ما هي أنواع الوصلات الملحومة. وصلات ملحومة - وصلات ملحومة
أنواع الوصلات والدرزات الملحومة
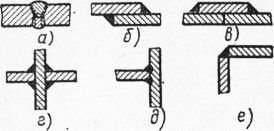
هناك الأنواع الرئيسية التالية من الوصلات الملحومة: تناكب ، تداخل ، نقطة الإنطلاق ، زاوية ، مشقوقة ، نهاية ، مع تراكبات ، براشيم كهربائية.
الوصلات التناكبية (الشكل 1) هي الأكثر شيوعًا في جميع طرق اللحام تقريبًا ، لأنها تعطي أدنى ضغوط وتشوهات جوهرية أثناء اللحام.
تستخدم مفاصل المؤخرة بشكل أساسي في الهياكل المصنوعة من صفيحة معدنية. إنها تتطلب أقل استهلاك للقاعدة والمعدن المترسب ووقت اللحام ، ويمكن أن تكون متساوية في القوة مع المعدن الأساسي. ومع ذلك ، عند التنفيذ المفاصل بعقبأنت بحاجة إلى إعداد شامل ودقيق إلى حد ما لألواح اللحام وتركيبها مع بعضها البعض.
في اللحام القوسي اليدوي للصفائح الفولاذية بسمك 4-8 مم ، يمكن قطع الحواف بزوايا قائمة على السطح. في هذه الحالة ، يتم وضع الأوراق مع فجوة I-2 مم.
بدون حواف مشطوفة ، يمكن لحام الصفائح حتى 3 مم في جانب واحد وحتى 8 مم في اللحام على الوجهين في المؤخرة.
يتم ربط الصفائح التي يتراوح سمكها من 4 إلى 26 مم في مفصل تناكبي مع حواف مشطوفة من جانب واحد أثناء اللحام اليدوي بالقوس الكهربائي. يسمى هذا النوع من تحضير الحواف على شكل حرف V. يتم توصيل الأوراق التي يتراوح سمكها من 12-40 مم أو أكثر بحافة مزدوجة الجوانب من الحواف ، تسمى على شكل X.
يتم إجراء تقليص الحواف من أجل منع تدفق المعدن أثناء (الاحتراق). يتم ترك فجوة بين الحواف المراد لحامها لتسهيل اختراق جذر اللحام (الأجزاء السفلية من الحواف). من الأهمية بمكان بالنسبة لجودة اللحام الحفاظ على عرض فجوة موحد بطول خط اللحام بالكامل ، أي الحفاظ على توازي الحواف.
يتميز شطبة الوجهين (على شكل X) بمزايا أكثر من جانب واحد (على شكل V) ، لأنه مع نفس سماكة الألواح الملحومة ، سيكون حجم المعدن المودع أقل مرتين تقريبًا من الحواف ذات الجانب المشطوف. وفقًا لذلك ، سينخفض استهلاك الأقطاب الكهربائية والكهرباء أثناء اللحام. بالإضافة إلى ذلك ، يعطي شطبة على الوجهين تشويهًا أقل وضغوطًا متبقية أثناء اللحام مقارنة بالشطبة أحادية الجانب. لذلك ، يوصى بتوصيل الألواح التي يزيد سمكها عن 12 مم بشطبة على شكل X للحواف. ومع ذلك ، هذا ليس ممكنًا دائمًا بسبب تصميم المنتج وأبعاده.
أرز. 1. المفاصل بعقب:
أ - صفائح من نفس السماكة ، ب - سماكات مختلفة ، ج - صفائح ذات سماكة كبيرة في اللحام متعدد الطبقات
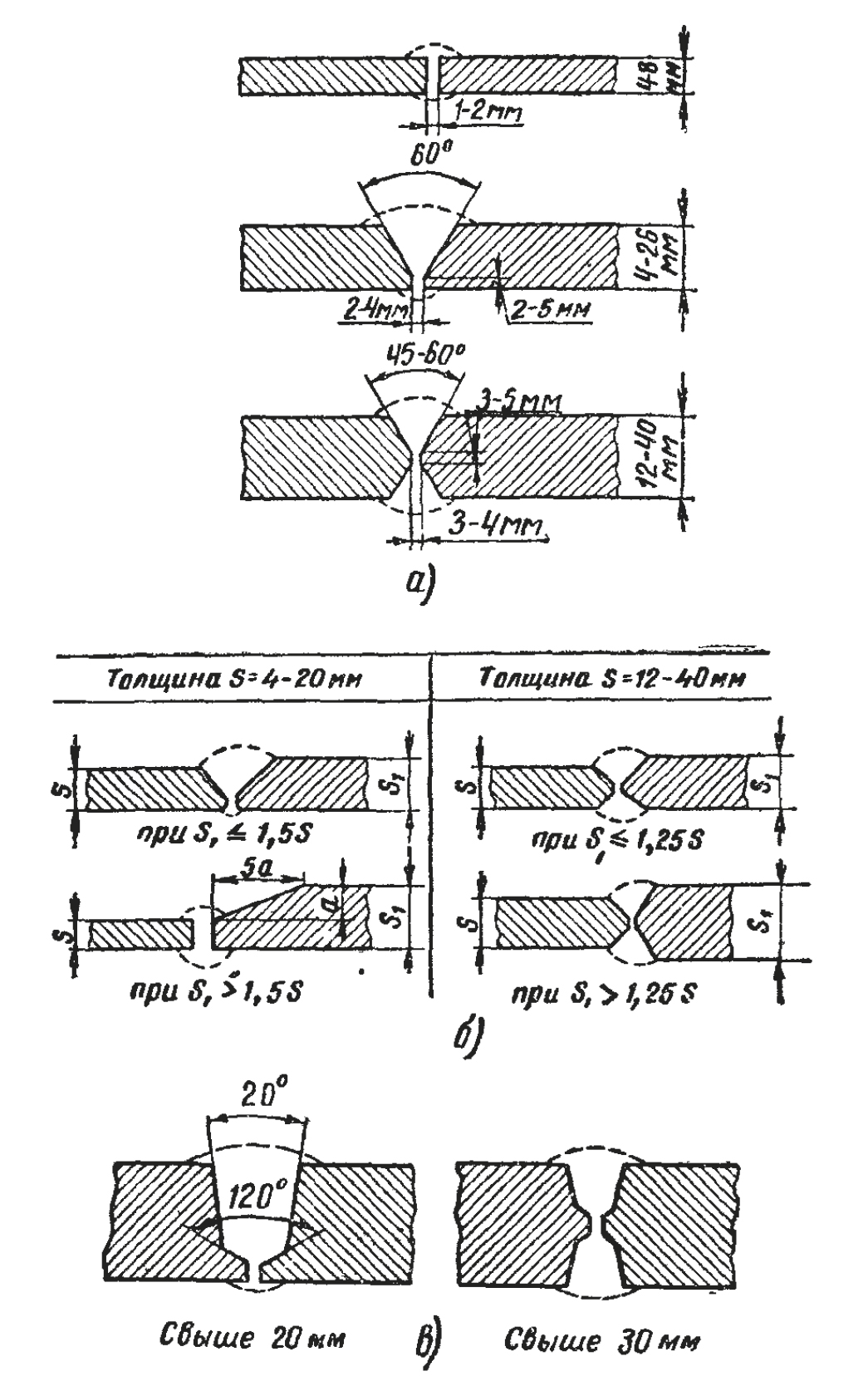
باستخدام اللحام القوسي اليدوي للفولاذ بسمك يزيد عن 20 مم ، يمكن تقليل الزاوية المائلة بين الحواف من 60 إلى 45 درجة. يجب أن تكون الفجوة بين الحواف غير الحادة مساوية لـ 4 مم 9 ، مما يسهل اختراقها بشكل صحيح. يؤدي تقليل الزاوية المائلة للشطبة إلى تقليل حجم المعدن المترسب ، وبالتالي زيادة إنتاجية اللحام والاقتصاد في الإلكترود.
حواف الألواح ذات السماكة غير المتساوية ، والمربوطة ببعضها البعض ، مائلة كما هو موضح في الشكل. 1 ، ب ، والورقة السميكة مشطوفة بدرجة أكبر.
عند الانضمام إلى الفولاذ السميك ، من أجل تقليل كمية المعدن المترسب ، يلجأون في بعض الحالات إلى شكل وعاء على شكل وعاء لتحضير الحواف: للسمك من 20 إلى 50 مم - من جانب واحد ، وأكثر من وجهين (الشكل . 1 ، و).
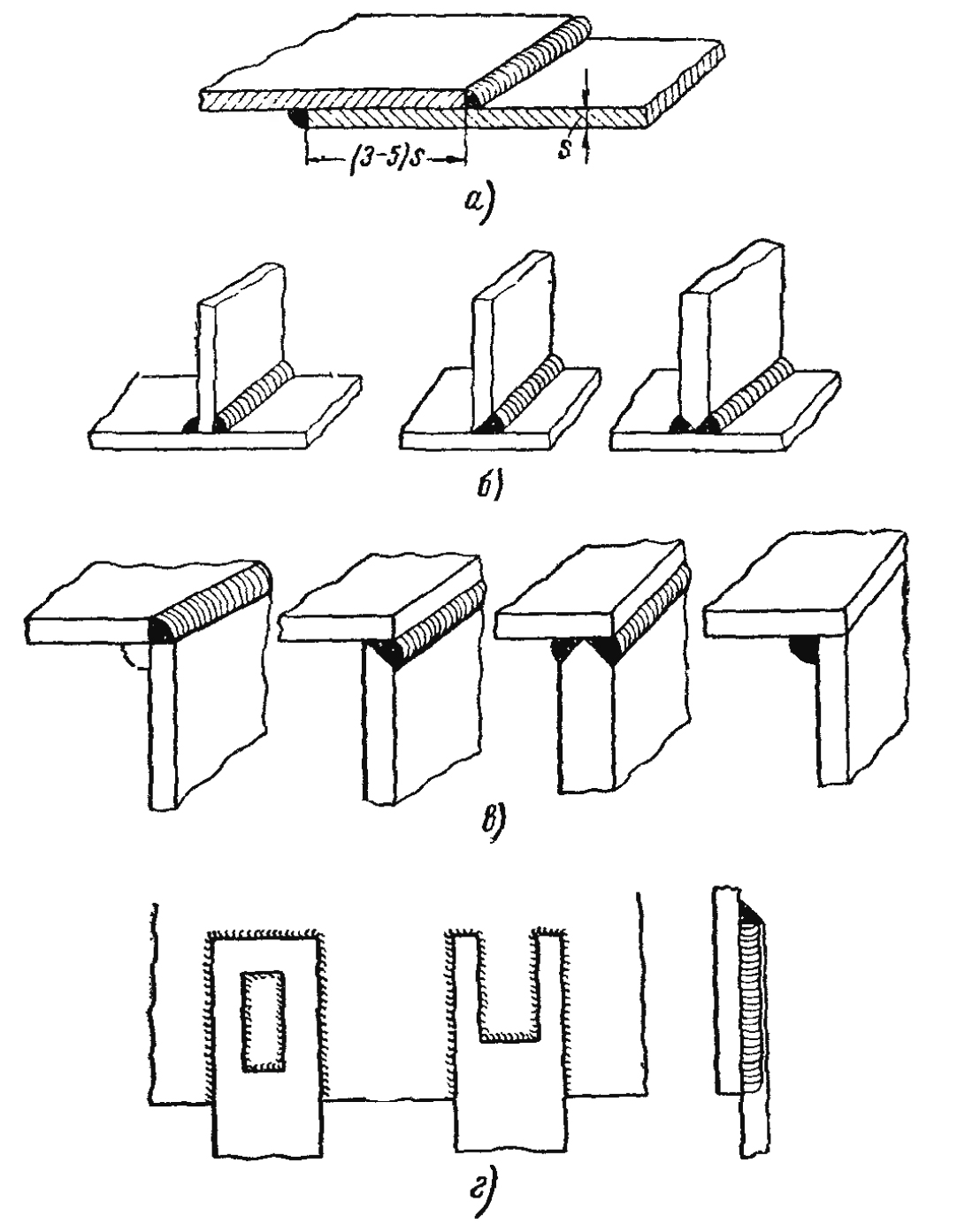
تستخدم مفاصل اللفة (الشكل 2 ، أ) في الغالب في لحام القوس بناء الهياكلمن الفولاذ بسمك لا يزيد عن 10-12 مم. لا تتطلب معالجة خاصة للحواف ، باستثناء قصها. مع مثل هذا الاتصال ، يوصى بلحام الصفائح على كلا الجانبين ، لأنه مع اللحام أحادي الجانب ، يمكن للرطوبة أن تدخل الفجوة بين الألواح والصدأ اللاحق للمعدن في هذا المكان.
يتم تبسيط تجميع المنتج وتحضير الألواح أثناء اللحام المتداخل ، ومع ذلك ، فإن استهلاك القاعدة والمعدن المودع أكبر مما هو عليه في اللحام التناكبي. في اللحام الكهربائي بمقاومة الأسطوانة والبقع ، يتم استخدام وصلات التداخل فقط.
تستخدم وصلات المحملة (الشكل 2 ، ب) على نطاق واسع في لحام القوس ؛ مصنوعة بدون حواف مشطوفة وذات حواف مشطوفة على جانب واحد أو على كلا الجانبين. يجب أن تحتوي الورقة الرأسية على حافة مقطوعة بشكل متساوٍ بدرجة كافية. مع تجليف من جانب واحد ومن جانبين لحافة الصفيحة الرأسية ، يتم ترك فجوة بمقدار 2-3 مم بين الألواح الرأسية والأفقية من أجل اختراق أفضل للصفائح الرأسية من خلال سمكها بالكامل. يتم استخدام شطبة من جانب واحد إذا كان تصميم المنتج لا يسمح باللحام اتصال نقطة الإنطلاقعلى كلا الجانبين.
تُستخدم وصلات الزاوية عند لحام حواف صفائح مُنتهية مسبقًا ومُوضحة في الشكل. 2 ، ج. تقع الأجزاء المراد لحامها بزاوية يمين أو زاوية أخرى ويتم لحامها على طول الحواف. تستخدم هذه الوصلات بشكل أساسي في لحام الخزانات التي تعمل تحت ضغط داخلي طفيف للغاز أو السائل. في بعض الأحيان يتم لحام مفاصل الزاوية أيضًا من الداخل ، كما هو موضح بالخط المنقط في الشكل. 2 ، ج (يسار).
تستخدم الوصلات المشقوقة (الشكل 2 ، د) عندما لا يوفر طول خط التداخل الطبيعي قوة كافية. تكون الوصلات المشقوقة من النوع المغلق أو المفتوح. عادة ما يتم القطع عن طريق قطع الأكسجين.
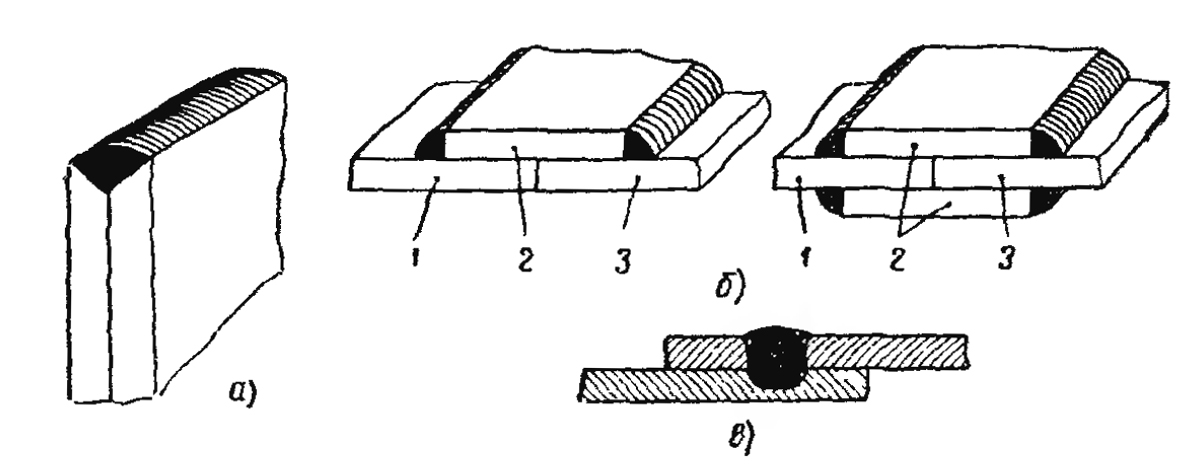
يتم عرض التوصيلات النهائية أو الجانبية في الشكل. 3 أ. ترتبط الصفائح بأسطحها ويتم لحامها في الأطراف المجاورة.
تظهر الوصلات مع التراكبات في الشكل. 3 ب. يتم لحام التراكب J؟ ، الذي يتداخل مع مفصل الألواح 1kZ ، على طول الحواف الجانبية لسطح الألواح. تتطلب هذه الوصلات استهلاكًا إضافيًا للمعادن للبطانات ، وبالتالي يتم استخدامها فقط في الحالات التي لا يمكن فيها ، لسبب ما ، استبدالها بمفاصل تناكبية أو مفصلية.
يظهر الاتصال بالمسامير الكهربائية في الشكل. 3 ، ج. بمساعدة المسامير الكهربائية ، يتم الحصول على وصلات قوية ولكن ليست ضيقة. يتم حفر الصفيحة العلوية ولحام الفتحة بحيث يتم التقاط الصفيحة السفلية. في اللحام القوسي المغمور الأوتوماتيكي ، لا يتم حفر الصفيحة العلوية ، إذا كان سمكها صغيرًا ، ويتم صهرها بواسطة قوس اللحام.
الوصلات الموصوفة نموذجية للحام القوسي اليدوي للفولاذ. عند اللحام بالغاز واللحام القوسي المغمور ولحام المعادن غير الحديدية منخفضة الانصهار وفي حالات أخرى ، قد يختلف شكل الحواف. سيتم تقديم المعلومات ذات الصلة عنها في الفصول اللاحقة عند وصف طرق اللحام هذه.
اللحامات مقسمة إلى المجموعات التالية:
1. حسب الموقع في الفضاء - السفلي والأفقي والعمودي والسقف (الشكل 4 ، أ). الأسهل أداءً هو التماس السفلي ، والأصعب هو السقف. يمكن إجراء درزات السقف بواسطة عمال اللحام الذين يتقنون هذا النوع من اللحام بشكل خاص. بكمل طبقات السقفلحام القوس أكثر صعوبة من اللحام بالغاز. اللحام الأفقي و طبقات عموديةعلى سطح عمودي أصعب إلى حد ما من لحام اللحامات السفلية.
2. فيما يتعلق بالجهود الحالية - الخاصرة أو النهائية أو الأمامية ، مجتمعة ومائلة (الشكل 4 ، ب).
3. حسب الطول - مستمر ، أو مستمر ، ومتقطع (الشكل 4 ، ج). تُستخدم اللحامات المتقطعة في الحالات التي لا يحتاج فيها الاتصال إلى أن يكون محكمًا ، ولا يتطلب حساب القوة خطًا مستمرًا.
بالنسبة للدرز المتقطع ، يتراوح طول أقسامه الفردية (/) من 50 إلى 150 مم ؛ عادة ما تكون المسافة بين أقسام التماس 1.5-2.5 ضعف طول القسم ؛ تسمى قيمة t درجة التماس. يتم استخدام اللحامات المتقطعة على نطاق واسع ، لأنها توفر معدن اللحام والتكلفة ووقت اللحام.
4. حسب درجة التحدب - عادي ، محدب ومقعر (الشكل 4 ، د). يعتمد تحدب التماس أ "على نوع الأقطاب الكهربائية المستخدمة: تعطي الأقطاب الكهربائية المغلفة رقيقًا تماسًا بتحدب كبير ؛ مع الأقطاب الكهربائية المغلفة بكثافة ، نظرًا لزيادة السيولة للمعدن المنصهر ، يتم الحصول على اللحامات العادية عادةً.
أرز. 2. وصلات ملحومة:
أ - تداخل ، ب - نقطة الإنطلاق ، ج - الزاوية ، د - مشقوق
أرز. 3. الوصلات الملحومة:
أ - طرف ، أو جانب ، ب - مع تراكبات ، ج - مسامير كهربائية
أرز. 4. تصنيف التماس:
حسب الموضع في الفضاء "6 - فيما يتعلق بجهد التمثيل ، في - بالطول, د حسب الدرجةتحدب سطح التماس
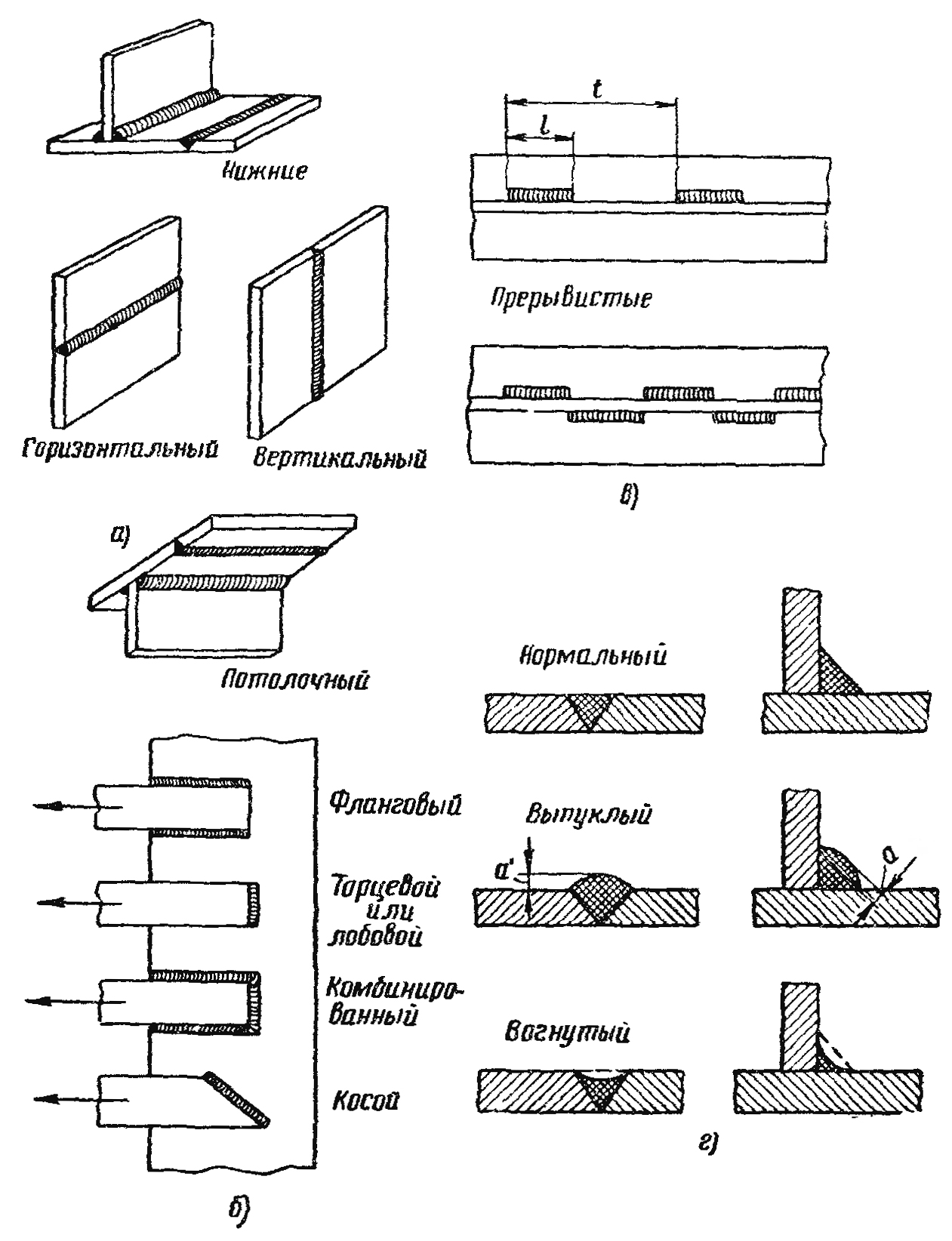
أظهرت الدراسات أن اللحامات ذات الانتفاخ الكبير لا تزيد من قوة اللحام ، خاصةً إذا كان المفصل الملحوم معرضًا لأحمال واهتزازات متغيرة. يفسر ذلك حقيقة أنه مع اللحامات ذات الانتفاخ الكبير ، من المستحيل الحصول على انتقال سلس من حبة اللحام إلى المعدن الأساسي ، وفي هذا المكان يتم تشكيل شيء مثل "تقويض" لحافة اللحام ، حيث يحدث تركيز كبير من الضغوط. لذلك ، تحت تأثير الأحمال المتغيرة أو الصدمية أو الاهتزازية ، يمكن أن يبدأ تدمير الوصلة الملحومة من هذا المكان. اللحامات ذات الانتفاخ الكبير غير اقتصادية ، حيث يتم إنفاق المزيد من الأقطاب الكهربائية والوقت والكهرباء على تنفيذها.
5. حسب نوع الاتصال - بعقب وزاوية (بكرة). تستخدم لحامات فيليه للتداخل ، من طرف إلى طرف ، وصلات الزاويةووصلات التصحيح. جانب اللحام فيليه (الشكل 5) هو الساق. تحدد المنطقة المظللة AVBG درجة تحدب اللحام مقارنةً بالعادي ولا تؤخذ في الاعتبار عند تحديد قوة الوصلة الملحومة. تصنع لحامات فيليه بحيث تكون أرجلها متساوية ، أي OB - OG \ u003d k. الزاوية بين جانبي OG و VG هي 45 درجة.
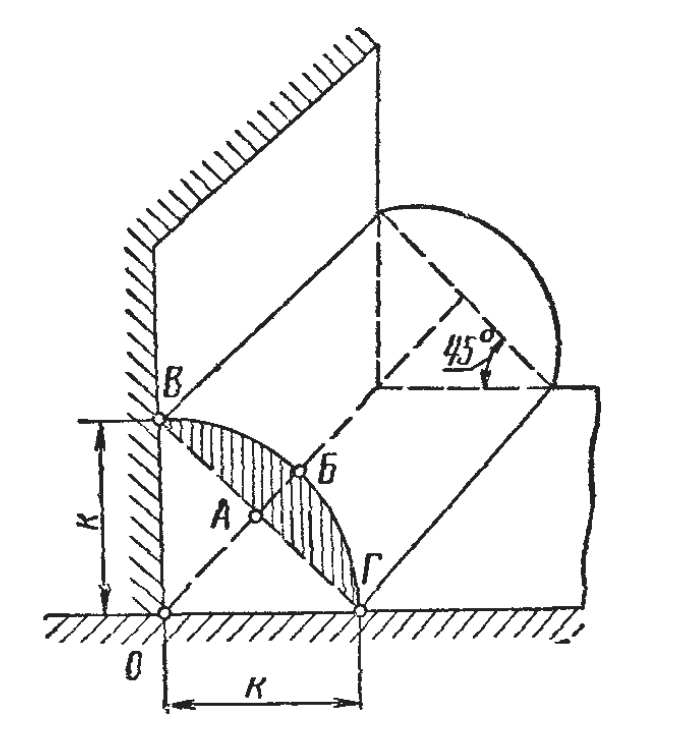
أرز. 5 ، الزاوية (الأسطوانة) التماس
تعيين اللحامات في الرسومات
يشار إلى اللحامات في الرسومات باستخدام رموز بيانية. وفقًا لـ GOST 5263-56 ، يتكون التعيين الرسومي للحام من العناصر التالية: فهرس لنوع اللحام ، ورمز رسومي شرطي لنوع اللحام ، وعلامات وأبعاد إضافية لعناصر اللحام.
تستخدم الحروف التالية كمؤشرات لتحديد أنواع اللحام: E - القوس الكهربائي ، G - الغاز ، 3 - في البيئة الغازات الواقيةو Kt - الاتصال.
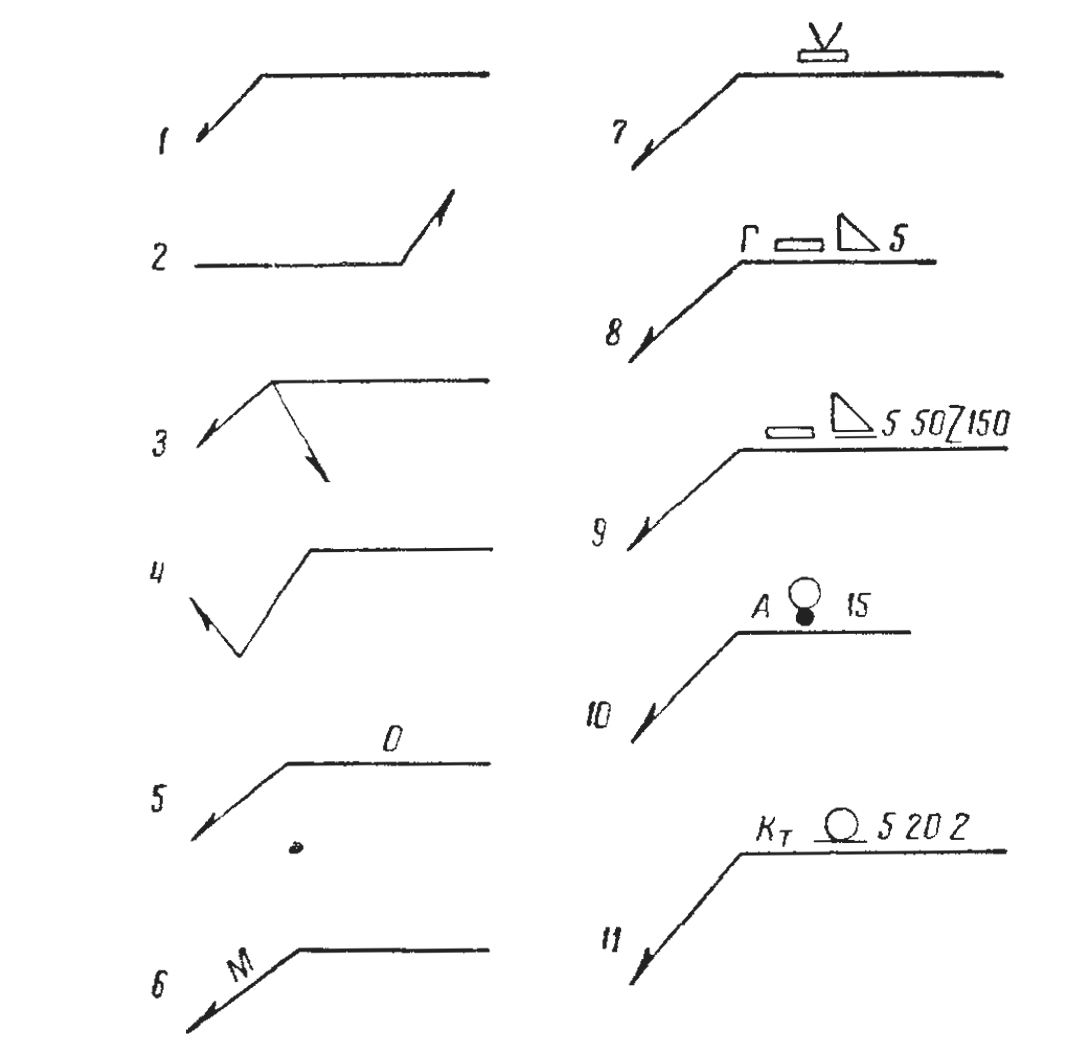
في الرسم ، يُشار إلى اللحام بخط تمديد مائل بقسم أفقي. ينتهي خط الامتداد بسهم أحادي الاتجاه (الشكل 6). يتم لصق التعيين الرسومي للخط المرئي للمفصل الملحوم فوق القسم الأفقي ، ويتم لصق الجزء غير المرئي - أسفل القسم الأفقي لخط التمديد. إذا كان السهم يشير إلى خط التماس لم يتم توفيره بواسطة GOST
أرز. 6. الأسهم تشير إلى طبقات مختلفة:
1 ، 2 - سهم واحد ، 3 - سهم مزدوج ، 4 - سهم بخط امتداد مكسور "5- سهم يشير إلى خط التماس خاص ، 6 سهم يشير إلى خط التماس المتصاعد ، 7 - خط التماس أحادي الجانب على شكل حرف V مع بطانة و شطبة من حافتين ، مصنوعة من اللحام القوسي ، 8 - التماس أحادي الجانب بدون حواف مشطوفة بساق 5 مم ، مصنوعة على طول المحيط بواسطة اللحام بالغاز ، 9 - خط التماس متداخلة بدون حواف مشطوفة بساق 5 مم مع طول المنطقة الملحومة 50 مم وخطوة 150 مم مصنوعة بواسطة اللحام القوسي. 10 - خط اللحام أحادي الجانب ، المصنوع من اللحام بالاختراق الأوتوماتيكي بعرض اختراق 15 مم ، П - لحام نقطي من صفين أحادي الجانب بقطر نقطة 5 مم وخطوة 20 مم ، مصنوع بواسطة لحام المقاومة 5263- 56 ، ثم يتم وضع الحرف O (خاص) قبل تعيين التماس. يشار إلى طبقات التركيب بالحرف M ، الملصقة فوق القسم المائل لخط الامتداد.
تحضير المعدن للحام
إذا كان المعدن المستخدم في تصنيع الهياكل الملحومة ملوثًا أو مشوهًا ، فيجب أولاً تنظيفه وتقويمه. يمكن إجراء التنظيف باستخدام الفرشاة السلكية اليدوية والميكانيكية ، أو السفع الرملي ، أو لهب موقد خاص ، أو الغسل بالماء الساخن أو بمحلول قلوي ، أو التنقيب في محاليل الأحماض المختلفة وطرق أخرى.
تستخدم آلات خاصة لتقويم المعادن. على سبيل المثال ، يتم تقويم الألواح بتمريرها خلال لفات تقويم ذات 5 إلى 11 بكرة تقويم. كلما كانت سماكة الصفيحة المستقيمة أصغر ، زاد عدد اللفات التي يجب أن تحتوي عليها آلة تقويم الصفيحة. يتم تصحيح الزوايا على بكرات تقويم الزاوية. يتم إجراء تسوية القناة وملامح القسم I باستخدام مكابس الانحناء الصحيحة. مع أحجام الإنتاج الصغيرة جدًا ونقص المعدات المناسبة ، يتعين عليك أحيانًا اللجوء إلى التقويم اليدوي للمعدن على اللوحة اليمنى.
بعد الاستقامة ، يخضع المعدن لوضع العلامات ، حيث يتم تطبيق أبعاد قطعة العمل الخاصة بالجزء ، الذي يتعرض بعد ذلك للحام ، بالطباشير والنوى والكاشط. في إنتاج متسلسللتمييز المنتجات من نفس النوع ، يتم استخدام القوالب المصنوعة من الورق المقوى أو الخشب الرقائقي أو الصفائح المعدنية على نطاق واسع ، والتي تتوافق في الشكل والحجم مع قطعة العمل.
يقومون بقطع المعادن على المقصلة والمقصات الدائرية ، والمناشير الدائرية والمكابس أو قواطع الوقود بالأكسجين المحمولة باليد وآلات القطع بالوقود الأكسجينى. عادة ما يستخدم القطع الميكانيكي للمعادن التي يصل سمكها إلى 10-12 مم ، وفي بعض الحالات يصل إلى 25-30 مم. سمكا المعدن وكذلك التفاصيل شكل معقدعادة ما يتم قطعها باستخدام قطع الوقود بالأكسجين.
قبل اللحام ، يتم قطع حواف الأجزاء وتشذيبها وتنظيفها ، إذا لزم الأمر. يتم تنفيذ شطف الحواف وفقًا لنوع الوصلة الملحومة. للحصول على سطح أملس ونظيف من الحواف ، يتم قطعها على آلات قص الحواف ، ويصل طول التسوية إلى عدة أمتار.
تستبدل العديد من المطاحن آلات الشطف الضخمة والمكلفة بآلات قطع وقود أوكسي مخصصة توفر سطحًا نظيفًا ودقة مطلوبة وأداء قطعًا عاليًا.
قطع الأكسجين بالآلة طريقة شائعة لإعداد حواف الألواح للحام ، خاصة مع سماكة المعدن الكبيرة المراد لحامها (أجزاء من الإطارات ، الألواح ، براميل الغلايات ، إلخ). يجب استخدام آلة قطع الأكسجين في جميع الحالات التي تسمح بها المواصفات الخاصة بتصنيع هذا المنتج. لتسريع عملية القطع والشطف ، يتم إجراؤها في وقت واحد بواسطة عدة قواطع مثبتة على آلة واحدة بزوايا ميل مناسبة.
لا يُسمح بالأجزاء التي تكون حوافها مغطاة بالصدأ والزيت والطلاء والملوثات الأخرى ، حيث يؤدي ذلك إلى تفاقم ظروف احتراق القوس ، ويسبب مسامية المعدن المترسب ويقلل من قوة الوصلة الملحومة.
يتم تنظيف الحواف من الأوساخ بفرشاة سلكية وحجر صنفرة وسفع رملي ونقش. للتنظيف الميكانيكي ، يتم استخدام آلات محمولة يدوية ذات عمود مرن ، وفي النهاية يتم تثبيت فرشاة سلكية أو حجر صنفرة. الطرف الآخر من العمود متصل بمحرك كهربائي مركب على عربة متحركة خفيفة.
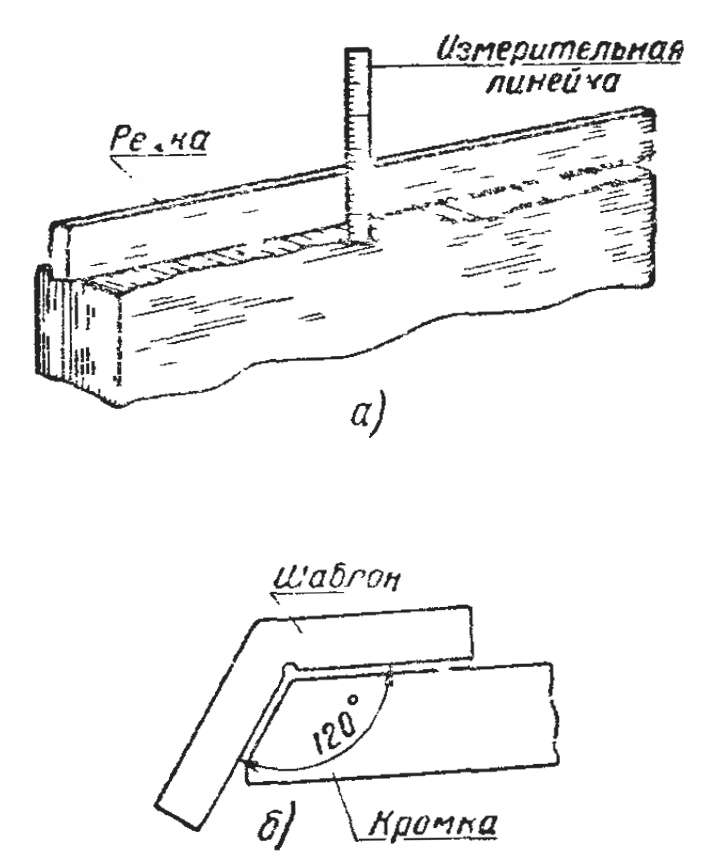
يجب ألا تحتوي الحواف على قطع بعمق يزيد عن 1.5 مم ، ويجب التحقق من استقامة الحواف باستخدام سكة ومسطرة قياس ، ويجب التحقق من زوايا الحواف المائلة للحواف باستخدام القوالب (الشكل 7)
يجب تنظيف الفراغات المصبوبة قبل اللحام تمامًا من بقايا تراب القولبة ، ويجب إزالة قشرة الصب الموجودة على السطح بحجر الصنفرة في تلك الأماكن التي سيتم فيها تطبيق اللحامات.
في صناعة الخزانات والمراجل والأوعية المختلفة من الصفائح المعدنية F3 ، تخضع الأخيرة للدرفلة والختم. تستخدم لفات الثني للدرفلة ، وتستخدم مكابس ميكانيكية وهيدروليكية للختم. يمكن أيضًا أن يخضع الانحناء والدرفلة لمعدن ملفوف - شرائط وزوايا وقنوات وعوارض I وأنابيب. اعتمادًا على السماكة والشكل المطلوب لقطعة العمل ، يتم درفلة المعادن وثنيها في حالة باردة أو ساخنة.
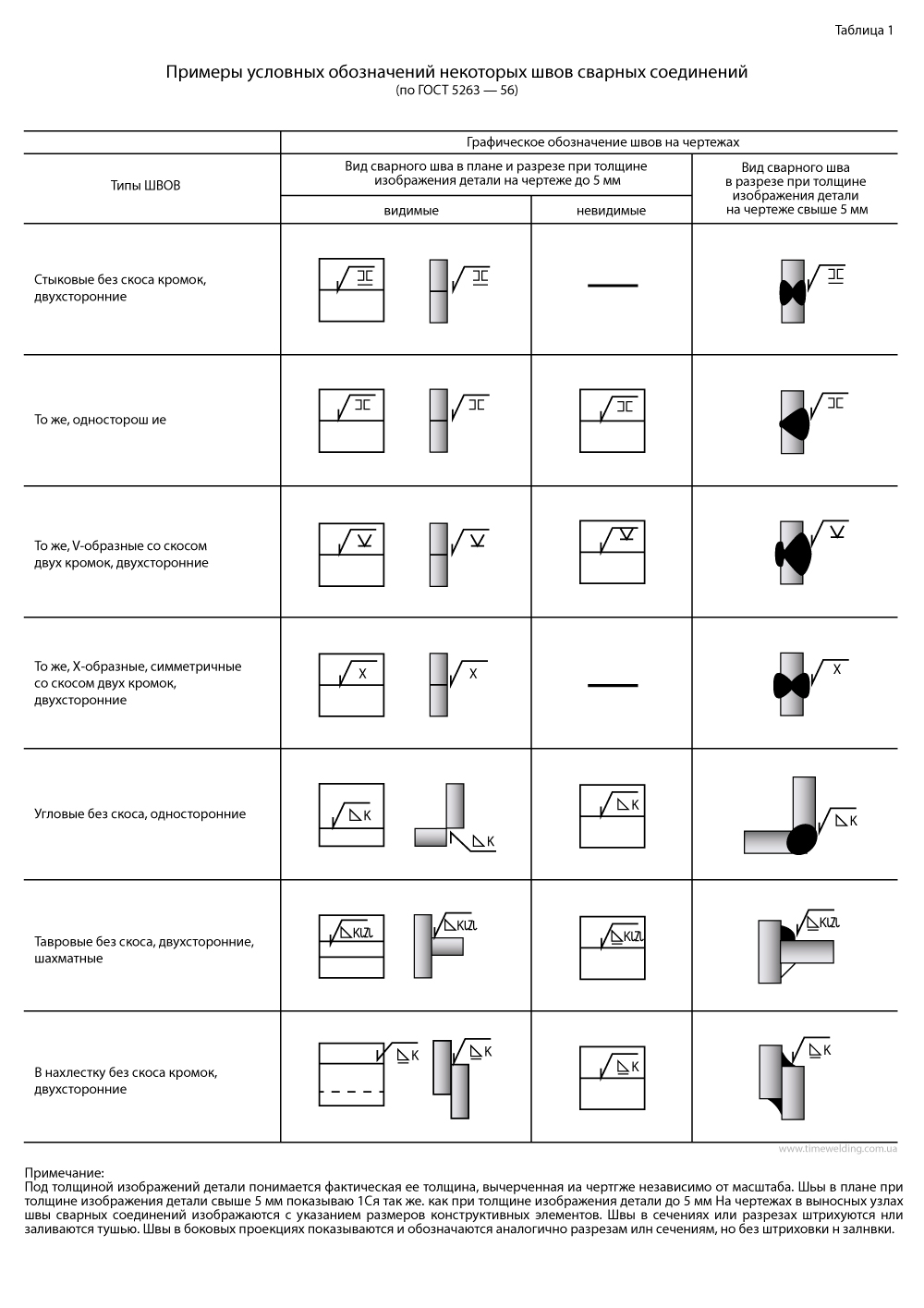
في الجدول. يوضح الشكل 1 الرموز المعتمدة في GOST 5263-56 وأمثلة للصور في رسومات بعض اللحامات.
الشكل 7 التحقق من جودة تحضير الحواف للحام
أ - استقامة حافة التشذيب ، ب - زاوية شطبة
تجميع منتجات اللحام
يتم بعد ذلك تغذية الأجزاء المُعدة والمُعدة مسبقًا لأجزاء اللحام لتجميع الوحدات الفردية والمنتجات ككل.
الجمعية هي عملية مسؤولة للغاية بشكل عام العملية التكنولوجيةتصنيع الهياكل الملحومة. عند التجميع ، من المهم ضمان الدقة المطلوبة للتوافق والتوافق مع حواف العناصر المراد لحامها.
جمعت بطرق مختلفة. في بعض الحالات ، يتم تجميع الهيكل بأكمله ، ثم يتم لحامه. لكن في حين أن الدورة أعمال اللحاميطول ، ويكون لحام الهيكل المُجمَّع في بعض الحالات أمرًا صعبًا ، لأنه ليس دائمًا مناسبًا للحاميين لأداء اللحامات في الموضع الأكثر ملاءمة للحام.
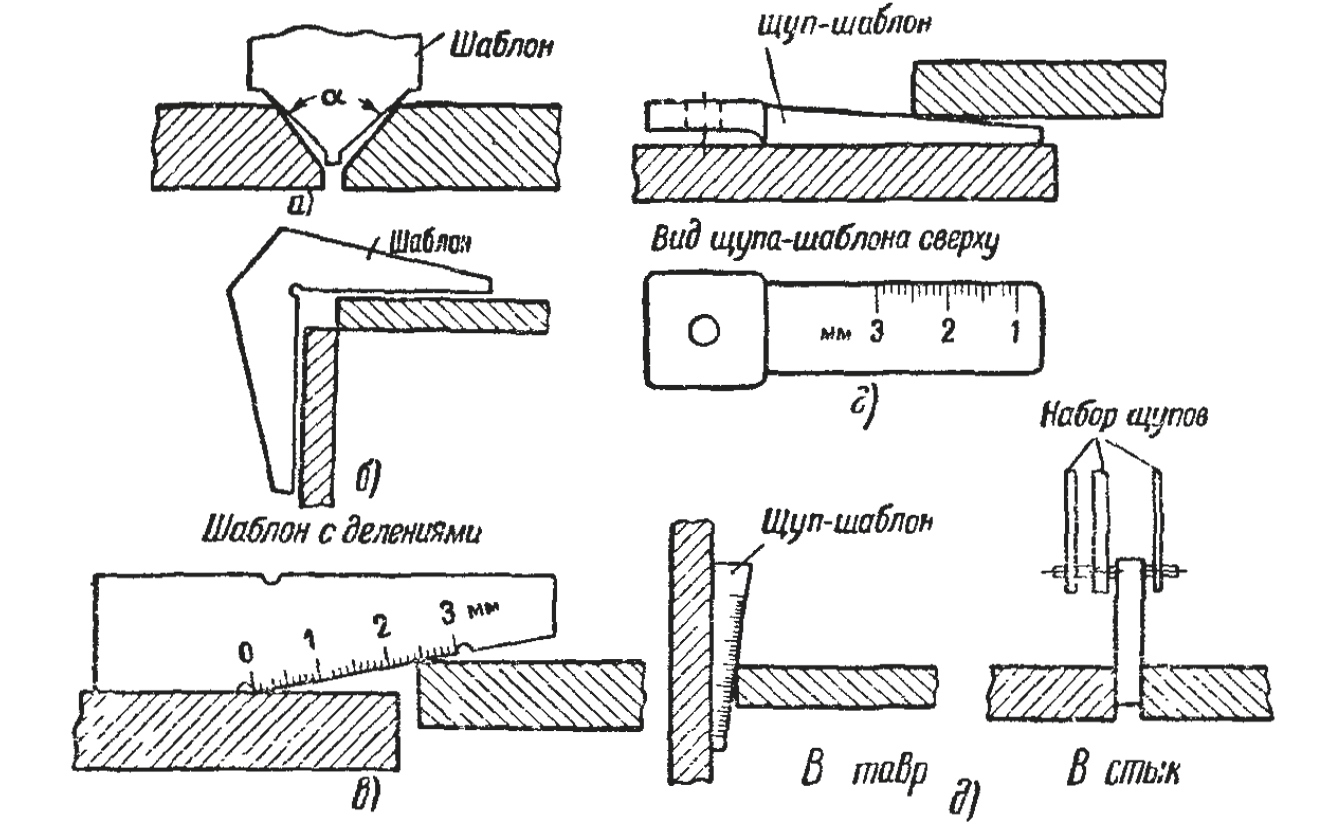
أرز. 8 التحقق من جودة التجميع - زاوية فتح حواف الأوراق ، 6 - صحة الزاوية اليمنى للتجميع. قيم c للحواف الزائدة ، فجوة g بين الأوراق في تداخل ، d - فجوات عند الانضمام في الثور والعقب.
لذلك ، فإن طريقة تجميع ولحام الهياكل الكبيرة من التركيبات الملحومة مسبقًا منتشرة على نطاق واسع. في هذه الحالة ، يتم تسريع عملية التصنيع وتحسين جودة أعمال اللحام ، حيث يتم لحام التركيبات في التركيبات. تستخدم هذه الطريقة في صناعة السفن والعربات والدبابات والخزانات والجسور وإطارات المباني وما إلى ذلك ، على سبيل المثال.
استخدام التركيبات يضمن الدقة الموقف النسبيالأجزاء المجمعة والملحومة ، تسهل استهلاك المياه لأعمال التجميع ، وتقلل من مدة عملية التجميع ، وتسهل عمل اللحام عند تركيب المنتج ، وتثبيته وتحويله. تمنع بعض الأجهزة تزييف الأجزاء أثناء اللحام ، لأنها توفر تثبيتًا صارمًا للأجزاء المراد لحامها.
تعتمد دقة تجميع المنتجات في الأسفل على تصميمها والغرض منها ، فضلاً عن طريقة اللحام. عادة ما يشار إليه في الرسومات والمواصفات الفنية لتصنيع المنتج.
في اللحام القوسي اليدوي للهياكل المعدنية ، يمكن استخدام تفاوتات دقة التجميع التالية:
الانحراف مم ناقص زائد
فجوة بين حواف الألواح الملحومة تناكبًا حتى 1 إلى 2
تداخل الصفائح أثناء اللحاممتداخلة 1 10
زيادة حافة واحدة فوق الأخرى بسمك ورقة يصل إلى 10 مم - 1.5
نفس الشيء ، أكثر من 10 مم - 2
الفجوة بين الأوراق عند الاتصال بالتداخل - 1
الفجوة بين العناصر في وصلات الإنطلاق:
مع حواف غير مقطوعة - 2
مع مسوى - 1
أرز. 9. المقياس العالمي لحجم اللحامات وتطبيقاتها (التصميم V ، E. Usherov-Marshak):
أ- فحص زاوية الفتح بعقب اللحام، ب - التحقق من حجم تحدب خط التماس الجدول. ج - فحص ارتفاع اللحام فيليه:
مقياس التحدب s1yk080g0 من التماس ، 2-مقياس لتحديد ارتفاع التماس معقود
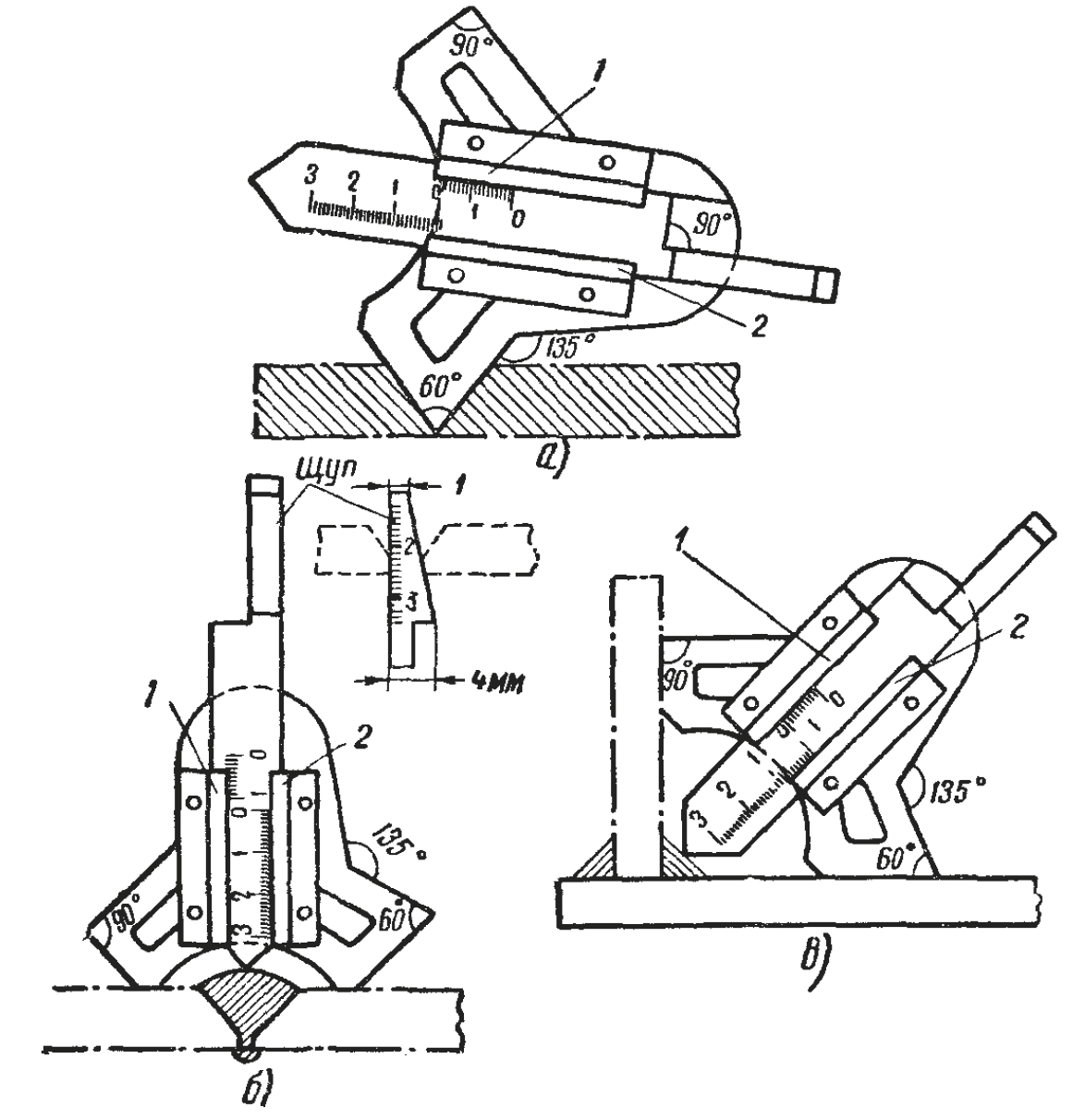
للتحقق من دقة تجميع أجزاء اللحام ، يتم استخدام القوالب ومساطر القياس والمجسات (الشكل 8) ، وكذلك عدادات التماس العالمية. يظهر أحد تصميمات هذا العداد وكيفية استخدامه في الشكل. تسع.
عند التجميع ، من الضروري مراعاة إمكانية حدوث تشوه لاحق للمنتج بتأثير التسخين أثناء اللحام وانكماش المعدن المترسب. لذلك ، على سبيل المثال ، عند التجميع للحام قطع شرائح اللحمهيجب زيادة الزاوية اليمنى بين الأجزاء بمقدار 2-3 درجة ، لأن هذه الزاوية ستنخفض عندما يتقلص معدن اللحام.
وصلات ملحومة
لفئة:
وصلات ملحومة
وصلات ملحومة
اللحام هو تكوين مفاصل دائمة عن طريق إنشاء روابط بين الذرات بين مواد الأجزاء المراد لحامها بالتسخين الموضعي أو العام أو تشوه البلاستيك ، أو عن طريق العمل المشترك لكلا هذين العاملين. تتميز الوصلات الملحومة بكثافة اليد العاملة المنخفضة والتكلفة المنخفضة نسبيًا. قوة اللحامليس أقل شأنا من قوة المادة
الأجزاء الملحومة. الهياكل الملحومةأخف بكثير من الصب والمزورة.
اللحام يربط الفراغات التي تم الحصول عليها عن طريق الصب والختم والتزوير. لحام كل شيء تقريبا الفولاذ الإنشائي، متجانسة وغير متشابهة المواد البلاستيكية.
وفقًا لنوع الطاقة المستخدمة لتشكيل وصلة ملحومة ، يمكن أن يكون اللحام حراريًا (قوس ، بلازما ، شعاع إلكتروني ، ليزر ، غاز ، إلخ) ، ميكانيكي حراري (تلامس وانتشار) وميكانيكي (فوق صوتي ، لحام انفجار ، احتكاك ، إلخ. .). في السباكة ، يتم استخدام لحام القوس والغاز على نطاق واسع.
يعتمد اللحام على تكوين روابط قوية بين ذرات المواد للأجزاء المراد ربطها.
عندما يحدث لحام القوس اليدوي بين القطب الكهربائي والأجزاء المراد ربطها ، القوس الكهربائي. يملأ المعدن المنصهر للقطب الكهربي الحمام المعدني. في الوقت نفسه ، يذوب طلاء القطب أيضًا. تشكل منتجات الصهر للطلاء جوًا واقيًا من الغازات وحمام خبث سائل على سطح الحمام المعدني ، والذي يعزل المعدن السائل عن أكسجين الهواء. عندما يتحرك القطب بعيدًا عن موقع اللحام ، يتجمد المعدن السائل والخبث ويشكلان لحامًا.
في اللحام بالغاز ، يتم تكوين حوض معدني سائل نتيجة ذوبان حواف الأجزاء المراد لحامها ومواد الحشو في اللهب عالي الحرارة لموقد الغاز.
نتيجة للحام ، يتم تشكيل المشابك البلورية المشتركة في المواد التي يتم لحامها.
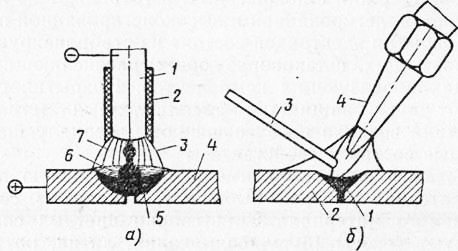
أرز. 1. مخطط القوس (أ) والغاز (ب) اللحام
أنواع الوصلات الملحومة. في اللحام بالغاز ، يكون العامل الرئيسي هو المفصل التناكبي ، وهو الأكثر اقتصادا من حيث تكاليف المواد. في لحام القوسقم بإجراء الأنواع التالية من التوصيلات: التداخل ؛ مع تراكبات بعقب. الزاوي.
معدات للقوس و اللحام بالغاز. المصادر الحالية لتشغيل قوس اللحام هي محولات اللحام (مصادر التيار المتردد) ، مقومات اللحام والمولدات (المصادر التيار المباشر). محولات اللحاممقارنة بالمصادر الحالية المباشرة ، فهي أكثر متانة ، وذات كفاءة أعلى ، وأبسط وأكثر موثوقية في التشغيل. مزايا مصادر التيار المباشر: قوس أكثر استقرارًا ؛ تسمح لك لخلق ظروف أفضلاللحام في مواقع مكانية مختلفة.
يتم إجراء اللحام بالغاز باستخدام الشعلات. أسلم هو موقد الحقنتعمل بضغط أكسجين منخفض ومتوسط (0.1-0.4 ميجا باسكال).
يتم توفير الأكسجين والأسيتيلين وتخزينهما في اسطوانات. في بعض الأحيان يتم إنتاج الأسيتيلين في موقع اللحام في مولدات الأسيتيلين. تستخدم أيضًا كغازات قابلة للاحتراق غازات طبيعيةوالهيدروجين وأبخرة البنزين والكيروسين.
أقطاب اللحام بالقوس اليدوي ، وهي قضبان مطلية ، مصنوعة من سلك منخفض الكربون ، وسبائك ، وسبائك عالية. تتكون طلاءات الإلكترود من مكونات استقرار وتشكيل الغاز وتشكيل الخبث وإزالة الأكسدة وسبائك وربط. تعمل الطلاءات على تثبيت القوس ، وتحمي المعدن المنصهر من التعرض للهواء ، وتزود مادة اللحام بالتركيب والخصائص اللازمة.
بالنسبة للحام بالغاز ، يتم استخدام سلك حشو ، يتم اختيار المواد منه بناءً على خصائص المادة التي يتم لحامها. بالنسبة للحام السبائك غير الحديدية ، يتم استخدام التدفقات (البورق وأملاح البوتاسيوم والليثيوم والصوديوم والكالسيوم) ، والتي تذوب الأكاسيد وتشكل الخبث.
أرز. 2. أنواع الوصلات الملحومة
تسلسل اللحام. اختر أولاً طريقة اللحام. يستخدم اللحام القوسي اليدوي لعمل طبقات منحنية ومستقيمة قصيرة في أي موضع مكاني ، عند الخياطة في أماكن يصعب الوصول إليها ، عندما أعمال التركيبوتجميع الهياكل المعقدة. أثناء اللحام بالغاز ، يتم تسخين قطعة العمل بشكل متساوٍ. لذلك ، يتم استخدامه لأجزاء اللحام ذات السماكة الصغيرة (0.2-3 مم) ، والمعادن غير الحديدية والسبائك منخفضة الانصهار ، للمواد التي تتطلب تسخينًا وتبريدًا بطيئًا (على سبيل المثال ، فولاذ الأدوات ، الحديد الزهر ، النحاس) ، للحام عيوب في مصبوبات الحديد والبرونز. مع زيادة سمك الأجزاء المراد لحامها ، تنخفض إنتاجية اللحام بالغاز بشكل حاد.
ثم من الضروري تحضير حواف الأجزاء المراد لحامها. في اللحام القوسي اليدوي للأجزاء التي يصل سمكها إلى 5-8 مم ، لا تكون حوافها مشطوفة. بالنسبة للأجزاء السميكة ، فإن التجليف أمر لا بد منه ، لأن هذا يسمح للمعدن بالذوبان خلال سماكته بالكامل.
الوصلة الملحومة هي مفصل من قطعة واحدة يتم تنفيذه باللحام. يمكن أن تكون الوصلات الملحومة بعقب ، وزاوية ، ونقطة الإنطلاق ، ولفة (الشكل 1).
يُطلق على بعقب مفصل ملحوم لعنصرين يقعان في نفس المستوى أو على نفس السطح.
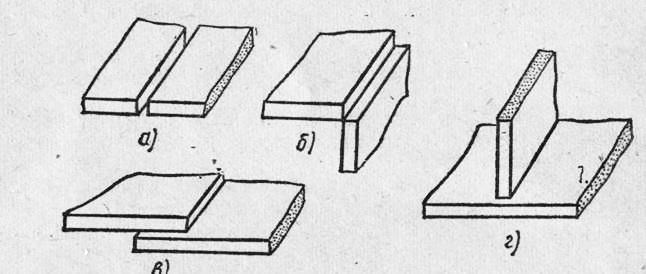
أرز. 3. الوصلات الملحومة: أ - بعقب ، ب - زاوية ، ج - تداخل ، د - نقطة الإنطلاق
الزاوية عبارة عن اتصال بين عنصرين يقعان بزاوية قائمة ويتم لحامهما عند تقاطع حوافهما.
التداخل هو مفصل ملحوم تكون فيه العناصر المراد لحامها متوازية ومتداخلة مع بعضها البعض.
المفصل على شكل حرف T هو مفصل ملحوم يلتصق فيه عنصر آخر بالسطح الجانبي لعنصر ما بزاوية ويكون ملحومًا تناكبيًا.
يسمى جزء الهيكل الذي يتم فيه لحام العناصر المجاورة لبعضها البعض بالمفصل الملحوم.
عناصر الشكل الهندسي للحام - عرض التماس ، عمق الاختراق ، تقوية (إضعاف) التماس.
يعتمد على ميزات التصميمالمنتجات ونوع اللحام لإعداد وتجميع الأجزاء تفرض متطلبات مختلفة.
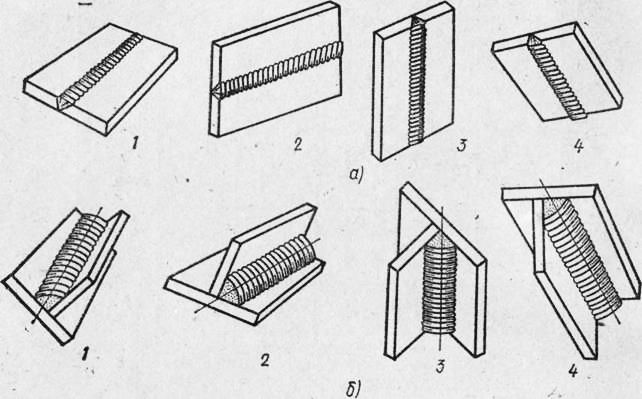
أرز. 4. الموقع المكانياللحامات: أ - بعقب ، ب - زاوية ؛ 1 - لأسفل ، 2 - أفقي ، 3 - رأسي ، 4 - علوي
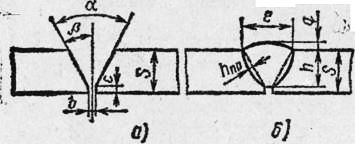
أرز. الشكل 5. عناصر الشكل الهندسي للحواف المعدة للحام (أ) والدرزة المكتملة (ب)
معايير الدولةتنظيم الأنواع الرئيسية و العناصر الهيكليةطبقات الوصلات الملحومة: GOST 5264-69 - للحام القوسي اليدوي ؛ GOST 8713-70 - للأوتوماتيكي و اللحام شبه الأوتوماتيكيالمغمورة؛ GOST 14771-76 - للحام القوسي في الغازات الواقية؛ GOST 15164-78 - للحام الخبث الكهربائي ؛ GOST 15878-70 - من أجل لحام المقاومةوإلخ.
GOST 2.312-72 "نظام موحد لتوثيق التصميم. الصور والتسميات الشرطية للوصلات الملحومة "تنشئ تمثيلًا رسوميًا وتعيين اللحامات.
1. اللحام الكهربائي - إحدى طرق اللحام التي تستخدم فيها القوس الكهربائي لتسخين وصهر المعدن.
تتجاوز درجة حرارة القوس الكهربائي (حتى 5000 درجة مئوية) نقاط الانصهار لجميع المعادن الموجودة.
لحام القوس اليدوي
أقطاب معدنية مغلفة
في اللحام القوسي اليدوي مع الأقطاب الكهربائية المعدنية المطلية ، يحترق قوس اللحام من القطب إلى قطعة العمل ، مما يؤدي إلى ذوبان حواف قطعة العمل التي يتم لحامها ويذوب المعدن الخاص بقضيب القطب الكهربائي وطلاء القطب الكهربائي (الشكل 1). يشكل تبلور المعدن الأساسي ومعدن قضيب الإلكترود اللحام.
الشكل 1. مخطط لحام بإلكترود معدني مطلي
يتكون القطب من قضيب قطب كهربائي وطلاء قطب كهربائي (انظر الشكل 1). قضيب القطب - سلك اللحام ؛ طلاء القطب هو مزيج متعدد المكونات من المعادن وأكاسيدها. حسب الميزات الوظيفية ، تنقسم مكونات طلاء القطب إلى:
غاز واقي
غاز مؤين
للعزل المادي للمعدن المنصهر عن الغازات النشطة للهواء الجوي ؛
مزيلات الأكسدة.
عناصر التكرير
عناصر صناعة السبائك
توليد الغاز:
تشكيل الخبث:
المجلدات.
الملدنات
لحام القوس المغمور.
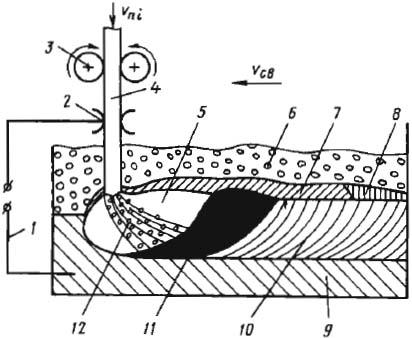
يوفر لحام القوس المغمور ميكانيكيًا إنتاجية عالية وظروف عمل صحية جيدة ولحامًا ميكانيكيًا. يظهر مخطط اللحام القوسي المغمور في الشكل. 1. يحترق قوس كهربائي بين نهاية سلك اللحام والمعدن المراد لحامه ، والذي يكون تحت طبقة من التدفق في فقاعة غاز بخار تكونت نتيجة ذوبان التدفق والمعدن المملوءة ببخار معدني ، التدفق والغازات. يتجمد التدفق المنصهر (الخبث) ، مكونًا قشرة خبثية على سطح اللحام ، والتي تنفصل بعد ذلك عن سطح اللحام. آلية خاصة تغذي سلك القطب في القوس.
يتم اللحام على التيار المتناوبقطبية مستقيمة أو عكسية. يتحرك سلك اللحام ومعه القوس باتجاه اللحام بآلية خاصة ( اللحام الآلي) أو يدويًا ( لحام ميكانيكي). يصب التدفق على حواف الوصلة من القبو أمام القوس بطبقة 40 ... 80 سماكة و 40 ... 100 ملم عرض. كلما زاد سمك المعدن المراد لحامه وعرض اللحام ، زاد سمك وعرض طبقة التدفق. عادة ما تكون كتلة التدفق المنصهر الذي يشكل قشرة الخبث مساوية لكتلة سلك اللحام المصهور.
يؤثر التدفق على استقرار القوس وتشكيله و التركيب الكيميائييلحم المعدن ويحدد مقاومة اللحامات ضد تكوين المسام والشقوق. يعتمد التصاق قشرة الخبث بسطح اللحام على تكوين التدفق. تزيد أكاسيد المعادن الأرضية القلوية والقلوية من التوصيل الكهربائي وطول فجوة القوس ، مما يزيد من ثبات عملية اللحام. على العكس من ذلك ، فإن مركبات الفلور تقلل من هذه المؤشرات.
الصورة 1. لحام القوسالقوس المغمور ، المخطط العام: 1 - موصل للمنتج ؛ 2 - موصل للقطب الكهربائي ؛ 3 - بكرات التغذية ؛ 4 - سلك قطب كهربائي ؛ 5 - فقاعة بخار غاز ؛ 6 - التدفق 7 - التدفق المنصهر. 8 - قشرة الخبث 9 - معادن أساسية 10 - التماس الملحوم ؛ 11 - حوض اللحام ؛ 12- لحام القوس.