التماس حسب التكوين. لحام للمبتدئين. الدرس الثاني. تقنية اللحام. قبضة ، الوقوف ، موقف القطب. غرزة الخيط
تحت تقنية التنفيذ اللحاماتفهم اختيار طرق اللحام وطرق التعامل مع القطب.
إثارة القوس الكهربائي
ضرب القوس هو أحد العمليات الرئيسية عملية اللحام. يتم الاشتعال في كل مرة قبل بدء عملية اللحام ، وإعادة اشتعال القوس - أثناء عملية اللحام عندما ينكسر.
يتم إثارة قوس اللحام عن طريق لمس سطح قطعة العمل المراد لحامها بنهاية القطب ، متبوعًا بالإزالة السريعة لنهاية القطب من سطح قطعة العمل. في هذه الحالة ، إذا لم تكن الفجوة كبيرة جدًا ، فهناك ظهور فوري للتيار وإنشاء عمود قوس. يجب أن تكون لمسة القطب الكهربائي للمنتج قصيرة الأجل ، وإلا فسيتم لحامها بالمنتج ("العصا").
لتمزيق القطب "الملتصق" يجب أن يديره بحدة إلى اليمين واليسار. يمكن تحفيز القوس إما بسلسلة من الحركات الترددية بلمسة خفيفة على سطح المعدن الذي يتم لحامه ثم سحبه من سطح المنتج بمقدار 2-4 مم ، أو عن طريق حركات الخدش بنهاية القطب الكهربائي على طول سطح المنتج الذي يشبه ضرب المباراة. استخدم الطريقة الأكثر ملاءمة لك.
بعد بدء القوس ، يجب الإمساك بالقطب الكهربائي لبعض الوقت عند نقطة بداية الترسيب حتى يتم تشكيل اللحام وصهر المعدن الأساسي. بالتزامن مع ذوبان القطب ، من الضروري إدخاله بالتساوي في حوض اللحام ، وبالتالي الحفاظ على طول القوس الأمثل. مؤشرات طول القوس الأمثل هي صوت طقطقة حاد ، وحتى نقل قطرات المعدن عبر فجوة القوس ، وترشيش منخفض.
يؤثر طول القوس بشكل كبير على جودة اللحام. القوس القصير يحترق بثبات وهدوء. هي. يوفر لحامًا عالي الجودة ، حيث يمر المعدن المنصهر للقطب بسرعة عبر فجوة القوس ويكون أقل عرضة للأكسدة والنترة. لكن القوس القصير جدًا يمكن أن يتسبب في "التصاق" القطب ، وتقطع القوس ، وتعطل عملية اللحام. قوس طويل يحترق بشكل غير مستقر مع صفير مميز. عمق الاختراق غير كافٍ ، والمعدن المنصهر للقطب الكهربي يتناثر ويتأكسد وينترد. اللحام عديم الشكل ، ويحتوي معدن اللحام على كمية كبيرة من الأكاسيد.
إذا حدث أثناء اللحام ، لأي سبب من الأسباب ، انطفاء قوس اللحام ، يتم استخدام تقنية خاصة لإعادة اشتعال القوس لضمان أن يبدأ اللحام بانصهار ومظهر جيد. عند إعادة الإشعال ، يجب أن يكون القوس متحمسًا عند الحافة الأمامية للحفرة ، ثم من خلال الحفرة بأكملها يجب نقله إلى الحافة المقابلة ، إلى المعدن المترسب حديثًا ، ثم إلى الأمام مرة أخرى ، في اتجاه اللحام تم تنفيذها. إذا لم يتم سحب القطب الكهربائي بعيدًا بدرجة كافية عند إعادة إشعال القوس ، فسيظل انخفاض بين بداية اللحام ونهايته. ومع ذلك ، إذا تم سحب القطب إلى الوراء بعيدًا جدًا أثناء إعادة الإشعال ، فإن انتفاخًا كبيرًا يتشكل على سطح حبة اللحام.
موضع وحركة القطب أثناء اللحام. أثناء اللحام ، يتم الإبلاغ عن الحركات التالية للقطب الكهربي:
- متعدية على طول محور القطب نحو حوض اللحام ، بينما من أجل الحفاظ على طول قوس ثابت ، يجب أن تتوافق سرعة الحركة مع معدل انصهار القطب ؛
- الحركة على طول خط اللحام ، وهو ما يسمى سرعة اللحام ؛ يتم تحديد سرعة هذه الحركة اعتمادًا على التيار وقطر القطب ومعدل ذوبانه ونوع التماس وعوامل أخرى ؛
- تحريك القطب عبر خط التماس للحصول على خط التماس أوسع من بكرة الخيط ، ما يسمى بالأسطوانة الموسعة.
إذا كانت سرعة اللحام عالية جدًا ، فإن الخرزات المودعة تكون ضيقة ، مع انتفاخ صغير ، مع رقائق كبيرة. إذا كانت سرعة حركة القطب الكهربائي بطيئة جدًا ، فإن حبة اللحام بها انتفاخ كبير جدًا ، ويكون التماس غير مستوٍ في الشكل ، مع ترهل على طول الحواف.
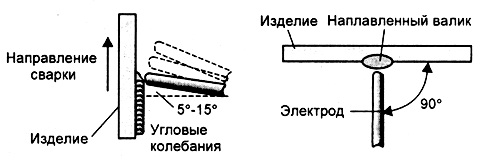
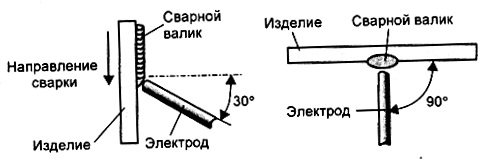
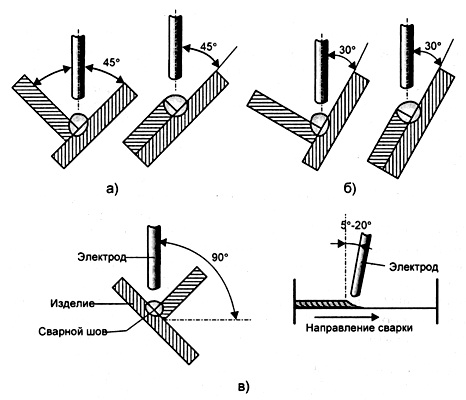
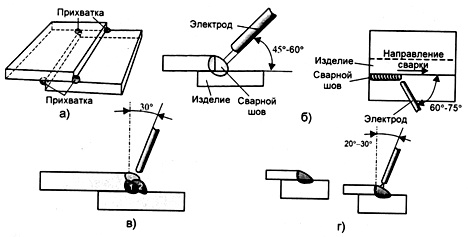
يجب أن يتوافق موضع القطب أثناء اللحام مع الشكل. 2. يتم اللحام في الاتجاه من اليسار إلى اليمين ومن اليمين إلى اليسار ، ومن الذات ونحو الذات.
أرز. 2. زاوية ميل القطب: أ - في المستوى الأفقي. ب - في المستوى العمودي.
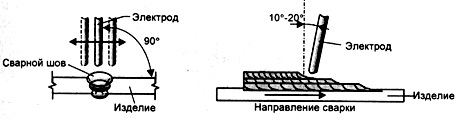
في نهاية اللحام ، من المستحيل كسر قوس اللحام بشكل مفاجئ وترك فوهة على السطح المعدني ، وهو مركز ضغط ومنطقة ذات محتوى عالٍ من الشوائب الضارة. لتجنب تكوين فوهة بركان ، من الضروري التوقف عن تحريك القطب ، أي تأخير 1-2 ثانية ، ثم الرجوع 5 مم وكسر القوس بحركة سريعة للأعلى وللخلف.
إذا لم يكتمل اللحام بشكل صحيح ، تتشكل حفرة عميقة دائمًا في نهاية خط اللحام ، حيث انقطع القوس. يمكن أن تكون الحفرة بمثابة مؤشر لعمق الاختراق ، ومع ذلك ، في نهاية اللحام والسطوح ، يجب ملء هذه الحفر ولحامها. يتم ذلك عن طريق بدء قوس في الفوهة ، وإنشاء قوس قصير وإمساك القطب في هذا الموضع حتى تمتلئ الحفرة بالمعدن المنصهر. لا يوصى بلحام الحفرة عن طريق مقاطعة القوس وبدء تشغيله عدة مرات ، بسبب تكوين أكسيد وخبث تلوث المعدن.
اللحام المتكون نتيجة حركتين لنهاية القطب (متعدية وعلى طول خط التماس) يسمى اللحام "الملولب". عرضها عند سرعة اللحام المثلى (0.8-1.5) دي. يتم ملء جذر التماس بخيوط التماس ، ويتم لحام قطع العمل الرفيعة ، ويتم تنفيذ أعمال التسطيح ويتم لحام القطع السفلية.
من أجل لحام حبة بدون اهتزازات عرضية للقطب الكهربي ، من الضروري بدء قوس وتمديده وتثبيته في مكان واحد لبعض الوقت لتسخين المعدن الأساسي. ثم قلل تدريجياً من طول فجوة القوس حتى يتم تكوين حوض لحام بالحجم المناسب. يجب أن يندمج جيدًا مع المعدن الأساسي حتى اللحظة التي تبدأ فيها الحركة الأمامية للقطب في اتجاه اللحام. في هذه الحالة ، يوصى بإجراء حركات صغيرة للإلكترود على طول محور التماس. ومع ذلك ، يفضل معظم عمال اللحام تحريك القطب على طول محور اللحام دون أي اهتزازات طولية ، مما يحدد سرعة اللحام من تكوين الخرزة.
عند تسطيح الخرز عكس القطبيةتميل بعض الأقطاب الكهربائية إلى التقويض. لمنع هذا الاتجاه ، لا تحرك القوس خلف الحفرة حتى يتم ترسيب ما يكفي من المعدن بحيث يكون اللحام بالحجم الصحيح ويمتلئ الجزء السفلي بمعدن اللحام.
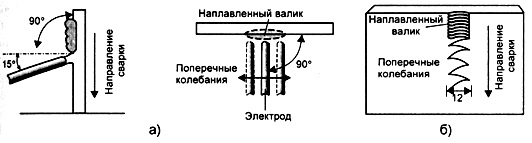
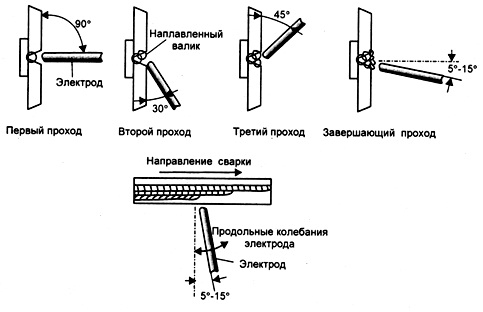
تتيح التذبذبات المستعرضة للإلكترود على طول مسار معين ، والتي يتم إجراؤها بتردد وسعة ثابتين ، جنبًا إلى جنب مع الحركة على طول خط اللحام ، الحصول على لحام بالعرض المطلوب. يتم تحديد الحركات التذبذبية المستعرضة لنهاية القطب من خلال شكل الأخدود وحجم التماس وموضعه وخصائص المادة التي يتم لحامها ومهارة عامل اللحام. يتم الحصول على طبقات عريضة (1.5-5) d3 باستخدام الاهتزازات المستعرضة الموضحة في الشكل. 3.
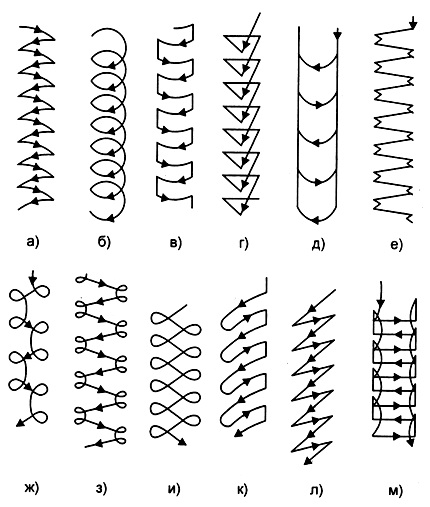
أرز. 3. الطرق الرئيسية للحركات العرضية لنهاية القطب
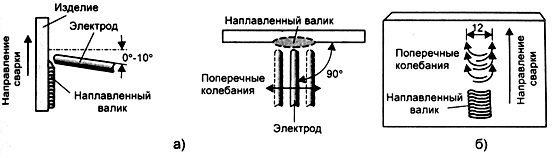
لعمل حبة موسعة ، من الضروري ضبط القطب على الموضع الموضح في الشكل. 4. في هذه الحالة ، يجب أن يؤخذ في الاعتبار أن الاهتزازات المستعرضة يتم إجراؤها بواسطة حامل القطب ، ويكون موضع القطب في أي نقطة في خط اللحام موازيًا تمامًا لموضعه الأصلي. يجب ألا تتغير زاوية ميل القطب في المستويين الرأسي والأفقي أثناء الحركات التذبذبية على طول سطح اللحام.

أرز. 4. موقف القطب عند تسطيح الخرز مع الاهتزازات المستعرضة
يجب أن تتم اهتزازات القطب الكهربي بسعة لا تتجاوز ثلاثة أقطار من القطب المستخدم. أثناء عملية تكوين الخرزة ، يجب الحفاظ على الطبقة المنصهرة في حالة منصهرة. إذا قمت بتحريك القطب بعيدًا جدًا وتأخرت عودته ، فمن الممكن تبريد وتبلور معدن حوض اللحام. وهذا يؤدي إلى ظهور شوائب الخبث في معدن اللحام ويزيد من سوء مظهره.
عند اللحام ، من الضروري مراقبة حوض اللحام بعناية ، ومراقبة عرضه وعمق الاختراق ، مع عدم تحريك القطب بسرعة كبيرة. أوقف القطب الكهربي مؤقتًا في نهاية كل حركة. يجب أن يكون اتساع الاهتزازات المستعرضة أقل بقليل من العرض المطلوب للحبة المودعة.
عند اللحام في قطبية مستقيمة ، كقاعدة عامة ، لا توجد مشاكل في التخفيضات. عند اللحام بقطبية عكسية ، قد تكون هناك مشاكل في التخفيضات. يمكن التغلب على مشكلة القطع المنخفض عن طريق إمساك القوس لفترة أطول عند النقاط القصوى للحركات العرضية ، وكذلك عن طريق أداء هذه الحركات بسعة لا تتجاوز تلك المطلوبة للحصول على العرض المطلوب للخرزة المودعة.
سيكون تحدب اللحام أقل مما هو عليه عند اللحام بقطبية مستقيمة ، سيكون الاختراق أعمق. سيكون هناك خبث أقل ، سيكون أقل سيولة وسوف يتبلور بشكل أسرع قليلاً من اللحام بقطبية مستقيمة.
على سطح عمودي ، ترسب خرزات أفقية ضيقة ، كقاعدة عامة ، على القطبية العكسية ، بينما تيار اللحاملا ينبغي أن تكون كبيرة جدا.
يجب أن يتم اللحام على قوس قصير. عند اللحام ، يجب توخي الحذر للتأكد من أن المعدن الموجود في حوض اللحام لا يتدفق إلى أسفل أو يشكل انتفاخًا على الحافة السفلية. للقيام بذلك ، من الضروري إجراء حركات ترددية للقطب في اتجاه محور اللحام. يجب أن تتداخل كل حبة جديدة مع الخرزة الملحومة مسبقًا المجاورة لها بنسبة 45-55٪ على الأقل. لمنع تشكيل القطع السفلية ، من الضروري تأرجح القطب داخل تحدب حبة اللحام. في معظم الحالات ، اللحام في الوضع الرأسيمصنوع من الأسفل إلى الأعلى ، خاصةً للمفاصل الحرجة. تستخدم تقنية اللحام هذه على نطاق واسع في بناء خطوط الأنابيب. ضغط مرتفع، في بناء السفن ، في بناء أوعية الضغط وفي أعمال بناء.
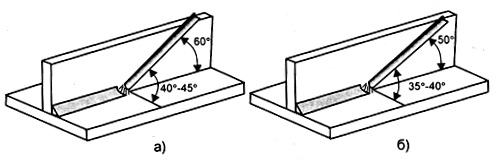
يتم تسطيح الخرزات الضيقة على سطح في وضع عمودي ، عند اللحام من الأسفل إلى الأعلى ، عند القطبية العكسية لتيار اللحام ، بينما يجب ألا يكون تيار اللحام مرتفعًا جدًا. يجب أن يتوافق موضع القطب الكهربي مع الموضع الموضح في الشكل. 5. من الضروري استخدام الحركة الترددية للقطب الكهربي. يجب أن يتم تسطيح الخرزات بقوس قصير ، في الجزء العلوي من مسار اهتزازات الإلكترود ، يجب شد القوس ، لكن لا ينبغي السماح له بالكسر في هذه المنطقة.
أرز. الشكل 5. موضع القطب الكهربي أثناء تسطيح حبات ضيقة بدون اهتزازات عرضية للقطب الكهربي في وضع رأسي من الأسفل إلى الأعلى
يسمح هذا النوع من حركة القطب الكهربائي للمعدن المترسب أن يتبلور ، ويشكل خطوة يتم فيها ترسيب الجزء التالي من معدن القطب. يفضل بعض عمال اللحام الحفاظ على حوض لحام ثابت ، يتراكمون ببطء من الأسفل إلى الأعلى أثناء استخدام حركات تذبذبية صغيرة للقطب الكهربي. تؤدي طريقة إجراء عملية اللحام هذه إلى تسطيح الخرزة بتحدب كبير ، بالإضافة إلى ظهور احتمالية حدوث تشققات في معدن اللحام.
تتيح لك طريقة إجراء اللحام بالاهتزازات الطولية للقطب الكهربائي الحصول على لحام مسطح بتحدب منخفض ، كما تقلل من مخاطر شوائب الخبث.
يعد اللحام في الوضع الرأسي من الأعلى إلى الأسفل نادرًا جدًا في الصناعة ، خاصة في العمل العادي. عادة ما يقتصر نطاق هذه الطريقة لإجراء عملية اللحام على اللحام أثناء إنشاء خطوط الأنابيب الرئيسية وعند لحام الصفائح المعدنية. عندما يتم تسطيح السطح على سطح مستو ، فإن طريقة اللحام هذه لا تؤدي إلى اختراق عميق للغاية ، وهناك أيضًا خطر من شوائب الخبث.
يتم لحام الخرز الضيق في الوضع الرأسي من أعلى إلى أسفل بقطبية معكوسة ، ويجب إيلاء اهتمام خاص لإعداد تيار اللحام. يجب أن يتوافق موضع القطب الكهربي مع الموضع الموضح في الشكل. 6.
أرز. الشكل 6. موضع القطب أثناء تسطيح حبات ضيقة بدون اهتزازات عرضية للقطب في وضع رأسي من أعلى إلى أسفل.
أثناء عملية اللحام ، من الضروري الحفاظ على قوس قصير جدًا بحيث لا يتدفق الخبث إلى رأس حوض اللحام. الاهتزازات المستعرضة للقطب ، كقاعدة عامة ، لا تستخدم ، وبالتالي فإن سرعة الحركة عالية جدًا. وهذا ما يفسر صغر عرض الخرزات المودعة بهذه الطريقة ، فضلاً عن محدبها الصغير. النتوءات تكاد تكون معدومة.
غالبًا ما يستخدم اللحام بالاهتزازات المستعرضة للقطب في وضع عمودي في بناء خطوط الأنابيب عالية الضغط ، والأوعية عالية الضغط ، ولحام هياكل السفن ، وكذلك في تصنيع الهياكل المعدنية. غالبًا ما تستخدم تقنية اللحام هذه في لحام اللحامات ذات الأخدود متعدد الممرات ، وكذلك قطع شرائح اللحمهفي وضع عمودي.
يتم تسطيح الخرز ذات التذبذبات العرضية للقطب في وضع عمودي ، كقاعدة عامة ، من الأسفل إلى الأعلى عند القطبية العكسية لتيار اللحام. نادرًا ما يتم استخدام اللحام في قطبية مستقيمة في هذا الوضع. حتى أن اللحام الأكثر ندرة في الموضع العلوي لأسفل.
عند لحام الخرز مع اهتزازات عرضية للقطب في وضع عمودي ، يجب ألا يكون تيار اللحام مرتفعًا جدًا ، ولكن يجب أن يكون كافياً للاختراق الجيد. يجب أن يتوافق موضع القطب على الأقل تقريبًا مع الوضع الموضح في الشكل. 7.
يتم لحام رف لا يزيد عرضه عن 12 مم في الجزء السفلي من المفصل ، بينما يجب ألا يتجاوز إزاحة القطب من محور اللحام 3 مم. يجب أن يتحرك القطب على طول مسار (الشكل 7 ب). لمنع ظهور التجاعيد السفلية ، من الضروري القيام بإيقاف قصير للإلكترود عندما يصل إلى الحواف الجانبية للحام.
أرز. الشكل 7. موضع القطب أثناء تسطيح الخرز في وضع عمودي من الأسفل إلى الأعلى مع الاهتزازات المستعرضة للقطب الكهربي (أ) ومسار القطب (ب).
يمكن أيضًا إجراء اللحام عن طريق الحفاظ على حوض اللحام في حركة مستمرة ، مع الحرص الشديد على عدم ترك المعدن المنصهر لحوض اللحام يتدفق. إذا تم استيفاء هذا الشرط ، يمكن تحريك القطب الكهربائي لأعلى على طول أي جانب من الوصلة الملحومة ، في حين أنه من الضروري< растяжение >قوس اللحام ، لكن لا تسمح له بالكسر. لا تترك القوس بعيدًا عن الفوهة - فقد يبرد هذا الفوهة ويسبب تناثرًا مفرطًا للمعدن قبل خط اللحام.
عند اللحام بالقطبية المستقيمة ، يجب أن يكون تيار اللحام أعلى قليلاً مما هو عليه عند اللحام بقطبية عكسية. نظرًا لأن معدل الترسيب يكون أعلى عند اللحام بقطبية مستقيمة ، بالإضافة إلى زيادة كمية الخبث ، يجب أن تكون سرعة حركة القطب أعلى. لا تشكل القطع السفلية أي مشكلة كبيرة ، لذلك ليست هناك حاجة لتثبيت القطب على الأسطح الجانبية للحواف المراد لحامها.
يتم تسطيح الخرز في الوضع الرأسي مع الاهتزازات المستعرضة للقطب في وضع رأسي من أعلى إلى أسفل في قطبية عكسية ، مع إيلاء اهتمام خاص لإعداد تيار اللحام. يجب أن يتوافق موضع القطب الكهربي مع الموضع الموضح في الشكل. 8. أثناء عملية اللحام ، من الضروري الحفاظ على قوس قصير جدًا بحيث لا يتدفق الخبث إلى رأس حوض اللحام. لمنع ظهور التجاعيد السفلية ، من الضروري القيام بإيقاف قصير للإلكترود عندما يصل إلى الحواف الجانبية للحام.
أرز. الشكل 8. موضع القطب أثناء تسطيح الخرز في وضع رأسي من أعلى إلى أسفل مع الاهتزازات المستعرضة للقطب الكهربي (أ) ومسار القطب (ب)
على الرغم من حقيقة أن الصناعة في الوقت الحاضر قد اتخذت مسارًا نحو الاستبعاد الكامل للحام في الموقف العلويمن خلال تحديد المواقع المناسبة ، يجب أن يكون كل عامل لحام قادرًا على ذلك اليوم أعمال اللحامفي هذا الموقف المكاني. يعد اللحام في الوضع العلوي أمرًا شائعًا في بناء خطوط الأنابيب وفي بناء السفن وفي البناء أعمال التركيب.

أرز. 9. موضع القطب عند تسطيح حبات ضيقة في الوضع العلوي
يمكن أن يتم تسطيح الخرز الضيق في الوضع العلوي في الاتجاه المعاكس وفي القطبية المباشرة. مقدار تيار اللحام مع القطبية العكسية هو نفسه عند اللحام في الوضع الرأسي. عند اللحام بقطبية مستقيمة ، تكون هذه القيمة أعلى قليلاً. يجب أن يتوافق موضع القطب الكهربي مع الموضع الموضح في الشكل. 9. يجب أن يكون عامل اللحام في وضع يسمح له بمراقبة معدن اللحام وقوس اللحام. هذا مهم بشكل خاص عند لحام الأنابيب ، ولكن غالبًا ما يحدث أن يتم توجيه اتجاه اللحام نحو عامل اللحام.
أثناء عملية اللحام في القطبية العكسية ، يجب الحفاظ على قوس قصير ، ويجب ألا يكون حوض اللحام ساخنًا جدًا. عند اللحام بقطبية مستقيمة ، يجب أن يكون طول القوس أطول قليلاً. تعمل التذبذبات الطفيفة للإلكترود ذهابًا وإيابًا بالنسبة لاتجاه اللحام على تسخين اللحام مسبقًا ، بالإضافة إلى أنها تساعد في منع تسرب الخبث المنصهر إلى رأس حوض اللحام. يفضل بعض عمال اللحام المستقيمين تحريك القطب أثناء اللحام في مناطق صغيرة جدًا ، مع الانتباه إلى خطر اللحام مع انتفاخ كبير ، فضلاً عن تكوين قشرة خبث سميكة. عند اللحام بقطبية مستقيمة ، يتم التخلص فعليًا من خطر حدوث تقوسات.
في كثير من الحالات ، عند عمل وصلات ملحومة في الوضع العلوي ، يصبح من الضروري لحام الخرز مع الاهتزازات العرضية للقطب الكهربي. هذا أصعب بكثير من تسطيح الخرز الضيق.
يتم تسطيح الخرز مع التذبذبات المستعرضة للقطب في الوضع العلوي عند قطبية عكسية. يجب ألا يكون تيار اللحام مرتفعًا جدًا. يجب أن يتوافق موضع القطب الكهربي مع الموضع الموضح في الشكل. 10 أ. من الأهمية بمكان الحفاظ على قوس قصير ، بالإضافة إلى ثبات فجوة القوس عبر العرض الكامل للخرزة المودعة.
يمكن إجراء عملية التصلب عن طريق تحريك حوض اللحام بالكامل ، ولكن يجب توخي الحذر لمنع تجمع المعدن المنصهر في حوض اللحام من أن يصبح شديد السيولة ، مما يؤدي في النهاية إلى تدفق تجمع اللحام إلى الخارج. إذا تمت إزالة هذا العائق ، فيمكن تحريك القطب إلى الأمام على طول أي من الحواف ليتم لحامها (الشكل 106). في هذه الحالة ، يُسمح بإطالة القوس ، دون كسره.
يجب عدم السماح لقوس اللحام بالبقاء في الحفرة لفترة أطول مما هو ضروري للحام الكامل. يجب أن يتحرك القطب بسرعة عبر وجه اللحام حتى لا يسخن المعدن المترسب في منتصف اللحام.
عندما يكون اللحام في وضع علوي ، يمكن أن تحدث مشاكل تقويض. يتم حلها عن طريق التأخير في القطب الكهربائي على الحواف الجانبية للاتصال. يوصى بعدم تجاوز عرض اللحام أكثر من 20 مم.

أرز. الشكل 10. موضع القطب أثناء تسطيح حبات مع اهتزازات عرضية للقطب في الوضع العلوي (أ) ومسار القطب (ب)
لحام الوصلة النهائية في الموضع السفلي
تستخدم الوصلات الطرفية على نطاق واسع في تصميمات الأوعية التي لا تخضع لضغط عالٍ. الوصلات الطرفية هي وصلات اقتصادية للغاية ، لكنها لا تتحمل أحمال شد أو ثني كبيرة. يلزم عدد قليل من الأقطاب لعمل هذا المفصل لأن نسبة المعدن المترسب في معدن اللحام صغيرة. لا يمثل لحام الوصلة الطرفية أي صعوبات ويمكن إجراؤه في مجموعة واسعة من أوضاع اللحام ، سواء في القطبية المباشرة أو في الاتجاه المعاكس.
أثناء اللحام ، من أجل تغطية سطح المفصل بالكامل ، يوصى بعمل اهتزازات عرضية صغيرة للقطب الكهربي. ومع ذلك ، يجب أن يكون المرء مدركًا لخطر الانجراف بسبب هذه التقلبات. مع التقلبات الواسعة للغاية للقطب الكهربي ، سيبدأ المعدن في التعلق من حواف الوصلة. يجب الحرص على إذابة كلا الحواف وضمان اختراق جيد.
لحام مفصل تناكبي بدون شطف في الموضع السفلي
يستخدم هذا النوع من الوصلات الملحومة على نطاق واسع في الصناعة للهياكل التقليدية. مع اللحام على الوجهين للمعدن ، الذي لا يتجاوز سمكه 6 مم ، سيكون هذا الاتصال قويًا جدًا. ومع ذلك ، كقاعدة عامة ، يتم لحام هذه المفاصل من جانب واحد فقط. في هذه الحالة ، سيتم تحديد القوة من خلال عمق الاختراق ، والذي يعتمد بدوره على قطر الأقطاب الكهربائية المستخدمة ، وقيمة تيار اللحام ، وحجم الفجوة بين الأجزاء ، وكذلك على سمك الأجزاء المراد لحامها. مع اللحام أحادي الجانب ، فإن الحصول على اختراق كامل دون وجود فجوة بين الحواف المراد لحامها للمعدن الذي يزيد سمكه عن 5 مم يمثل مشكلة كبيرة.
يتم لحام مفصل التناكب بدون حواف مائلة لضمان زيادة مدخلات الحرارة عند القطبية العكسية. عند اللحام ، من الضروري ضمان الحركة الترددية للقطب على طول محور اللحام. سيؤدي ذلك إلى تسخين المعدن قبل اللحام ، وتقليل مخاطر الاحتراق ، والتأكد من دفع الخبث المنصهر إلى سطح حوض اللحام ، مما يلغي إمكانية تكوين شوائب خبث غير معدنية في اللحام فلز.
في عملية اللحام ، من المهم بشكل خاص الحفاظ على سرعة ثابتة وتوحيد حركة القطب على طول محور اللحام ، وكذلك حجم الفجوة بين القطب الكهربائي وقطعة العمل (طول القوس). إذا كانت سرعة حركة الإلكترود عالية جدًا ، فإن التماس يكون ضيقًا ، ويتم تشكيل قطع سفلية. إذا كانت سرعة اللحام منخفضة للغاية ، فإن حوض اللحام يسخن إلى درجة حرارة يمكن عندها الاحتراق.
يؤدي القوس الطويل جدًا إلى ضعف مظهر اللحام وضعف الاختراق والتناثر المفرط وضعف أداء اللحام. الخصائص الميكانيكيةمعدن اللحام.
اللحام في الموضع السفلي لمفصل الإنطلاق (لحام القارب) بلحام شريحة أحادية المرور
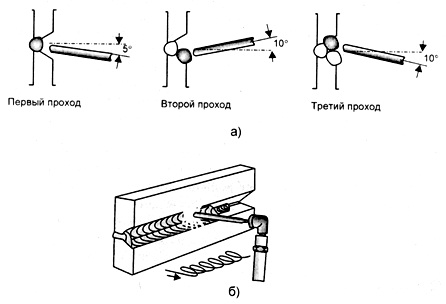
عند تشكيل لحام شرائح ، لتجنب نقص الاختراق ، تميل الأسطح المراد لحامها إلى المستوى الأفقي بزاوية 45 درجة - اللحام "في القارب" (الشكل 11 أ) ، وعند إمالتها بزاوية 30 أو 60 درجة - إلى "مفرد" غير متماثل (الشكل 116). يتم إجراء اللحام عند القيم المتزايدة لتيار اللحام ، سواء على قطبية التيار المباشر أو العكسي. يتم إجراء اللحام عند القطبية العكسية بقوس قصير ، وقد يحدث تقطيع جزئي. يجب أن يتوافق موضع القطب أثناء اللحام مع الموضع الموضح في الشكل. 11 ج
أرز. 11. موضع القطب عند اللحام "في القارب": أ - اللحام في "القارب" المتماثل. ب - اللحام غير المتماثل< лодочку >؛ في - موقف سلوكقطب كهربائي
في بداية عملية اللحام ، يجب إحضار القطب إلى حافة اللوحة ليتم لحامها. بعد تسخين حافة اللوحة بقوس ممدود ، يبدأ تطبيق لحام بالعرض المطلوب وعمق الاختراق. في هذه الحالة ، يتم إجراء حركات ترددية صغيرة بواسطة القطب في اتجاه محور اللحام. يوفر هذا التسخين المسبق لجذر اللحام ويمنع تسرب الخبث المنصهر أمام رأس حوض اللحام.
يجب توجيه القطب مباشرة إلى جذر اللحام ، ويجب عدم السماح لقوس اللحام بالوصول إلى سطح اللوحة خارج منطقة تشكيل اللحام. لا يجوز إيداع الكثير من المعادن في مسار واحد.
اللحام في الموضع السفلي لمفصل الإنطلاق (لحام القارب) مع لحام شرائح متعدد التمريرات.
شائع جدا في اللحام اتصال نقطة الإنطلاقفي الموضع السفلي ، من الضروري لحام متعدد التمريرات. يجب أن يكون لحامات الشرائح أحادية التمرير أرجل تتجاوز قطر القطب المستخدم بما لا يزيد عن 1.5-3.0 مم. في اللحام متعدد التمريرات لحامات الشرائح ، يتم تحديد عدد الطبقات بناءً على قطر القطب ، بينما يجب ألا يتجاوز سمك كل طبقة (0.8-1.2) دي.
نظرًا لأن الوصلة المحملة في الموضع السفلي تشكل حوافًا ، على غرار مفصل التناكب المائل ، يمكن إجراء اللحام باستخدام تقنية اللحام بالذبذبة المستعرضة ، بينما يجب ألا يتجاوز عرض التماس (1.5-5) دي. إذا تجاوزت طبقة اللحام عرض اللحام المسموح به ، فسيتم تسطيح كل طبقة بالعدد المطلوب من الخرزات.
عند لحام هذا المفصل ، يتم إجراء المسار الأول بقطب كهربائي بسمك 4-6 مم بدون اهتزازات عرضية. يتم إجراء التمريرات اللاحقة باستخدام أقطاب كهربائية ذات قطر أصغر. عند اللحام بهذه الممرات ، من الضروري استخدام التذبذبات المستعرضة للقطب ، بينما يجب ألا يتجاوز اتساع اهتزازات القطب العرض المسموح به للخط.
عند اللحام بقطبية عكسية ، يتم الحفاظ على طول قوس أقصر قليلاً من القطبية المستقيمة. في هذه الحالة ، من الضروري التحكم بعناية في عملية اللحام لتجنب ظهور تقطيعات محتملة. لهذا ، يمكن تطبيق تأخيرات القطب عند النقاط القصوى لسعة التذبذبات المستعرضة للإلكترود ، مع التحكم بعناية في عرض اللحام وسعة التذبذبات المستعرضة للقطب.
قبل تسطيح كل طبقة أو حبة ، من الضروري تنظيف سطح اللحام بعناية من الخبث ، وإلا فإن ظهور شوائب الخبث أمر لا مفر منه. في البداية وعند استئناف اللحام ، يجب إغلاق حفر خرز اللحام بعناية.
لحام مفصل شرائح بزاوية خارجية في الموضع السفلي
تعتبر الوصلات الفيليه ذات اللحامات الخارجية أقل شيوعًا من الوصلات التناكبية واللفائفية. هذا الاتصال تقني للغاية ، لأنه من السهل جدًا التحضير للحام ، ومعلمات وضع اللحام تشبه تلك المستخدمة في اللحام المفاصل بعقببحواف مشطوفة.
لضمان أقصى قوة في الوصلة الملحومة ، من الضروري الحصول على اختراق من الجانب الخلفي. تؤدي إضافة لحام شرائح داخلي إلى لحام شرائح خارجي إلى زيادة قوة اللحام بالكامل اتصال الزاوية. كما لوحظ بالفعل ، فإن تكلفة إعداد مثل هذا المفصل صغيرة جدًا ، ومع ذلك ، عند لحام هذه الوصلات من معدن سميك ، فإن تكلفة الأقطاب الكهربائية ستكون كبيرة.
يتم إجراء لحام مفصل فيليه بزاوية خارجية في الموضع السفلي بقطبية عكسية. عند لحام هذا المفصل ، يجب أن يتوافق موضع القطب الكهربي مع الموضع الموضح في الشكل. 12. في المسار الأول ، يتم استخدام تقنية اللحام التي يتم تطبيقها عند تطبيق خط اللحام الضيق ، بدون اهتزازات عرضية. يجب ألا تكون قيمة تيار اللحام عالية جدًا. يجب أن يضمن اللحام في الممر الأول الاختراق الكامل للجانب العكسي للمفصل وانصهارًا جيدًا مع كلا الصفيحتين. من الأهمية بمكان تحقيق هذا الهدف هو الحفاظ على قوس قصير.

أرز. 12. موضع القطب عند لحام وصلة فيليه ذات زاوية خارجية في الموضع السفلي
عند إجراء التمريرات الثانية والثالثة واللاحقة ، يجب ضبط تيار اللحام على وضع أعلى. عند إجراء هذه التمريرات ، يتم استخدام تقنية الاهتزازات المستعرضة للقطب. يجب أن يتم التمرير الثالث بسعة تذبذب أوسع من الثانية. تشبه تقنية عمل التمريرات الثانية والتالية إجراء هذه التمريرات عند اللحام في "قارب" مع لحام شرائح متعدد التمريرات.
أثناء اللحام ، من الضروري مراقبة حدود عرض الاهتزازات المستعرضة للإلكترود. للتخلص من التقلبات السفلية ، يوصى بإيقاف قصير للإلكترود عند النقاط القصوى لمسار التذبذبات المستعرضة. تأكد من تحقيق الانصهار الجيد مع الطبقات المطبقة مسبقًا ومع كلا أسطح اللوحة. لا ينبغي أن يكون التمريرة الأخيرة كذلك ارتفاع كبير. بعد كل تمريرة ، من الضروري تنظيف المعدن المترسب بعناية من قشرة الخبث.
لحام بعقب مع حواف مشطوفة على البطانة في الموضع السفلي
غالبًا ما يستخدم هذا النوع من الوصلات الملحومة في خطوط أنابيب اللحام وأوعية الضغط وهياكل السفن.
يتم لحام هذا الاتصال على قطبية عكسية. بالنسبة للمرور الأول ، يتم تعيين قيمة منخفضة لتيار اللحام. يجب أن يتوافق موضع القطب الكهربي مع الموضع الموضح في الشكل. 13. يتم اللحام بخرزة ضيقة بدون اهتزازات عرضية للقطب الكهربي. يجب توخي الحذر أثناء اللحام لضمان اندماج جيد مع الأسطح الداعمة والأخدود عند جذر المفصل. يجب أن يكون سطح التماس مسطحًا قدر الإمكان.

أرز. 13. موضع القطب عند لحام الوصلة المؤخرة بحواف مشطوفة على البطانة في الموضع السفلي
يمكن عمل التمريرات الثانية والثالثة واللاحقة عند تيارات اللحام الأعلى. لا ينبغي أن تكون الحركة على طول محور التماس سريعة جدًا ، وإلا فإن سطح التماس سيكون غير متساوٍ ، وقد تظهر المسام بمقاييس كبيرة. يجب أن تكون الحركات المستعرضة للإلكترود محدودة بالعرض المطلوب للدرز. سيضمن ذلك عدم حدوث عمليات قطع ناقصة. أثناء اللحام ، من المهم مراقبة طول القوس وإزالة الخبث بعناية من الطبقات المتراكبة والتأكد من أن اللحام المتراكب قد انصهر مع الطبقات السابقة ومع الحواف المراد لحامها. عند تطبيق الطبقة الأخيرة ، استخدم حواف الأخدود كمؤشر في تحديد عرض المفصل المطلوب.
لحام مفصل تناكبي بحواف مشطوفة في الموضع السفلي
هذا النوعغالبًا ما توجد الوصلات في لحام خطوط الأنابيب ، وكذلك في لحام المفاصل الحرجة.
يتم لحام هذا الاتصال على قطبية عكسية. يجب أن يتوافق موضع القطب الكهربي مع الموضع الموضح في الشكل. أربعة عشرة.
أرز. 14. موضع القطب عند لحام الوصلة ذات الحواف المشطوفة في الموضع السفلي
على التين. يوضح الشكل 15 أ ترتيب الطبقات / الخرز في اللحام بعقب مشطوف في الموضع السفلي. الممر الأول مخصص للحام جذر التماس وعادة ما يتم إجراؤه باستخدام أقطاب بقطر 3 مم ، بينما يجب ألا يكون تيار اللحام مرتفعًا جدًا. يتم إجراء اللحام على قوس قصير بحركات ترددية بالنسبة لخط اللحام ، بينما من الضروري التأكد من بقاء القطب نفسه في فجوة منطقة جذر الوصلة الملحومة طوال الوقت. أثناء اللحام ، لا ينبغي السماح بانقطاع القوس عند تحريك القطب للأمام ويجب الحرص على عدم سقوط القطرات المعدنية أمام خط اللحام ، فقد يتداخل ذلك مع عملية اللحام وتقدمها. يجب أن تتكون حبة صغيرة على ظهر المفصل. يجب أن يحتوي السطح الأمامي للممر الأول على حد أدنى من التحدب.
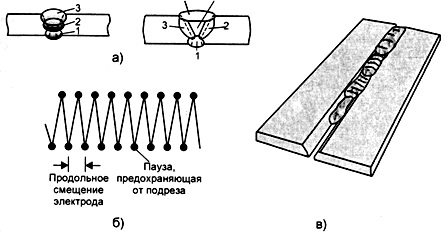
أرز. 15. لحام مفصل تناكبي بحافة مشطوفة في الموضع السفلي: أ - ترتيب الطبقات. ب - مسار القطب خلال التمرير الأخير ؛ ج - وصلة ملحومة
يتم إجراء التمريرات الثانية واللاحقة بقيم أعلى لتيار اللحام والأقطاب الكهربائية ذات القطر الأكبر. يتم تنفيذ التسطيح باستخدام التذبذبات العرضية للقطب الكهربي ، بينما من المهم ضمان ثبات وتوحيد التذبذبات وحركة القطب على طول محور اللحام ، وإلا فلن يكون اللحام الناتج موحدًا في الجودة و مظهر خارجي. أثناء اللحام ، يجب توخي الحذر لتجنب الجروح السفلية (الشكل 156). من الضروري الحصول على الانصهار مع الطبقات المودعة مسبقًا ، وكذلك مع الحواف الجانبية لأخدود المنتج الملحوم. يجب أن يكون للجانب الأمامي للطبقة الثانية واللاحقة سطح مستوٍ. من الضروري تنظيف كل طبقة من الخبث بعناية بطولها بالكامل.
يتم تنفيذ التمريرة النهائية بنفس نوع القطب الكهربائي السابق. تقنية التنفيذ هي نفسها عند إجراء التمريرات الثانية واللاحقة ، باستثناء أنه خلال التمريرة النهائية ، سيكون اتساع الاهتزازات المستعرضة للقطب أكبر. للتحكم في عرض التماس المواجه ، من الضروري استخدام الحواف المشطوفة لمفصل التراكب. يجب أن يكون سطح التماس المواجه محدبًا قليلاً.
لحام مفصل اللفة في الموضع السفلي
يستخدم هذا النوع من الاتصال على نطاق واسع في الصناعة ، لا سيما في الخزانات والبناء وهياكل السفن. مفصل اللفة اقتصادي للغاية ، ولا يتطلب أي تكاليف إعداد وتجميع كبيرة. يتم تحقيق أقصى قوة لوصلة اللفة عندما يتم لحامها على كلا الجانبين باستخدام لحام شرائح.
يتم إجراء لحام هذا الاتصال في القطبين المباشر والعكسي ، بينما يجب ألا يكون تيار اللحام كبيرًا جدًا. يجب أن يتوافق موضع القطب الكهربي مع الموضع الموضح في الشكل. 16.
أرز. 16. لحام الوصلة المتداخلة في الموضع السفلي: أ - تحضير الوصلة للحام. ب - موضع القطب عند اللحام بخط التماس أحادي التمرير بسماكة متساوية ؛ ج - موضع القطب خلال الممرات الثانية والثالثة عند إجراء لحام متعدد التمريرات ؛ د - موضع القطب عند اللحام بسماكات مختلفة
يتطلب لحام اللفة في الموضع السفلي قوسًا قصيرًا جدًا في قطبية مستقيمة وقوسًا أقصر في القطبية العكسية. يجب أن يكون القوس موجهًا في اتجاه جذر الاتصال والسطح الأفقي للوحة. أثناء اللحام ، من الضروري إجراء اهتزازات ترددية صغيرة للإلكترود بالنسبة لمحور خط اللحام. يساهم هذا في التسخين المسبق للمفصل أمام قوس اللحام المتحرك ، ويضمن إنشاء انتفاخ بالحجم الكامل ويغطي ذيل حوض اللحام بقشرة من الخبث.
من الضروري للغاية أن يكون للمفصل الجيد تغلغل كامل في جذر اللحام وانصهار جيد لكلا سطح الصفيحتين. عند اللحام بقطبية مستقيمة ، تميل الحافة العلوية للوحة العلوية إلى الاحتراق ، لذلك عند اللحام ، يجب أن تكون حذرًا دائمًا من عدم ملء حبة اللحام بشكل كافٍ وأن قوس اللحام ليس قصيرًا بدرجة كافية. نادرًا ما تظهر القطع السفلية.
عند اللحام في قطبية عكسية ، يجب الانتباه إلى الحفاظ على قوس أقصر ، بالإضافة إلى التخلص من التقويض المحتمل ، سواء على السطح المسطح للوحة أو على طول الحافة العلوية للوحة العلوية. لتقليل احتمالية حدوث تقوسات ، يجب أن تقتصر حركة القوس على أبعاد اللحام.
لحام مفصل اللفة في وضع أفقي
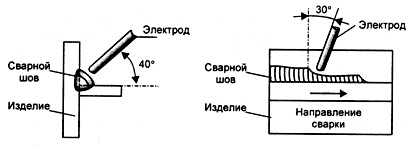
غالبًا ما يتم استخدام لحام مفصل اللفة في وضع أفقي مع لحام شريحة واحدة في قطبية مستقيمة في الخزانات وهياكل المباني.
عند لحام هذا المفصل ، يجب ألا يكون تيار اللحام مرتفعًا جدًا. يجب أن يوجه القطب إلى جذر التماس. يجب أن يتوافق موضع القطب أثناء اللحام مع الموضع الموضح في الشكل. 17. من الأفضل إجراء اللحام بحركات ترددية صغيرة للقطب في اتجاه محور اللحام ، ويمكن أيضًا استخدام اهتزازات عرضية طفيفة للقطب. يجب ألا يكون حوض اللحام شديد السخونة ، حيث سيؤدي ذلك إلى حدوث تشققات في معدن اللحام.

أرز. 17. موضع القطب عند لحام مفصل اللفة في وضع أفقي
عند اللحام ، يجب إيلاء اهتمام خاص لحركة القطب من أجل منع ظهور الحروق من خلال حافة اللوحة ، وكذلك لضمان عدم ملامسة قوس اللحام لسطح اللوحة الرأسية بالخارج اللحام ، وإلا فإن التخفيضات أمر لا مفر منه.
لحام مفصل T في الموضع السفلي
نسبة كبيرة من اللحامات التي يتم إجراؤها عمليًا بواسطة عامل اللحام عبارة عن لحامات شرائح يتم إجراؤها في الموضع السفلي. يمكن أن تشمل تقنية اللحام كلاً من اللحام أحادي المسار واللحام متعدد المسارات مع جميع أنواع الأقطاب الكهربائية. على الرغم من أن الأقطاب الكهربائية المصممة للحام القطبية العكسية ليست كذلك أفضل نوعالأقطاب الكهربائية لعمل لحامات شرائح أحادية المرور ، يعد استخدام هذه الأقطاب الكهربائية لمثل هذه الأغراض ممارسة شائعة إلى حد ما.
عند لحام وصلة T في الموضع السفلي بقطبية مستقيمة ، يجب أن يكون تيار اللحام كافيًا لإنتاج حوض لحام كبير. عند اللحام في قطبية عكسية ، يجب أن يكون تيار اللحام أقل إلى حد ما. يجب أن يتوافق موضع القطب عند اللحام في قطبية مباشرة مع الوضع الموضح في الشكل. 18 أ ، على القطبية العكسية - شكل. 18 ب.
أرز. 18. موضع القطب عند لحام وصلة تي في الموضع السفلي: أ - على قطبية مستقيمة. ب - على عكس القطبية
يجب أن يوجه القطب إلى جذر المفصل الملحوم. عند اللحام بقطبية عكسية ، يجب أن يكون طول القوس أقصر. يجب أن تتم حركة القطب بشكل متساوٍ في جميع أنحاء المفصل ، دون فقد حوض اللحام.
ومع ذلك ، يفضل بعض عمال اللحام استخدام حركات ترددية صغيرة للقطب في اتجاه محور اللحام. يمكن أن يكون لهذا تأثير إيجابي في شكل التسخين المسبق للحواف المراد لحامها وجذر المفصل الموجود أمام القطب الكهربائي المتحرك ، ويحسن تكوين المعدن المترسب على المستوى الرأسي للوحة ، ويساعد أيضًا على منع التسرب من الخبث المنصهر في رأس حوض اللحام. عند اللحام بقطبية مستقيمة ، لا يمثل القطع السفلي مشكلة أبدًا. يتطلب اللحام بالقطبية العكسية تدابير متزايدة لمنع حدوث جروح.
لحام مفصل نقطة الإنطلاق في الموضع السفلي مع لحام متعدد التمريرات
غالبًا ما يتم إجراء لحامات الشرائح الكبيرة عن طريق تطبيق حبات ضيقة بشكل متكرر دون اهتزازات عرضية للقطب الكهربي. في معظم الحالات ، يتم عمل الطبقة المواجهة أو الخرزة الأخيرة بدون اهتزاز جانبي للقطب الكهربي ، وفي بعض الحالات يكون مطلوبًا أن يتم تنفيذ التمرير الأخير مع التذبذب الجانبي. على وجه الخصوص ، هذه هي متطلبات خطوط أنابيب اللحام وأوعية الضغط. يمكن إجراء اللحام على القطبين المباشر والعكسي لتيار اللحام.
عند إجراء هذا الاتصال ، يتم ضبط تيار اللحام على نفس الوضع عند اللحام باستخدام خط التماس ضيق أحادي المرور. سيتغير موضع القطب حسب تسلسل الطبقات (الشكل 19 أ). تشبه حركة القطب الكهربي الحركة عند اللحام بخط التماس أحادي التمرير. يجب تنفيذ موقع أو تخطيط الخرز على الجانبين بطريقة تطابق الطبقة المواجهة تمامًا الحجم المحدد لساق اللحام الحشو. يظهر ترتيب تراكب الطبقات في الشكل. 19 ب.

أرز. 19. موضع القطب عند لحام مفصل T. متعدد التمرير التماسفي الموضع السفلي (أ) وترتيب الطبقات (ب)
تقنية أداء الطبقة المواجهة معقدة نوعًا ما. يجب ألا يكون تيار اللحام منخفضًا جدًا. يجب أن يتوافق موضع القطب الكهربي مع الموضع الموضح في الشكل. 20 أ. المقاييس مكدسة في مستوى قطري. يتم تطبيق القطرات المعدنية فقط عندما يتحرك القطب لأسفل. يجب أن يتم تحريك القطب لأعلى بسرعة ، على القوس الأكثر تمددًا ، ولكن دون كسر القوس.

أرز. الشكل 20. موضع القطب أثناء تنفيذ الطبقة المواجهة (أ) ومسار الحركات التذبذبية للقطب الكهربي (ب)
يمكن أن تعمل حافتان متوازيتان من خرز اللحام المصنوعة مسبقًا كمؤشرات لعرض حركة القطب أثناء لحام الطبقة المواجهة. لمنع ظهور التجاعيد ، من الضروري تأخير القطب الموجود في الأعلى و الحواف السفليةاللحام. يجب أن نتذكر أنه في اللحام متعدد المسارات ، يلزم التنظيف الشامل لقشرة الخبث لكل طبقة متراكبة.
عند اللحام في قطبية عكسية ، يمكن أن تنشأ صعوبات كبيرة بسبب ظهور القطع السفلية. يمكنك التخلص من هذه المشاكل بكل الطرق الموصوفة سابقا.
لحام مفصل نقطة الإنطلاق في الموضع السفلي بلحام متعدد التمريرات باستخدام الاهتزازات العرضية للقطب الكهربي
من الناحية العملية ، غالبًا ما تكون هناك حالات يكون فيها من الضروري لحام شرائح اللحامات ذات المقطع العرضي الكبير في الموضع السفلي. عادةً ما يتم استخدام اللحام متعدد المسارات لهذا الغرض ، باستخدام تقنية الاهتزازات المستعرضة للقطب الكهربي. في أغلب الأحيان ، توجد مثل هذه اللحامات في أعمال بناء السفن وتركيبها.
يتم لحام هذا النوع من التوصيل على قطبية عكسية. تم ضبط تيار اللحام على مستوى مرتفع. يجب أن يتوافق موضع القطب الكهربي مع الموضع الموضح في الشكل. 21. يتم تنفيذ التمريرة الأولى بنفس الطريقة كما في حالة اللحام التقليدي ذو الشريحة الواحدة. يجب أن يكون سطح البكرة الأولى مسطحًا قدر الإمكان.
أرز. الشكل 21. موضع القطب عند لحام وصلة تي بلحام متعدد التمريرات في الموضع السفلي باستخدام الاهتزازات المستعرضة للقطب الكهربي
يتم تثبيت التماس الثاني بذبذبات عرضية للقطب فوق الأول. يجب أن يوجه القطب إلى لوحة عمودية من أجل ضمان نقل المعدن من القطب إلى هذا السطح. يجب ألا تتجاوز التقلبات المستعرضة للقطب الكهربي العرض المطلوب للدرز الذي يتم إجراؤه. خلاف ذلك ، قد تحدث تخفيضات. من الضروري ضمان اندماج اللحامات المطبقة جيدًا مع سطح الطبقات المودعة مسبقًا ومع سطح اللوحة المراد لحامها.
لحام مفصل تناكبي بحافة مشطوفة على البطانة في وضع أفقي
غالبًا ما يوجد هذا الاتصال ، بالإضافة إلى الموقع المكاني الذي يوجد فيه ، في لحام الأنابيب والخزانات وكذلك في أعمال بناء السفن.
يتم إجراء اللحام على قطبية عكسية مع كل من الخرزات الضيقة بدون اهتزازات عرضية ، وبتذبذبات عرضية للقطب الكهربي. يتم تنفيذ التمرير الأول عند قيم تيار لحام أعلى بدون اهتزازات عرضية للقطب الكهربي. يجب أن يتوافق موضع القطب الكهربي مع الموضع الموضح في الشكل. 22. عند اللحام ، من الضروري ضمان اندماج مضمون مع البطانة ، وكذلك مع حواف الجزء الجذري للمفصل.
أرز. الشكل 22. موضع القطب عند لحام مفصل تناكبي بحواف مشطوفة على البطانة في وضع أفقي
يمكن إجراء التمريرات الثانية وجميع الممرات اللاحقة بتيارات لحام أعلى. يجب أن يتوافق موضع القطب عند اللحام بخرز ضيق بدون اهتزازات عرضية للقطب مع الوضع الموضح في الشكل. 22. من المهم جدًا أن تكون جميع اللحامات انصهارًا جيدًا مع سطح الطبقات المطبقة مسبقًا ، وكذلك مع سطح حواف الأخدود. يجب توخي الحذر لمنع الجروح.
لحام مفصل تناكبي بحواف مشطوفة في وضع أفقي
هذا الاتصال ، بالإضافة إلى الموضع المكاني الذي يوجد فيه ، شائع جدًا عند لحام الأنابيب ، وكذلك مفاصل التناكب الحرجة. عند القيام ببعض الأعمال ، هناك في بعض الأحيان متطلبات أن تكون هذه اللحامات مع التذبذبات العرضية للقطب الكهربي ، ومع ذلك ، في معظم الحالات ، يتم استخدام اللحام بخرز ضيق بدون اهتزازات عرضية للقطب.
يتم اللحام بقطبية عكسية. يجب ألا يكون تيار اللحام أثناء التمرير الأول مرتفعًا جدًا. يجب أن يتوافق موضع القطب عند اللحام بخرز ضيق بدون اهتزازات عرضية مع الشكل. 23 ، وعند اللحام بالاهتزازات المستعرضة - شكل. 24 أ.

أرز. 23. موضع القطب عند لحام مفصل بعقب بحواف مشطوفة في وضع أفقي: مع حبات ضيقة بدون تقلبات عرضية للقطب.
عند اللحام ، من الضروري الحفاظ على فجوة قوسية قصيرة ، مما يجبر معدن القطب على أن يتم لحامه مباشرة في فجوة جذر المفصل. عند اللحام ، يمكنك استخدام الحركة الترددية للقطب. عند التحرك للأمام ، يجب عدم السماح لقوس اللحام بالكسر.
من الضروري أثناء هذه الحركات توفير التسخين المسبق للمعدن قبل اللحام. في الوقت نفسه ، يجب توخي الحذر للتأكد من أن المعدن المنصهر لحوض اللحام يتصلب بسرعة كافية ولا يتدفق إلى اللوحة السفلية. يجب أن يكون هناك اختراق كامل في الجانب الخلفي من المفصل.
بالنسبة للممرات الثانية واللاحقة ، يمكن زيادة تيار اللحام بشكل كبير. من الممكن استخدام اللحام بالخرز الضيق ، بدون اهتزازات عرضية. يمكنك أيضًا استخدام اللحام بالذبذبات المستعرضة للقطب الكهربي (الشكل 24 ب). من المهم ضمان اندماج جميع الممرات مع سطح جميع الممرات السابقة ، وكذلك مع أسطح الألواح المراد لحامها. أثناء اللحام ، من الضروري مراقبة مظهر القطع السفلي.
أرز. 24. موضع القطب عند لحام مفصل تناكبي بحواف مشطوفة في وضع أفقي: أ - اللحام بالاهتزازات العرضية للقطب. ب - مثال على الحركات العرضية لنهاية القطب
يجب أن يكون لخرزة اللحام أبعاد مقطعية محددة وثابتة بطول طول اللحام. إذا كانت هذه الأبعاد أقل من المعتاد ، فإن التماس غير مكتمل. إذا كان المقطع العرضي لخرزة اللحام أكبر من المعتاد ، فيُعتبر اللحام مقوى بشكل مفرط.
يجب أن يكون لخرزة اللحام أبعاد مقطعية محددة وثابتة بطول طول اللحام. إذا كانت هذه الأبعاد أقل من المعتاد ، فإن التماس غير مكتمل. إذا كان المقطع العرضي لخرزة اللحام أكبر من المعتاد ، فيُعتبر اللحام مقوى بشكل مفرط.
علاوة على ذلك ، يصف المنحنى 1 الشكل المتغير لمظهر حبة اللحام ، والنبضة 2 تحدد الخلل.
بطبيعة الحال ، فإن الأنابيب الملحومة طوليًا لها عيوب مثل حبة اللحام مقارنة بالأنابيب غير الملحومة أو المجردة.
أثناء اللحام ، يتم تشكيل حوض لحام من المعدن المنصهر ، والذي يتم تجميعه في حبة لحام بواسطة ضغط الغاز وقضيب حشو.
قابض الأمان. كما يظهر في الشكل. 111-11 ، اقتران الأمان يحتوي على سلسلة من التلال الخاصة في الجزء الأوسط ، يوجد بداخلها خرزة ملحومة لخط أنابيب الغاز. بعد التثبيت على خط أنابيب الغاز ، يتم لحام نصفي أداة التوصيل معًا ولحامها بخط أنابيب الغاز على كلا الجانبين الحر.
nuff السلامة. يتكون الاقتران (الشكل 2.4) من نصفين وله منعرج خاص 2 في الجزء الأوسط ، حيث توجد حبة اللحام 5 لخط أنابيب الغاز. بعد التثبيت على خط أنابيب الغاز 3 ، يتم لحام نصفي أداة التوصيل / و 6 معًا ويتم لحامهما في خط أنابيب الغاز على كلا الجانبين الحر. يجب عدم لحام اللحامات الطولية 4 ، التي تربط نصفي التوصيل ، بجدار خط أنابيب الغاز. يتم عمل ثقب بخيط 3/8 في الحافة ، والذي يعمل على اختبار اللحامات ويتم لحامه في نهاية الاختبارات.
جهاز لسطح الأعمدة بالتبريد. | ترميم الأعمدة عن طريق تسطيح القوس الأوتوماتيكي بقطب هزاز. في مصنع أومسك للكحول الصناعي ، تم تطوير جهاز لتسطيح الأعمدة بالتبريد ، كما هو موضح في الشكل. 2.18 يتم غمر معظم العمود 3 في الماء الذي يملأ الحمام / ، ويتم تطبيق واحد أو اثنين من خرز اللحام على جزء العمود البارز فوق الماء.
كما لوحظ ، في الفحص التقليدي للحامات باستخدام محول طاقة بزاوية ميل كبيرة وموجات مستقطبة رأسياً ، تنشأ موجة رايلي ، وهي حساسة للغاية لعدم انتظام السطح. يتداخل انعكاسها من حبة اللحام بشكل كبير مع التحكم.
حلقات انصهار البطانة أ - للمواسير التي يصل سمك جدارها إلى 4 مم. ب - للأنابيب التي يزيد قطرها عن 100 مم. ج - للقطع على شكل V ، د - وصلة على حلقة الصهر الخلفية. الحجج اليدوية والتلقائية لحام القوس قطب كهربائي غير قابل للاستهلاك(مع وبدون مضافة) يوفر استقرارًا ، جودة عاليةوصلة ملحومة. عند اللحام الدوار و مفاصل ثابتةيتم تحقيق تشكيل أفضل للخرز الخارجي والعكسي للحام. بالإضافة إلى ذلك ، لحام بقوس الأرجون مع مواد غير قابلة للاستهلاك قطب التنغستنيسمح بالحصول على مقاومة للتآكل وصلات ملحومة. إن نفخ الأرجون 1 في التجويف الداخلي للوحدة (العنصر) المراد لحامه يحسن الجودة وصلة ملحومةومقاومته للتآكل. تكلفة لحام الأرغون بالقوس أعلى من اللحام بالقوس ، والإنتاجية أقل إلى حد ما ، لذلك يمكن التوصية بطريقة اللحام هذه بمتطلبات متزايدة لجودة موثوقية ومتانة خطوط الأنابيب.
اعتماد زاوية الميل.
يتم اللحام بالتسخين المستمر للحواف المعدنية بواسطة لهب الموقد وتغذية سلك حشو في منطقة التسخين. عندما يتم صهر المعدن ، يتم تشكيل حوض لحام ، في جزء الذيل يتبلور المعدن في حبة لحام ؛ ارتفاع الأسطوانة يعتمد على ضغط الغاز وحجم المادة المنصهرة سلك لحام، والتي يتم وضعها بزاوية حوالي 45 في الاتجاه المعاكس لميل قطعة الفم للموقد. يتم نقل السلك بحركات متعرجة متذبذبة عكس اتجاه الموقد. هذا يساهم في الخلط الجيد للمعدن في الحمام وتوزيعه المنتظم على المقطع العرضي.
تعتبر القشرة الرقيقة الجدران تحت الضغط الداخلي مخطط التصميم الرئيسي لتقييم قوة الأنابيب. لا يأخذ الحساب قيد النظر في الاعتبار عدم التجانس المحتمل لتوزيع الضغط في جدار الأنبوب ، الناتج عن انحرافات أقسام الأنابيب عن الشكل الهندسي الصحيح بسبب وجود حبة اللحام ، وإزاحة الحواف فيها ، وبيضاوية القسم ككل.
خطوط أنابيب النفط الحديثة معقدة الهيكل الهندسي. في هذه الحالة ، عدم تجانس توزيع الضغوط في جدار الأنبوب بسبب العيوب ، وكذلك تلك الناتجة عن انحرافات أقسام الأنابيب عن الشكل الهندسي الصحيح بسبب وجود حبة اللحام ، وإزاحة الحواف في لم يتم أخذها ، والبيضاوية للقسم ككل ، في الاعتبار.
للتحكم في اللحامات في الأنابيب التي يبلغ قطرها 28-100 مم ، أنشأ V.D. Korolev مجسات صغيرة الحجم منفصلة مجمعة من أنواع RSP-1 و RSP-2 بتردد 5 ميجاهرتز ، ومؤخراً عند 10-15 ميجاهرتز. إنها مصنوعة من راتنجات الايبوكسي الصلبة. تتميز الألواح بزاوية تقارب صغيرة ، مما يضمن أن تركيز الأشعة يضرب حبة اللحام بعد انعكاس واحد من السطح الداخلي للأنبوب. يسمح الحجم الصغير لـ PET بالتحكم في الحد الأدنى للمسافةبين الأنابيب 30 ملم.
النزوح الزاوي أثناء لحام المفاصل. عند عمل مفاصل بعقب مع فجوة (الشكل 23) ، بسبب التسخين غير المتكافئ للوحات الملحومة على طول عرضها ، تنحني الألواح مع فتحة الفجوة. يؤدي تبريد المعدن في منطقة التماس الملحوم بالفعل إلى تقارب الألواح وتدويرها ، مما يؤدي إلى سد الفجوة. تظهر تشوهات الانحناء أثناء لحام الألواح والقضبان والأصداف وهي نتيجة الموقع غير المتماثل للدرزات بالنسبة لمركز ثقل القسم ، أو التنفيذ غير المتزامن للدرزات المتماثلة أو الملء غير المتزامن للأخاديد باللحام خرز. بعد اكتمال اللحام ، تقصر العارضة وتنحني نقطة الإنطلاق.
ناقشنا في الدرس الأخير آلة لحاموجميع أدوات اللحام اللازمة. الآن دعنا ننتقل إلى تقنية اللحام نفسها.
قبضة حامل
لبدء الطهي ، عليك أولاً أن تلتقط الحامل بشكل صحيح.
خطأ شائع للمبتدئين: يأخذ الكثيرون الحامل بيدهم ، تاركين الكابل متدليًا. هذا خطأ: أثناء التلاعب بالفرشاة ، سيتحرك الكابل ، مما يؤدي إلى إضعاف حركاتنا ، مما سيزيد من دقة اللحام. لذلك ، نقوم بذلك (تعليمات لمن يستخدمون اليد اليمنى ، لليسار - نفس الشيء ، والعكس صحيح فقط): نأخذ الحامل في اليد اليسرى ، ونضغط على الكابل بالجسم بمرفق اليد اليمنى ، ونلف حول الجزء الخارجي من الذراع وخذ الحامل في اليد اليمنى. بهذه الطريقة ، تظل اليد والساعد حرتين ، ولا يتدلى الكابل ، ويمكننا التعامل مع اليد بأمان.
رف
بالنسبة للحام ، يجب أن يأتي الحامل أولاً. يجب أن يكون الحامل بحيث لا تهتز ، بحيث تقف بثبات على قدميك - يقوم بعض عمال اللحام بنشر أرجلهم على نطاق واسع لهذا الغرض. إذا كان هذا اللحام منخفضًا ، فيمكن للحام الركوع والجلوس والاستلقاء وما إلى ذلك. يجب أن يكون موضع الجسم مستقرًا. مباشرة في لحظة اللحام ، لا نضغط الكم على الجسم. نحن لا نضغط على الكوع على الجسم ، بل على العكس ، ننزعه قليلاً. يتنفس الشخص ويتحرك صدره ، وإذا ضغطت الكوع على الجسم ، فإن التنفس سيربك حركات اليد ويكون له تأثير سيء على اللحام.
أخذوا الكوع ، وأخذوا الحامل. لتعلم اللحام ، يُنصح بأخذ قطع عمل كبيرة جدًا - على الأقل 20 سم ، أي عامل لحام مبتدئ ، بعد إشعال القوس ، يتوقف عن التنفس دون أن يلاحظ ذلك. حصلت على بعض الهواء - OP! - وفي نفس واحد يحاول غلي القطب بالكامل. إذا كانت قطعة العمل قصيرة ، فسوف ينجح ، لكن عادة حبس أنفاسه ستبقى ، وسوف يختنق على قطع العمل الكبيرة. لذلك ، في مرحلة التدريب ، من المهم أن تأخذ قطعة عمل طويلة ، أثناء اللحام لا يمكنك حبس أنفاسك. وبالطبع ، سيكون عليك التحكم في نفسك. لبسوا القناع وبدأوا في التنفس. بمرور الوقت ، سيتطور التنفس مع حركات اليد ، في الوقت المناسب مع التلاعبات ، ولن تلاحظ ذلك ، تحت القناع ، في عالمك الصغير. سوف تفكر بنفسك ، وستقوم يديك بالعمل.
ترسيب كهربي
أمامنا لوحة معدنية: يمكنك وضع نفسك عموديًا أو أفقيًا - لا يهم. نأخذ قطب كهربائي. قمنا بتثبيته في الحامل بالجانب الذي لا يوجد فيه طلاء. في وقت اللحام ، ضع القطب الكهربي بشكل عمودي على مستوى المعدن. الآن نأخذ القطب خمسة عشر درجة نحو خط التماس. نضيء القوس ونبدأ في التحرك. تأكد من ملاحظة أن منحدر خمسة عشر درجة يتجه نحو التماس. إذا كان اللحام مائلًا للخلف. إذا قمنا بلحام بزاوية للأمام ، فإننا نميل خمسة عشر درجة بعيدًا عن خط اللحام. يجب أن تكون المسافة بين القطب الكهربائي والتماس 1-2 مم على الأقل. يجب أن تشعر وكأنك تمرر قلم رصاص على ورقة. يرجى ملاحظة أنه مع لحظة اللحام ، يحترق القطب الكهربائي وينقص ، وبالتالي تكون الحركة بميل 15 درجة. وهذه الـ 15 درجة لا يجب أن تتغير. نحن لا نملأ القطب ، لأنه لن يكون لدينا اختراق للمعادن ، ولن يكون هناك اختراق في العمق. نحن لا نضعها بشكل عمودي ، لأن الاختراق سيكون أعمق فقط. في المستقبل ، عندما تقوم بلحام الأنابيب ، وهذا أمر صعب ، ستحتاج إلى إبقاء القطب 15 درجة من العمودي على طول قطر الأنبوب طوال الوقت. إنه صعب للغاية ، لكنه قابل للتحقيق.
غرزة الخيط
الغرز الأولى التي سندرسها هي غرز الخيط البسيطة.
لذا ، فإن أول شيء يجب عليك تحقيقه هو إضاءة القوس وجعله يحترق بثبات. في اللحظة التي تمد فيها القوس ، قد يتوقف ببساطة. يجب أن يكون المرء قادرًا على تحديد المسافة التي يتم من خلالها تقصير القطب أثناء الاحتراق وطوال الوقت لخفض اليد لأسفل ، مع الحفاظ على نفس طول القوس.
اشعل القطب بطريقتين. الأول نقرة ، أي عندما نصل إلى المعدن. والطريقة الثانية هي النقيق. إذا أخذنا ، على سبيل المثال ، أجهزة العاكسثم هم جميلون جدا في إنتاج اللحامأنه يمكن إشعالها بمجرد الضرب. أشعلنا القوس وبدأنا في الطهي.
نحن ملحومة. كيفية تحديد سلامة التماس؟ تتم الإشارة إلى سلامة التماس من خلال سطحه الأملس. وهذا يعني أن تحجيم التماس يجب أن يكون ضئيلاً. يجب أن يلقي التماس فقط. يتحقق عمال اللحام من ذلك بطريقة واحدة: إذا ضربت بمطرقة بالقرب من خط اللحام ، فيجب أن يطير الطلاء والخبث على الفور. هذا ما سنحاول القيام به. فقاعة! كما ترى ، طار الخبث تمامًا. هذا يشير إلى أن خط اللحام الخاص بنا سلس ، دون أي مخالفات ، ولم يكن هناك شيء يتشبث به الخبث. ضبط درجة الحرارة الصحيحة. إذا قمت بتسخين خط التماس ، فسيكون أحمر حارًا ، وقد ينهار هيكلك في المستقبل ، وينكسر. إذا كان لديك سخونة ، فلن يكون هناك اختراق. كيف تتحقق مما إذا كانت درجة الحرارة صحيحة؟ تأكد من رفع التماس قليلاً بعد المعالجة.
أول شيء سنفعله معك هو خياطة الخيط. يتم إجراء التماس الخيطي دون أي تلاعب ، وذلك ببساطة عن طريق توجيه القطب. من الضروري قياس سرعة القطب والمسافة والزاوية. ستكون هناك حاجة للمعالجة في حالة المعدن السميك وتحتاج إلى التسخين. ثم من الضروري تأخير القطب ، وخلق درجة حرارة عند نقطة معينة. لهذا ، تم اختراع العديد من التلاعبات: الأقواس البسيطة ، والحلي المختلفة - من هو الأفضل من أجل ماذا. هناك حلزونات ، مع اختراق المعدن.
يمكن أن يكون المعدن سميكًا ورفيعًا ، لذلك يجب اختيار التلاعب بحيث يظل القطب أطول على المعدن السميك.
أيضا ، اللحامات هي تمريرة واحدة ومتعددة. يتم عمل لحام أحادي التمرير على معدن يصل طوله إلى 3 مم ، أي أنه في مسار واحد يمكننا تجديد سمك المعدن بقطب كهربائي عن طريق نقل المعدن من القطب إلى السطح ليتم لحامه. ولكن إذا كان المعدن 8 أو 9 أو 10 ملليمترات أو أكثر ، فلن نتمكن من تعويض هذه السماكة دفعة واحدة ، ولن يكون لدينا كتلة متراصة ، لذلك نحتاج إلى المرور بعدة طبقات.



