللحامات عبارة عن لحامات بعقب مع اختراق كامل.
تطبيق الزاوي وصلات ملحومةمسموح به بشرط التحكم المستمر بالموجات فوق الصوتية أو التصوير الشعاعي.
الوصلات الملحومة وموقع اللحامات والثقوب
اللحام هو أحد أكثر طرق اللحام شيوعًا هيكل معدني. ومع ذلك ، للحصول على لحام عالي الجودة ، يجب تحضير اللحامات وتنظيفها وإزالتها ثم تفجيرها في كثير من الأحيان بالأدوات المناسبة والمواد الكاشطة المناسبة. اختيار الطريقة المثلى مهم بشكل خاص للمعالجة من الفولاذ المقاوم للصدأودرزات الزاوية.
تاريخ اللحام
في القرن 20th اللحام بالغازمصحوبة بغازات الأكسجين والوقود. ولكن بغض النظر عن الطريقة التي يتم اختيارها للانضمام عن طريق اللحام ، فإن اللحامات البارزة الناتجة غالبًا ما تكون عن طريق الطحن. طبخ كمخروطي للتنظيف والتشطيب. . اليوم ، يتم استخدام جلاخة الزاوية أو الحزام لهذا الغرض.
يُسمح باستخدام لحامات شرائح ذات فجوة هيكلية بدون تصوير إشعاعي أو تحكم بالموجات فوق الصوتية لأنابيب اللحام والتجهيزات التي لا يزيد قطرها عن 100 مم ، وكذلك الحواف المسطحة (بغض النظر عن قطرها) وعناصر تقوية الفتحات للمجمعات ، براميل غلايات أنابيب المياه وأغلفة غلايات أنابيب الغاز. يجب إجراء مراقبة جودة هذه الاتصالات وفقًا للوثائق التنظيمية (المشار إليها فيما يلي باسم ND) ، المتفق عليها مع Gosgortekhnadzor في روسيا.
مناطق اللحام
لتحضير اللحام ، يتم استخدام مطاحن الزاوية اليدوية أو حتى المطاحن الصناعية للألواح السميكة الكبيرة. لإزالة اللحام. على نحو مفضل ، يتم استخدام حبة سيراميك دقيقة. تنظيف أقراص الصوف والفرش البلاستيكية المبثوقة التي تحتوي على حبيبات كاشطة أو فرش زعنفة.
هنا يجب أن تعمل بسرعة قرص مخفضة بنسبة 30٪ لإطالة عمر الأدوات دون التأثير على أداء التنظيف. في الأساس ، عند العمل على اللحام - حسب حجمها وقوتها - انتبه إلى النقاط التالية.
يُسمح باستخدام وصلات تداخل في اللحام للوصلات الخارجية لوصلات الأنابيب ذات التجويف الاسمي الذي يقل عن 16 مم ، وكذلك لبطانات اللحام والسترات.
3.7.2. في الوصلات الملحومة التناكبي لأجزاء ذات سماكة اسمية مختلفة ، يجب ضمان الانتقال السلس من جزء إلى آخر عن طريق التخفيف التدريجي للجزء ذي الجدران السميكة بزاوية ميل لكل من الأسطح الانتقالية لا تزيد عن 15 درجة.
ابدأ بأكبر حجم ممكن للحبيبات إذا تطلب الأمر تحسين السطح لاحقًا. إذا كان معدل إزالة المواد غير كافٍ ، أو إذا كان اللحام قويًا للغاية ، فقم بتغييره إلى حجم الحبيبات الخشنة التالية. سرعة الأداة الموصى بها: ماكس. . ومع ذلك ، فإن هذا يكون منطقيًا فقط إذا تم اختيار حبة شديدة التآكل في نفس الوقت - وإلا فإن القرص سوف يستمر لفترة طويلة ، ولكن لن يذهب بعيدًا. اليوم ، يقدم السوق شرائح حديثة مع حبيبات سيراميك عالية الأداء ، والتي تضمن بنية حبيبات موحدة تمامًا وبالتالي تحول ضغط التلامس مباشرة إلى قطع.
يُسمح بزيادة زاوية ميل الأسطح الانتقالية حتى 30 درجة ، إذا تم تبرير موثوقية الاتصال من خلال حساب القوة مع تحديد المورد المحسوب.
إذا كان الاختلاف في السماكة الاسمية لعناصر الجدار التي يتم لحامها أقل من 30٪ من سمك جدار العنصر الرقيق ، ولكن ليس أكثر من 5 مم ، فيُسمح بتنفيذ الانتقال السلس المحدد من جانب فتح الحافة بسبب إلى الموضع المائل لسطح اللحام.
تتطلب الأقراص ضغطًا قليلًا نسبيًا لتحقيق إزالة كبيرة في وقت قصير جدًا ؛ تظل الشغل باردة. كلما كانت اللحامات أصغر ، زادت مقاومتها للتآكل. بعد كل شيء ، حتى الفولاذ المقاوم للصدأ يمكن أن يتآكل بالتأكيد عندما يتلامس مع الفولاذ العادي والمواد المعدنية الأخرى.
لا تستخدم أداة الطحن أولاً على الفولاذ العادي ثم على الفولاذ المقاوم للصدأ. يجب دائمًا إزالة غبار الصنفرة تمامًا من جميع الأسطح. يجب أن تكون درجة حرارة المعالجة منخفضة بما يكفي لمنع تكون كربيدات الكروم.
متطلبات المفاصل بعقبيجب تحديد العناصر ذات السماكات المختلفة مع خصائص القوة المختلفة ، على سبيل المثال ، وصلات العناصر المصبوبة مع الأنابيب ، والأجزاء المصنوعة من الصفائح أو المطروقات ، وكذلك وصلات الأنابيب ذات الأكواع المنحنية بشدة ، والتي يتم إجراؤها عن طريق السحب أو الانحناء مع التقليب ، يجب تحديدها بواسطة ND ، اتفق مع Gosgortekhnadzor لروسيا.
سيؤدي ذلك إلى تآكل الخلايا الحبيبية. هناك مشكلة خاصة تتمثل في معالجة اللحامات داخل أجزاء اصطدام الزاوية بسبب المساحة المحدودة ، مثل الدرابزين الفولاذي المقاوم للصدأ أو المقاطع الجانبية المربعة. هنا يجب عليك استخدام الأداة المناسبة لتقليل خشونة السطح وإزالة البقع ومطابقة نمط الصنفرة حتى النهاية.
أولاً ، استخدم فيليه لحام وقرص مضغوط كربيد دقيق الحبيبات لإزالة اللحام. هام: قم بمحاذاة الشفرة والدائرة وقم بتوجيه الشفرة بدقة إلى اللحام ، وإلا ستضرب الشفرة ويصعب توجيهها أو يستحيل توجيهها. باستخدام قرص ناعم مضغوط من الصوف ، يقلل الخشونة بشكل كبير ويزيل ألوان التلطيخ على يسار ويمين اللحام. اضبط نمط الصنفرة على السطح المطلوب. . في الوقت نفسه ، هناك مواد كاشطة في السوق تجمع بين الطحن الكاشطة والتشطيب في عملية واحدة.
3.7.3. يجب أن يوفر تصميم وموقع اللحامات ما يلي:
أ) إمكانية عمل وصلات ملحومة وفقًا لجميع متطلبات اللحام المحددة في RD والإنتاج والوثائق الفنية (المشار إليها فيما يلي باسم PDD) ؛
ب) وضع أجهزة التدفئة مجانًا في حالة المعالجة الحرارية الموضعية ؛
أنواع اللحامات وخصائصها
مادة اصطناعية غير منسوجة توفر اتصالاً معينًا بين الأداة وقطعة العمل وبالتالي تتبع خطوط سطح التماس. راتينج يجمع بين الألياف الاصطناعية والحبوب الكاشطة لتشكيل ألياف الصوف العشوائية القوية والمفتوحة والمرنة والمتينة والمقاومة إلى حد كبير للمواد الكيميائية. الحبيبات الخشنة جدًا إلى فائقة النعومة التي تطلق باستمرار جزيئات كاشطة جديدة أثناء الاستخدام. لذلك ، يتطلب جهدا أقل بكثير. . يقلل التصميم المفتوح من توليد الحرارة - وبالتالي يمنع الالتواء والحرق وتغير اللون.
ج) توافر مراقبة جودة الوصلات الملحومة بالطرق المقدمة لها ؛
د) إمكانية إصلاح الوصلات الملحومة مع المعالجة الحرارية اللاحقة والتحكم ، إذا تم توفيرها من قبل RD.
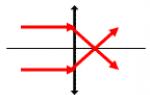
3.7.4. لا يسمح بتقاطع الوصلات الملحومة. يجب أن يكون إزاحة محاور اللحامات الممتدة إلى حدود اللحام بالتوازي أو بزاوية 3 أضعاف سماكة الصفيحة السميكة ، ولكن لا تقل عن 100 مم.
تحت عمليات اللحام غاز خامليشير إلى العمليات التي تستخدم غازًا خاملًا أو نشطًا أو مختلطًا لخلق جو وقائي حول البركة المنصهرة. هناك الإجراءات التالية. يحترق القوس بين قطب سلكي مزود باستمرار ومستهلك وقطعة العمل. يتم حماية القوس وحوض اللحام بالغاز النشط أو الخامل. يمكن استخدام هذه العملية في معظم المواد وتتوفر مجموعة كبيرة من المواد الاستهلاكية. يتم التخلص من التغييرات المتكررة في القطب الكهربائي وتكون الطاقة الصافية أكبر بكثير حيث لم يعد هناك المزيد.
متطلبات هذه الفقرة ليست إلزامية للوصلات الملحومة تناكبًا للأجزاء بسمك جدار اسمي يصل إلى 30 مم شاملاً ، وكذلك لوحدات التجميع الملحومة مسبقًا من أجزاء ذات سماكة اسمية مختلفة ، مع مراعاة الشروط التالية في نفس الوقت:
أ) يجب عمل الوصلات الملحومة عن طريق اللحام الأوتوماتيكي ؛
من كل كيلوغرام من الأقطاب الكهربائية التي يتم إدخالها ، يدخل 65٪ فقط في معدن اللحام. يتم استخدامه في جميع المناطق تقريبًا حيث يتم إجراء أعمال اللحام على الخالي من الشوائب و سبائك الصلب منخفضةوالصلب عالي السبائك ومواد النيكل والألمنيوم. تتم معالجة الأسلاك السلكية في كثير من الأحيان ، مما يوفر ليس فقط زيادة الإنتاجية ، ولكن أيضًا عددًا من المزايا الأخرى.
ومع ذلك ، فإن السلك ذو القلب المتدفق ليس صلبًا ، ولكنه يتكون من سترة معدنية حول قلب متدفق. يتم ضبط القطر النهائي عن طريق الرسم أو التدحرج اللاحق. يتم توفير الغاز إما من الخارج من خلال شعلة اللحام أو يتم إنشاؤه بواسطة المسحوق الذي يملأ القوس. بالإضافة إلى الحماية من الغاز ، فإن الأسلاك الروتيل والأسلاك الرئيسية ذات التدفق المحوري محمية بطبقة رقيقة من الخبث أثناء التبريد.
ب) يجب أن تخضع تقاطعات اللحامات للتحكم بالموجات فوق الصوتية والأشعة.
إذا كان المفصل الملحوم به ثقوب ، فمن نقطة تقاطع محاور اللحامات ، أقرب حافة
/ - يجب أن تكون الثقوب على مسافة لا تقل عن ، حيث Dm و s هما متوسط قطر وسمك العنصر ، على التوالي ، حيث توجد الثقوب ، مم.
يتم إزالة الخبث محليا. يعتبر لحام التنغستن inergas إحدى عمليات اللحام بالغاز الخامل. يحترق القوس بين المواد غير المستهلكة قطب التنغستنوالتحضير. يتم حماية القطب الكهربائي والقوس وحمام الذوبان من الغلاف الجوي بواسطة غاز خامل. إذا كان معدل التدفق مطلوبًا ، يتم تغذيته على شكل سلك بارد ويتم صهره أمام البركة المنصهرة. من السهل تجنب أخطاء الترابط وعلامات الاختراق والمسام. يمكن تنفيذ العملية يدويًا أو ميكانيكيًا جزئيًا أو كليًا. تستخدم هذه العملية للوصلات الملحومة في المناطق ذات متطلبات الجودة العالية ، على سبيل المثال.
يجب إجراء القياسات للبراميل من الداخل وللعناصر الأخرى - في الخارج.
3.7.5. أدنى مسافةيجب ألا تقل السماكة الاسمية للأجزاء المراد لحامها بين محاور اللحامات المتجاورة غير المتجاورة (عرضية ، طولية ، طولية ، وترية ، دائرية ، وما إلى ذلك) عن يزيد سمك الجدار عن 8 مم ولا يقل عن 50 مم لجدار سمكه 8 مم أو أقل.
مفاصل اللحام: أنواعها وخصائصها
الصناعات النووية والكيميائية والفضائية والغذائية. تم تطوير اللحام المداري على أساس اللحام بالغاز الخامل من التنجستن لربط الأنابيب بأقطار مختلفة. إنها عملية تلقائية يمكن من خلالها توصيل الأنابيب المصنوعة من مواد عالية الجودة. الميزة هنا هي أنه ، خاصة بالنسبة للأنابيب التي لا يمكن قلبها ، لا يجب عمل توجيه مرهق للموقد يدويًا. يتم التمييز بين الأنظمة التي إما تخلق جوًا واقيًا للغاز محليًا على الموقد ، أو تلك التي تغطي منطقة اللحام بالكامل بغاز التدريع.
3.7.6. يجب أن يوفر طول الشفة الأسطوانية من محور اللحام التناكبي إلى بداية تقريب الجزء السفلي المحدب أو أي عنصر ذي حواف أخرى إمكانية الاختبار بالموجات فوق الصوتية للحام اللحام السفلي من الجانب السفلي.
3.7.7. يجب ألا تتلامس لحامات الغلايات مع الدعامات. عندما تكون الدعامات أعلى (أسفل) الوصلات الملحومة ، يجب أن تكون المسافة من الدعم إلى اللحام كافية للقيام بالتحكم الضروري في حالة المفصل الملحوم أثناء التشغيل.
الإصلاح والتسطيح
يتم استخدام أقطار الأنابيب الكبيرة المستخدمة في بناء خطوط الأنابيب ، والروبوتات التي يتم توجيهها حول الأنبوب على سكة. هناك عدد من تقنيات التمديد تقنيات اللحاموالتي تعطي الجزء البالي حياة خدمة جديدة وأطول في كثير من الأحيان. يعطي عدد كبير من السبائك المعدنية الملحومة للمكون المعاد تصنيعه مقاومة متزايدة لأنواع مختلفة من التآكل ، وكذلك مع الصدمات أو التآكل. غالبًا ما تكون مدة خدمة الجزء الذي تم إصلاحه أطول من عمر الجزء الجديد.
يسمح بتغطية الوصلات الملحومة المستعرضة لأجسام الغلايات الأسطوانية بالدعامات التي تعمل في وضع أفقي ، بشرط أن تكون الأقسام المتداخلة ملحومة
المفاصل التي لها بدل جانبي لا يقل عن 100 مم خضعت للاختبار المستمر بالأشعة أو بالموجات فوق الصوتية.
لذلك ، غالبًا ما يتم تطبيق طبقة الحماية من التآكل عن طريق اللحام الموجود بالفعل في تصنيع المكونات الجديدة. اعتمادًا على نوع التآكل والإجهاد ، هناك مجموعة واسعة من الملابس المناسبة مستهلكات اللحاممع درجات متفاوتهمقاومة أنواع معينة من التآكل والتآكل والحرارة وما إلى ذلك. والتي يتم تطبيقها على هيكل المكون المجهد. بالإضافة إلى التطبيقات التقليدية مثل التعدين والهندسة المدنية ، يُستخدم التجريد أيضًا اليوم في العديد من الصناعات الأخرى.
هذا يؤدي إلى اختلافات في التطبيقات والتأثيرات على المواد الأساسية وخصائص اللحام اللاحق. يكمن الاختلاف بين أنواع الأقواس المختلفة في طول القوس. يعتمد بشكل أساسي على جهد اللحام ، تيار اللحامتستخدم غاز وقائيوسرعة تغذية الأسلاك. وتجدر الإشارة إلى أن جميع المعلمات هنا مترابطة.
لا يسمح بسد تقاطعات وتقاطعات الوصلات الملحومة بالدعامات.
3.7.8. يجب أن تكون المسافة من حافة خط اللحام للمفصل الملحوم إلى محور الثقوب لتوسيع أو لحام الأنابيب 0.9 على الأقل من قطر الفتحة. يسمح بوجود ثقوب لأنابيب اللحام أو قطع التركيب على الوصلات الملحومة التناكبية وعلى مسافة أقل من 0.9 من قطر الفتحة ، بشرط استيفاء الشروط التالية:
يتميز قوس الرش بالنصب التذكاري مظهر خارجي. كقاعدة عامة ، يتم ضمان انتقال قطرة رقيقة من دائرة كهربائية قصيرة من قطب السلك إلى حوض اللحام. هنا ، يتم حقن طاقة عالية نسبيًا في معدن اللحام ، وبالتالي فإن المنطقة المتأثرة بالحرارة ، وبالتالي أيضًا تشويه قطعة العمل ، تكون أكبر من معظم أنواع الأقواس الأخرى. يستخدم هذا النوع من القوس للمواد السميكة من أجل إذابة المادة الأساسية بشكل كافٍ لتجنب أخطاء الربط.
في حالة المواد الحديدية والمواد الاستهلاكية بكمية معينة من السيليكون والمنغنيز ، ينبغي توقع كمية كبيرة من السيليكات. تتسبب السراويل القصيرة في تناثر خفيف. يمكن لحام السبائك ذات السماكة المتوسطة. تكون الطاقة المنقولة لمعدن اللحام أقل من قوس الرش ، ولكنها أكبر من القوس القصير.
أ) قبل حفر الثقوب ، يجب أن تخضع الوصلات الملحومة للاختبار بالأشعة أو بالموجات فوق الصوتية في منطقة الثقوب مع بدل لا يقل عن 100 مم على كل جانب من جوانب اللحام ؛
ب) يجب تبرير مدة الخدمة المقدرة بحساب التحقق من القوة.
قد لا يتم إجراء الحسابات إذا كانت المسافة بين حواف الثقوب الموجودة في التماس الطولي 2 على الأقل ، وللثقوب الموجودة في التماس الحلقي (المستعرض) - على الأقل.
تقع المنطقة المتأثرة بالحرارة والتشوه أيضًا بين التقاطعات والقوس القصير. يتم استخدام قوس قصير للانضمام إلى صفائح أرق مع القليل من الحرارة في المادة الأساسية. تكمن الخصوصية هنا في أنه في هذا النوع من نقل مادة القوس يحدث فقط خلال دائرة كهربائية قصيرة. هذا يعني أنه يجب إعادة إشعال القوس مرارًا وتكرارًا بعد كل دائرة كهربائية قصيرة من أجل إذابة المادة الأساسية. تؤدي الحاجة إلى البيع القصير أيضًا إلى ظهور اتجاه تناثر قوي.
العمليات التي تحدث في هيكل المفصل أثناء اللحام
يسهل مغطس المصهور اللزج عملية اللحام. من أجل الجمع بين مزايا القوس القصير واللحام الرقيق وقوس الرش ، بدون ترشيش وحرق موحد ، تم تطوير قوس نابض. إنه يتحول دائمًا بين التيارين إلى الأمام والخلف. التيار الرئيسي يسبب الانحناء المستمر. يعمل التيار النبضي على فصل القطرة عن قطب السلك. المدخلات الحرارية في منطقة القوس القصير.
يُسمح بوجود ثقوب لتوسيع الأنابيب على الوصلات الملحومة وفقًا لـ RD ، المتفق عليها مع Gosgortekhnadzor في روسيا.
3.7.9. يجب أن تكون المسافة بين مركزي فتحتين متجاورتين في الأصداف والقيعان المحدبة على طول السطح الخارجي 1.4 حفرة على الأقل أو 1.4 نصف مجموع أقطار الفتحة إذا كانت الأقطار مختلفة.
عندما يتم ترتيب الثقوب في صف واحد طولي أو عرضي ، يُسمح بتقليل المسافة المحددة إلى 1.3 قطرًا. عند تركيب لوحة غشاء محكمة الغلق في مثل هذا الصف من الأنابيب مع لحام سطح مجمع الأنابيب والفواصل بينها (أو الزعانف) بطول كامل اللوحة المتصلة بالمجمع ، يمكن أن تكون المسافة بين الثقوب تم تقليل قطر الفتحة إلى 1.2.
يتم تصنيف اللحامات والمفاصل وفقًا لمعايير مختلفة. من المهم أيضًا أن نفهم أن هذه مفاهيم مختلفة.
اللحام هو ذلك المكان في المعدن الذي يكون في حالة منصهرة أثناء اللحام. وعندما يبرد المعدن ، يتبلور التماس. المفصل الملحوم هو مفهوم أوسع. يشمل الاتصال مباشرة التماس نفسه ، وكذلك المناطق المجاورة ، وهي: المنطقة التي تعرضت لضغط حراري أثناء عملية اللحام ، ومنطقة الانصهار ، وهي جزء المعدن الموجود بالقرب من المنطقة المعرضة للتسخين.
من المهم التمييز بين اللحامات والمفاصل ، لأن خصائص اللحام الأولى تحدد شكل وقوة المعدن نفسه في المكان الذي حدث فيه اللحام. ويتم تحديد خصائص المفصل من خلال خصائص التماس نفسه ومناطق أخرى من المفصل ، والتشوهات البلاستيكية ، وبالتالي ، تؤثر على طبيعة توزيع القوى التي ستعمل في المفصل الملحوم.
من الجدير أيضًا أن نفهم أنه في وصلة ملحومة واحدة يمكن أن يكون هناك من واحدة أو أكثر من اللحامات.
من أجل فهم المواقف ولأي عمل يتم استخدام طبقات ومفاصل لحام معينة ، يجب على المرء أن يتعرف على خصائصها بالتفصيل.
أنواع اللحامات وخصائصها.
يحدث تصنيف اللحامات وفقًا للمعايير التالية:
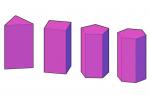
شكل المقطع العرضي:
- بعقب - العناصر الموجودة في نفس الطائرة يتم لحامها ولحامها.
- الزاوية - العناصر ملحومة بزاوية معينة.
- مشقوق - العناصر (الأوراق) متراكبة على بعضها البعض وتذوب في بعضها البعض.
الاختلاف الرئيسي هو الهندسة المختلفة والمعلمات الأساسية للدرزات. إذا ، على سبيل المثال ، عند اللحام بعقب ، فإن ارتفاع التعزيز والعرض هما العنصران الرئيسيان ، ثم في الزاوية - ساق التماس.
تكوين اللحام:
- مستقيم.
- منحني الأضلاع.
- جرس.
طول اللحام:
- تنقسم المواد الصلبة إلى قصيرة - لا يزيد طولها عن 300 مم ، ومتوسط - يصل إلى متر واحد وطويل - أكثر من متر واحد.
- متقطع - يمكن أن يكون لديهم ترتيب متسلسل ومتدرج من اللحامات على وصلة ملحومة.
طريقة اللحام المستخدمة:
- مصنوعة من قطب كهربائي قابل للاستهلاك بواسطة لحام القوس اليدوي.
- صنع في البيئة الغازيةذوبان القطب.
عدد طبقات التماس:
- من جانب واحد.
- ثنائي.
- متعدد الطبقات.
حجم المعادن المودعة:
- طبيعي.
- عززت.
- ضعيف.
مفاصل اللحام: أنواعها وخصائصها.
السمة الرئيسية التي يتم تصنيفها من خلالها وصلات اللحام، - ترتيب العناصر بالنسبة لبعضها البعض. بناءً على ذلك ، يتم تمييز الأنواع التالية:
- بعقب - يتم تحديد تشكيلها من خلال إنشاء طبقات من نوع بعقب.
- فيليه - يتم إنشاؤه عند لحام اللحامات.
- اللف - يتم تشكيل هذه الوصلات أيضًا بمساعدة الزاوية ، وكذلك بمساعدة طبقات مشقوقة.
- على شكل حرف T - لإنشاء مثل هذه الاتصالات تستخدم أيضًا قطع شرائح اللحمه، في كثير من الأحيان - مشقوق.

مفاصل بعقبالأكثر شيوعًا ، حيث أن لديهم أقل قيمة إجهاد ، كما أنهم الأقل عرضة للتشوه أثناء عملية اللحام. هذا النوع من الوصلات هو الأقل استهلاكًا للمعادن ، ولكنه يتطلب أيضًا التحضير الأكثر دقة للأجزاء قبل اللحام المباشر. عبر اللحامات بعقبمن الممكن لحام المنتجات المعدنية بسمك من 1 إلى 60 مم. لكل سمك ، هناك توصيات بشأن شكل شطبة حواف الورقة - على شكل X ، على شكل Y على شكل حرف U وما إلى ذلك.
وصلات الزاوية- توجد عناصر اللحام في أي زاوية مع بعضها البعض ، ولكنها لا تحمل الكثير من الضغط. أوعية وحاويات وخزانات مختلفة - ملحومة في أغلب الأحيان بهذه الطريقة. سمك المعدن لا يتجاوز 1-3 مم.
وصلات اللفة- لا يتطلب هذا النوع من التوصيلات معالجة خاصة لحواف المعدن كما في لحام بعقب، لكن استهلاك المعدن - الرئيسي والمودع سيكونان كبيرًا. لا يزيد سمك المعدن لهذا النوع من اللحام عن 12 مم. في أغلب الأحيان ، يتم استخدام التماس على الوجهين بحيث لا تخترق الرطوبة من الجانب الآخر من التماس.
اتصالات المحملة - غالبًا ما يتم لحام إطارات الجمالون والأعمدة والأعمدة والعوارض باستخدام هذا النوع من التوصيل. في المقطع العرضي ، هذا الاتصال هو الحرف T و اللحاميمكن أن يكون على أحد الجانبين أو كلاهما.
قبل البدء في أي ملف أعمال اللحاممن المهم الحصول على فكرة عن أنواع اللحامات والمفاصل الموجودة. ستساعدك هذه المعلومات على استخدام الموارد بكفاءة عند أداء العمل وستعطيك فكرة عن المنتجات التي يفضل استخدام بعض اللحامات والوصلات لها.