Curent maxim de sudare. Calculul consumului de energie al invertorului de sudare
Recent, am primit mai multe întrebări de la cititori și toate au fost despre curent de sudareși diametrul electrodului. Am decis că ar fi util pentru mulți sudori amatori să-mi cunoască răspunsurile și le scriu pentru toată lumea. Voi reformula întrebările cu propriile mele cuvinte.
Curentul de sudare și diametrul electrodului nu se potrivesc
PROBLEMĂ. Cititorul meu folosește un electrod de 3 mm și pune un curent de 50-60 de amperi. În același timp, experimentează cu diferite distanțe de la electrod la metal, dar nu obține cusături de înaltă calitate. Dacă electrodul este adus mai aproape de metal, atunci electrodul se lipește și, dacă este mutat mai departe, se obțin picături separate de metal și „muci”. Și când încerci, și chiar și cu un curent mare, metalul este ars.
SOLUŢIE. În această situație, eroarea constă în discrepanța dintre curentul de sudare setat și diametrul electrodului utilizat. Pentru că la un curent de 50-60 de amperi, trebuie să utilizați un electrod cu un diametru de 2 mm sau chiar mai puțin. Și atunci când utilizați un electrod de 3 mm, ar trebui să setați curentul la aproximativ 100 de amperi.
Pentru sudarea metalului subțire, trebuie folosit și un electrod de 2 mm și de preferință 1,6 mm. (Deși, bineînțeles, ar fi mai bine să știu ce metal numește cititorul meu subțire.) De asemenea, pentru sudarea metalului subțire, sudorii amatori vor beneficia de modul puls invertor, iar dacă nu există un astfel de mod, atunci puteți utiliza tehnica de realizare a sudurilor cu rupere arc.
Când curentul scade, diametrul electrodului ar trebui, de asemenea, redus.
PROBLEMĂ. Un alt cititor de-al meu a cumpărat un invertor cu o putere maximă admisă de 3 kW și un generator pe benzină de 2,8 kW, iar puterea nu este suficientă pentru funcționarea normală. Întrebarea este dacă se poate face altceva decât să cumpere un generator mai puternic sau altul aparat de sudura.
SOLUŢIE. Dacă puterea generatorului nu este suficientă pentru funcționarea mașinii de sudură, atunci este necesar să se reducă curentul de sudare cu care sunt realizate cusăturile. Dar apoi, împreună cu o scădere a curentului, va fi necesar să folosiți un electrod cu un diametru mai mic - altfel se va lipi și va. Dar odata cu scaderea diametrului electrodului, in functie de grosimea metalului care se sudeaza, poate fi necesara taierea marginilor pentru o mai buna penetrare. îmbinare sudata. Din păcate, în întrebarea sa, cititorul nu a indicat modurile de sudare și grosimea metalului sudat, prin urmare, fără aceste cifre, este imposibil să dați sfaturi mai specifice.
Stimați sudori începători, în acest articol vom vorbi pe scurt despre electrozi și vom oferi recomandări practice pentru utilizarea lor.
Pentru a selecta un electrod, este necesar să se determine:
- Grosimea metalului - (cu cât metalul este mai gros, cu atât diametrul electrodului este mai mare).
- Calitatea oțelului - (metal feros, oțel inoxidabil, rezistent la căldură etc.).
- Determinăm curentul prin electrod!
- Poziția de sudură - (inferioară, orizontală, tea inferioară, verticală - sudare de jos în sus, tavan, te de tavan).
Cat despre curentul de sudare pe care il vei aplica electrodului. Fiecare producător de electrozi pretinde un curent de sudare diferit. Vă prezentăm mai jos parametrii clasici, sudorii care lucrează în profesie de mai bine de un an au fost de acord cu acești parametri.
Alegerea curentului depinde și de poziție spațialăși dimensiunea golului. De exemplu: pentru un diametru de 3 mm se recomanda un curent de 70-80 A. Acesta este curentul de sudare in poziție deasupra capului sau verticală în creștere și, de asemenea, dacă spațiul este proporțional cu sau mai mare decât diametrul electrodului. Dacă gătiți în poziția inferioară, în timp ce nu există spațiu și grosimea metalului permite, atunci puteți da 120 A pe un electrod simplu.
Sudorii cu experiență sunt sfătuiți să folosească următoarea formulă. Puteți încerca să urmați această formulă.
Puterea curentului calculată conform formulei 30-40 A. pe 1 mm de electrod, adică pe electrod d 3 mm. setam curentul 90-120 A., pe electrodul d 4mm setam curentul 120-160A etc. La sudarea in pozitie verticala reduce curentul cu 15%.
Diametru 2 mm. - 40 - 80 Amperi. „Doi” - poate cel mai capricios electrod. Mulți li se pare că cu cât diametrul electrodului este mai mic, cu atât este mai ușor de lucrat. Dar nu este așa. De exemplu: „deuce” necesită anumite abilități și dexteritate, arde rapid și se încinge foarte mult dacă setați un curent mare. „Doi” este bun pentru că necesită puțin curent și suduri metale subțiri. Dar este nevoie de pricepere și răbdare.
Diametru 3 mm sau 3,2 mm. - 70-80 Amperi. ÎN CONDIȚIA SUDĂRII PE CURENTUL CONTINU. Toată lumea este de acord că 80 Amperi este valoarea maximă a curentului, tot ceea ce este mai mare nu mai este sudarea, ci tăierea. Încercați să începeți sudarea cu 70 de amperi, veți înțelege că nu fierbe - adăugați 5-10 amperi, dacă 80 de amperi nu este suficient - rotiți butonul de reglare a curentului de sudare până la 120 A., dar nu mai mult. Dacă gătiți pe AC - ar trebui să setați 110-130 de amperi. Uneori chiar și până la 150 de amperi. Dar cel mai probabil nu aveți nevoie de el, deoarece aveți un aparat de sudură cu invertor, nu unul cu transformator.
Diametre de la 5 mm și mai sus- aceștia sunt deja electrozi profesioniști, de regulă, sunt utilizați de sudori profesioniști. Nu le vom oferi recomandări, ei știu deja să lucreze cu ei, iar sudorii începători pur și simplu nu au nevoie de ele. Să spunem doar că astfel de diametre sunt mai des folosite nu pentru sudare, ci pentru suprafață.
Ce electrod de sudura sa alegi?
Vom vorbi acum despre principalele tipuri de electrozi de sudare.
MP-3 și ANO- acești electrozi se folosesc cel mai bine pe curent alternativ. Ele nu sunt capricioase pentru umezeală. Acești electrozi nu sunt pentru structuri critice, podurile și grinzile de acoperiș nu sunt niciodată sudate cu ei, gardurile, porțile și serele la țară, gardurile, micile structuri metalice de uz casnic sunt sudate cu ei. Dacă nu există suprasarcină, aceștia sunt electrozii pentru tine. Cele mai populare mărci printre sudorii amatori și rezidenții de vară.
UONII 13/55- sunt electrozi excelenti, dar foarte „specifici”. UONII 13/55 este produs de profesioniști. Trebuie să gătești pe un arc scurt! Aceștia sunt electrozi pentru structuri critice. Ard doar pe curent continuu, le place un arc stabil și nu le plac supratensiunile. Începeți să lucrați cu UONII 13/55 numai când învățați cum să gătiți MP-3 și ANO.
LB-52U– vă recomandăm să cumpărați acești electrozi de la compania japoneză KOBELCO. Acești electrozi sunt luați pentru sudarea țevilor sub presiune ridicata. Cusătură de foarte înaltă calitate. Electrozii LB-52U sunt unul dintre cei mai scumpi, de regulă, sunt cumpărați de întreprinderi și structuri asociate cu repararea rețelelor urbane de căldură / apă.
V-am prezentat cei mai populari electrozi. Mai jos vom descrie pe scurt electrozii ESAB Concern (Suedia), poate veți găsi exact ceea ce aveți nevoie. Toți electrozii ESAB încep cu literele OK, în onoarea fondatorului Concern-ului, Oskar Kelberg.
OK 46.00 ESAB (Rusia)- este posibila sudarea metalelor cu acesti electrozi la curent continuu si alternativ. Adesea acești electrozi se numesc UNIVERSAL sau ELECTROD PENTRU OȚEL. Dacă nu știți ce să alegeți, luați acești electrozi - nu veți pierde. Electrozii sunt buni pentru că au o gamă largă de diametre. Îl poți alege oricând pe cel potrivit pentru tine.
OK 48.00 ESAB (Suedia)- numai curent continuu. Ideal pentru structuri critice.
electrozi speciali.
OK 61.30 ESAB- sudare inox/otel inoxidabil (clase de otel 304, 308L, 03X18H11, 06X18H11, 08X18H10, 08X18H10T, 12X18H10).
OK 67,60, OK 67,62 ESAB- sudare inox/otel.
OK 63.30 ESAB (omologii ruși ANV-26)- (oțel clasa 316 , 03X17H14M2, 10X17H13M3T, 06X19H11G2M2) sunt ideale pentru sudarea țevilor cu pereți subțiri și a produselor din tablă.
Dacă nu înțelegeți ce fel de oțel este în fața dvs., nu cunoașteți compoziția acestuia - alegerea dvs OK 68,81, OK 68,82- acești electrozi pot fi utilizați pentru sudarea produselor din oțel diferite și a oțelurilor cu compoziție necunoscută.
Când sudați fonta, există multe nuanțe!
Sudare fontă\oțel ESAB OK 92.18 (nume nou OK Ni-Cl)- conceput pentru sudarea fontei subtiri (nu mai mult de 3 straturi).
Sudura fonta \ fonta; fontă\oțel ESAB OK 92.60. (nume nou OK NiFe-Cl)- pot găti fontă de orice grosime și fontă cu oțel
sudarea aluminiului. Aluminiul este un metal foarte complex, necesită încălzire înainte de sudare, se topește rapid și se întărește rapid. De obicei, aluminiul este sudat prin TIG sau Sudarea MIG. Gătitul aluminiului cu un electrod este foarte dificil, dar dacă reușești, te poți considera un maestru!
OK 96.20 ESAB- pot găti un număr foarte limitat de grade de aluminiu. Studiați cu atenție compoziția.
Cel mai versatil electrod din aluminiu este OK 96.40. Este IMPORTANT ca electrodul de aluminiu să fie folosit într-o singură aprindere. Un electrod neterminat trebuie înlocuit cu unul nou. În plus, spre deosebire de oțeluri, este necesar să se facă mișcări circulare cu capătul electrodului.
De ce este necesar să recoaceți electrozii?
Aprindeți electrozii pentru a elimina umezeala din ei. Dacă electrodul este umed, pot apărea defecte în timpul sudării cusătură de sudură sau electrodul se va lipi permanent de piesa de prelucrat.
Vă rugăm să rețineți că toți electrozii din magazinul nostru online sunt „proaspeți”, îi achiziționăm de la furnizori care au depozite speciale încălzite, electrozii nu sunt depozitați în depozite mai mult de o lună, toate pachetele sunt sigilate.
Firmele de construcții au echipamente speciale pentru recoacere electrozilor, sudori amatori, de regulă, nu au astfel de instalații. Dacă ați deschis un pachet nou, vă recomandăm fie să îl utilizați complet, fie să îndepărtați resturile de electrozi neutilizați din pachet într-un loc uscat și cald. Nu depozitați electrozii în aer liber, în poduri sau subsoluri.
Informatii utile.
Polaritate directă și polaritate inversă.
Dacă electrodul este pe „+” și terminalul este pe „-”, atunci electrodul se topește mai mult. Aceasta se numește polaritate inversă.
Dacă electrodul este pe „-” și terminalul este pe „+”, atunci metalul care este sudat se topește mai mult. Aceasta se numește polaritate directă.
DC este DC, curentul alternativ este AC. De regulă, toate aparatele de sudură sunt manuale sudare cu arc gatit pe DC (curent continuu).
La sudarea la polaritate directă, penetrarea este mai mică (sudarea produselor din foi subțiri) și, în consecință, atunci când polaritate inversă mai mult (produse cu pereți groși).
- Tipuri de invertoare de sudare
- Dispozitiv invertor
- Ce vrei să știi?
- Calculul puterii
- Selectăm electrozi
Consumul de energie invertor de sudare destul de ușor de calculat cu o formulă simplă. Pentru a înțelege toate nuanțele asociate cu munca unui sudor și aspectele calculării puterii acestuia, trebuie să clarificați câteva puncte pe care trebuie să le cunoască toți cei implicați în sudare. Și indiferent unde cheltuiești lucrari de sudare, acasă, în garaj, la țară sau într-o echipă de profesioniști a unui mare atelier sau fabrică.
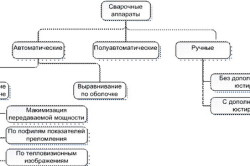
Tipuri de invertoare de sudare
Aparat tip invertor sunt împărțite în trei categorii. Invertoarele de uz casnic sunt proiectate pentru cicluri de lucru scurte și funcționarea dintr-o rețea monofazată curent alternativ 220 V. Aceasta înseamnă că este posibil să se lucreze cu un astfel de aparat la putere maximă doar pentru o perioadă scurtă de timp - 20-30 de minute, oferindu-i un repaus egal cu acest timp sau depășindu-l cu un ordin de mărime. Dispozitivele semi-profesionale vă permit să măriți timpul de funcționare de la 5 la 8 ore fără întrerupere. Pentru invertoarele semi-profesionale, timpul de odihnă este redus datorită caracteristicilor de proiectare. Invertoarele profesionale sunt proiectate pentru un consum de curent de 220/380 V, adesea dintr-o rețea trifazată curent electric.
Aparatele de sudură de uz casnic, semi-profesionale și unele profesionale sunt proiectate să funcționeze dintr-o rețea de 220 V. Cu toate acestea, trebuie reținut că pentru rețelele electrice de uz casnic, curentul maxim de sarcină nu poate depăși 160 A. Consumul de energie al tuturor fitingurilor, cum ar fi prizele, ștecherele și mașinile electrice nu sunt calculate pentru a depăși acest prag.
Prin urmare, cu rate mai mari, fie va declanșa funcționarea mașinilor, fie va provoca arderea contactului de la joncțiunea priză-priză sau, cel mai periculos, va duce la arderea cablurilor electrice. Acest lucru este împotriva tuturor reglementărilor de siguranță. Deci, atunci când alimentați o unitate profesională de la o sursă de alimentare de uz casnic pentru a lucra cu un curent de sudare de peste 160 A, fiți pregătit pentru probleme. Dar este mai bine să nu lași să se întâmple asta.
Înapoi la index
Dispozitiv invertor
Dispozitivul invertorului de sudură este astfel încât, mai întâi, o tensiune alternativă de 220 V cu o frecvență de 50 Hz este convertită într-o constantă, iar apoi într-o tensiune alternativă de înaltă frecvență cu o frecvență de operare de oscilație de până la 200 Hz. După aceea, tensiunea este din nou convertită în DC și aplicată arcului de sudare. Controlul calității arcului are loc automat, folosind umplerea cu microprocesor a unității de control al invertorului. Lipirea electrodului, atât de frecventă la sudarea cu un transformator, practic dispare.

În cazul scurtcircuitelor cu o durată mai mică de 0,5 secunde, unitatea de control generează o secvență de impulsuri de curent de scurtă durată, dar foarte puternice. Acest lucru duce la distrugerea punților metalice lichide emergente. Când un scurtcircuit durează 0,5 secunde, invertorul pur și simplu se oprește fără a îngheța electrodul și fără a supraîncălzi circuitul unității. Acest dispozitiv este de bază pentru toate tipurile de invertoare și le deosebește de transformatoare și redresoare bazate pe o punte de diode.
Cea mai importantă proprietate a unui invertor de sudare este consumul de energie. Nu contează care este consumul de energie al unui dispozitiv de tip invertor, acesta este aproape complet cheltuit pentru sudare. Din aceasta putem concluziona că eficiența unității invertorului este foarte mare. De la 85 la 95%.
Înapoi la index
Ce vrei să știi?
Înainte de a începe să numărați consumul, trebuie să știți următoarele:
- Gama de tensiune de intrare.
- Gama de curent de sudare.
- Tensiunea arcului.
- Eficiența unui model specific de aparat de sudură.
- Pe durata.
- Factorul de putere specific modelului.

Intervalul de curent de sudare este necesar pentru a afla sub ce caracteristici ale rețelei de curent electric va trebui să lucrăm. Cu siguranță nu este un secret pentru nimeni faptul că adesea o tensiune nominală de 220 V nu este observată în rețelele noastre electrice.De multe ori abia ajunge la 200 V. Trebuie reținut: căderea de tensiune la conectarea unui invertor de sudare de uz casnic este de 5-10 % din rețeaua nominală totală. Prin urmare, cei mai buni indicatori de putere vor fi pentru astfel de invertoare, care sunt proiectate pentru tensiuni de alimentare de la 150-170 V la 220-250 V.
Gama de curent de sudare ne oferă valorile nivelurilor maxime și minime, puterea dispozitivului depinde direct de acești parametri. Pentru invertoarele de uz casnic, acești indicatori la limita inferioară variază de la 10 la 50 A, iar în partea de sus 100-160 A. Tensiunea curentului de ieșire, poate fi numită și tensiunea arcului de sudură, variază de la 20 la 30 V pentru gospodăria ieftină. modele.invertoarele cu un curent maxim de ieșire de 160 A, de regulă, depășesc rar 0,85%. Eficiența ridicată a unității de sudură depinde direct de durata includerii.
Înapoi la index
Calculul puterii
Durata includerii este o caracteristică care arată cât de înaltă calitate este dispozitivul pe care urmează să îl utilizați. Acesta este de obicei un procent din timpul în care invertorul a funcționat continuu față de timpul total în care a fost utilizat. Un indicator la nivelul de 50% va indica că atunci când lucrează timp de 2,5 minute, dispozitivul ar trebui să se odihnească timp de 2,5 minute. Cu cât valoarea este mai mică, cu atât circuitele trebuie să se odihnească mai mult și cu atât mai rapid va funcționa releul automat de declanșare a supraîncălzirii.
Dimpotrivă, un procent mare va arăta că mașina poate fi folosită o perioadă lungă de timp, întreruptă doar prin schimbarea electrozilor și verificarea sudurii.
Procentul de putere se calculează împărțind timpul de funcționare continuă la suma timpului de funcționare continuă și timpul de pauză până la repornirea mașinii. Rezultatul este înmulțit cu 100. De exemplu, dispozitivul a funcționat corespunzător timp de 3 minute până când protecția la supraîncălzire a funcționat, apoi a fost în repaus timp de 2 minute, după care a fost din nou gata de lucru:
3 min / (2 min + 3 min) x 100 = 60
Factorul de putere pentru aparatele de sudură de tip invertor de uz casnic sau semi-profesional depășește rar pragul de 0,6-0,7. Trebuie doar amintit.
Toate valorile necesare pentru calcul pot fi găsite cu ușurință în documentația tehnică a acestui dispozitiv, pe site-ul producătorului sau pe carcasa aparatului de sudură în sine.
Imaginați-vă că, de exemplu, avem un aparat de sudură alimentat de o rețea de curent alternativ de 160-220 V, având o valoare maximă a curentului de 160 A la o tensiune maximă de arc de sudare de 23 V. Eficiența acestui model de invertor este de 0,89, și indicatorul PV, timpul de pornire, este de 60%.
Acum calculăm consumul maxim de putere al invertorului cu parametrii de mai sus. Pentru a face acest lucru, înmulțiți mai întâi valoarea maximă a curentului de ieșire cu tensiunea maximă de ieșire. Rezultatul rezultat este împărțit la valoarea eficienței dispozitivului.
160 A x 23 V / 0,89 = 4135 wați
4,1 kW este puterea pe care mașina o consumă direct în timpul sudării. Puterea medie este calculată prin înmulțirea valorii puterii maxime cu ciclul de lucru:
4135 wați x 0,6 = 2481
Puterea medie a invertorului este cea mai relevantă măsurătoare, deoarece sudarea de obicei nu rulează continuu timp de multe ore sau zile. Există pauze când sudorul trebuie să schimbe electrodul sau să pregătească piesele pentru prelucrare ulterioară. Adesea, sudarea poate fi efectuată la un amperaj mai mic, caz în care puterea totală consumată de invertor va scădea și ea. Înlocuim în prima formulă valorile care pot fi setate pe consola unității de sudură și găsim parametrii de putere necesari.



