Video cum se operează o mașină de sudură cu invertor. Cum să gătești cu un invertor de sudură: nuanțele procesului.
23 martie 2017
Învățând să gătești sudare cu invertor
Pentru a înțelege cum să înveți să gătești corect invertor de sudare, ar trebui mai întâi să aflați care sunt exact aceste dispozitive. Invertorul de sudura are un design destul de compact, este mult mai usor sa il transporti dintr-un loc in altul comparativ cu unul obisnuit. aparat de sudura functionand pe baza unui transformator. În plus, lucrul cu un dispozitiv modern este mult mai convenabil.
Este posibil să sudați elemente metalice cu ajutorul unui invertor suficient de fiabil numai dacă cunoașteți cel puțin structura aproximativă a acestuia. În primul rând, designul acestui echipament nu ocupă prea mult spațiu: toate piesele necesare sunt plasate într-o cutie mică de metal, care nu depășește jumătate de metru în lungime, de obicei nu mai mult de 20 cm în lățime, și aproximativ 30 cm inaltime Greutatea totala a structurii este de aproximativ 10 kg.
Principiul său de funcționare este să emită curent electric cu forță și tensiune adecvate. Invertorul produce un curent continuu în zona suprafeței sudate, care se formează din tensiunea alternativă situată în rețeaua de uz casnic - 220 V.
Dispozitivele au întotdeauna două terminale - catodul sau conductorul încărcat negativ și anodul - pozitiv. Unul dintre ele este folosit pentru conectarea electrodului, iar celălalt este conectat la metalul care va fi sudat. După ce începe să se aplice tensiunea, se formează un singur circuit electric. Dacă faceți un spațiu ușor în el, a cărui dimensiune va fi de doar câțiva milimetri (de regulă, nu mai mult de 8), atunci are loc ionizarea aerului în acest loc și o corespunzătoare. arc electric.
Pentru a învăța corect cum să gătești cu un invertor, trebuie înțeles că cea mai mare parte a căldurii este eliberată tocmai în arcul electric, care arde la o temperatură de aproximativ 7000 de grade. Acest lucru vă permite să topiți calitativ marginile semifabricatelor metalice sudate.
Când arcul scânteie, nu numai marginile metalului se topesc, ci și electrodul însuși, ca urmare, toate aceste materiale se amestecă între ele. Dacă lucrările de sudare sunt efectuate prost, atunci zgura, care, de regulă, este mult mai puțin densă decât metalul, va rămâne în grosimea metalului. Acest lucru reduce semnificativ calitatea îmbinării sudate rezultate.
În mod obișnuit, zgura iese la suprafață și împiedică oxidarea elementelor care urmează să fie sudate de oxigenul conținut în aer sau să înceapă să absoarbă azotul din mediu. După ce metalul topit începe să se solidifice, se formează o îmbinare sudată.
Principalii parametri ai lucrărilor de sudare
Pentru a învăța din experiența sudorilor cu experiență, trebuie să înțelegeți un astfel de lucru precum polaritatea curentă, deoarece poate fi directă și inversă. Primul se formează dacă curentul trece de la catod la anod. Polaritatea inversă se obține în situația opusă.
Dacă o persoană știe să gătească corect, atunci va înțelege că cea mai mare temperatură se va forma la terminalul de la care începe să curgă un curent electric. Când utilizați polaritatea dreaptă, temperatura va fi mai mare direct pe piesele de prelucrat. De regulă, sudorii care abia încep să învețe elementele de bază ale acestui meșteșug folosesc această tehnologie.
La polaritate inversă la electrod se formează o temperatură mai mare. Această tehnologie este utilă atunci când se lucrează cu foi de metal de grosime mică, precum și când se lucrează cu metale care nu răspund bine la supraîncălzire, ceea ce poate duce la deteriorarea piesei de prelucrat.
Un rol important îl joacă grosimea electrodului sau a sârmei sudate. Acest indicator depinde direct de cât de groase vor fi piesele care urmează să fie sudate. În principiu, acest indicator ar trebui respins atunci când alegeți puterea curentă. Se pare că cu cât grosimea electrodului este mai mare, cu atât mare putere trebuie aplicat curent electric.
De asemenea, trebuie avut în vedere faptul că indicatorul de putere curent este afectat direct de locația cusăturii - orizontală, verticală, tavan și așa mai departe. Pentru dezvoltarea treptată a sudării cu invertor, ar trebui să studiați cu atenție tabelul, care arată puterile curente corespunzătoare, diametrele electrozilor și alți indicatori importanți legați de lucrari de sudare.
Care sunt principalele calități pozitive ale invertorului?
Aparatul invertor este mult mai convenabil pentru efectuare lucrari de sudare. Chiar și majoritatea sudori profesionisti ei spun că o astfel de tehnologie este mult mai bună și mai simplă decât un transformator primitiv. Datorită utilizării acestui produs, nu numai că puteți forma cu ușurință un arc, dar, în cele din urmă, îl puteți obține cât mai stabil posibil.
Acest efect ajută la prevenirea stropirii excesiv de puternice a metalului. Invertorul este, de asemenea, bun, deoarece oferă o serie de tipuri diferite de caracteristici suplimentare. În special, una dintre cele mai utile funcții este așa-numita „pornire la cald”, care vă permite să faceți curentul de sudare la începutul lucrării cât mai puternic posibil. Acest lucru face mult mai ușor și mai rapid formarea unui arc.
O altă caracteristică este „Arc puternic”. Acest element este activat numai dacă electrodul este prea aproape de elementele de sudat. Odată cu o astfel de dezvoltare a evenimentelor, dispozitivul va crește curentul în modul automat. Acest lucru permite ca metalul să fie topit cât mai repede posibil, astfel încât electrodul să nu se lipească de piesele de prelucrat.
Al treilea calitate utila este opțiunea „Antizalip”. Dacă este necesar, face curentul electric cât mai scăzut posibil, astfel încât electrodul să poată fi smuls foarte repede de pe suprafața metalică și lucrul poate continua. Funcția este foarte utilă pentru cei care încă nu și-au dat seama pe deplin cum să rupă corect electrodul din piesa de prelucrat.
Invertorul este un dispozitiv destul de economic. Dacă luăm în considerare electrozii cu un diametru de 3 mm, atunci pentru utilizarea lor de înaltă calitate este suficient să setați o tensiune cu o putere de 4 kW - aceasta corespunde pe deplin conexiunii paralele normale a două ceainice electrice.
Eficiența din punct de vedere al costurilor a designului în ceea ce privește consumul de curent electric permite literalmente într-un singur sezon să justifice costul destul de ridicat al unei mașini de sudură cu invertor.
![]()
Ce măsuri de siguranță trebuie respectate?
Pentru a vă da seama cum să gătiți cu sudarea inverter, mai întâi trebuie să înțelegeți standardele de bază de siguranță. Faptul este că lucrările de sudare sunt deosebit de periculoase pentru sănătatea și viața umană, așa că ar trebui abordate cu prudență.
- Înainte de a începe lucrul, trebuie să curățați spațiul adiacent de obiecte din lemn și alte lucruri care se pot aprinde rapid. Acest moment este foarte important pentru acei oameni care abia încep să stăpânească sudarea. Electrozii, zgura, metalul topit sunt foarte diferiți temperatura ridicata care ar putea provoca un incendiu rapid.
- Ar trebui să purtați îmbrăcăminte strânsă, care să vă acopere întregul corp dacă este posibil: pantaloni lungi strâmți, o jachetă sau un pulover cu mâneci lungi. Acest lucru se face astfel încât picăturile de metal topit să nu ajungă pe piele și să nu provoace arsuri termice severe.
- Ochii și fața trebuie protejate cu o mască specială cu sticlă închisă încorporat sau filtru de lumină. Nu va lăsa să pătrundă lumina soarelui, dar arderea arcului va fi perfect vizibilă, iar acest filtru vă va permite, de asemenea, să luați în considerare cu atenție cum este topit metalul și cum este umplută sudura.
- Dacă arcul arde, dar nu are loc sudarea metalelor, atunci aceasta poate indica o funcționare defectuoasă a aparatului sau un curent insuficient. Îl puteți adăuga pe panoul de lucru al echipamentului. Dacă acest lucru nu ajută, atunci unealta ar trebui să fie deconectată imediat, deoarece trebuie să fi avut loc un fel de defecțiune în interiorul acesteia. Poate provoca electrocutare.
- Este strict interzis să lucrați pe vreme umedă, la temperaturi prea scăzute și alte fenomene atmosferice nefavorabile, deoarece acest lucru provoacă adesea șocuri electrice.
- Nu trebuie să respectați desfășurarea sau efectuarea lucrărilor de sudare fără un geam de protecție - acest lucru provoacă o arsură severă a corneei, de la care va trebui să vă recuperați în câteva zile. Arsurile acestui plan sunt diferite: un grad slab se caracterizează prin apariția de pete luminoase în fața ochilor; gradul mediu începe cu o senzație de nisip în ochi; sever poate provoca pierderea parțială sau completă a vederii.
Cum să aprindeți corect un arc?
Persoanele care doresc să înțeleagă cum să învețe cum să sudeze cu un sudor cu invertor ar trebui mai întâi să exerseze cum să lovească corect arcul și să-l mențină aprins pe toată perioada de lucru.
În prima etapă, ar trebui să conectați bornele, în funcție de polaritatea cu care intenționați să lucrați - direct sau invers. Dacă nu există experiență în sudare în acest moment, atunci trebuie utilizată numai conexiune directă. Este mai bine ca un sudor începător să ia electrozi universali potriviti pentru majoritatea metalelor: diametrul lor este de 3 mm.
Utilizarea electrozilor mai groși nu este de dorit, deoarece aceștia pot provoca fluctuații grave ale arcului și ardere instabilă a arcului. Lucrul cu astfel de consumabile necesită abilități mai bune.
Inițial, trebuie să setați curentul la 100 A. Folosirea măștii din obișnuință poate provoca un oarecare disconfort, dar poate fi sacrificată pentru a păstra vederea. Înainte de aprinderea directă a arcului, trebuie să loviți ușor electrodul pe metal pentru a doborî stratul de pe margine.
Puteți da foc arcului în unul dintre următoarele moduri:
- grevă;
- atingere usoara.
Dacă țineți cont de toate punctele luate în considerare, atunci să vă dați seama cum să gătiți cu un invertor de sudură nu va fi prea dificil. Mai mult, poate fi folosit pentru diverse materiale.
sudor electric
Lucrările de sudare sunt utilizate în aproape toate industriile. Este dificil de a numi orice segment de producție în care nu ar fi necesară forța de muncă a unui sudor. Ca profesie pentru începători, oferă o oportunitate de a obține un loc de muncă promițător. Sudori lucrează pe șantiere, creând sisteme de comunicații și structuri diverse, în industrie, aplicând abilitățile și experiența lor, în construcții navale, inginerie mecanică, energie, agricultură și industria de rafinare a petrolului.
În primul rând, sudorul trebuie să fie fluent echipament de sudură. În același timp, el, în calitate de specialist, necesită o cunoaștere temeinică a principiilor de funcționare a acestuia, pregătirea echipamentelor pentru funcționare și identificarea eventualelor defecțiuni. Sudorul trebuie să fie expert în tehnologia de sudare de la pregătirea suprafețelor de îmbinat până la curățarea sudurii și detecție.
Un specialist care efectuează lucrări de sudare trebuie să știe să sudeze corect prin sudare electrică, să determine modul optim de sudare a diferitelor materiale și să stabilească valoarea curentă. Complexitatea muncii unui sudor gaz-electric constă și în faptul că, în timpul procesului de sudare, o schimbare a modului de sudare poate afecta negativ calitatea acestora, prin urmare este extrem de important să se determine corect viteza de sudare de la bun început. Sudori calificați efectuează manual sudare cu arc, și poate crea structuri metalice și conducte destul de complexe. Sudorul trebuie să știe să se descurce tipuri diferite metale: aliaje, oțeluri (inclusiv cele cu sudabilitate limitată).
Cum să înveți să gătești cu sudarea electrică
Profesiile de sudor sunt predate în colegii, școli profesionale, cursuri. Învățământul se desfășoară timp de trei ani pe baza clasei a IX-a și doi ani pe baza claselor a unsprezecea.
Dacă nu aveți de gând să lucrați ca sudor, dar doriți să învățați cum să lucrați cu sudarea electrică, astfel încât dvs., dacă este necesar, să puteți prepara ceva, puteți folosi sfaturile acestui articol sau literatura de la seria de tutoriale de sudare electrică. Desigur, în acest caz, nu veți deveni un sudor extra-clasă, dar acest lucru nu este necesar. Principalul lucru este să înțelegeți cum să utilizați corect sudarea electrică, să învățați elementele de bază ale sudării electrice, să învățați metodele de lucru de bază.
Bazele sudurii electrice
În primul rând, trebuie să achiziționați o mașină de sudură și electrozi, pe care trebuie să-i aprovizionați într-o cantitate decentă, deoarece în procesul de învățare, va trebui să stricați o mulțime de ele înainte de a obține primul rezultat pozitiv. Alegeți electrozi pentru sudarea cu propriile mâini cu un diametru de 3 mm. Pentru invatarea acasa sunt cele mai potrivite, pentru ca cele mai subtiri sunt potrivite pentru foarte metal subțire, pe care doar sudorii cu experiență le pot găti, iar cei mai groși încarcă puternic rețeaua electrică.
Sudura electrica cu bricolaj
Tutoriale video despre sudarea electrică
Pe Internet puteți găsi o mulțime de instrucțiuni, manuale și, de asemenea, lecții video de sudare electrică sunt disponibile în rețea, despre bazele efectuării acestor lucrări. Mai jos este o trecere în revistă a cursului „5 lecții de sudare electrică”:
După ce vizionați videoclipul de sudare electrică, puteți învăța cum să sudați metalul și să faceți primul pas încrezător în acest meșteșug complex și interesant.
- Pregătirea pentru sudare
- Aprinderea arcului la începutul sudării
- Baie sudata si sudură
- Cum se deplasează electrodul în timpul sudării?
Un invertor de sudură este un dispozitiv care permite îmbinarea metalului prin sudare. În comparație cu un redresor sau un transformator, sudarea cu un invertor este mai ușoară, mai simplă și mai accesibilă. Cum să înveți cum să sudezi metalul cu un invertor?
Sudarea cu invertor: succesiunea operațiilor
Tehnologia de sudare constă dintr-o serie de etape secvențiale. Implementarea corectă a acestora asigură un rezultat de înaltă calitate - o conexiune puternică continuă a două suprafețe metalice. Cum să gătești metal cu un invertor, ce să cauți când înveți să sudezi?
Înapoi la index
Pregătirea pentru sudare
- Pregătirea locului pentru sudare. Spațiul pe o rază de un metru este eliberat de obiecte din lemn, hârtie, plastic. Ele pot fi aprinse de un electrod fierbinte sau scânteie. Invertorul este instalat la sol (pardoseală din beton) și conectat la rețeaua electrică. Două mustăți (firele cu bornele „+” și „-”) sunt întărite după cum urmează: borna plus este atașată la una dintre suprafețele metalice care trebuie sudate, un electrod este introdus în borna minus (această conexiune se numește polaritate directă, este cel mai frecvent). Corpul sudorului este acoperit cu îmbrăcăminte de protecție (pantaloni, jachetă, mănuși), pe față se pune un scut cu sticlă închisă (filtru de lumină).
- Luam in mana terminalul cu electrodul. Pornim invertorul (comutator) - apare un mic zumzet. Setăm valoarea curent de sudare(controler pe panoul frontal). Pentru un electrod tradițional cu diametrul de 3 mm este necesar un curent de sudare de 100 A. Coborâm masca pe față (Fig. 1).
Înapoi la index
Aprinderea arcului la începutul sudării
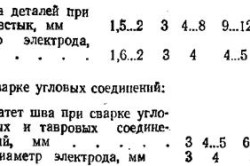
Figura 1. Dependența diametrului de grosimea pieselor.
- Să începem să sudăm. La început, trebuie să aprindeți un arc. Cu experiență, acest lucru va fi ușor. Pentru un sudor începător, aprinderea arcului este prima dificultate. Înainte de a începe aprinderea, electrodul este lovit pe suprafața metalică pentru a îndepărta stratul de la capăt. Pentru a aprinde arcul pe metal rece (la începutul sudării), se folosește metoda lovirii. Este ca și cum ai aprinde un chibrit. Electrodul este purtat peste metal, atingand usor suprafata piesei de sudat. Pentru un sudor începător fără experiență, tija se lipește adesea (se lipește de metal). Pentru a-l dezlipi, este necesar să înclinați brusc terminalul cu electrodul în cealaltă parte (despărțiți tija de pe piesă). Dacă eșuează, opriți alimentarea invertorului. Când curentul este oprit, lipirea va dispărea.
- Lovim până se formează un arc electric. Este foarte luminos, îl poți privi doar printr-un filtru de lumină.
- Pentru a menține arcul, fixăm capătul electrodului la 3-5 mm de metal. La începutul antrenamentului, va fi dificil să păstrați distanța necesară. Dacă electrodul este prea aproape, va avea loc un scurtcircuit și se va lipi de piesă. Dacă este îndepărtat, arcul se va pierde și va trebui reaprins. În timpul procesului de sudare, electrodul este consumat, învelișul său se arde, iar metalul de bază umple cusătura dintre suprafețele de sudat. Prin urmare, mâna cu terminalul coboară treptat.
Înapoi la index
Sudați bazinul și sudați
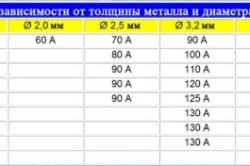
Figura 2. Dependența diametrului de grosimea pieselor.
- Când arcul este aprins, se formează o baltă lichidă de metal topit. Aceasta este o cadă sudată. Pentru conectare Părți metalice pe întreaga suprafață de contact, electrodul se mișcă încet de-a lungul interfeței. În spatele lui se mișcă bazinul de sudură (zona de metal lichid). Capătul tijei oscilează (înainte și înapoi, stânga și dreapta) în raport cu cusătura dintre cele două părți. Acest lucru asigură calitatea conexiunii.
- Dacă arcul s-a pierdut (electrodul este prea departe de sudură), reaprinderea este mai ușoară. Pentru a aprinde arcul, este suficient să aduceți capătul tijei mai aproape de o distanță de câțiva milimetri.
- Un arc electric strălucitor și un bazin de sudură mai puțin luminos sunt vizibile clar în scutul sudat. Suprafețele de contact care urmează să fie sudate în zona de sudare sunt mai puțin distinse. Cu toate acestea, este imposibil să îndepărtați scutul și să aruncați o privire la sudare fără un filtru de lumină de protecție. În cel mai bun caz, pleoapele vor mâncări neplăcute (senzație de nisip în ochi). În cel mai rău caz, vă puteți pierde vederea fără posibilitatea de a o restabili.
- Când tija este scurtată la 5-6 cm, sudarea este oprită, invertorul este oprit și electrodul din terminal este schimbat.
- La sfârșitul sudării, cusătura de metal înghețată este lovită cu un ciocan pentru a îndepărta stratul de zgură. Cusătura curățată de zgură are o suprafață strălucitoare.
Aceasta este tehnologia sudării cu un invertor în ansamblu. Și acum să ne ocupăm mai detaliat despre cum să alegem electrodul potrivit și curentul de sudare.
Înapoi la index
Ce electrozi pentru a suda metalul?
Un electrod este o tijă de metal acoperită la exterior cu o acoperire. Substanța de acoperire este un amestec de zgură, care se topește și în timpul sudării, se ridică la suprafața bazinului de sudură (este mai ușor decât metalul) și protejează metalul lichid de oxidare și saturație cu azot (Fig. 2). În unele cazuri, în compoziția acoperirii sunt introduși aditivi care formează gaz, care asigură eliberarea gazului în timpul topirii electrodului.

Compoziția tijei interioare este determinată de tipul de metale sudate (cu conținut scăzut de carbon și oțeluri slab aliate, alamă și bronz, aliaje de magneziu, aliaje de titan). Pentru a suda metal obișnuit otel carbon, se folosesc electrozi marca UONII. De asemenea, sunt utilizate pentru oțelurile rezistente la coroziune. Sudarea UONII se realizează numai cu curent continuu.
Tijele de marcare ANO sunt considerate mai universale. Sunt potrivite atât pentru direct cât și curent invers orice polaritate.
Electrozii diferă nu numai prin compoziția acoperirii și a tijei, ci și în diametru. Dimensiunile tijei din acoperire variază de la 1,6 mm la 5 mm în diametru. Cu cât piesele care trebuie sudate sunt mai groase, cu atât diametrul electrodului necesar pentru fuziunea lor este mai mare. Există formule matematice pentru calcularea diametrului pentru o anumită grosime a pieselor metalice. Este mai ușor pentru un sudor începător să folosească mesele.
Factorii secundari care afectează este tipul de conectare a pieselor (sudură orizontală, verticală sau în sus, cap la cap sau sudare în filet). Din datele din tabel se poate observa că diametrul electrodului pt conexiune la colț usor diferit de diametru sudare cap la cap Detalii.

În același timp, tijele de sudură cu diametru mare nu sunt folosite pentru sudarea suprafețelor în sus. Pentru tavan, dimensiunile acestora sunt limitate la un diametru de 4 mm.
Varierea diametrului tijei menținând toți ceilalți parametri poate crește sau micșora curentul specific de sudare (curent pe unitatea de secțiune a electrodului). Acest lucru va afecta adâncimea de penetrare și grosimea sudurii. Dacă electrodul este mai subțire, puterea curentului este concentrată și se topește mai adânc, sudura este îngustă. Dacă electrodul este mai gros, puterea specifică a curentului scade, iar adâncimea de penetrare devine mai mică, iar lățimea sudurii devine mai mare.
Înapoi la index
Cum să alegeți valoarea curentului de sudare și polaritatea acestuia?
Puterea curentului determină adâncimea de penetrare a metalului. Cu cât curentul este mai puternic, cu atât arcul este mai puternic, cu atât metalul se topește mai adânc. Puterea curentului este direct proporțională cu diametrul electrodului și grosimea sudurii. Poate fi determinat prin calcule folosind formule sau folosind tabele gata făcute.
Rezistența curentului este afectată de locația sudurii. Valoarea maximă a curentului este utilizată pentru a pătrunde pe suprafețe orizontale. Pentru a suda cusături verticale, puterea curentului este mai mică cu 15%, pentru conexiuni (de tavan) în suprafață - mai puțin cu 20%.
Invertorul de uz casnic are o scară de curent până la 200 A. La modelele semi-profesionale, valoarea scalei este gradată mai mare, până la 250 A.
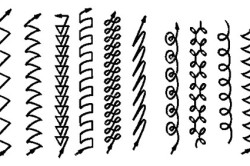
Figura 3. Mișcarea electrodului în timpul sudării.
Polaritatea este direcția fluxului de curent. Invertorul face posibilă schimbarea direcției curentului. Cum se face acest lucru și de ce este necesară inversarea polarității?
Fluxul de electroni (curentul se deplasează de la minus la plus) la sudarea cu un invertor se deplasează de la terminalul „-” la terminalul „+”. Terminalul la care vin electronii ("+") se încălzește mai mult. Acest fapt este folosit pentru a asigura sudarea de înaltă calitate pe diferite metale, cu diferite grosimi de elemente. Dacă piesele sunt masive, atunci terminalul „+” este atașat de suprafața lor metalică (la una dintre părți). Această conexiune se numește polaritate directă, este mai des folosită în lucrările de sudare.
Dacă o foaie subțire de oțel sau un aliaj de înalt aliaj care este predispus la arderea elementelor de aliere este aliată, atunci terminalul „-” este conectat la acestea. Polaritatea rezultată se numește inversată. Cu un astfel de flux de curent, încălzirea maximă are loc în electrod, iar metalul de bază se încălzește mai puțin.
Polaritatea inversă se caracterizează printr-o mai mare stabilitate a arcului, este mai ușor să se aprindă și să-și mențină arderea.
Sudarea este cea mai comună modalitate de a uni două părți metalice separate în prezent. Din exterior se pare că gătitul este simplu și necomplicat, dar, de fapt, meseria de sudor este destul de complicată și necesită anumite aptitudini. Sunt multe de învățat și multe de luat în considerare înainte de a începe procesul de sudare.
Pentru sudori începători și pentru profesioniștii care lucrează la înălțime, compact aparate moderne pentru sudare cu arc- invertoare.
Aparatul de sudat efectuează lucrări folosind o sursă de energie și electrozi.
Există două tipuri de dispozitive:
- invertor;
- transformator.
Dispozitivele de tip transformator sunt ușor de operat, dar sunt grele și mari ca dimensiuni, puternice și durabile și, de asemenea, foarte fiabile. Necesar pentru muncă curent alternativ. Pentru sudare se folosesc electrozi consumabili de fluorura de calciu sau rutil. Unitate are o eficiență scăzută, A Sudură, realizat cu ajutorul unui dispozitiv transformator, este de calitate medie. Când lucrați cu acest tip de sudare electrică, este necesară o calificare înaltă a sudorului.
Un invertor este un aparat de sudura electric care lucreaza pentru DC , spre deosebire de un transformator. La intrarea circuitului aparatului, tensiunea de intrare este convertită din directă în alternativă, care apoi intră în transformator. Principala diferență între acest tip de sudare este următoarea:
- greutate redusă;
- mobilitate;
- compactitate;
- dispozitiv bine dovedit în domeniu;
- independență față de tensiunea de intrare;
- economie.
Invertoarele sunt foarte economice, la utilizarea aparatului pierderi de energie de zece ori mai puține decât atunci când se folosesc modele de transformatoare. Dispozitivul are o eficiență de 85 până la 90 la sută.
Cu ajutorul unui invertor, puteți conecta atât mici, cât și mari hardware. Invertoarele din timpul nostru au devenit o mare descoperire în domeniul unităților de sudură, transformatoarele vechi voluminoase sunt treptat înlocuite de la utilizarea de zi cu zi datorită dimensiunilor și dificultăților de utilizare. Invertorul este disponibil atat din punct de vedere al pretului cat si al clasificarii oricarui sudor, este suficient sa cunoastem bazele si principiile procesul de sudare.
Electricitatea pe care o consumă această mică mașină de sudură merge exclusiv la funcționarea arcului în sine, care realizează direct procesul de sudare.
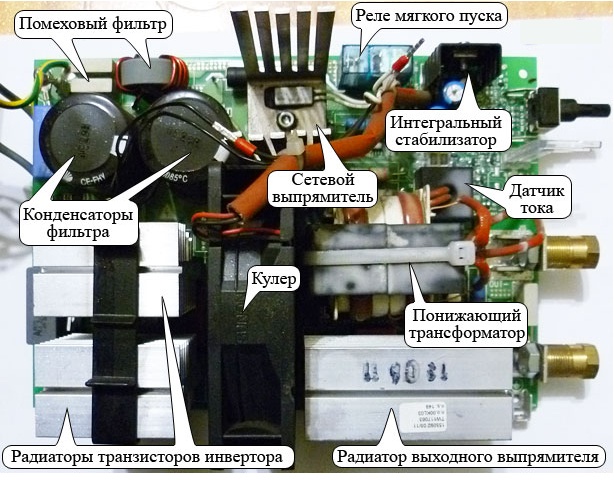
Bazele invertorului
Sudori tip invertor sunt foarte convenabile în funcționare și cât mai economice posibil, acest lucru este important pentru începătorii fără experiență în sudare. Pentru început, trebuie să înțelegi asta invertorul este un aparat de sudura electronic, astfel încât sarcina principală atunci când lucrați cu acesta va merge la rețeaua dvs. electrică.
Spre comparație: vechea mașină de sudură cu transformator, atunci când a fost pornită, a produs un impuls maxim și puternic de electricitate, din cauza căreia a avut loc o întrerupere a curentului în rețeaua casei tale. Invertorul, dimpotrivă, are condensatori de stocare, care acumulează mai întâi energie electrică, apoi asigură funcționarea neîntreruptă a rețelei dumneavoastră electrice și aprinde ușor arcul electric.
Puteți învăța și studia în mod independent lecții de sudare cu invertor într-o formă accesibilă. La noi, vă putem oferi câteva sugestii utile și necesare dacă aveți întrebări. În articol vă vom spune la ce trebuie mai întâi să acordați atenție înainte de a începe sudarea.
Un punct important de înțeles este faptul că consumul de energie al unui invertor este direct legat de diametrul electrodului dumneavoastră. Cu cât diametrul electrodului pe care îl utilizați este mai mare, cu atât va necesita mai multă energie electrică. Prin urmare, înainte de a începe lucrul, trebuie calculați valoarea maximă aproximativă a energiei electrice consumate de dispozitivul dvs pentru a nu arde cablurile sau aparate electrocasniceîn casa ta.
În plus, pentru fiecare diametru de electrod pe care îl utilizați, este necesară puterea de curent minimă recomandată, adică dacă doriți să reduceți puterea curentului, atunci nu veți putea suda.
Dacă doriți să experimentați și să creșteți puterea curentului, atunci cusătura în sine se va dovedi, în timp ce electrodul se poate arde sau se poate lipi foarte repede. După cum ați înțeles deja, un element important pentru procesul de sudare este alegerea corectă a electrodului și a curentului mașinii.
Din punct de vedere structural, electrodul constă dintr-o tijă metalică, pe care este pulverizată o compoziție specială de pulbere. Acoperirea cu pulbere este o barieră necesară pentru a accesa sudurile la aerul ambiant. Mediu inconjurator afectează negativ formarea sudurii, oxidându-l, ceea ce degradează calitatea cusăturii. Acoperirea cu pulbere este, de asemenea, necesară pentru a menține procesul normal de arc.
Pentru sudarea cu invertor se folosesc electrozii UONI, MR, ANO, OZS. Calitatea electrozilor achiziționați depinde în mare măsură de condițiile de transport și depozitare. Diametrul electrodului necesar variază de la 2 la 5 mm. Totul depinde de materialul și grosimea pieselor care trebuie sudate.
Instrucțiuni pas cu pas pentru începători când folosesc un invertor
Lungimea arcului
Aceasta este distanța care se formează între metal și electrod în timpul procesului de sudare. Este important să păstrați o distanță corectă constantă în timpul sudării.
mic decalaj
Prezența unui mic decalaj va duce la faptul că metalul nu are timp să se încălzească complet, în timp ce cusătura va ieși convexă și nu topită pe părțile laterale.
Mare decalaj
Prezența unui decalaj mare va duce la un salt de arc, care va împiedica pătrunderea, ceea ce înseamnă că metalul fierbinte care este depus se va așeza neuniform.
Spațiere corectă necesară
Asigurarea unei distanțe constante corecte va avea ca rezultat o bună penetrare și o formare excelentă a cusăturilor.
Cu experienta veți putea controla corect lungimea arcului care vă va oferi cele mai bune rezultate. Arcul formează un bazin de sudură pe măsură ce trece prin gol, topind metalul de bază în acest proces. De asemenea, asigură intrarea metalului topit în baie.
Cusătură de sudură formată corect și defectele acesteia
În procesul de sudare, cu mișcarea grăbită a electrodului, se formează o cusătură defectuoasă. Linia de baie este situată mai jos decât linia de suprafață a metalului de bază. Dacă arcul aprins pătrunde profund și intens în metalul care se sudează, acesta împinge piscina înapoi și formează o cusătură. Prin urmare, în cadrul procesului, este necesar să se asigure că cusătura de sudură este la nivelul metalului care este sudat.
O cusătură de sudură ideală va ajuta la formarea mișcărilor în zig-zag și circulare. Efectuând mișcări în cerc, este necesar să urmați cusătura, distribuind uniform baia.
Când electrodul se mișcă în direcții diferite în zig-zag format cusătură bună , în timp ce controlul asupra formării cusăturii este necesar. În acest proces, formăm o cusătură mai întâi de la marginea stângă, apoi în centrul băii, apoi din partea stângă etc. Trebuie reținut că baia urmează căldură.
O tăietură se formează atunci când nu există suficient metal pentru electrozi, când baia este plină și când se deplasează. Pentru a preveni formarea unei subtăieri, este necesar să respectați marginile exterioare ale cusăturii, să observați cu atenție baia și, dacă este necesar, să o faceți mai subțire.
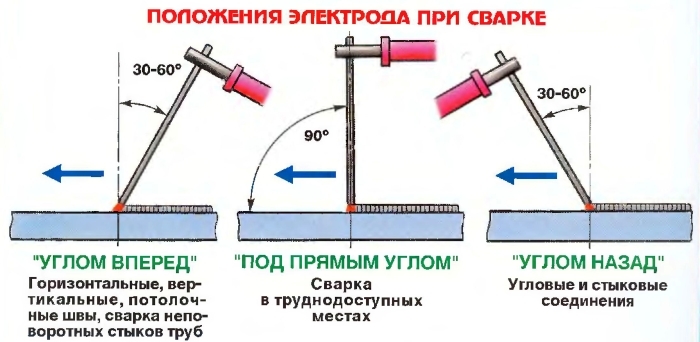
Pentru controlul băii se aplică o tensiune de arc, situată la capătul tijei electrodului. În timpul înclinării tijei, baia nu se întinde, ci împinge. Amintiți-vă, cu cât electrodul este mai vertical în timpul procesului de sudare, cu atât se formează sudura mai puțin convexă.
Când țineți electrodul vertical, baia este apăsată, deoarece toată căldura este concentrată deasupra acestuia. În același timp, se întinde bine și se topește.
Când electrodul este ușor înclinat, toată forța este trasă înapoi și cusătura plutește (se ridică). Când electrodul are un unghi mare, forța este aplicată de-a lungul vectorului cusăturii, ceea ce face imposibilă controlul băii fierbinți.
Dacă este necesar să mutați baia înapoi sau să obțineți o cusătură plată, aplicați panta electrodului în unghiuri diferite. Lucrul electrodului începe de la un unghi de la 45 de grade la 90, deoarece acest unghi vă permite să controlați baia și să sudați în mod normal.
Polaritate inversă și directă la sudarea cu un invertor
Cu polaritate inversă, există o intrare redusă de căldură în produs. Zona de topire este puțin adâncă, deși destul de largă. Poate fi observat efect de curățare catodic suprafata de sudat.
Cu polaritatea directă, există o intrare redusă de căldură în metal. Zona de topire este adâncă, în același timp - îngustă.
Proces de sudare cu invertor a metalului subțire
Invertorul este bun pentru sudorii începători, deoarece are o serie de funcții, și anume:
- pornire la cald - ajută la formarea inițială a arcului de sudare;
- forța arcului - pentru a preveni lipirea electrodului atunci când este la o distanță apropiată de piesa de prelucrat. Funcția crește curentul de sudare;
- anti-lipire - previne supraîncălzirea dispozitivului prin oprirea tensiunii.
Toate aceste caracteristici sunt activate automatîn timpul unei situații critice neprevăzute, care le permite începătorilor să efectueze lucrări de sudare la un nivel bun.
Pentru ca o sudura de buna calitate sa se formeze pe o tabla subtire de metal si sa nu se obtina arsuri pe tablele sudate, este necesar sa va asigurati ca in timpul procesului de sudare vedeti cusatura.
Electrodul trebuie ales cu un diametru mai mic si plasat cat mai aproape de metal. Apoi așteptăm până când începe să se formeze o pată roșie, sub ea se formează o picătură de metal, care va conecta semifabricate subțiri de metal.
Conducând încet electrodul peste suprafața pieselor subțiri metalice, se formează picături de metal, care conectează piesele de prelucrat împreună, formând o cusătură de sudură.
După ce ați citit articolul nostru, veți învăța cum să utilizați corect un invertor de sudare electrică. Sperăm să găsiți procesul de sudare ușor și distractiv. Înainte de a începe procesul de sudare, citiți manualul și recomandările invertorului de la producător pentru a proteja nu numai aparatul de sudură, ci și proprietatea dumneavoastră de daune.
În gospodărie, este adesea nevoie de o conexiune fiabilă a oricăror piese metalice. În astfel de cazuri, cea mai bună soluție este sudarea, care vă permite să faceți treaba rapid și eficient. Dispozitivele de sudare de tip invertor sunt de aproximativ două ori mai eficiente decât predecesorii lor clasici. Puteți învăța singur cum să lucrați cu ei după ce ați studiat instrucțiunile propuse.
Ce trebuie pregătit:- Invertor de sudare;
- Îmbrăcăminte și încălțăminte de protecție;
- masca;
- perie de oțel;
- Un ciocan;
- Electrozi.



În sudare, ca în orice afacere bună, totul vine cu experiență. Practicând constant, cu fiecare dată ulterioară îmbinarea de sudură va ieși mai bine. Stăpânirea complexităților sudurii va face ușoară rezolvarea multor probleme care apar întotdeauna acasă sau la țară.