Формула за изчисление на ъгловата връзка. Правилно изчисляване на заварените съединения. Изчисляване на ъглови заварки
Сред неразглобяемите връзки. Те се образуват под действието на молекулярни кохезионни сили в резултат на силно локално нагряване за разтопяване на частите в зоната на тяхното свързване или нагряване на частите до пластично състояние чрез механична сила.
Основни недостатъци заваръчни съединения: наличие на остатъци поради неравномерно нагряване и охлаждане; възможността за изкривяване на части по време на заваряване (особено тънкостенни); възможността за наличието на скрити дефекти (пукнатини, шлакови включвания, липса на проникване), които намаляват здравината на ставите.
Фронтални ъглови заварки
Качеството и плътността на шева на прави участъци от профила; ако шевът на тази част от профила е с лошо качество, стойността на обширните бръчки в ъгъла е по-голяма, отколкото при добър прав шев, тъй като това показва, че производителят няма много контрол върху цялостното качество на шева, и бръчките може да са резултат не само от малък радиус. За некръгли кутии с ограничена херметизация в ъглите, наличието на ръб под налягане трябва да бъде основен фактор за определяне дали уплътнението е приемливо. В комбинация с прекомерна дължина на бръчки и кухи шевове, отсъствието на натиск може да показва недостатъчна плътност на шева. Наличието на дефекти в шева или отсъствието спецификациишев; Както при всички уплътнения, наличието на дефекти или измервания извън спецификациите трябва да се претеглят сериозно при определяне на приемливостта на херметичността на уплътнението в кръгли буркани. Комбинацията от прекомерна дължина на бръчките и измервания извън спецификацията или дефекти на шева обикновено води до неприемливо хлабав шев. Равнина на крайни и телескопични куки; Огънати или огънати крайни куки или куки за тяло могат да създадат неприемливо хлабав шев, като същевременно създават приемлив ръб на натиск и приемлива дължина на гънки. Вътре в крайната кука от двете страни на кросоувъра със зона на прескачащ шев, съседна на слепия отпечатък, който е до удара на страничните шевове на стъблото.
Видовете заваряване са много разнообразни. Най-широко използваното електрическо заваряване. Има два основни вида електрическо заваряване: дъгова и контактна. Според вида на използвания източник на топлина има и газово заваряване. Според метода за защита на материала в зоната на заваряване, заваряването се използва в аргон, дъга под флюс, във вакуум и др. Според степента на механизация се разграничават ръчно, полуавтоматично и автоматично заваряване.
Размерът на вътрешното намаление в този момент не трябва да надвишава приетите от производителя указания. Вътре в крайната кука на кросоувъра, показваща отклонението на кросоувъра, което не трябва да надвишава указанията на производителя. Определете дебелината на плочата, като премахнете емайлираните покрития на крайната част на плочата; метил етил кетон или стоманена вата. Измерете дебелината на крайната плоча с микрометър на наковалня с купол. Не използвайте миометър с двоен шев.
Оптично припокриване - Измерванията на оптично припокриване с помощта на трион за шев и проектор за шев осигуряват действителното припокриване в точката на напречно сечение. Наличието на ключов раздел добавя допълнителен слой метал към двойния шев в областта на раздела. Това ще доведе до съответно намаляване на припокриването. Наслояването в областта на раздела на ключа трябва да отговаря на минималната дължина, препоръчана от получаващия производител.
В зависимост от местоположението на частите, които трябва да се заваряват, се разграничават следните видове съединения: челни, надгробни, тройници и ъглови.
а) Челни съединения с различна подготовка на ръбовете
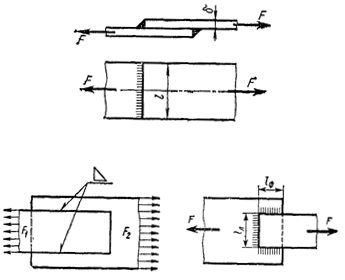
б) набедрени стави (бланкови, челни, комбинирани)
Изчисляване на теоретичното припокриване. Трябва да се отбележи, че използването на теоретичното изчисление на припокриване има голяма променливост и са демонстрирани както надценяване, така и надценяване на действителното оптично припокриване на измерване. Няма точен заместител на оптичното измерване. За тези, които желаят да включат този фактор в своите записи, теоретичното съвпадение може да се изчисли по следния начин.
Приблизително припокриване = дебелина на крайната плоча на куката - дължина на шева. За да се определи теоретичното припокриване, към проектното припокриване се добавя корекционен коефициент. При редовни изследвания на разкъсване на двоен шев могат да се използват както ръчни измервания, така и оптични методи.
Фигура 15
а) Тройни съединения
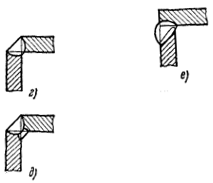
б) Ъглови фуги
Фигура 16
Челните заварки за якост се изчисляват според номиналното напречно сечение на свързаните елементи, без да се отчита удебеляването на фугите. За изчисляване на шевовете се използват, както за цели елементи.
Използването на теоретично припокриване не е точен заместител на оптичното припокриване. Счупванията или напречните сечения се извършват поотделно върху различни образци или алтернативно могат да се извършват върху един и същи блок, като се използва повече от 1 единица, ако е необходимо за постигане на предложения брой точки на измерване.
Напречно сечение. Подготовката на напречното сечение с двоен шев осигурява директно измерване на размерите на шева и факторите на цялост, като действително припокриване и процент зацепване на куката. Срезовете могат да бъдат подготвени чрез подаване, рязане с ръчен трион или рязане с двоен или единичен шев.
Фигура 17
AT заваркимаркирайте с тире.
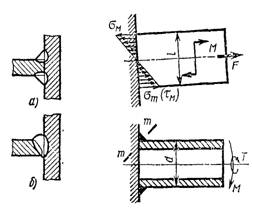
Напрежения от свързани в равнина елементи

Фигура 18
Напрежение от огъващ момент в равнината на свързаните елементи и сила на опън (или натиск)
Например файлът ще бъде полезен за инспекции на място, когато трионът не е наличен. Бижутерски трион би бил полезен за инспекции на място и където използването на електрически шев би могло напълно да премахне дефекта, т.е. разрезът, направен от шева, е по-широк от общата ширина на дефекта на мястото на възникване.
Подаване - Изрежете по двойния шев, подавайки под прав ъгъл спрямо шева, като използвате плоска пила, която има безопасен ръб. Дръжте файла така, че безопасният ръб да е срещу предложеното напречно сечение, което свежда до минимум тенденцията за образуване на неравности върху кутията. Използвайте бижутерски трион, така че движението на рязане да е само по посока на зъбите, а не напред-назад. Острието трябва да е стегнато в рамката на триона и острието да се движи при режещото движение с лек, но стабилен натиск надолу.

Фигура 19
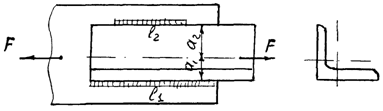
Набедрените стави, като правило, изпълняват ъглови заварки. Уголните заварки според местоположението им спрямо натоварването се разделят на: напречни или челни, разположени перпендикулярно на посоката на силата; надлъжна или флангова, разположена успоредно на посоката на силата; наклонени, разположени под ъгъл спрямо посоката на силата; комбиниран, който е комбинация от изброените шевове.
Професионалното използване на трион за бижута ще дойде с практиката. Направете два разреза в тялото и края на кутията, единият от които минава през центъра на дефектната зона. След като разрезите на шева са завършени, отстранете участъка от шева, като отрежете тялото и крайната плоча с ножица. Трион за шевове - За кръгли кутии, изрежете секциите на шева с 3-точков трион с две остриета, които са на около 120 градуса и на около един инч от кръстосания страничен шев.
Проектор за врата - уверете се, че машината е правилно калибрирана според инструкциите на производителя. Показва позицията на шублерите при измерване на крайната кука, куката на тялото, оптичното припокриване и дължината на вътрешния шев. Зона за ръчен шев - Поставете секцията за шев с главата надолу на върха на вашия палеци показалеца, след това поставете скосения край на джоба на зоната на шева до частта на шева, така че шевната част да е в зрителното поле и във фокус.
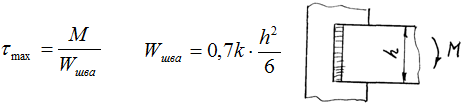
Разрушаването на ъгловите заварки става по най-малкия участък, съвпадащ с ъглополовящата на правия ъгъл. Приблизителна дебелина на заварката k∙sin45°=0,7k. Уголният шев се тества. Въпреки това, при опростено изчисление, такъв шев се изчислява конвенционално за разрез.

Фигура 20
L е общата дължина на шева.
Ако е необходимо да направите измервания на някой от параметрите на заваръчния шев, позиционирайте градуираната скала така, че скалата и частта на заварката да са на фокус, а конкретният измерван параметър да бъде включен в скалния диапазон. При използване на джоб е необходимо добро осветяване на секцията на шева.
Показва снимка на джоб с помощта на линийка за мащабиране. Графиката показва как да държите обхвата и къде на двойния шев да се подреди. Резултатът е обратно изображение на двоен шев. Оценка на шева - Отстранете крайната кука от баланса на двойния шев и проверете гръбнака на натиск, доказателствата за скокове на шева, рейтинга на снаждането и плътността според раздел 3.
Допустимите напрежения зависят от големината на допустимото напрежение на основния материал.
В зависимост от метода на заваряване, качеството и марката на електродите φ=0,8...1; φ 1 \u003d 0,6 ... 0,8.
F 1 ∙a 1 -F 1 ∙a 2 \u003d 0
Фигура 21
Всички ъглови заварки се изчисляват само по тангенциални напрежения, независимо от местоположението им спрямо посоката на натоварване. Комбинирани връзкичелните и фланговите шевове се изчисляват на базата на принципа на разпределение на натоварването пропорционално на носещата способност на отделните шевове.
Производителят може да предостави ръководство за размер и стил за всеки размер, което очертава измерванията и толерансите на шевовете, за които двойният шев е проектиран, за да осигури херметичен контейнер. Трябва да се прилагат процедури за проверка, които позволяват на производителя или консервната фабрика да задържат за разследване всеки продукт, който не отговаря на приетите разпоредби.
Тези препоръки на производителя могат да варират в зависимост от това дали кутиите са стоманени или алуминиеви, две или три части, споени или заварени и кръгли или некръгли. Тези препоръки не се отнасят непременно за буркани с други форми или производство.
Ако частта, която ще се съединява, е асиметрична, тогава изчисляването на якостта се извършва, като се вземе предвид натоварването, възприемано от всеки шев. Например, заварен към листа, полученото натоварване преминава през напречното сечение на ъгъла и се разпределя по шевовете в обратна пропорция на 1 и 2. Спазвайки условието за еднаква здравина, шевовете се изпълняват с различни дължини.
Изключително важно е да запомните, че качеството на двойните шевове не може да се прецени само чрез измервания. Визуалната проверка за течове и всякакви видими отклонения е също толкова важна. Когато едно или повече измервания са извън корекцията, незабавно проверете друга проба. Ако и това е извън обхвата, предприемете някои коригиращи действия.
Заварени съединения с ъглови заварки. Изчисление и проектиране
Размерите извън диапазона на регулиране не означават непременно, че шевът е неприемлив. Това означава, че трябва да решите дали шевът пасва. Когато взимате решение, основните съображения са припокриването и плътността. Шевът може да се счита за задоволителен, ако припокриването и херметичността са в рамките на контролните граници, а останалите размери са в рамките на пределното задържане за изследване без големи дефекти и шевът е правилно оформен.

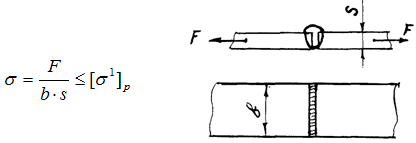
При натоварване на фуга с челен шев в равнината на фугата:
При свързването на отделни части от метални конструкции често се използват заварени съединения, тъй като това е най-простият, най-достъпният и евтин метод, който може да осигури достатъчно високо ниво на качество. Но все пак параметрите на всеки шев ще се различават в зависимост от метала, неговата дебелина и условията на процедурата. Изчисляване на силата заваркисе извършва, за да се определи какви характеристики има или ще има дадена връзка, направена с определени параметри.
Когато общата оценка на шева показва съмнителна производителност, бурканите трябва да се държат за по-нататъшно изследване, като класиране, тест за течове, инкубиране за разваляне или просто работа, за да се определи дали се е развило разваляне. Видът на необходимите действия зависи от обстоятелствата.
Пример за препоръчителни стандарти за измерване на двоен шев за санитарни кутии от три части
Въз основа на най-високите и най-ниските показания, получени от буркан за проба. Въз основа на най-ниската стойност, получена в банката. Източник на информация: Институт на производителите на консерви – доброволни индустриални стандарти. След проверка на двойните шевове в съответствие с раздел 1, останалата част от кутията трябва да бъде проверена, докато не бъде откъсната. Следващите параграфи съдържат контролен списък.
Предварителните изчисления се извършват по време на изготвянето на проекта. Това е необходимо за рационалния избор на материали, които биха могли да издържат на наложените натоварвания и да имат граница на безопасност. Не трябва да се допуска преразход на метал в производството, така че изчисляването на заваръчния шев за якост ви позволява да определите количеството и качеството на използваните материали.
Изчисляване на заварени съединения с ъглови заварки под действието на огъващ момент M в равнина, перпендикулярна на равнината на заваръчните шевове
Зоните, предразположени към счупване на метала, включват извивки, нитове, щамповане и стъпала на панела. За вакуумно опаковани продукти, при постоянни условия на пълнене и затваряне, крайното отклонение или дълбочината на централния панел може да се използва като индикатор за вътрешен вакуум. Трябва да се отбележи, че крайните отклонения на празните кутии варират значително и могат да повлияят на крайното отклонение на затворена кутия. Температурата също влияе на крайното отклонение. Крайното отклонение е мярката от горния ръб на двойния шев до геометричния център на края. Калибриран габарит, подобен на габарит, се използва чрез полагане на прът по горната част на шева и далеч от кросоувъра. Точката на сензора се намира в приблизителния център на края на кутията. Уверете се, че релефните кодове не пречат на измерването. Уверете се, че балонът не се чувства лек, кух или сух. Теглото на контейнера в сравнение със средното тегло може да показва възможността за изтичане на контейнера.
- Проверете металната плоча за дефекти или повреди.
- Проверете страничния шев на заварени или споени кутии.
- Уверете се, че краищата не са опънати.
За да разберете силата на заваръчния шев, е необходимо точно да измерите всички негови параметри. Естествено, малките отклонения са напълно приемливи, тъй като е невъзможно да се постигне максимална точност дори с автоматично заваряванеда не говорим, когато всичко се прави на ръка. Обикновено те нямат силен ефект, но заварчикът трябва да се придържа към посочените параметри.
Метод за изчисляване на връзките
И тестовете за якост се извършват индивидуално за всеки тип връзка.
Челни шевове. При работа с челни заварки, един от основните параметри за изчисления е номиналното напречно сечение. В този случай притокът на метал, който се образува по време на заваряване, не се взема предвид. Изчислението се основава на зависимостите, известни от данните за устойчивостта на материалите, които се срещат в плътни греди. Когато започне едновременното действие на тангенциални и нормални напрежения, които са концентрирани в най-натоварената точка на сечението, тогава еквивалентното напрежение може да се изчисли съгласно четвъртата теория на якостта, като се използва следната формула:
![]()
В този случай условието за якост изглежда така: σ E ≤ [σ’] P
Данните за тази стойност се определят от таблицата по-долу:
Ъглови шевове. Този тип връзка най-често се извършва с нормално напречно сечение. Съотношението на страните е 1:1, но има изключения. Страната на секцията се нарича. Посочено е на диаграмите като "K". Когато шевът се провали, това се случва в най-малката точка в секцията, която минава през правия ъгъл бисектриса. Размерът на заварката в тази секция е βk. Второто важно измерение е дължината на шева. Това ще помогне да се определи колко натоварване може да издържи заварката. В случай, че заваряването е било автоматично, полуавтоматично или ръчно, тогава стойността на β ще бъде 0,7. В този случай шевът ще бъде правоъгълен равнобедрен триъгълник.
Ако заваряването беше извършено в полуавтоматичен режим, но имаше няколко прохода, например 2 или 3, тогава β вече ще бъде равен на 0,8. При условие на многослойно заваряване в автоматичен режим, стойността се увеличава до 0,9. Изчисляване на силата заварени съединенияъглов тип се извършват условно от тангенциални напрежения. Тук се изисква да се изчисли общото напрежение на срязване. За да направите това, трябва да определите най-натоварената точка в взетата секция. След това добавете всички налични напрежения в него, за да определите общата сума
След това е необходимо да се определи какво разпределение имат избраните напрежения. Тези, които са причинени от централни сили, се наричат равномерно разпределени в секцията. Ако напрежението е причинено от централна срязваща сила и засяга фуги с къса дължина, то не принадлежи към тази категория и такива сили не се вземат предвид при изчислението. Тези напрежения, които са причинени от момента, се считат за пропорционални на разстоянията, които ги разделят от центъра на масата. Може да се вземе и разстоянието до неутралната линия, която минава през този център. Това е вярно, когато се приложи момент в равнина, която е перпендикулярна на ставата. В този случай условието за якост ще изглежда така: τ ∑ ≤ [τ] sr, където [τ’] sr може да се намери в таблицата по-горе.
Допустими напрежения. Съвкупността от сили, които причиняват напрежение в заварените съединения, имат свой лимит, с който е безопасно да се работи. Допустимите напрежения в чертежите са отбелязани с тире. Приетите норми са позволени, тъй като не оказват сериозно отрицателно въздействие.
Процедурата за извършване на изчисляване на заварени съединения
За да се определи. Колко дълго може да издържи заварката, е необходимо не само да се знаят първоначалните данни, но и да се извършват изчисления в даден ред. За да върви всичко както трябва, трябва да се придържате към следния план:
- Определят се основните параметри, които има заварено съединение. Това са неговите размери, форма и пространствено положение.
- След това опасният участък се завърта до равнина, която е в контакт с частта, която ще се заварява, нарича се още равнината на кръстовището на частите. Завъртането е необходимо, ако опасният участък от шева не се доближава до равнината на фугата върху изследваната част. Секцията, която се образува в резултат на въртене, се нарича изчислена.
- След това те започват да търсят позицията на центъра на масата върху изчисления участък.
- Външното приложено натоварване се прехвърля към центъра на масата, който присъства на изчислената секция.
- След това е необходимо да се определи напрежението, което възниква в изчисления участък под въздействието на всички приети фактори на сила. Това включва напречни и нормални сили, както и моменти на усукване и огъване.
- След това се определя най-натоварената точка в секцията. Той сумира всички получени натоварвания, действащи върху повърхността, и определя общото натоварване, което ще бъде максималното, с което ще трябва да се изправи шевът.
- Изчислява се допустимото напрежение, действащо върху заваръчния шев.
- На последния етап се сравняват допустимото напрежение и общият максимум на секцията. Благодарение на това е възможно да се намерят онези размери, които ще бъдат най-подходящи за работата на тази метална конструкция. За потвърждаване на данните се прави допълнително изчисление за проверка.
Не забравяйте, че всички тези данни остават релевантни само ако се спазват всички правила за направа на заварени съединения.



