موسوعة كبيرة عن النفط والغاز. مفاصل اللحام في الموضع السفلي
كيف يتم الحصول على الشهادة وما الذي يجب عليّ إحضاره للامتحان؟
كيف تحصل على ماكينة لحام NAKS؟ يتم تخصيص يوم واحد للحصول على الشهادة. إذا لم تقم بإجراء الاختبار في المؤسسة ، ولكن في المجمع أو في المعهد ، فاحضر في الصباح وابدأ في التحضير. بعد التحضير ، يتم إعطاؤك قطعتين من الأنابيب (ملف) وتقوم بطهيهما في الضوء. من الضروري أيضًا تحضير الحواف - شطب ما يصل إلى 45 درجة ، وربط الأنابيب (لذلك يجب أن يكون هناك مشبك خاص في المقصورة) ، مساميرها.
من الأفضل أن تحصل على شهادة مُجهزة بأدواتك والمواد الاستهلاكية الخاصة بك. سيكون من الجيد شراء حقيبة يمكن فيها تعبئة كل شيء بشكل مضغوط ونقله دون أي مشاكل. عليك أن تأخذ معك:
كيلوغرامات من 2-3 أقطاب LB 52U Kobelco بقطر 2.6 ، لأنها معتمدة. على الفور ، من المرجح أن يتم تقديم أقطاب كهربائية لك ، ولكن من غير المحتمل أن تكون LB ، فمن المحتمل أن تعطيك Merov (MP-3) ، والتي لا يمكنك لحام التماس ، أو UONI. أولئك. من الأفضل إحضار الأقطاب الكهربائية الخاصة بك واطلب منهم وضعها في الفرن أثناء التدريب ؛
لتوسيط الأجزاء بحيث لا يكون هناك إزاحة ؛
;
. طحن عجلاتفرشاة للمعادن قابلة للفصل. يجب تنظيف الأنبوب حتى لمعان معدني من الداخل والخارج على مسافة 30 مم من الحواف المراد لحامها.
فرشاة معدنية عادية.
الخاص بي . قد يكون الحامل الذي سيتم توفيره لك في الموقع مفكوكًا ولا يحمل القطب.
(هو الأهم). من الأفضل شراء حرباء غير مكلفة. يمكنك شرائه مرة واحدة لاجتياز الاختبار.
اقرأ المقال على الموقع: |
لحام الأنابيب للحصول على شهادة NAKS تحت (الموجات فوق الصوتية أو الأشعة السينية)
العمل التحضيري
على شكل فراغات ، خذ قطعتين من أنبوب فولاذي بقطر 133 مم وسمك جدار 4 مم ، مقطوعًا بالتساوي (يمكن القيام بذلك بأكبر قدر ممكن من الكفاءة على منشار ميتري). تأكد من أن القطع مستقيم تمامًا. إذا كانت منحنية قليلاً ، فستواجه أثناء عملية اللحام صعوبات خطيرة للغاية. بعد ذلك ، تحتاج إلى شطب بمطحنة وتنظيف الحواف. تتم إزالة الشطب وفقًا لـ GOST 16037-80 "وصلات ملحومة" بزاوية معينة. يجب أن تكون الزاوية على كل أنبوب 25-30 درجة.

بعد ذلك. بعد إزالة الشطب ، من الضروري تنظيف الحواف حتى لا تتداخل مع التكوين الصحيح لجذر التماس. يتم ذلك مع ملف. بعد إزالة الشطب وداخل الحواف ، تحتاج إلى تخفيف الحواف ، لأنها كذلك زاوية حادةأثناء عملية اللحام سوف تذوب بسرعة. وفقًا لـ GOST ، يتم إجراء الشد حتى 2 مم.
المجسم
هذه المرحلة مهمة جدا ، اتبعها بحذر شديد. يعتمد نجاح الوصلة الملحومة كليًا على التجميع الصحيح.
وفقًا للقواعد ، من الضروري إرساء الأنبوب والاستيلاء عليه. يجب أن يتم ذلك بطريقة توجد فجوة مناسبة للاختراق الكامل ، ولا يوجد إزاحة. أود أيضًا أن أشير إلى أن الأنابيب تأتي مع انحراف (ليس دائريًا تمامًا). حتى في مثل هذه المنظمة الجادة مثل NAKS ، يمكن للأنابيب توزيع الأنابيب البيضاوية ، والتي ستؤثر في النهاية على الإزاحة. وفقًا للقواعد ، يُسمح بـ 1 ملم ، لكنه لا يزال كثيرًا وقد لا يكون هناك اندماج في جذر التماس بسبب إزاحة الأنابيب وإهليلجيتها.
لربط الأنابيب ، يتم أخذ زاوية مسطحة أو قناة ، يتم وضعها وتثبيت فجوة ، والتي يمكن أن تكون حوالي 2 إلى 3 مم. يتم تزويده عادةً بقطر قطب كهربائي يتم إدخاله ببساطة في المفصل بين أنبوبين. إذا كنت تقوم بلحام بقطب 2.5 مم. ثم ، وفقًا لذلك ، ستكون الفجوة هي نفسها.
ملحوظة.يتم لحام الممر الجذري للأنابيب من أي قطر (إذا لم يكن حجمًا كبيرًا جدًا) فقط بقطب 2.5 مم. إذا حاولت تحضير الجذر بثلاثية ، فلن يأتي شيء جيد منه.
النقطة التالية التي أود أن أشير إليها. عند اجتياز شهادة NAKS ، يمكن تزويدك بأنابيب يصل سمكها إلى 10 مم لتعقيد المهمة. مع مثل هذه السماكة ، من الضروري زيادة الفجوة إلى 3 مم. من الضروري أيضًا مراعاة حقيقة أنه عند التثبيت ، يمكن سحب الأنبوب معًا في مكان المعالجة عن طريق الضغوط في المعدن. اجعل الفجوة أكبر بمقدار بضعة أعشار من المليمتر بحيث لا توجد صعوبات في المستقبل.
للحصول على إرساء أكثر أمانًا ، يمكنك أيضًا استخدام المغناطيس. يمكن تثبيتها على كلا الجانبين.
لحام تك
لحام أنبوب يبلغ قطره 133 مم وسمك جداره 4 ، يلزم وجود تيار تقريبي قدره 50 أمبير ، ويمكن ضبطه أثناء التشغيل. يتم وضع المسمار أولاً على جانب واحد من الأنبوب ، ثم على التوالي ، على العكس من ذلك. إذا لزم الأمر ، يتم ضبط الفجوة بين الأنابيب. تم وضع الدعامة الثالثة بزاوية 90 درجة من الأولى ، والرابعة مقابل الثالثة.
معالجة تك
بعد تثبيت المسامير ، من الضروري تنظيفها جيدًا. في بدايتها ونهايتها ، من الضروري عمل جروح لإزالة العيوب المحتملة (عدم الذوبان والمسام).

لحام الجذور
لأداء هذه المهمة بشكل فعال ، يكفي أن تتعلم كيفية عمل حركة تذبذبية واحدة "ذهابًا وإيابًا" مع تحول تدريجي من مسار إلى آخر. سرعة اللحام - حسب الحالة. يمكنك إضاءة القطب على مسار ، على قوس طويل ، يتم غلي الجذر نفسه بقوس قصير. نقوم بطهي الزاوية للخلف ، يمكن إمساك القطب بزاوية من مستقيم إلى حاد. إذا قمت بقص الأنبوب إلى نصفين ، يجب أن تعتني الأسطوانة الموجودة في الجزء الخلفي منه بعد اكتمال العملية ، كما هو موضح في الصورة.
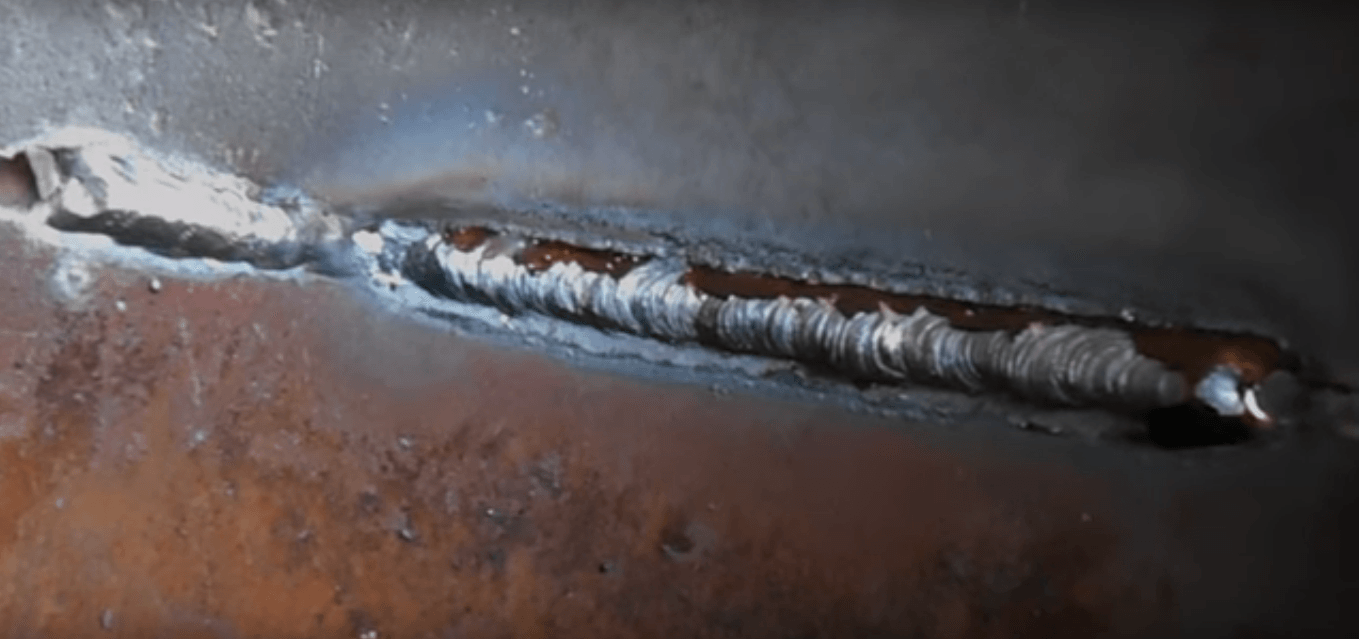
من السهل الطهي بتعليق الأنبوب على التركيب في وضع "شبه السقف". عندما تقترب من المسار التالي ، فمن المستحسن حفظه بحيث يكون هناك اندماج جيد عند تقاطع البكرات. إذا أمكن ، يجب أن تحدث العملية دون فصل القطب. إذا حدث الانفصال ، فيمكنك إضافة القليل من التيار في هذه اللحظة لضمان الاختراق. يتم ضبط التيار وفقًا للحالة لضمان الاختراق الكافي وتجنب الحروق المعدنية. عند اللحام الوضع الرأسييمكنك دائمًا عمل التيار كحد أدنى ، عندما تذهب إلى الموضع السفلي ، يجب أن تأخذ في الاعتبار أنه من الأسهل لسقوط المعدن السائل في الأنبوب - تأكد من عدم ارتفاع درجة حرارة الفولاذ في هذه اللحظة.

مواجهة التماس
قبل الشروع في الممر المواجه ، من الضروري تنظيف جذر التماس لكسر المعدن (إزالة الدرنات ، والخبث ، والجروح السفلية). يتم عمل أخدود صغير.
تواجه التماس في الموقف العلويمن المريح الطهي عن طريق تحريك القطب في دوامة.
الممر العمودي هو "عظمة هلال متعرجة".
عند اللحام بدون فصل ، حاول العثور على الوضع الأكثر راحة للجسم واليدين ، وتأكد من أن طول سلك الشعلة كافٍ لأداء جميع التلاعبات اللازمة.
عندما تتغلب على الخبث ، فمن المستحسن أن تغمض عينيك ووجهك بيدك.
عند لحام الأسطوانة الثانية ، من الضروري إحداث شق.
التحكم في العقدة
يتم تنظيف حواف التماس لمسافة حوالي 50 مم (بقع ، ترهل ، إلخ.)
يبدأ التحكم نفسه بفحص بصري لجودة التماس الأمامي. ومع ذلك ، لا توجد عادة أسئلة له ، والتي لا يمكن أن تُقال عن ممر الجذر.
إذا اجتاز الأنبوب فحصًا بصريًا ، فيُسمح فقط في هذه الحالة بالفحص بطرق غير مدمرة (الموجات فوق الصوتية والأشعة السينية).
متطلبات المرور الأمامي:
ارتفاع الأسطوانة 0.5 - 2 مم
يجب أن يكون عرض الأسطوانة مساويًا لسمك الأنبوب مضروبًا في 2. إذا كان سمك الأنبوب 4 مم ، فيجب أن يكون عرض الأسطوانة 8-10 مم.
التماس مستقيم ، ترتيب المقاييس كثيفة.
تمرير الجذر:
ارتفاع الأسطوانة العكسية 0.5-1 مم.
لا يسمح بعدم الاندماج وعدم الاختراق.
اللحام- هذه العملية التكنولوجيةالحصول على اتصال دائم عن طريق إنشاء روابط بين الذرات والجزيئات بين الأجزاء الملحومة من المنتج أثناء تسخينها (محليًا أو عامًا) ، و / أو تشوه البلاستيك.
تستخدم في اللحام اللحام شبه الأوتوماتيكي، آلات البيع، محولات اللحام. يتم إجراؤها يدويًا أو تلقائيًا.
يتم إجراء لحام الأنابيب باستخدام وصلات ملحومة بعقب ، ولف ، وشرائح ، وأنبوب على شكل حرف T.
في أعمال التهوية ، يتم استخدام وصلات ودرزات ملحومة مختلفة. عنصر يسمى المفصل الملحوم. البناء الملحومتتكون من جزأين هيكليين أو أكثر و اللحامربط هذه الأجزاء. الوصلات الملحومة المستخدمة في تصنيع مجاري الهواء والتجهيزات والأجزاء الأخرى من أنظمة التهوية هي تناكبي ، بعقب مع شفة ، حضن ، زاوية (GOST 5264-80).
مفاصل بعقب (الشكل 5 ، أ) ، التعيين وفقًا لـ GOST 5264-80 - C2نفذت من أجل لحام مجاري الهواء وأجزائها من صفائح فولاذية بسمك 1.5-3 مم. لإجراء مثل هذا الاتصال ، من الضروري تحضير حواف الأوراق وضبط الفجوات بدقة حتى 0.5 مم.
مفاصل بعقب مع مضيئة تستخدم في صناعة مجاري التهوية. لإجراء مثل هذا الاتصال ، يتم أولاً شفة الصفائح المعدنية ، ثم يتم لحام الصفائح على طول الأسقلوب.
اتصال اللفة
يتم إجراء هذا الاتصال من خلال تراكب عنصر اتصال على آخر. يجب أن تكون كمية التراكب على الأقل ضعف مجموع سمك حواف المنتجات المراد لحامها ، ولا تتم معالجة الأسطح المراد لحامها (باستثناء تنظيف الحواف). عادةً ما يتم لحام الصفائح التي تحتوي على مثل هذا الاتصال على كلا الجانبين لمنع الرطوبة من اختراق الفجوة بينهما. في صناعة مجاري الهواء الدائرية والمستطيلة ، لا يمكن لحام اللحام من الداخل ، لذلك فهي تقتصر على لحام الحواف الخارجية فقط. تستخدم طبقات اللفة ذات التشفيه أيضًا في تصنيع الانحناءات الدائرية.
وصلات الزاوية (ح) الإنتاج بدون الحواف المشطوفة وبها.
اتصالات المحملة إجراء لحام العنصر الأول من المنتج للآخرين (العناصر). بدون حواف مشطوفة ، يتم إلقاء الهياكل ذات الحمولة المنخفضة. يعتمد ترتيب الخياطة أثناء اللحام على قطر الأنبوب ودرجة الفولاذ وموضع المفصل.
التماس الملحوم, وهو المعدن المترسب المتصلب المتكون أثناء عملية اللحام. يتم تصنيف اللحامات وفقًا للمعايير التالية:
حسب الموضع في الفضاء (الشكل 6 ، أ) - في الأسفل والأفقي والرأسي والسقف ؛
وفقًا للموقف بالنسبة إلى القوة المؤثرة (الشكل 6 ، ب) - على الخاصرة أو النهاية أو الأمامية والمائلة ؛
حسب الطول (الشكل 6 ، ج) - إلى مستمر أو مستمر ومتقطع ؛
وفقًا للشكل الخارجي (الشكل 6 ، د) إلى الوضع الطبيعي والمحدب والمقعّر.
أرز.أنواع المؤخرة و اللفة وصلات ملحومة
1) بعقب(أ-هـ) ، 2) حجر(ز) ، 3) الزاوي(ح) ، 4) قمزة(و).
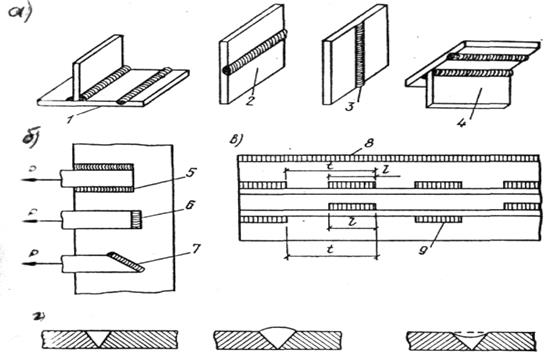
أرز.أنواع اللحامات.
1 - أدنى؛ 2 - عرضي؛ 3- عمودي
4 - السقف؛ 5 - الخاصرة 6 - الوجه أو الجبهي ؛ 7 - منحرف - مائل؛ 8 - مستمر؛ 9 - على فترات متقطعة؛ 10 - عادي؛ 11 - محدب 12 - مقعر.
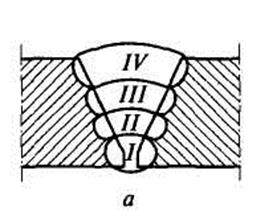
لحام متعدد الطبقات (نمط الدائرة ). مناسب لسماكات المعادن الكبيرة (> 20 مم)
في اللحام متعدد الطبقات ، يجب تنفيذ كل طبقة على مرحلتين ، بدءًا من "على التوالي". علاوة على ذلك ، يجب أن تكون كل حركة متعددة الاتجاهات.
11. اللحام (تعريف). درز اللحام (التعريف). الملعب اللحام. حافة شطبة. جذر التماس. العمل التحضيريقبل اللحام. لحام متعدد الطبقات. ترتيب تراكب طبقات اللحام. لحام الأنابيب ذات القطر الكبير والمسامير. تقرير اللحام عن اللحام المكتمل.
اللحام- نسبه مئويه الحصول على وصلات من قطعة واحدة عن طريق إنشاء روابط بين الذرات م / دو أجزاء ملحومة أثناء تسخينها أو تشوه البلاستيك.
 المفاصل الملحومة من جميع الأنواع التماس الملحوم,
وهو المعدن المترسب المتصلب المتكون أثناء عملية اللحام. يتم أخذ طول المقاطع الملحومة من التماس المتقطع يساوي 50-100 مم ، وتكون الفجوات بينهما أكبر مرتين تقريبًا. يتم استدعاء المسافة من بداية التماس السابق إلى بداية التالي خطوة التماس.
المفاصل الملحومة من جميع الأنواع التماس الملحوم,
وهو المعدن المترسب المتصلب المتكون أثناء عملية اللحام. يتم أخذ طول المقاطع الملحومة من التماس المتقطع يساوي 50-100 مم ، وتكون الفجوات بينهما أكبر مرتين تقريبًا. يتم استدعاء المسافة من بداية التماس السابق إلى بداية التالي خطوة التماس.
كتل شطبة- قطع مائل مستقيم للحافة المراد لحامها.
جذر التماس- جزء اللحام ، الأبعد عن سطحه الأمامي.
تكنولوجيا اللحام.
إستعمال لحام القوستوجد في حياتنا في كل مكان ، وتتميز باتصال موثوق به أنابيب معدنيةبين أنفسهم. لذلك ، في خصوصيتنا ، يتم استخدامه على نطاق واسع في نظام التدفئة ، لأنه في حالة وجود ضغط عالٍ ودرجات حرارة قصوى ، لن تتنافس أي مادة أخرى مع هذه المادة. يوفر مثل هذا النظام استخدام الأنابيب غير الملحومة ، ويتطلب لحامها معًا تقنية خاصة يجب مراعاتها بدقة. يتكون في تغلغل جذر التماس.
عند لحام الأنابيب وعناصر المعدات في نظام إمداد المياه التقليدي ، أو ، على سبيل المثال ، نظام الصرف الصحي ، يكون كل شيء أبسط بكثير. ما أصفه أدناه يتعلق بشكل مباشر بنظام البخار ، وعملية التثبيت على خط أنابيب الغاز مماثلة لها ضغط مرتفع. هل أنت مهتم يا عزيزي الزائر بمثل هذه المعلومات؟ ثم أدعوك لتتعرف على نفسك ، حاولت أن أذكر كل شيء بلغة بسيطة.
نوع اللحام.
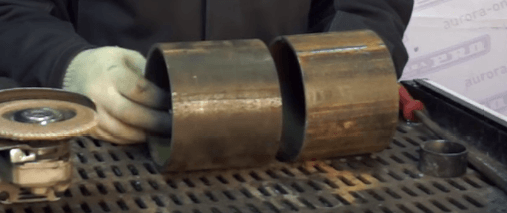
إذن ، لدينا أنبوبان لهما نفس القطر أو بأقطار مختلفة ، سننظر في كلاً من هذا الخيار وهذا الخيار. في الحالة الأولى ، نربط الأنبوب بالمخرج ، وفي الحالة الثانية ، نحتاج إلى قطع أنبوب بقطر 76 ملم في أنبوب بقطر 133 ملم. لكي نحقق إحكامًا مطلقًا (لا أخاف من هذه الكلمة) للمفصل الملحوم ، سيكون اللحام مضاعفًا. أولاً ، نقوم بغلي ما يسمى - جذر التماس ، ثم نقوم بحظره بالثاني.
دعنا نقسم العملية برمتها إلى عدة مراحل ، كل منها مهم ويتم تنفيذه بدون "عضادات" ، إذا حدث خطأ ما ، فمن الأفضل تحقيق "المثالية" في المرحلة الأولية. في حالتنا ، لن ينجح المثل المضحك: "ربما لن يتسرب".
1. تحضير الأسطح المراد لحامها.
يتضمن نوبة شاملة منهم لبعضهم البعض. كلا السطحين المتزاوجين مشطوفان ، بشكل مثالي عند 45 درجة لمحور الأنبوب. من الضروري إزالته بشرط ترك النهاية مسطحة بعرض 2-3 ملليمترات.
تُظهر هذه الصورة علامات في نهاية الأنبوب ، تلتصق بالخط الذي نحتاج إلى قطع عنصر منه ، نطلق عليه "صنع شارب" أو "قطع سمكة".
وإليك صورة لما يبدو عليه السطح المقطوع والمشغّل لقطعة العمل.

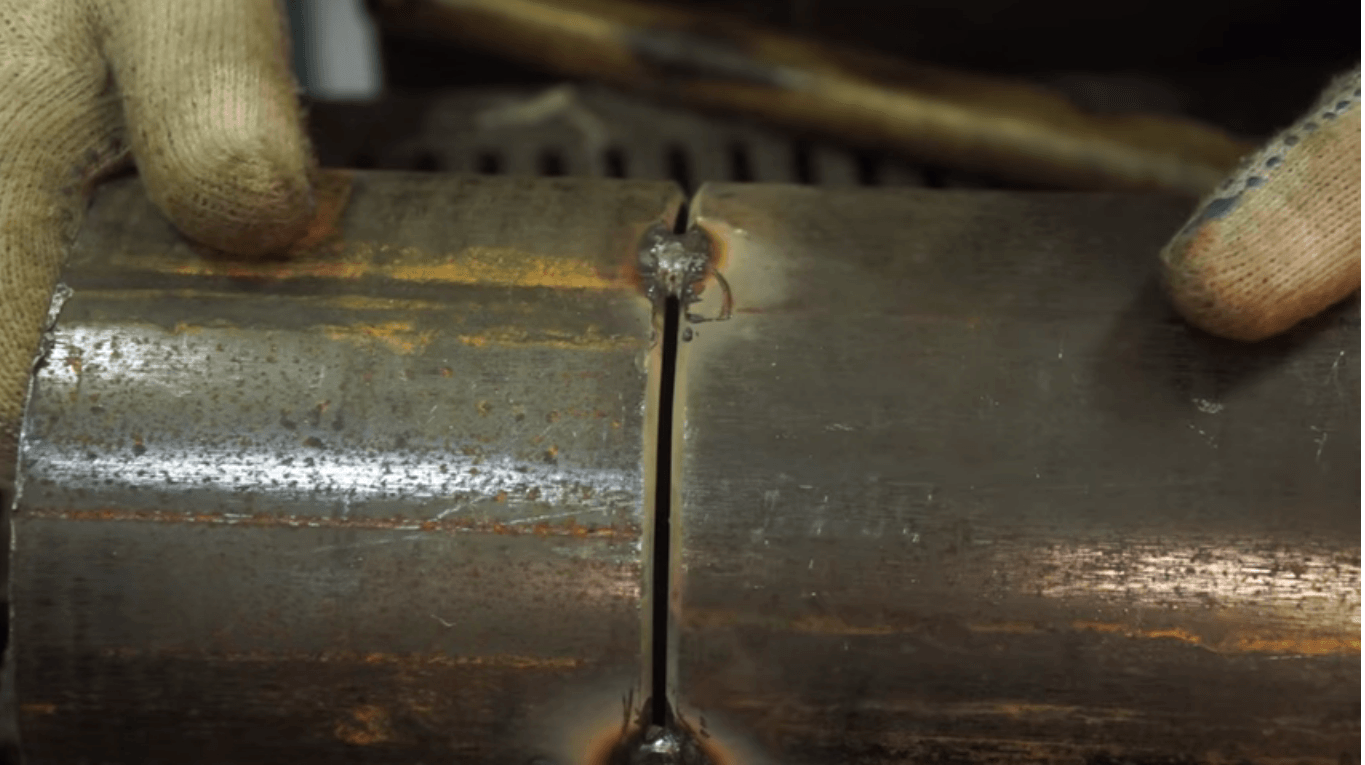
2. إرساء الأسطح الملحومة.
تظهر هذه الصورة المفصل على المسامير. كلا المستويين السطحيين بهما شقوق ولا تلمس بعضهما البعض ، مع وجود فجوة من 2-3 مم ، (الفجوة) ضرورية لاختراق جذر التماس.
الأهميةبحيث تكون العناصر المراد لحامها متحدة المحور ، فلا يمكن أن يكون هناك أي تساؤل حول أي إزاحة بالنسبة لبعضها البعض ، وإلا فسيكون المفصل مرفوض.
نفضح ونمسك ببعضنا البعض. في حالة وجود فجوة غير متساوية بين الأسطح ، والتي تحدث عندما يتم قطع الأنبوب بشكل غير متساو ، نقوم بتحسينه بمطحنة بقرص قطع ، نحقق التوحيد حول المحيط بأكمله.

يتم تثبيت الأنابيب التي يصل قطرها إلى 50 ملم في مكانين ، بأقطار أكبر - ثلاثة مسامير على الأقل ، وتبدأ في الطهي من الموقع المنطقي للرابع. بالفعل في عملية اللحام ، للوصول إلى المسار التالي ، يجب تنظيفه.
لحام الجذور.
كل شيء جاهز للاختراق لأول مرة ، وهذا ما يفعله عامل اللحام بعد ذلك.
هنا في عمله مثل هذا الفروق الدقيقة لمنع تكوين المسام مهم جدا. الحقيقة هي أنه عندما ينتهي القطب ، تتشكل هذه الفرصة في هذا المكان. ولإزالته (المسام) من الضروري تنظيف السطح حتى يلمع ، وبعد ذلك فقط إشعال القطب التالي في هذا المكان.

عند الانتهاء من تشغيل المفصل ، يحين دور المثبت للعمل.
3. اختيار جذر التماس.
يتكون من معالجة موقع اللحام على طول المحيط بالكامل ، حتى لمعان معدني. حرفيا- لا ينبغي أن يكون هناك أي تلميح إلى عدم انتظام الأخدود ، بل والأكثر من ذلك وجود بقايا الخبث. يتم تنعيم جميع الحواف والمخالفات ، كما يتم تلميع الأسطح على جانبي التماس للحصول على لمعان معدني ، عشرين ملم في كل اتجاه. أفعل ذلك بمساعدة نفس المطحنة ، مع تثبيت قرص تنظيف عليها.
عند إجراء هذه المرحلة ، لاحظت وجود عيب - حان الوقت ، تشكل في موقع "قفل" اللحام.
هذه نتيجة مرئية:


إذا لاحظ عامل التركيب هذا "الدعامة" ، فمن الضروري تنظيف هذا المكان ، حتى ظهور فجوة ، مع توفير منحدرات حواف الأسطح المراد لحامها.

أشر إلى وجود مسام في اللحام ، وسوف "يرميها". ثم حدد مكانًا ملحومًا لمعانًا معدنيًا. كما كتبت أعلاه - أحضر كل شيء إلى الكمال.
بعد ذلك ، يمكن أن ينتقل عامل اللحام إلى الخطوة التالية.
4. تداخل التماس الجذر.
ملاحظًا ما كتبه أعلاه في المربع ، في الفقرة 2 ، يدير المفصل في دائرة. بدون حفظ الأقطاب الكهربائية ، يتضح أن خط اللحام "سمين".
ثم يقوم المثبت بمعالجة التماس باستخدام نفس المطحنة بعجلة التنظيف.
بشكل عام يبدو مثل هذا:

هنا ، مثل هذه اللحظة مهمة أيضًا: عند التنظيف ، فإن "القطع السفلية" للأسطح المراد لحامها غير مقبولة ؛ في التحذير من هذا ، تقوم بالطحن في اتجاه معين - من الأنبوب إلى خط اللحام.
هنا ، يشير اللون الأحمر إلى الأماكن التي يمكن أن تظهر فيها "القطع السفلية".

في وجود هذا "دعامة" - المفصل مرفوض.
سأضيف بضع صور أخرى إلى الوصف. لديهم وصلة ملحومة لأنبوب مع شفة. خارج الحافة ، يتم الاختراق وفقًا للعملية الكاملة الموضحة أعلاه ، أي لحام جذر اللحام واختياره وتداخله وتنظيفه.

بالإضافة إلى ذلك ، نقوم بلحام الوصلة أيضًا من داخل الحافة:

عيب اللحام.
بورين ، وبحثنا في كيفية إزالته ، والآن دعونا نشرح النقاط التي بسببها يوجد احتمال كبير لحدوثها.
1. لم يتم تجفيف الأقطاب بشكل صحيح.
2. لم يتم تنظيف مكان انقطاع اللحام ، في لحظة نهاية القطب الكهربائي وإدخاله في حامل القطب التالي ؛
3. الإهمال في عملية تحضير الأسطح المراد لحامها.
4. المسودات المحتملة في خط الأنابيب.
يجب أن يكون الاحتمال الأول معروفاً لكل عامل لحام ، لأنهم يخضعون لتدريب خاص.
يتميز الثاني والثالث بموقف ضميري تجاه أداء واجباتهم المباشرة.
وإليك المزيد من التفاصيل حول النقطة الأخيرة:
لقد أتيحت لي الفرصة لمواجهة هذه المشكلة ، عامل اللحام يطبخ ، اخترت الجذر ، وهناك أقوم بتنظيف البورنا ، ويطبخ مرة أخرى ، واخترت البورينا ، وأنظفها ، وأطبخها - البورينا. ثم خمنوا أن خط الأنابيب كان طويلًا ومن ناحية أخرى كان له صلة بالجو ، بشكل عام ، حتى تم سد هذا الاتصال بسراويل قطنية ، لم يأتوا بنتيجة إيجابية.
حسنًا ، هذا مثل كل ما أردت قوله ، سأختتمه. إذا اتبعت كل ما هو موصوف ، فستحصل في النهاية على مفصل - مثالي. لن يجد أي "نجم لامع" أسبابًا للرفض ، وستظهر الأشعة السينية الامتثال للمعايير.
إليكم الفيديو الموعود به في بداية المقال ، بقدر ما أستطيع أن أجعله واضحًا:
إذا كانت لديك أسئلة ، أو كان لديك شيء تضيفه إلى المقالة ، فنحن نرحب بك في عمود التعليقات.
حظا سعيدا في التثبيت الخاص بك ، مع أطيب التحيات
انقر فوق الرمز إذا كنت تعتقد أن هذه المعلومات ستكون مفيدة لأصدقائك.
صفحة 1
| التعيين التقليدي لعناصر خطوط الأنابيب الملحومة بطريقة ميكانيكية مناور صممه N. M. Kudryavtsev. |
يتم لحام خط التماس الجذري برأس لحام TSG-6 المصمم بواسطة MVTU im.
يتم لحام خط الجذر بواسطة الأرجون اليدوي- لحام القوسقطب التنغستن. يتم اللحام على قوس قصير للغاية بدون اهتزازات عرضية للقطب الكهربي. المفاصل الدوارة ملحومة من الأسفل إلى الأعلى. يتم إزاحة الموقد بالنسبة إلى الذروة بمقدار 45 في اتجاه دوران الأنبوب. مفاصل ثابتةملحومة في 3-4 تمريرات. يتم حظر بداية ونهاية كل ممر ، وملء الحفرة بعناية بمقدار 5-7 مم. يتم اللحام بإمداد مستمر من الأرجون داخل الأنبوب في الوضع التالي: القطر قطب التنغستن 2-3 مم ، تيار 90-130 أ ، استهلاك الأرجون في الموقد 600-650 لتر / ساعة ، استهلاك الأرجون لنفخ 250-300 لتر / ساعة ، تيار ثابت بقطبية عكسية.
يتم لحام جذر اللحام بقطع حافتين بسلك قطب كهربائي بقطر 1-12 مم في وضع متوسط بقوة تيار 130-150 أ وسرعة 28-39 مم / ثانية. يتم الإبلاغ عن الحركات التذبذبية للإلكترود (0 67-1 5 اهتزازات في 1 ثانية) بسعة 6-8 مم.
يتم لحام اللحام الجذري بسلك قطب كهربائي بقطر 0-9 مم من أعلى إلى أسفل مع اهتزازات عرضية بسعة صغيرة وتردد متزايد ، مما يقلل مع ذلك من سرعة اللحام ، وهي معلمة تكنولوجية مهمة تحدد معدل حركة اللحام وتدفق التركيب.
يتم إجراء لحام اللحام الجذري عن طريق اللحام اليدوي بالقوس الكهربائي مع الأقطاب الكهربائية المطلية أو اللحام الأوتوماتيكي بسلك ذو قلب متدفق. في اللحام اليدويطبقة الجذر ، يجب أن يكون سطح التماس أملس ، قشاري ناعماً ويتزاوج بسلاسة مع الحواف. يجب تنظيفه جيدًا عجلاتباستخدام مطاحن عالية السرعة. من المهم جدًا عند إجراء تمريرة ساخنة لضمان التزاوج السلس للطبقة المترسبة مع حواف الأنبوب وسماكة طبقة موحدة في جميع مناطق الوصلة. يجب ألا يقل السماكة الكلية للجذر والطبقات الساخنة عن 5 مم. مع سماكة اللحام اليدوي الأصغر ، قد يحدث حرق. بعد اللحام ، يتم إزالة الخبث وفحص اللحام بالعين المجردة. يتم تنظيف أماكن التسطيح والفجوات وعدم الانصهار طاحونة، إذا لزم الأمر ، يتم اللحام بأقطاب كهربائية بنوع الطلاء الرئيسي. يتحكم القالب في توحيد ملء القطع. يتم تنظيف مناطق الوصلات ذات اللحامات المحدبة أو المملوءة بالمطحنة.
يتم إجراء لحام خط التماس الجذري بواسطة عدة آلات أوتوماتيكية مثبتة على جهاز مركزي يتحرك داخل الأنبوب على وحدة ذاتية الدفع. يتم لحام طبقات الحشو بواسطة آلات أوتوماتيكية تتحرك على طول محيط المفصل ويتم ضبطها (كل منها) على عرض طبقة اللحام المتراكبة.
يعتمد شكل اللحام الجذري إلى حد كبير على شكل الأخدود عند قاعدة اللحام. كما أظهرت تجربة البحث والتصنيع وصلات ملحومةللحصول على سطح محدب قليلاً من التماس ، يجب أن تكون هناك منطقة مسطحة من الداخل في أخدود الجذر. يؤدي عدم وجوده وتشكيل قسم جذر بواسطة سطح مشكل على طول نصف القطر ، كما هو منصوص عليه عادةً في قطع الحواف على شكل حرف U ، إلى لحام مقعر.
بعد اللحام ، يتم طحن لحام الجذر بأداة جلخ ، ثم يتم إجراء ممر ساخن لصهر الخبث من الجيوب المفتوحة ، وإزالة الأماكن المعيبة في لحام الجذر ، وتوزيع الهيدروجين بالتساوي على المقطع العرضي للحام ، وتصلب هيكل لحام الجذر. ، وكذلك للحصول على ركيزة متساوية لتطبيق الطبقات اللاحقة مع الأقطاب الكهربائية الأساسية المطلية. يتم إجراء التمرير الساخن فقط على طول لحام جذر غير مبرد مع انقطاع لا يزيد عن 5 دقائق باستخدام أقطاب كهربائية مغطاة بالسليلوز أو أقطاب كهربائية خاصة منخفضة الهيدروجين توفر إمكانية اللحام على المنحدرات. في الخارج إنتاج أقطاب كهربائية خاصة خالية من الهيدروجين لطبقة الجذر. بعد لحام اللحام الجذري ، يتم تنفيذ الطبقات اللاحقة على وحدات الهيدروكربونات العطرية متعددة الحلقات باستخدام لحام القوس المغمور الأوتوماتيكي.



