Ce este sudarea cu polaritate inversă. Influența polarității în timpul sudării asupra dimensiunilor sudurii. Ceea ce determină alegerea polarității
Sudarea astăzi este comună în multe industrii, precum și în construcții. Este utilizat în inginerie mecanică, construcții navale, construcții private și în construcția de conducte. Există mai multe tipuri de sudare: arc manual, gaz, folosind echipamente automate și altele. Lucrătorii cu experiență știu ce este calitatea cusătură de sudură iar rezistența sa este influențată de mulți factori: modul de funcționare al echipamentului, grosimea firului de sudură, puterea curentului, polaritatea acestuia. Piese de sudura curent continuu polaritate inversă sub puterea oricui, chiar și a unui muncitor neprofesionist.
Sudarea structurală este ușoară
Alegerea rămâne între lanterna răcită cu gaz sau apă și controlul curent de la distanță de la mânerul lanternei, precum și funcționalitatea bogată ascunsă în spatele unui panou de control simplu. Mașini de sudură puternice pentru producție, service și întreținere.
Noul proces de sudare cu arc rece
Ca standard, mașina este echipată cu șasiu și răcire cu apă. Astfel, sudorii au in sfarsit posibilitatea de a pune in practica rezultatele ultimelor dezvoltari ale surselor de invertor, sistemul lor digital de control si control. sudare cu arc sudare inteligentă cu arc.
Polaritatea inversă a fost utilizată cu succes în sudare semiautomată. Nu toată lumea înțelege ce este polaritatea. Pentru a-i înțelege esența, trebuie să vă amintiți cursul școlar de fizică, unde a fost studiată direcția mișcării electronilor. Polaritatea are foarte mult de-a face cu puterea. arc electric, stabilitatea arderii sale, care afectează în mare măsură calitatea tuturor procesul de sudare. Să luăm în considerare mai detaliat principalele avantaje ale sudării DC cu polaritate inversă.
Acest nou proces a apărut din cerințele de bază ale practicii: un arc stabil, stropire minimă, penetrare perfectă a rădăcinii și capacitatea de a suda chiar și cu o fantă largă. Toate acestea cu costuri reduse de achiziție și operare și o cerere minimă de întreținere.
Invertor modern nu numai în garaj
Pe lângă comutarea electrodului polarizat, facilitează și utilizarea sudării țevilor fără atmosferă de protecție, în special pentru instalare.
Problema cablurilor de sudare adecvate
Nepotrivit sectiune transversala iar lungimile inutil de mari ale firelor cauzează probleme de cădere a tensiunii arcului și reduc încărcătorul sursei de alimentare. fila. Cel mai important factor care influențează parametrii de sudare dați este funcționalitatea în general.Care este polaritatea?
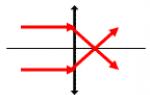
Unii sudori începători sunt interesați de întrebarea a ceea ce se numește polaritate directă și a ceea ce se numește inversă. La momentul în care a fost deschis electricitate, oamenii de știință au crezut că electronii s-au mutat de la polul încărcat pozitiv la cel negativ. În acele zile, ei știau deja despre catod și anod și au putut să le determine. Dificultatea a fost de a evalua mișcarea corectă a particulelor încărcate (electroni). Odată cu dezvoltarea științei, a fost posibil să se stabilească că particulele încărcate se deplasează de la minus la plus. În acest domeniu de activitate, polaritatea directă înseamnă că particulele încărcate merg de la electrod la piesă, în timp ce piesa este încărcată pozitiv, iar electrodul este încărcat negativ.
Procesul de sudare, dar lungimea cablurilor de sudare. Căderea de tensiune pe un cablu de 10 m la 100A curent de sudare afișat pe filă. Pe lângă condițiile de mai sus, lungimea cabluri de rețea a furniza puterea de sudareși dimensiunile conectorilor tuturor sistemelor de cabluri fac, de asemenea, parte din calitatea sudurii.
Nou la tăierea cu plasmă si caneluri. Acest lucru îl face potrivit și pentru pregătirea precisă a teșirii sau modificări de sudare înainte de reparațiile de sudare. Măcinarea fină îndepărtează excesul de material rapid și ușor, fără acumularea de suprafață, spre deosebire de canelurile convenționale ale electrozilor de carbon.
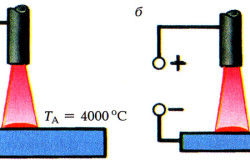
În consecință, cu polaritatea inversă, opusul este adevărat. Curentul trece de la echipament la produs. Aparatul de sudura are 2 borne. Dacă sudarea se efectuează cu curent continuu de polaritate inversă, atunci un cablu este conectat la terminalul cu semnul „-”, care merge la produsele care urmează să fie sudate. În ceea ce privește terminalul pozitiv, electrodul însuși este conectat la acesta. O caracteristică distinctivă a acestei suduri este că piesa nu se încălzește atât de mult, dar temperatura de pe electrod este destul de ridicată. Acest lucru asigură o sudură mai silențioasă, fără stropii excesive de metal.
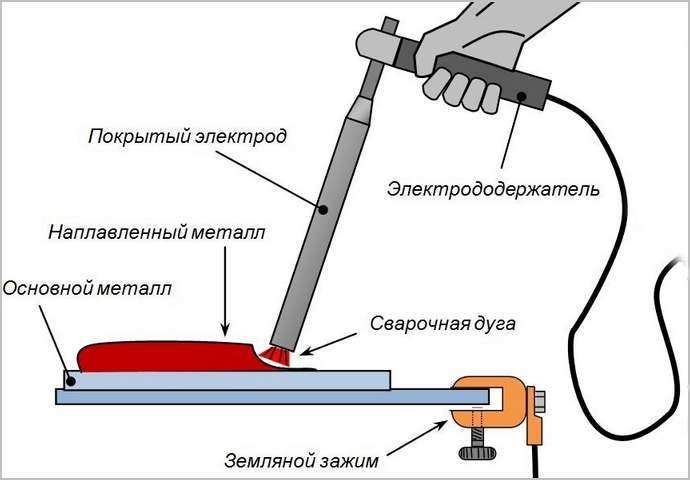
Sudarea cu un electrod acoperit nu a fost niciodată mai ușoară. Sudarea sudurilor este încă parte din practica zilnică a majorității lucrărilor de producție, instalare și reparații, nu numai în producția industrială. Mașinile de sudură cu electrozi rotativi și transformatori sunt treptat înlocuite de invertoare datorită dimensiunilor reduse, greutății reduse, ușurinței de reglare.
Și, mai presus de toate, consum redus de energie și emisii reduse de zgomot și praf. Cu o greutate de 30 kg si doua manere usor de manevrat, poate fi completat cu un sasiu practic si diverse tipuri de telecomenzi in functie de nevoile si obiceiurile sudorilor.
Ce determină alegerea polarității?
Polaritatea inversă DC este utilizată în următoarele circumstanțe:
- posibilitatea arderii produselor sudate;
- conectarea foilor metalice de grosime mică;
- prezența produselor din oțel inoxidabil sau aliat;
- folosind electrozi de carbon.
Toata lumea sudor profesionistștie că materialul este adesea ars în procesul de lucru. Acest lucru se datorează faptului că unele metale sunt foarte sensibile la supraîncălzire. În primul rând, este oțel inoxidabil și oțel aliat. Alegerea polarității este determinată și de tipul de electrozi. Curentul direct de polaritate inversă este de preferat să fie utilizat în prezența electrozilor fără un strat special.
Se fir de sudura Este împărțit în mai multe tipuri: pentru polaritate directă, inversă și universală.
În ceea ce privește tipul de curent furnizat, tipul de curent continuu se caracterizează prin faptul că este mai potrivit pentru conectarea pieselor de prelucrat din din oțel inoxidabil. Este practic indispensabil sudare cu arc cu argon. Diferența sa față de variabilă este că în procesul de lucru se menține la același nivel, cu toate acestea, la sfârșitul și începutul sudurii, rezistența sa se poate modifica.
Sudare cu polaritate inversă
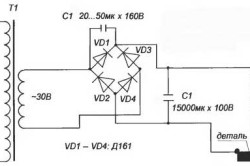
Schema schematică a unei mașini de sudat DC cu condensatoare de control.
Conectarea pieselor cu curent continuu de polaritate inversă are propriile sale caracteristici.
În primul rând, este excelent pentru acele metale care au o peliculă de protecție pe suprafața lor (aluminiu). Acest lucru se explică prin faptul că stratul protector se topește mai rău decât metalul în sine. Acest lucru necesită o temperatură ridicată.
În al doilea rând, puterea particulelor încărcate cu polaritate inversă ar trebui să fie moderată. În caz contrar, electrozii folosiți se vor uza rapid.
În al treilea rând, atunci când se lucrează de acest tip, se recomandă achiziționarea de echipamente moderne (invertoare). Spre deosebire de transformatoare, acestea furnizează curent continuu imediat. Sunt mai compacte. In prezent se folosesc invertoare stationare, portabile, mobile.
În al patrulea rând, pentru a nu deteriora piesa de sudat la punctul de conectare al cablului de sudură, este recomandabil să folosiți o clemă de prindere.
În al cincilea rând, electrozii trebuie să se potrivească cu tipul de polaritate. Un fapt interesant este că unitățile AC nu vor putea suda produse folosind electrozi DC.
În al șaselea rând, atunci când cumpărați un invertor, trebuie să țineți cont de faptul că este foarte sensibil la căderile de tensiune. Acest echipament necesită o sursă de energie puternică. Dacă tensiunea rețelei este mai mică de 200 V, atunci calitatea sudării cu polaritate inversă poate fi slabă.
Sudare semiautomată cu polaritate inversă

Curentul cu polaritate inversă este utilizat la conectare Părți metalice printr-un aparat special. Esența acestui tip de sudare este că unitatea de sudură alimentează automat firul sudat către produs cu o anumită viteză. Acest tip de sudare se poate face într-o varietate de moduri. Distingeți sudarea în mediu gaz protector(dioxid de carbon sau argon) sau folosind un fir special cu miez de flux. Este de mare importanță ca, în prezența gazului de protecție, polaritatea inversă să fie utilizată la curent continuu, iar atunci când se sudează cu sârmă cu miez de flux, se utilizează polaritatea directă.
Gazul de protecție afectează calitatea sudură, protejează metalul de oxidare. În sudarea semi-automată, pe produs se aplică „-” și trebuie să existe un electrod pe polul „+”. Atunci când organizați munca, este important să știți că la o putere de curent scăzută, dispozitivul se va suda prost. Etapa pregătitoare include setarea modului de funcționare al echipamentului de sudare.
În acest caz, viteza de alimentare a sârmei ar trebui să fie optimă. Înainte de sudare, produsul trebuie curățat de murdărie, praf și lubrifianți. După ajustare, se recomandă efectuarea unui test de probă pe un produs care nu este necesar. Dacă procesul decurge bine și se formează o cusătură uniformă, atunci modul original este lăsat. În caz contrar, se face o ajustare.
Astfel, la organizare lucrari de sudare este necesar nu numai să se calculeze puterea curentului necesară și să se selecteze electrozii, ci și să se aleagă polaritatea corectă. Curentul continuu are un mare avantaj - practic nu își schimbă valoarea în timpul sudării. Variabila se modifică într-o secvență ciclică. Polaritatea inversă este folosită cel puțin drept. Alegerea uneia sau a alteia metode de sudare depinde de natura suprafețelor de sudat, de grosimea pieselor și de tipul de sârmă de sudură.
Indiferent de ce curent și ce polaritate este folosită în procesul de îmbinare a metalului, este necesar să se lucreze în echipamentul individual de protecție. Acestea includ o mască sau un scut, mănuși, îmbrăcăminte și încălțăminte speciale. Când conectați un transformator sau un invertor, nu uitați de împământare. Aceasta este o simplă precauție pentru muncitor și oamenii din jurul lui.
Cum să înveți rapid cum să gătești cu un invertor de sudură
Ai cumpărat aparat de sudurași vrei să înveți cum să sudezi cu un invertor pentru începători.
Dificultățile nu sunt de temut! Aparatul invertor este ușor de utilizat, orice persoană fără experiență și cunoștințe va putea stăpâni procesul de sudare într-un timp scurt.
Echipament, tinuta, siguranta
Ingineria sigurantei. Productie de sudare asociat cu tensiunea electrică, la oamenii de rând - curent. Curentul este invizibil, dar capabil să lovească o persoană până la moarte.
Verificăm cablurile de sudură pentru funcționalitate și conectăm la echipament invertor. Reveniți cablul cu o clemă pe metal la conectorul negativ. Cablu cu suport de electrod la conectorul +. Introduceți electrodul în suportul pentru electrod.
Când conectăm dispozitivul la rețea, evaluăm vizual cablurile care transportă curent pentru funcționalitate. Ne-am asigurat că cablurile sunt în stare bună, pornim ștecherul și comutatorul de pe dispozitiv, după ce setarea regulatorului de curent la cea mai mică valoare. Dacă ventilatorul de răcire funcționează fără probleme, fără trosnet și zgomot, atunci totul este în regulă.
greutatea metalului. Când conectați structuri grele, luați măsuri de precauție. Produsele cu mai multe tone în caz de prăbușire pot duce la deces sau invaliditate.
Echipamente. Producția de sudare este asociată cu temperatura ridicata. Sudorul trebuie să aibă:
- mănuși de pânză (ghetre);
- halat (costumul special);
- mască cu filtru de lumină;
- respirator pentru lucru în spații închise;
- pantofi cu talpă de cauciuc.
Jambierele sunt folosite la sudarea la înălțime, când mâinile se ridică, iar mănușile în alte cazuri.
Electrozii sunt selectați pentru metal (conținut de carbon, aditivi) și după diametru, din grosimea metalului și specificații invertor.
Bazele sudării cu invertor
Pentru începători, sudorii cu experiență sfătuiesc să atașeze cablul suportului de corp, să apese cotul cu brațul și să-l înfășoare de-a lungul antebrațului (de la cot la mână), să ia suportul în mână. Deci articulația umărului va trage cablul, iar brațul și mâna vor rămâne libere. Metoda va ajuta la manipularea cu ușurință a mâinii.

Amplasarea corectă a cablului pe antebraț. Nu lucra cu mâinile goale.
Dacă suportul este pur și simplu luat în mână fără a înfășura antebrațul cu un cablu, atunci în timpul procesului de sudare mâna va obosi și mișcările încheieturii mâinii vor duce cablul într-o mișcare atârnată. Ce va afecta calitatea îmbinării sudate.
Cum să gătească sudare cu invertor dreapta. Setăm curentul de sudare pe mașină în funcție de diametrul electrodului, tipul de conexiune și poziția de sudare. Instrucțiunile de instalare sunt disponibile pe dispozitiv și pe pachetul de electrozi. Luăm o poziție stabilă, îndepărtăm cotul de corp (nu îl puteți apăsa), punem o mască și începem procesul.
Este mai bine să începeți sudarea cu un invertor pentru începători cu semifabricate metalice de peste 20 cm.
Se știe că un începător, care își pune o mască și aprinde un arc, se oprește din respirație, încercând să fierbe întreaga lungime a piesei de prelucrat într-o singură respirație. La produsele scurte, va apărea obiceiul de a găti dintr-o singură respirație. Prin urmare, antrenați-vă pe piese lungi, învățând cum să respirați corect atunci când sudați.
Piesele de prelucrat (plăci) de pe desktop pot fi plasate într-un plan orizontal - vertical spre tine sau orizontal, fără diferență.
La începutul sudurii, strângeți electrodul prins în suport la un unghi de 90 de grade (perpendicular) și luați-l în partea laterală a cusăturii cu 30-45 de grade. Aprinde arcul și începe să te miști.
- Dacă sudarea se efectuează cu un unghi înapoi, atunci panta de 30-45 de grade merge spre cusătură.
- Dacă conexiunea are loc la un unghi înainte, atunci panta electrodului este de la cusătură.
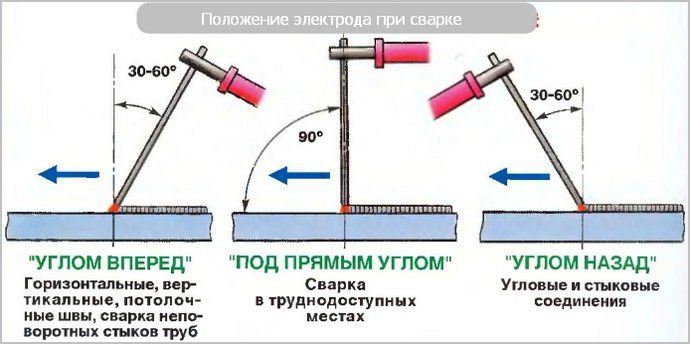
Distanța dintre suprafața de sudat și electrod este de 2-3 mm, imaginați-vă că duceți un creion de-a lungul unei foi de hârtie.
Vă rugăm să rețineți că la sudare, electrodul scade în timpul arderii - aduceți treptat tija de topire mai aproape de suprafață la o distanță de 2-3 mm și păstrați unghiul de înclinare la 30-45 de grade.
Cum poate un începător să învețe să gătească cu un invertor de sudură?
În primul rând, învățăm să aprindem și să ținem arcul. Simțiți marginea când vă apropiați de electrod în timpul arderii de suprafața de sudat, astfel încât arcul să nu se întrerupă.
Aprindeți electrodul în două moduri:
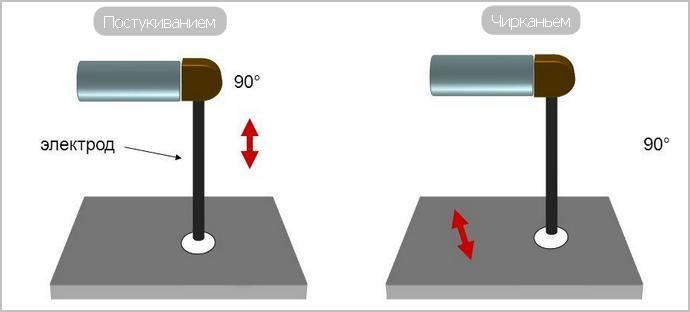
Noul electrod se aprinde ușor. La tija de lucru apare o peliculă de zgură, care împiedică aprinderea. Trebuie doar să mai bateți puțin pentru a rupe filmul.
- Pe dispozitive cu invertor pentru a facilita aprinderea arcului, este încorporată funcția Hot Start.
- Dacă începătorul se apropie rapid de electrodul la suprafață, se activează funcția Arc Force (forță arc, antilipire), crește curentul de sudare, împiedicând lipirea electrodului.
- Când bastonul de topire se lipește, funcția Anti Stick întrerupe curentul, prevenind supraîncălzirea invertorului.
: ce este forța arcului invertor de sudareși cum se aplică.
Este mai bine ca un începător să învețe mai întâi cusătură de fir, electrodul este condus uniform, fără mișcări oscilatorii.
După stăpânirea tehnologiei filetului, treceți la sudarea metalului cu mișcări oscilatorii. Care sunt folosite pentru metalul gros pentru încălzire, ținând electrodul într-un anumit punct cu ajutorul mișcărilor - în spinare, în zig-zag, în spirală sau în metoda proprie.
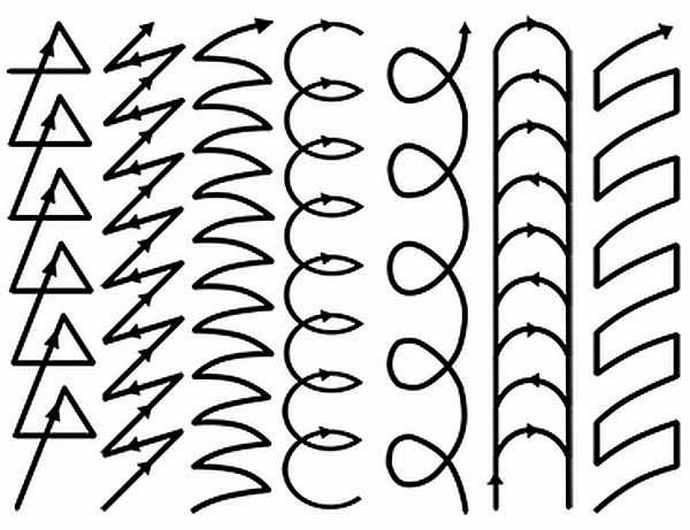
Tipuri de mișcări oscilatorii
La începutul conexiunii, efectuăm mai multe mișcări de la stânga la dreapta, formând un bazin de sudură și parcurgem de-a lungul cusăturii făcând mișcări oscilatorii. Unghiul de înclinare al electrodului este de 30-45 de grade. După trecere, batem zgura cu un ciocan și o curățăm cu o perie. Ai grijă de ochii tăi. purta ochelari.
Sfat: la sfârșitul sudurii, faceți mișcări oscilatorii în lateral și scoateți electrodul spre metalul sudat. Acest truc va da îmbinare sudata frumusețe (va scăpa de crater).
: cum să gătească clin, cap la cap și se suprapun.
- single-pass (o singură trecere completează grosimea metalului);
- multipass.
Cusătura cu o singură trecere se realizează pe metale de până la 3 mm. Cusături cu mai multe treceri suprapuse la grosimi mari de metal.
Sudorii verifică calitatea cusăturii cu un ciocan - lovește lângă cusătură. Dacă cusătura este netedă, fără nereguli, atunci după impact zgura zboară complet, nu are nimic de prins. Este important să selectați regimul de temperatură corect: o cusătură supraîncălzită (fierbinte) se va rupe, una subîncălzită - riscul lipsei de penetrare.
Curentul este selectat pe baza diametrului electrodului, teoretic 30 A pe 1 mm de diametrul electrodului.
Polaritate directă și inversă la sudarea cu un invertor
Luați în considerare polaritatea atunci când sudați cu un invertor. Când este conectat la curent continuu, mișcarea electronilor este constantă, ceea ce reduce stropirea metalului topit. Cusătura este de înaltă calitate și îngrijită.
Dispozitivul are o alegere de polaritate. Ce este polaritatea - aceasta este direcția de mișcare a electronilor, în funcție de conectarea cablurilor la conectorii echipamentelor.

- Polaritate inversă la sudarea cu un invertor - minus pe piesa de prelucrat, plus pe electrod. Curentul trece de la minus la plus (de la piesa de prelucrat la electrod). Electrodul devine mai fierbinte. Este folosit pentru sudarea metalelor subțiri, riscul de ardere este redus.
- Polaritate directă - minus pe electrod, plus pe piesa de prelucrat. Curentul se deplasează de la electrod la piesa de prelucrat. Metalul se încălzește mai mult decât electrodul. Se foloseste pentru sudarea metalelor groase de la 3 mm si taierea cu invertor.
Polaritatea este indicată pe pachetul de electrozi, această instrucțiune vă va ajuta să conectați corect firele la echipament.
Sudarea cu invertor a metalului subțire
Esența conectării plăcilor subțiri se reduce la selectarea electrozilor cu diametru mic și setarea curentului de sudare. De exemplu, pentru un metal cu o grosime de 0,8 mm, se iau electrozi cu un diametru de 1,8 mm. Curentul de pe invertor este setat la 35 A.
Tehnologia are loc în mișcări intermitente. Urmărește videoclipul, care arată în detaliu legătura plăcilor subțiri.
Cum să tăiați metalul cu un invertor de sudură
Pentru a arde corect o gaură în țeavă, setați curentul de pe dispozitiv la 140 A pentru un electrod de 2,5 mm. Aprindem electrodul, punându-l într-un singur loc pentru a încălzi metalul și a-l apăsa. Mutăm electrodul într-un loc nou, îl încălzim și îl apăsăm. Treptat, tăiem o gaură în țeavă.
La tăiere, este mai bine să așezați placa vertical, astfel încât snotul topit să curgă în jos. Dacă tăiați într-o poziție orizontală, atunci țurțurile se vor îngheța de sub tăietură. Astea sunt toate trucurile!
Începătorii sunt chinuiți de întrebarea, ce polaritate a firelor este mai bună atunci când tăiați cu un invertor?
- Când tăiați cu sudare electrică, polaritatea dreaptă este de preferat. Zona de topire este îngustă, dar adâncă.
- Cu polaritate inversă, zona de topire este largă, dar superficială.
P.S. Material text și vă va ajuta să învățați sudarea inverter pentru începători într-un timp scurt. Noroc!
http://plavitmetall.ru