Площ на напречното сечение на отложения метал. Подтема: Класификация на заварките според геометричната форма на заваръчния шев
В табл. Дадени са 45-50 данни за площите на напречните сечения на нанесения метал, за разхода на тебешир и електроди с дебело покритие на 1 m от дължината на заваръчния шев, за диаметрите на електродите, използвани за различни дебелини на заварения метал, и на броя на преминаванията при заваряване с електроди с дебело покритие с различни диаметри за най-често срещаните видове заварени съединения, както и за заваръчни шевове. Във всички случаи са дадени размерите на ставите, за които се изчисляват стойностите, дадени в таблиците.


Броят на преминаванията, посочени за случаите на заваряване на нисковъглеродни стомани в долна позиция, е определен в съответствие с производствения опит на заводите на Урал.
При заваряване на V-образни и X-образни челни съединения с електроди с диаметри 6, 7, 8 mm, се препоръчва да се приложи първото перче в горната част на ъгъла на жлеба с електроди с по-малък диаметър от 3, 4, 5 мм В таблиците това е обозначено с дробно обозначение на броя на преминаванията: числителят показва броя на ролките, приложени от електроди с по-малък диаметър, а знаменателят показва броя на ролките, приложени от електроди с по-голям диаметър.
При заваряване на ниско- и среднолегирани стомани броят на преминаванията се приема за по-голям, отколкото при заваряване на нисковъглеродни стомани. Препоръчва се за заваряване на легирани конструкционни стоманиплощта на напречното сечение, отложена в един проход на перлата, изразена в mm 2, се взема 8-12 пъти диаметъра на електрода и въз основа на това се определя броят на преминаванията.
На фиг. 38 са показани схемите и последователността на налагане на отделни ролки в многослойни шевове. Както може да се види от фиг. 38, при заваряване в долно положение, перлите на канала са подредени на слоеве. Някои слоеве се оформят от един валяк, други - от два, три или повече.

Броят на перлите, образуващи отделен заваръчен слой, зависи от ширината на слоя, диаметъра и марката на електрода, здравината заваръчен токи скорост на заваряване.
Страница 1
Напречното сечение на заваръчния шев при челно заваряване на части има формата, показана на фиг. Основните стойности, характеризиращи напречното сечение на такъв заваръчен шев са: ширината на заваръчния шев b и дълбочината на проникване (проникване) I. Колкото по-голяма е дебелината на детайлите, които ще се заваряват, толкова по-голяма трябва да бъде дълбочината на проникване. При ръчно заваряване тази стойност може да варира от 2 до 6 mm чрез регулиране на силата на заваръчния ток.
Напречното сечение на заварка, направено на една от тези машини, дава ясна представа за предимството на машинното заваряване: равномерно напречно сечение, без слаби места, спретнато външен види липсата на изкривяване и изкривяване на формата на основния материал.
Площта на напречното сечение на заваръчния шев Fn се изчислява от сумата на площите на елементарните геометрични фигури, от които може да бъде представена.
В напречното сечение на заваръчния шев след заваряване се образува разпределение на надлъжните напрежения, което е схематично показано на фиг. 1.31. Механизмът на тяхното образуване е описан в разд. От фиг. 1.31 може да се види, че разпределението на напреженията е свързано с разпределението на температурите по време на преминаването на заваръчния източник. Част от напречното сечение с ширина 2d l, нагрята над определена температура Tm и претърпяла пластични скъсяващи деформации при нагряване, се разтяга до напрежение, близко до границата на провлачване на материала stt. Останалата част от секцията е компресирана. Диаграмата на напрежението CTQCT е балансирана през сечението.
Общ изглед на напречното сечение на заваръчния шев е показан на фиг.
Едно от условията за намаляване на площта на напречното сечение на заваръчния шев и възможността за използване на автоматични машини е замяната на къси прекъсващи заваръчни шевове с непрекъснати шевове с еднаква сила на по-малко сечение. Наличието на счупвания на шевовете автоматично заваряванепричинява допълнително време, изразходвано за някои елементи на работа в сравнение с ръчно заваряване. Например, операциите по запалване на дъгата и прехвърляне на електрода през пролуката между секциите на шева при автоматично заваряване са много по-трудоемки, отколкото при ръчно заваряване. В допълнение, прекъсващите заварки са нежелателни поради съображения за здравина, тъй като допринасят за концентрацията на напрежения в краищата на заваръчните шевове и появата на пукнатини на тези места. Само за тънколистови конструкции, поради причини за намаляване на деформацията, в някои случаи е необходимо да се използват периодични шевове от обичайния тип или под формата на точкови ъглови заварки, извършени от полуавтоматично устройство.
НАПРЕЧНА ОС НА СЕЧЕНИЕТО НА ЗАВАКА - норма, изтеглена от центъра на тежестта на напречното сечение на заваръчния шев с отстранена армировка и насочена към предната страна на заваръчния шев.
Отслабената зона може да бъде намалена или напълно елиминирана чрез подходящ избор на формата на напречното сечение на заваръчния шев. Важна задача е да се прецизира структурата на отложения метал със замяната на големи удължени дехидрити с малки, приблизително равноосни метални зърна.
Друга също толкова важна задача за повишаване (работоспособност заварено съединение(с изключение на останалия поддържащ пръстен) е намаляването на площта на напречното сечение на заваръчния шев. Това може да се постигне чрез намаляване на ъгъла на скосяване дупена става, което дава възможност да се намали общото ниво на остатъчните заваръчни напрежения и да се осигури по-равномерното им разпределение по напречното сечение на стената на тръбата. Наскоро институтите Orgenergostroy и TsNIITMASH проведоха изследователска работа в тази посока.
Образци за изследване на макроструктурата се изрязват от контролни плочи или продукти по такъв начин, че да може да се направи разрез в равнината на напречното сечение на заваръчния шев. Повърхността на секцията трябва да включва цялата заварка, както и зоната на топлинно въздействие и част от основния метал. Следователно техният размер и форма се установяват във всеки отделен случай.
Най-характерно за заваряване е челно съединение, което може да се извърши с различни форми на подготовка на ръбовете за заваряване, с различни форми на напречното сечение на заваръчния шев.
Режим на заваряване като набор от характеристики (параметри) процес на заваряване, които определят свойствата на получените заварени съединения, е компонент от заваръчната технология. За всеки метод и вид заваряване се използва определен набор от параметри на режима и техните стойности.
В специализираната литература има много препоръки относно режимите на заваряване, главно под формата на таблици, чиито данни се съставят въз основа на резултатите от производствения опит. Повечето от дадените данни се отнасят до заваряването на въглеродни и нисколегирани стомани, показват числените стойности на основните (задължителни) параметри за фуги от различни видове и дебелината на метала в долна позиция. Информация за останалите параметри на режима и други условия на заваряване се дава от време на време, не винаги, понякога под формата на кратки записи в текста. Но всъщност тяхното влияние се взема предвид и при разработване на режими на заваряване.
Специалисти от Пермския национален изследователски политехнически университет са проучили методологията за определяне на един от "незначителните" параметри на режима - броя на преминаванията при многоходово дъгово заваряване.
В литературата има малко информация за този параметър на режима. Известно е, че металът с повишена дебелина може да се заварява с различен брой проходи. По икономически причини е за предпочитане да се заварява с минимален брой проходи, тъй като в този случай ще има по-малко разходи за труд за почистване на шевовете от шлака след всеки проход. Но трябва да се вземат предвид и други фактори.
За първи път въпросът за изчисляване на броя на преминаванията беше проучен от V. P. Demyantsevich във връзка с ръчно дъгово заваряване с покрити електроди. Връзката между оптималния брой проходи и необходимостта от получаване на слой метал, отложен в един проход, като определена областнапречно сечение. Тази позиция е свързана със скоростта на движение на електрода по протежение на ставата. Както при твърде ниска, така и при твърде висока скорост на заваряване могат да се образуват дефекти - липса на сливане и незадоволително образуване на шева.
Също така за първи път беше посочена необходимостта от заваряване в различни режими на първия (корен) и следващите проходи. Площта на отлагане в един проход е свързана с диаметъра на електрода. За ръчно дъгово заваряване се препоръчват следните зависимости:
- за първото преминаване F1 = (6/8) de,
- за последващи проходи
Fп = (8/12) де.
В тези формули de е диаметърът на електрода в mm; F1 и Fp са площите на напречното сечение на първия и всеки следващ пасаж, съответно, в mm2.
Общият брой на преминаванията n може да се определи по формулата:
n = (Fн. m. - F1)/Fп + 1,
където Fnm е общата площ на напречното сечение на нанесения метал на цялата заварка в mm2.

Понастоящем стойностите на площите на напречното сечение на отложения метал за стандартни заварени съединения могат да бъдат намерени в Общите стандарти за разширено време на машиностроенето (OUNV) за различни методи на заваряване, публикувани още по съветско време. Разработчиците на тези документи извършиха изчисления, за да помогнат на нормализаторите заваръчни работи, но могат да се използват за решаване на други технически проблеми.
В OUNV на наръчник електродъгово заваряванеПриложение 10 съдържа формули за изчисляване на площта на напречното сечение на отложения метал на всички заварени съединения от GOST 5264-80, а приложения 2-7 показват стойностите на площта, изчислени с помощта на тези формули за различни дебелини на метал или ъглов шев крака.
Подобна, но още по-обширна информация е налична в GUNV за електродъгово заваряване с инертен газ. Има ги и в приложението формули за изчисление, а самите стойности на площта се изчисляват от тях в карти на непълно време на парче за всеки тип връзка съгласно GOST 14771-76 (за стомани) и GOST 14806-80 (за алуминий и алуминиеви сплави). Особено важно е, че в същите карти с непълно време на парче има данни за броя на пасовете.
Предимствата на OUNV включват голямо диференциране на данните, които ни интересуват, по методи на заваряване (ръчни, полуавтоматични, автоматични), видове електроди (консумативи, неконсумативи), групи материали за заваряване (въглеродни и нисколегирани стомани, високолегирани и легирани, алуминиеви и алуминиеви сплави, мед и медно-никелови сплави).
За съжаление в специализираната литература няма подобни данни за заваряване под флюс. По принцип те могат да бъдат получени чрез изчисления, като се има предвид, че основните видове подготовка на ръба съгласно GOST 8713-79 са подобни на тези за заваряване в защитни газовеи следователно можете да използвате същите формули за изчисляване на площите на напречното сечение на депозирания метал и специфични стойности конструктивни елементиподготовка на ръбове и размери на шевовете се предлагат в GOST. На този моментне са правени такива изчисления.
Съвременните методи и средства за обработка на статистически данни могат значително да опростят работата на потребителите. По-специално, табличното представяне на данните в много случаи може да бъде заменено с аналитични модели. Такава конволюция на таблиците беше извършена във връзка с данните за площите на отложен метал за различни видове съединения от GOST 5264-80 и 14771-86. Изчисленията показаха, че стойностите на областите Fnm са доста точно описани с формули под формата на полином от втора степен.
Fnm = b1 + b1S + b2S2,
където S е дебелината на частите, които ще се заваряват (или крака на заваръчния шев за съединения с ъглови заварки); b0, b1, b2 - коефициенти на уравнението.
За всеки вид заварено съединение коефициентите са индивидуални. За да изчислите необходимата площ, достатъчно е да намерите подходящата формула и да замените стойностите на дебелината на метала S (или крака на шева) в него. При това полиномните модели се сравняват благоприятно с общите формули, дадени в литературата за изчисляване на площи.
Като пример са дадени две формули за изчисляване на площта Fnm в съединението C17 - едната от GCNV, другата - получена чрез статистическа обработка на данни:
Fnm = Sb + (S - c)2 tgα + 0,75eg,
Fnm = -9,36 + 3,26S + 0,33S2.
Вижда се, че за изчисления по първата формула е необходимо да се вземат още пет стойности на структурните елементи на подготовката на ръба и размерите на заварката от GOST за всяка дебелина на метала, докато във втория израз има само една променлива - дебелината на метала S.
Така разглежданите източници на информация съдържат данни за общите площи напречни сечениязаваръчен метал за стандартни заварени съединения. За съжаление GUNV са публикувани преди повече от 20 години, оттогава не са преработени или преиздавани, така че в момента са недостъпни за широк кръг специалисти.
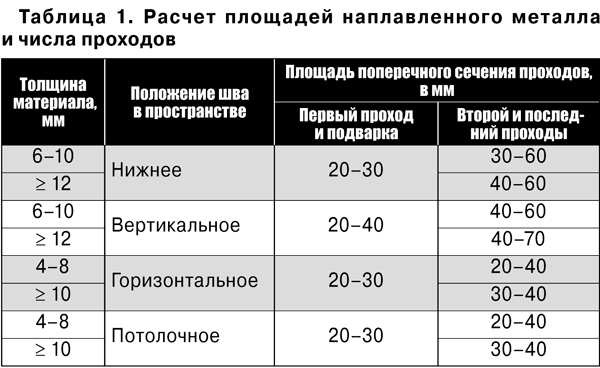
Още по-голям проблем е несигурността на препоръките относно изчислените стойности на областите F1 и Fp за първия и следващите проходи (виж таблици 1 и 2).
Задача 6: Определете необходимото количество отложен електроден метал (GN) за заваряване ... RDS заварка. Дебелината на заварения метал е ... mm, видът на заварката според GOST 5264-80 е ..., дължината на заваръчния шев е ... cm.
1. Масата на необходимия отложен електроден метал за заваряване на шева се определя по формулата:
Gn=Vn γ, r, къде Vn- обемът на необходимия отложен електроден метал, cm, γ
Gn = Fn ls γ, r, къде Fн- площ на напречното сечение на металния шев на електрода, см, лш- дължина на шева, см.
γ - плътност на нанесения електроден метал, g/cm
2. Площта на напречното сечение на отложеното. електрод. заваръчен метал ( Fн) се определя графично според чертежите, с помощта на епидиаскоп и проби, или по формули (приблизително). Има формула за площта на напречното сечение на целия шев ( Fsh), където ширината на заварката се умножава по дълбочината на проникване (дебелината на заварения метал) и определен коефициент. Ако шевът е заварен съгласно GOST 5264-80 (за RDS), тогава този GOST установява съотношението на ширината на шева и дълбочината на проникване (дебелината на заварения метал). В допълнение, площта на напречното сечение на заваръчния шев на целия шев ( Fsh) се състои от площта на напречното сечение на проникване на основния метал ( Fpr) и площта на напречното сечение на отложения електроден метал ( Fн), които от своя страна зависят от вида на рязане на ръбовете един към друг в определена пропорция, ако шевът е заварен съгласно GOST. По този начин не е трудно да се определи площта на напречното сечение на повърхността въз основа само на вида на заварката според GOST, вида на жлеба и дебелината на заварения метал (приблизително).
Таблица 6: Формули за определяне на площта на напречното сечение на нанесения метал в зависимост от вида на заварката:
| Тип шев според GOST 5264-80 | Чертеж, изглед на набраздяване | Формула |
| 1.С2,С4, С5 | Без режещи ръбове | Fn=0,013 b,cm b -дебелина на плътния метал, мм |
| 2.S8 | С едностранно изрязване на ръбове  | Fn=0.01 b , cm b - дебелина на твърдия метал, mm |
| 3.S25 | X-образен жлеб | Fn1=0,003 b, cm Fn2=0,0028 b, cm Fn=Fn1+Fn2 b- дебелина на твърдия метал, мм |
| 4.С7 | Двустранно без режещи ръбове  | Fn1=0,0034 b, cm Fn2=0,0032 b, cm Fn=Fn1+Fn2 b- дебелина на твърдия метал, мм |
| 5.S15 | K-образен жлеб | Fn1=0,0028 b, cm Fn2=0,0026 b, cm Fn=Fn1+Fn2 b- дебелина на твърдия метал, мм |
| 6.S17 |  | Fn=0,011 b, cm b- дебелина на заварения метал, mm |
| 7.S23 | U-образен жлеб | Fn=0,012 b, cm b-дебелина на заварения метал, mm |
| 8.U6 |  | |
| 9.U8 |  | |
| 10.U9 | V-образен жлеб  | Fn=0,011 b, cm b - дебелина на заварения метал, mm |
| 11.U4 | Без режещи ръбове a) b) | a) Fn=0,007 b,cm b- дебелина на заварения метал, mm b)Fn=0,007 c,cm k- заваръчен крак, mm |
| 12.T1 | Без рязане, едностранно  | Fn=0,007 k, cm k- крак на шева, mm |
| 13.T3 | Без режещи ръбове, двустранни | Fn1=Fn2=0,007 cm Fn=Fn1+Fn2 b- крак на шева, мм |
| 14.T6 | С едностранно изрязване на един рафт  | Fn=0,01 b, cm b- дебелина на изрязания рафт, mm |
| 15.T8 | С К-изрязани ръбове на един рафт | Fn1=0,0028 b, cm Fn2=0,0026 b, cm Fn=Fn1+Fn2 b- дебелина на изрязания рафт, мм |
Задача: В съответствие с вашия вариант, решете задача 6.
Намерете Fн, Gн Плътност (γ) вземете 7,8 g/cm (плътност на стоманата).
Първоначални данни за опции:
| № | Тип заварка | Дебелината на Св. метал (b), mm или крак на шева (k), mm | Дължина на заварката, cm |
| Дупе C15 | |||
| Дупе C8 | |||
| Ъгъл U6 | |||
| Ъгъл U9 | |||
| Т-8 | |||
| Т-6 | |||
| Ъгъл U8 | |||
| Дупе C23 | |||
| Тавров Т1 | k=9 | ||
| Дупе C2 | 2,5 | ||
| Ъгъл U4a | 7,5 | ||
| Ъгъл U6 | 8,3 | ||
| Дупе C25 | |||
| Дупе C7 | |||
| Дупе C23 | |||
| Ъгъл U9 | |||
| Т-6 | |||
| Тавров Т3 | k=7 | ||
| Дупе C2 | |||
| Дупе C25 | |||
| Ъгъл U4b | k=4,5 | ||
| Ъгъл U6 | 8,5 | ||
| Тавров Т1 | k=5,5 | ||
| Тавров Т3 | k=7,5 | ||
| Дупе C7 | 4,5 |
Пример: Определете необходимото количество отложен електроден метал (GN) за заваряване челна заварка RDS. Дебелината на заварения метал е 8 мм, видът на заварката е съгласно GOST 5264-80 -C8, дължината на заваръчния шев е 115 см.



