إجراء تطبيق اللحامات عند لحام وحدة الجمالون للمبنى. تجميع الجمالون واللحام
تتكون الهياكل الشبكية من عناصر ملف تعريف مدلفن ومركب ، مترابطة في العقد. العناصر الرئيسية للدعامات هي الأحزمة ، وفي الصواري والأعمدة - دعامات الدعم المتصلة ببعضها البعض بواسطة قضبان شبكية (دعامات ، دعامات ، دعامات وأقواس). الدعامات مسطحة ، حيث تقع القضبان المكونة لها في نفس المستوى ، ومكانية ، وتتكون من عدة قضبان مسطحة.
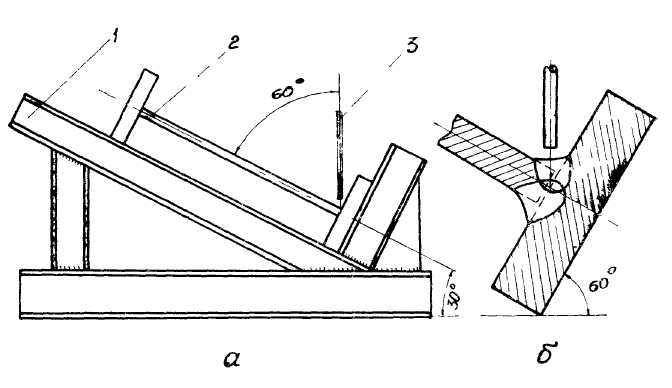
عند إعداد العناصر لتجميع الجمالون ، أولاً وقبل كل شيء ، يتم تحديد عيوب الأقواس والرفوف في عقد الجمالون عن طريق الحساب أو القالب. الطرح هو المقدار الذي تحتاجه لتقليل الطول النظري للعنصر (المسافة بين النقاط العقدية) من أجل الحصول على حجمه الفعلي. معرفة حجم السلبيات ، يتم تحضير عناصر الطول المطلوب من ملف التعريف المقابل. يتم تحديد خطوط المركز على الأحزمة ويتم تمييز النقاط العقدية عليها ، ويتم تحديد المخاطر على طول خطوط الوسط في نهايات عناصر الشبكة.
يتم تجميع ولحام الجملونات المسطحة بشكل أساسي على الرفوف أو الماعز ، ويتم معايرتها جيدًا في المستوى. تتم عملية تجميع الجمالون المسطح بالتسلسل التالي تقريبًا.
1. على الرفوف ، باستخدام المزالج والمحددات وأجهزة التثبيت ، ضع الفروع الأولى للأوتار العلوية والسفلية للمزرعة وفقًا للرسم.
2. عند النقاط العقدية للأحزمة ، يتم تثبيت الأوشحة ، وضغطها بمشابك أو أقواس على فروع الأحزمة وإمساكها.
3. تحقق من الموضع الصحيح للأحزمة والنقاط العقدية عن طريق القياس بمسطرة أو خيط في اتجاه الدعامات والأقواس والوصلات ، طولها النظري بين نقطتين متقابلتين ، وفي نفس الوقت قم بتطبيق مخاطر على الأوشحة في اتجاه عناصر شعرية.
4. تم وضع الفروع الأولى للقوائم والأقواس ، مع الحفاظ على القيمة السالبة في كل عقدة ، واسترشادًا بتوافق العلامات الموجودة على المناديل ونهايات قضبان الشبكة ، اضغط على القضبان حتى تصل إلى المناديل ثم ضعها المسامير.
5. يتم قلب فرع الجمالون المجمع بزاوية 180 درجة ، حسب رسم الحشية على الأحزمة وعناصر الشبكة ، يتم ضغطها ومعزولها.
6. انشر الفروع الثانية من الأحزمة والرفوف والأقواس والعلاقات مع التركيز على الفرع الأول من كل عنصر واضغط عليها وامسكها بالأوشحة والجوانات.
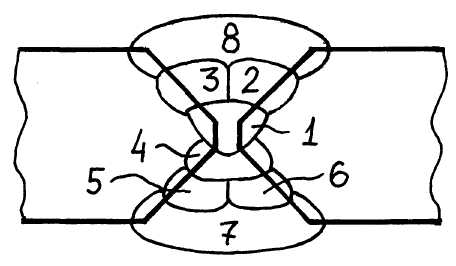
7. لحام الجمالون المجمّع. يبدأ لحام العقد من منتصف المزرعة ويؤدي بشكل متماثل إلى نهاياتها. في كل عقدة ، يتم لحام الأوشحة أولاً بالأحزمة ، ثم يتم لحام الرفوف والأقواس بالأوشحة.
8. يتم قلب الجمالون للمرة الثانية بزاوية 180 درجة ويتم لحام العقد بنفس الترتيب من جانب الفروع الأولى للأوتار والرفوف والأقواس. إذا تم ، بعد تنفيذ خطوات العمل لتجميع الجمالون ، المحددة في الفقرة 4 ، لحام العقد في الفرع الأول ، كما هو موضح في الفقرة 7 ، فإن الإمالة الثانية للجمالون ستصبح زائدة عن الحاجة. في هذه الحالة ، سيزداد تشوه الجمالون من مستواه بعد لحام العقد في الفرع الأول وقد يحتاج إلى تصحيح. بعد لحام العقد في الفرع الثاني من الجمالون (بعد قلبه) ، سيصبح هذا التشوه أقل بكثير.
9. بعد لحام جميع اللحامات ، تخضع المزرعة لعمليات نهائية ، وبعد ذلك تدخل إلى مستودع المنتج النهائي.
بالإضافة إلى تجميع ولحام الجمالون المسطح الموصوف بعبارات عامة ، اعتمادًا على توفر المعدات التكنولوجية وطبيعتها ، يمكن تغيير مسار عمليات التجميع واللحام ، ومع ذلك ، يجب دائمًا تنفيذ ترتيب لحام العقد من منتصف الجمالون إلى نهايته. في تصنيع الهيكل الشبكي المكاني ، يتم تقسيمها إلى دعامات مسطحة يمكن تجميعها ولحامها بالطريقة الموضحة أعلاه. ثم يتم ربط الجملونات المسطحة الملحومة بواسطة روابط ملحومة. في عملية لحام هيكل شبكي مكاني ، من الضروري قلبه عدة مرات للحام العقد من جميع الجوانب.
إذا لم تكن الأبعاد الكلية للهيكل الشبكي كبيرة جدًا ، فمن المستحسن إجراء التجميع واللحام في إمالة دورانية خاصة. هذا يسهل الوصول إلى الخيط ويقلل من تعقيد النتوء.
9. تسلسل اللحامات
يتم تحديد تنظيم تشوهات اللحام والضغوط أثناء لحام الهياكل إلى حد كبير من خلال تسلسل الخياطة. من وجهة النظر هذه ، عند القيام بذلك اللحاماتيجب اتباع الترتيب التالي. يتم لحام المفاصل أولاً طبقات عرضية، ثم طولية. تصنع مفاصل الزاوية والمفاصل بعد لحام اللحامات التناكبية.
يوجد أدناه تسلسل اللحامات على طول طول الوصلات النموذجية للصفائح والملفات الجانبية والحزم والأعمدة.
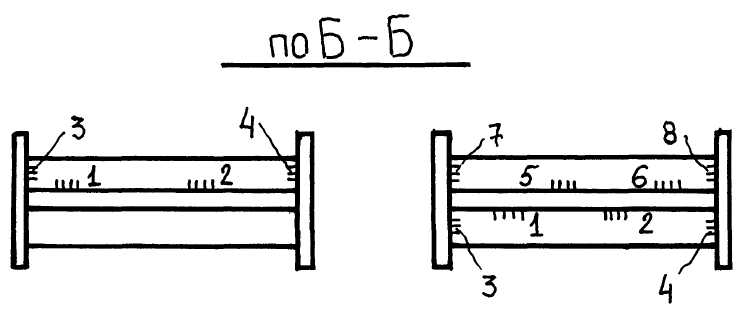
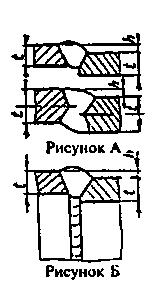
مفاصل بعقب من الأوراق عادة ما يتم تنفيذها اللحام الآليالمرور تحت التدفق على الرفوف والحوامل المزودة بوسادات تدفق ثابتة ومحمولة (الشكل 7) علاوة على ذلك ، يتم تنفيذ بداية ونهاية التماس على شرائط الإدخال والإخراج.
الشكل 7 وسادات التدفق للحام المفاصل بعقب: أ ، ب - محمول ، ج ، د - ثابت.
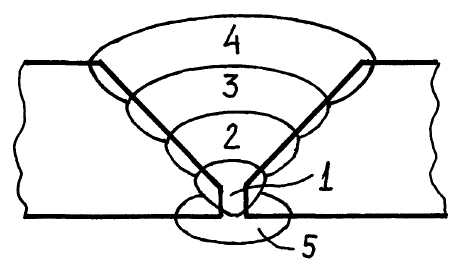
بالنسبة إلى اللحام التناكبي على الوجهين والمتعدد الممرات للصفائح بدون أخاديد أو بأخاديد على شكل حرف V وعلى شكل X ، عند إجراء العملية في تمريرين (واحد على كل جانب) أو في عدة تمريرات على جانب واحد أو جانبين ، يجب استيفاء الشروط التالية:
لحام الممر الثاني من الجانب العكسي أو يجب إجراء اللحام بعد تنظيف جذر اللحام للممر الأول ؛
تنفيذ كل بكرة لاحقة لحام متعدد التمريراتأجريت بعد التنظيف من خبث الأسطوانة السابقة ؛
يجب أن يوفر تسلسل اللحام متعدد الطبقات لوصلات الألواح ذات الأخدود على شكل X حواف 50-60 ٪ من الأخدود على جانب واحد ؛ تحويل اللوح بمقدار 180 0 ، ولحام الوصلة من جهة أخرى حتى عمق الأخدود الكامل ، والتحول بمقدار 180 0 والتعبئة النهائية للأخدود من الجانب الأول.
لحام مفاصل الزوايا والقنوات والعوارض والمشابك المنحنية . عملية إجراء اللحام اليدوي بالقوس أو اللحام شبه الأوتوماتيكي في ثاني أكسيد الكربون والأسلاك ذات القلب المتدفق.
الجدول 31
صنع اللحامات.
| تجميع (تجميع) |
||||||
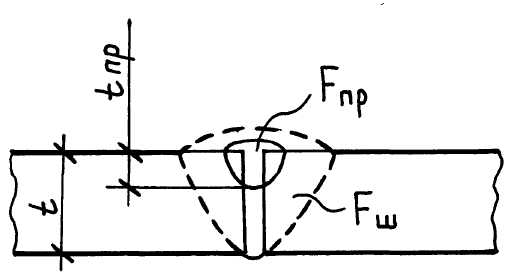
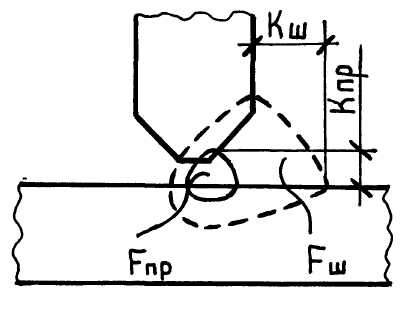
| العبث | على طول التماس |
F CR \ u003d 1 / 3-2 / 3F ث ؛ ر العلاقات العامة \ u003d 0.5-0.3 طن |
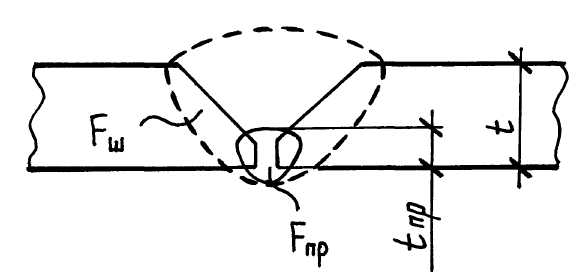
F PR \ u003d 1/3F ث ؛ ر العلاقات العامة \ u003d 0.3-0.5 طن |
|||
|
F PR \ u003d 1/3F ث ؛ ر العلاقات العامة \ u003d 0.3-0.5 طن ث |
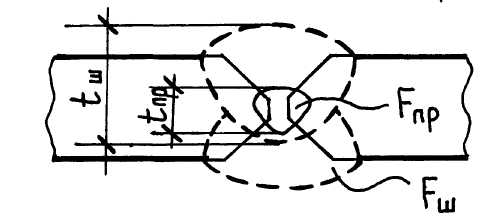
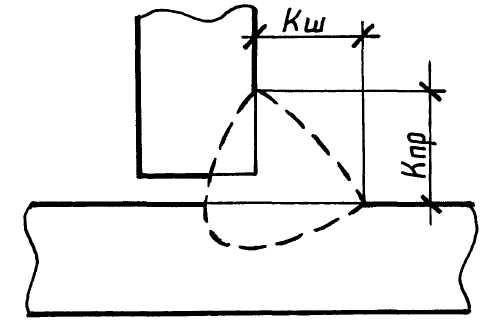
F CR = F w * ؛ ك pr \ u003d ك ث * |
K العلاقات العامة \ u003d 0.3-0.5K ث ؛ و العلاقات العامة \ u003d 1 / 3F ث |
||||
| بطول التماس |
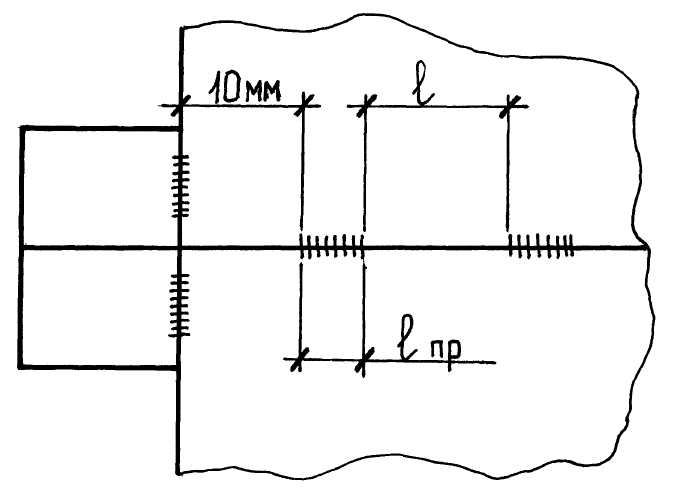
| طول تك لالعلاقات العامة \ u003d 4-5t ، ولكن لا تقل عن 50 مم للفولاذ مع ر< 440 МПа и не менее 100 мм для сталей с т 440МПа. المسافة بين المسامير ل= (30-40) طنًا ، لكن ليس أكثر من 500 مم للفولاذ ذي ر< 440 МПа. |
||||
|
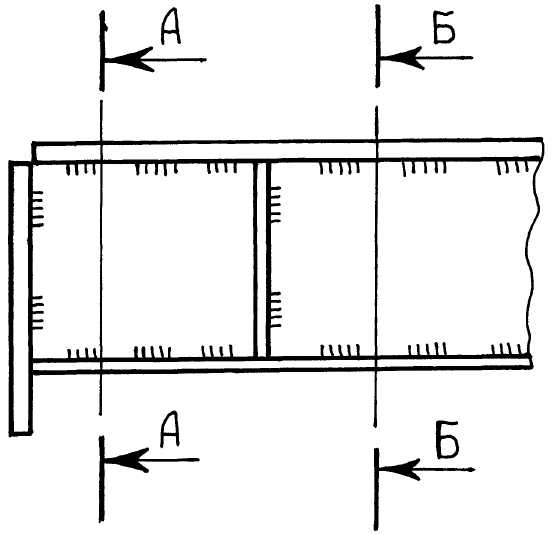
| عند تجميع جدار بشفة على شكل حرف T أو شفة على شكل I ، يجب وضع المسامير على جانب واحد من الجدار بين مسامير مصنوعة على الجانب الآخر من الجدار. |
|||||
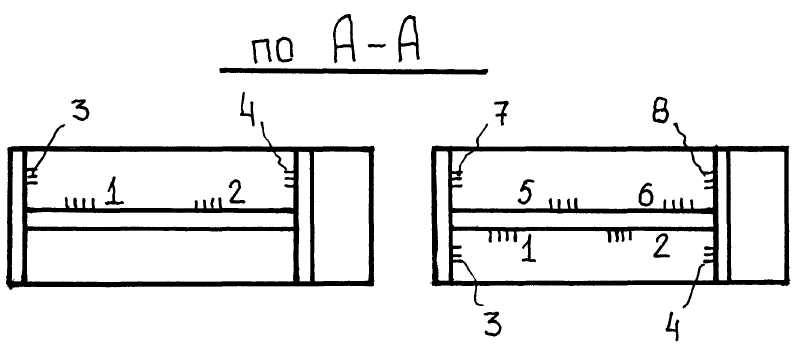
| تسلسل تك |
|
|
||||
يتبع الجدول 31
| عمل اللحامات على طول المقطع (عملية اللحام) |
||
| لحام ممر واحد | ||
| اللحامات بعقب |
||
|
| ||
|
| ||
|
|
|
|
|
|
|
|
| قطع شرائح اللحمه |
||
|
| وضع أسفل
« |
« |
| وضع القاع
« |
« |
|


 في القارب"
في القارب"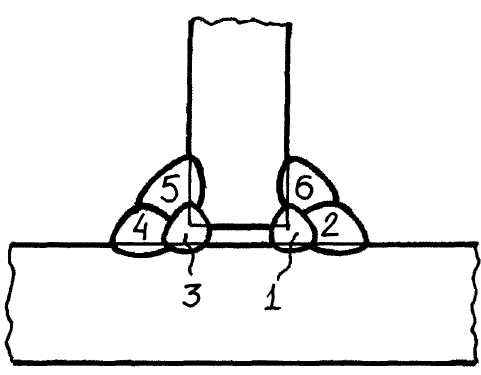
 في القارب"
في القارب"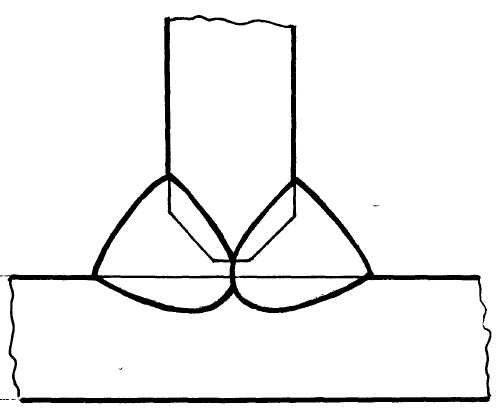
 في القارب"
في القارب"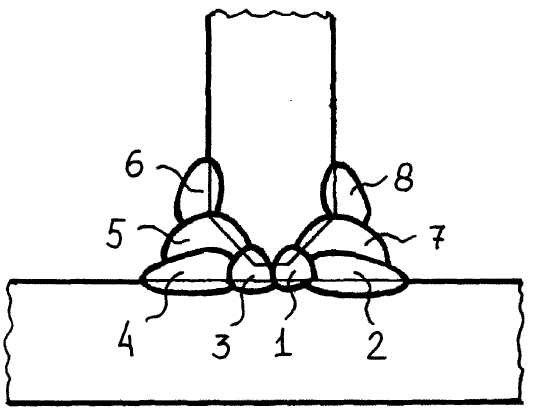
 في القارب"
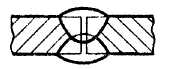
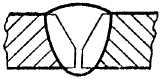
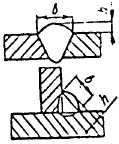
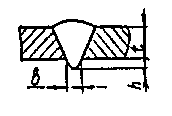
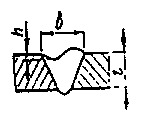
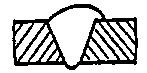
في القارب"من الأهمية بمكان لتقليل الضغوط والتشوهات الداخلية أثناء لحام القنوات والعوارض مراعاة التسلسل الصحيح للخياطة واتجاه اللحام. في المفاصل (الشكل 8) ، أولاً وقبل كل شيء ، الجدران ملحومة ، ثم الرفوف. يتم إجراء لحام المفاصل أولاً من جانب الشطب ، مما يؤدي إلى صهرها تمامًا ، ثم من الجانب الآخر. قبل وضع خط اللحام على الجانب الخلفي بإزميل هوائي أو عجلة صنفرة ، تتم إزالة الخبث والأزيز من الفجوة.
يتم إجراء اللحامات الملحومة للزوايا والقنوات والحزم والملفات الجانبية المنحنية المتصلة بواسطة التراكبات بالتسلسل الموضح في الشكل 8. يكون اتجاه اللحام في طبقات الجناح من المنتصف إلى حواف التراكبات.
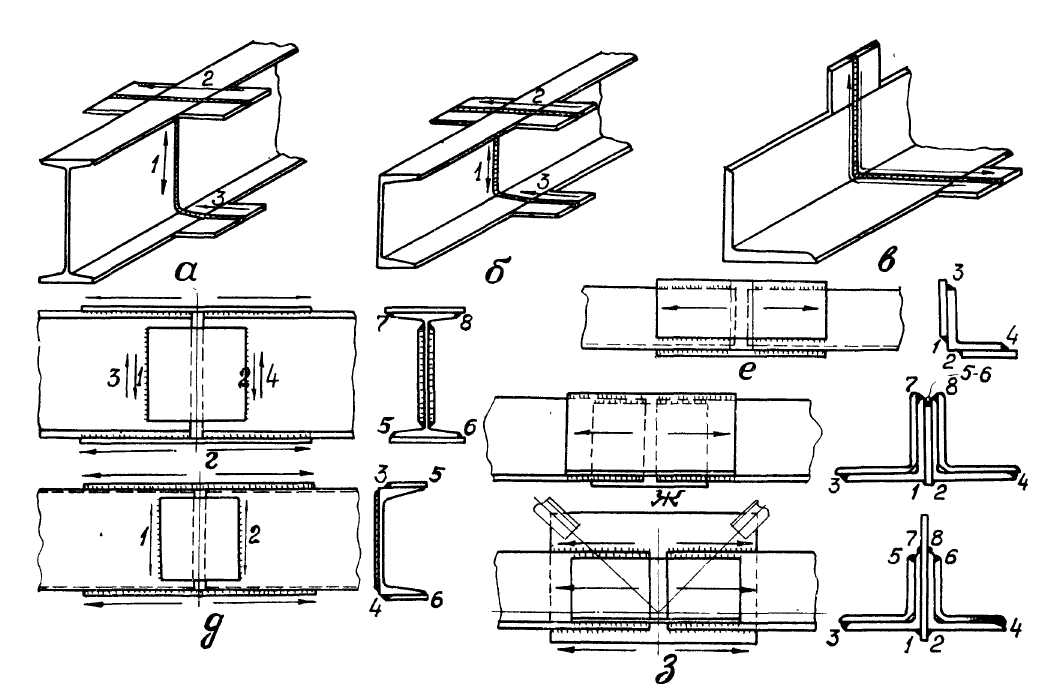
الشكل 8 لحام الوصلات التناكبية للمنتجات المعدنية المدرفلة:
أ ب ج- من طرف إلى طرف ؛ د ، ه ، و ، ز ، ح- تراكبات → - اتجاه اللحام. 1-8 - تسلسل الخياطة.
اللحام التناكبي للأنابيب غير الملحومة المدلفنة على الساخن والأنابيب الملحومة كهربائيًا. في مصانع الصلب بناء الهياكللهذا الغرض ، غالبًا ما يتم استخدام اللحام اليدوي وشبه الأوتوماتيكي على حلقة الدعم.
الأنابيب ذات القطر الصغير - حتى 200 مم - ملحومة على الرفوف ، والمواسير ذات القطر الكبير - حتى 530 مم - ملحومة بشكل أساسي بواسطة أجهزة نصف آلية باستخدام حوامل أسطوانية. تكون اللحامات في مثل هذه الأنابيب في معظم الحالات متعددة الطبقات وتتطلب تنفيذًا دقيقًا. يجب إيلاء اهتمام خاص لحام الطبقة الأولى. عند تطبيق الطبقات المتبقية ، من الضروري تنظيف كل طبقة من طبقات اللحام تمامًا من الخبث ، مما يضمن اندماجها بينها وبين حواف المعدن الأساسي.
ترتبط الصعوبة الرئيسية في اللحام بعقب اللحام للأنابيب المدرفلة على الساخن والأنابيب الملحومة بالكهرباء بقطرها الصغير ، بسبب تدفق المعدن المنصهر والتدفق لأسفل على سطح الأنبوب ، مما يؤدي إلى ترهل. لمنع حدوث ذلك وتحقيق تكوين جيد للدرز ، يجب إجراء اللحام شبه الأوتوماتيكي والأوتوماتيكي في أوضاع مخفضة بسلك 2 مم ، ويجب إزاحة نهاية سلك القطب من ذروة في النطاق من 10 إلى 30 مم في الاتجاه المعاكس لدوران الأنبوب.
يمكن لحام الأنابيب التي يزيد قطرها عن 400 مم عن طريق اللحام الآلي وفقًا للمتطلبات المذكورة أعلاه. للقيام بذلك ، يتم وضع جرار اللحام على منصة خاصة - فوق الوصلة الملحومة. نظرًا للإزاحة المحورية المحتملة للأنبوب أثناء دورانه أثناء اللحام ، من الضروري مراقبة اتجاه سلك القطب على طول محور المفصل وتصحيحه باستمرار.
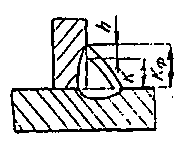
لحام عوارض I المركبة. تتميز عوارض I المركبة بوجود طبقات بطول كبير ومقطع عرضي كبير. لذلك ، يوصى باستخدام اللحام القوسي المغمور الأوتوماتيكي بلحام "القارب" للحام الحزام.
من أجل تجنب التشوهات الكبيرة المتبقية في المقاطع I - الانحناء والانحناء ، يوصى بلحام جميع لحامات الحزام في اتجاه واحد واتباع ترتيب تطبيقها الموضح في الشكل 9.
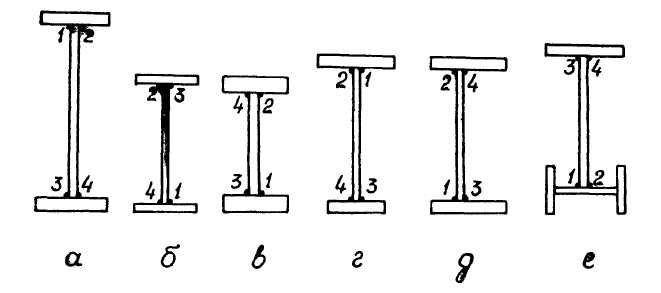
التين .9 تسلسل اللحام لدرزات حزام الحزم I:
أ - عوارض متناظرة ذات ارتفاع كبير ؛ ب - عوارض متناظرة ذات ارتفاع صغير مصنوعة من الصفائح المعدنية الرقيقة ؛ ج - عوارض متناظرة ذات ارتفاع صغير مصنوعة من صفائح معدنية سميكة ؛ ز - عوارض ذات حزام علوي متطور ؛ د - عوارض غير متماثلة ؛ ه - الحزم ذات الحزام المركب أو السميك ؛ 1-4 - تسلسل الخياطة.
مع اللحام الأوتوماتيكي "في القارب" ، يتم تطبيق لحامات الشرائح في مسار واحد بساق تصل إلى 16 مم شاملة ، مع لحام يدوي - حتى 10 مم ، ولحام نصف أوتوماتيكي - حتى 12 مم.
في عوارض المدرج المصممة للرافعات الثقيلة ، يلزم الاندماج المستمر للشبكة مع الوتر العلوي. يتم توفير الاختراق المستمر للجدار دون شطب بسمك معدني يصل إلى 14 مم شاملاً عن طريق اللحام التلقائي ، مع 8-14 مم - نصف أوتوماتيكي.
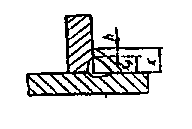
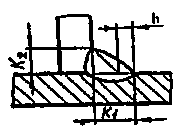
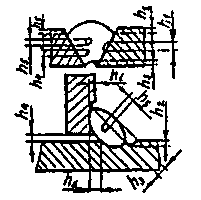
لزيادة عمق الاختراق ، يجب عمل درزات الخصر مع الاختراق المستمر للجدار في "قارب غير متماثل" (الشكل 10). في هذه الحالة ، يتم تثبيت الشعاع بميل 30 درجة على المحور الأفقي.
التين .10 لحام طبقات حزام الحزم في "قارب غير متماثل":
أ - تركيب شعاع للحام ؛ ب - نوع الوصلة الملحومة والدرزات ؛ 1 - الزنمة المائلة ؛ 2 - شعاع ملحوم 3 - قطب كهربائي.
لحام عوارض الرافعة وأعمدة الصفائح ذات المقطع الصلب.يتم تصنيع هذه الهياكل باستخدام قضبان قسم I سابقة التجميع والملحومة. لذلك ، فإن الأجزاء المثبتة على القضيب فقط هي التي تخضع للحام: مواد التقوية واللوحات الطرفية وألواح القاعدة في عوارض الرافعة ، وأجزاء من وحدات تحكم الرافعة وحذاء الدعم الذي يؤطر حواف الفتحات في الأعمدة. ويرجع ذلك إلى حقيقة أن طبقات كل هذه لا يمكن الوصول إلى الأجزاء لاستخدام الآلات ، وهي ملحومة عن طريق لحام القوس المغمور شبه الأوتوماتيكي ، في ثاني أكسيد الكربون والأسلاك ذات التدفق المتدفق ، الموضوعة في فلاتر أو على رفوف.
عند لحام عوارض الرافعة ، يكون اتجاه وترتيب الخياطة مهمين.
تسلسل اللحامات عند لحام عوارض الرافعة:
يتم لحام الأضلاع المستعرضة بالجدار العمودي في الاتجاه من الحزام العلوي إلى الحزام السفلي ؛
الأضلاع الطولية ملحومة ، بدءًا من الأسفل ، في الاتجاه من الوسط إلى الحواف ؛
نهايات الأضلاع ملحومة في الاتجاه من الجدار: أولاً ، نهايات الأضلاع المستعرضة والطولية مع بعضها البعض ، وبعدها - نهايات الأضلاع المستعرضة إلى الوتر العلوي. يوصى بأن يتم لحام أطراف كل زوج من أدوات التقوية بالتناوب ، بدءًا من الجانب الذي تم فيه لحام الدعامات بالجدار العمودي ثانيًا.
عند لحام الأعمدة ، يكون ترتيب العمليات أيضًا ذا أهمية كبيرة.
تسلسل اللحامات عند لحام أعمدة ناتئ:
جميع الأجزاء ملحومة ، باستثناء وحدة الرافعة على طول عمود العمود ، ويتم لحام اللحامات التي يزيد طولها عن 500 مم من منتصف الجزء إلى الحواف ؛
يتم لحام لوحات المفاتيح بدورها ، ويتم تثبيت اللحامات بشكل متماثل - متساوية تقريبًا في الطول بالتناوب على واحدة ثم على وحدة التحكم الأخرى. يجب أن يؤخذ في الاعتبار أنه في الأعمدة التي تحتوي على وحدة رافعة واحدة ، أولاً وقبل كل شيء ، يتم لحام الأضلاع بالجدار في اتجاه الوتر ، حيث لا توجد وحدة تحكم ، ونهايات الأضلاع لهذا الوتر. ثم يتم لحام جميع اللحامات الأخرى. أخيرًا ، وحدة التحكم ملحومة.
يرد الإجراء الخاص بعقب اللحام ولحامات اللحام على طول القسم في الجدول 31.
يرد مثال لملء الأعمدة 9 ، 10 ، 11 من ورقة التدفق عند لحام شعاع I في الملحق 3.
10. مراقبة العمليات
تنظيم مراقبة الجودة في التصنيع والبناء الهياكل المعدنيةيتضمن الأنواع التالية من التحكم:
إدخال- فحص الجودة والامتثال لمعايير المواد المكونة والفراغات ، بما في ذلك فئة ودرجة الفولاذ ، مستهلكات اللحاموإلخ.
التشغيل- التي يتم فيها التحقق أبعاد هندسيةالقوالب والموصلات وغيرها من الملحقات ؛ المعلمات الهندسية لقطعة العمل بعد المعالجة الآلية وتجميع عناصر اللحام والموقع والأبعاد وجودة اللحامات والمفاصل ؛ المعلمات الهندسية للعنصر الهيكلي المجمع واللحام ؛ جودة الطلاءات المضادة للتآكل.
قبول- مراقبة واختبار التصميم والقبول الدوريين.
تظهر الخريطة التكنولوجية فقط نتائج التحكم التشغيلي. ولكن ، عند تجميعها ، من الضروري أيضًا صياغتها في الملاحظات المتطلبات العامةللتحكم في بيان قائمة العيوب غير المقبولة. في العمود 12 من الخريطة التكنولوجية ، من الضروري توفير ما يلي لكل عملية:
نوع السيطرة
نطاق السيطرة
العيوب المسموح بها وعددها وحجمها (بناء على تعليمات المعلم لوصلة واحدة أو أكثر).
أنواع ونطاق التحكم في الهياكل المعدنية الملحومة وفقًا لـ GOST 23118-99 مذكورة في الجدول 32. ويترتب على ذلك أن نوع ونطاق التحكم يعتمدان على نوع الوصلات الخاضعة للرقابة.
اعتمادًا على التصميم وظروف التشغيل ودرجة المسؤولية ، اللحامات وصلات ملحومةتنقسم إلى 12 نوعًا وفئة الأول والثاني والثالث ، والتي تحدد عالية ومتوسطة و مستوى منخفضجودة. وترد خصائص الفئات ومستويات الجودة في الجدولين 33 و 34.
باستخدام بيانات هذه الجداول ، قم بملء عمود "التحكم التشغيلي" والملاحظات على الخريطة التكنولوجية بقائمة من العيوب غير المقبولة.
ويرد مثال لملء عمود "التحكم التشغيلي" في الملحق 3.
الجدول 32
طرق ونطاق التحكم التشغيلي وفقًا لـ GOST 23118-99
| طريقة التحكم GOST | نوع اللحامات التي يتم التحكم فيها وفقًا للجدول 1 | نطاق السيطرة | ملاحظات |
| بصري وقياس | يجب صياغة نتائج التحكم في اللحامات من الأنواع 1-5 وفقًا للجدول 33 في بروتوكول |
||
| فوق صوتي ، GOST 14782 أو التصوير الشعاعي ، GOST 7512 | |||
| باستثناء الحجم المقدم لأنواع اللحامات 1 و 2 |
|||
| الاختبارات الميكانيكية ، | يجب تحديد نوع الاتصالات الخاضعة للرقابة ونطاق التحكم ومتطلبات الجودة في وثائق المشروع ، مع مراعاة متطلبات الفقرة 4.10.2 من GOST 23118-99 |
||
| ملاحظات 1 يجب الإشارة بشكل إضافي إلى طرق ونطاق التحكم في الوصلات الملحومة في الوحدات ذات الصلابة المتزايدة ، حيث يزداد خطر التشقق ، في وثائق التصميم. 2 في الهياكل والتجمعات التي تتميز بخطر تكوين شقوق باردة وطبقات في الوصلات الملحومة ، يجب إجراء مراقبة الجودة في موعد لا يتجاوز يومين بعد الانتهاء أعمال اللحام. |
|||
الجدول 33
| نوع طبقات المفاصل وخصائص الظروف استغلالهم |
|
| أنا - عالية | 1. اللحامات التناكبية المستعرضة ، إدراك ضغوط الشد p ≥ 0.85R y. (في الحبال المشدودة وجدران الحزم وعناصر الجمالون وما إلى ذلك). 2. طبقات نقطة الإنطلاق والزاوية ومفاصل اللفة والعمل على الفصل ، مع ضغوط شد تعمل على العنصر المرفق р ≥ 0.85 R y ، وعند إجهادات القص في اللحامات w ≥ 0.85 R wf , 3. اللحامات في الهياكل أو عناصرها التي تنتمي إلى المجموعة الأولى وفقًا لتصنيف SNiP II-23-81 * ، وكذلك في هياكل المجموعة الثانية في المناطق المناخية للبناء مع درجة حرارة تصميم أقل من 40 درجة تحت الصفر C (باستثناء الحالات المخصصة للأنواع 7-12) |
| الثاني - متوسط | 4. اللحامات بعقب عرضية ، إدراك ضغوط الشد 0.4R y ≤ р< 0,85R y , а также работающие на отрыв швы тавровых, угловых, нахлесточных соединений при растягивающих напряженииях, действующих на прикрепляемый элемент р < 0,85R y , и при напряжениях среза в швах уш < 0,85 R wf (кроме случаев, отнесенных к типу 3). 5. لحامات شرائح محسوبة ، إدراك إجهادات القص w ≥ 0.85 R wf ، والتي تربط العناصر الهيكلية الرئيسية للمجموعتين الثانية والثالثة (باستثناء الحالات المصنفة على أنها من النوعين 2 و 3). 6. اللحامات التناكبية الطولية ، إدراك ضغوط الشد أو القص 0.4R ≤ < 0,85R. 7. لحامات شرائح طولية (متصلة) في العناصر الهيكلية الرئيسية للمجموعتين الثانية والثالثة ، مع ملاحظة ضغوط الشد (طبقات حزام عناصر المقطع المركب ، اللحامات في عناصر الجمالون المشدودة ، إلخ). 8. لحامات تناكبية وشرائح ، وربط مجمعات عقدية ، وتقوية ، وتوقفات ، وما إلى ذلك بالمناطق الممتدة للعناصر الهيكلية الرئيسية. |
| الثالث - منخفض | 9. اللحامات بعقب عرضية ، إدراك الضغوط الانضغاطية. 10. اللحامات التناكبية الطولية وربط لحامات الشرائح في العناصر الهيكلية المضغوطة. 11. اللحامات التناكبية والشرائح لربط ألواح التقوية بأعضاء الهيكلية المضغوطة. 12. اللحامات التناكبية والشرائح في العناصر الهيكلية المساعدة (هياكل المجموعة الرابعة) |
| عنوان تفسيري: p - إجهاد الشد لمعدن اللحام ؛ راي - مقاومة تصميم الفولاذ للتوتر والضغط والانحناء من حيث قوة الخضوع ؛ br - إجهاد مماسي لمعدن اللحام فيليه ؛ RWF - مقاومة تصميم لحامات الشرائح للقص (الشرطي) لمعدن اللحام ؛ - إجهاد معدن اللحام ؛ ص - المقاومة المحسوبة لمعدن اللحام. |
|
الجدول 34
العيوب المسموح بها وفقًا لـ GOST 23118-99
| اسم العيوب | خصائص العيوب حسب الموقع والشكل والحجم | العيوب المسموح بها حسب مستويات الجودة |
|||
| 1 شقوق | الشقوق بكافة أنواعها وأحجامها واتجاهاتها | غير مسموح |
|||
| 2 المسام والمسامية | الحد الأقصى لمساحة المسام الإجمالية من منطقة التماس المتوقعة في منطقة التقييم * | ||||
| بعقب اللحام | |||||
| خط الزاوية ، | |||||
| ولكن ليس أكثر | |||||
| 3 تراكم المسام | الحد الأقصى لمساحة المسام الإجمالية من منطقة منطقة اللحام المعيبة ** أكبر مقاسمسام واحدة: بعقب اللحام خط الزاوية ، ولكن ليس أكثر المسافة بين العناقيد | ||||
| 4 ـ تجاويف غازية ونواسير | عيوب طويلة | غير مسموح |
|||
| عيوب قصيرة: بعقب اللحام لحام شرائح الحجم الأقصى لتجويف الغاز أو الناسور | |||||
| 5 شوائب الخبث | عيوب طويلة | غير مسموح |
|||
| عيوب قصيرة: بعقب اللحام لحام شرائح الحد الأقصى لحجم التضمين | |||||
| 6 ادراج معادن أخرى | شوائب معدنية أجنبية | غير مسموح |
|||
| 7 ـ قلة الانصهار وقلة الاندماج | عيوب طويلة | غير مسموح |
|||
| فواصل قصيرة: بعقب اللحام لحام شرائح المسافة بين العيوب | غير مسموح | الأعلى. 2 مم |
|||
| غير الانصهار | غير مسموح |
||||
تابع الجدول 34
| 8 نقص الانصهار (اختراق غير كامل) |
| غير مسموح | ||
| عيوب قصيرة: |
||||
| الأعلى. 4 ملم |
||||
| 9 إزالة غير مرضية في اتصال نقطة الإنطلاق | خلوص زائد أو غير كاف بين الأجزاء
يمكن تعويض تجاوز الفجوة في بعض الحالات عن طريق زيادة ساق التماس | ح< 0,5мм +0,1 К Макс.2мм | ح ≤ 0.5 مم + 0.15 ك كحد أقصى 3 مم | الأعلى. 4 ملم |
| 10 جروح | يجب أن تكون الخطوط العريضة للتخفيضات سلسة
| |||
| 11. التحدب الزائد: بعقب اللحاملحام شرائح | يجب أن يكون الانتقال من خط اللحام إلى المعدن الأساسي سلسًا
| الأعلى. 10 ملم الأعلى. 5 ملم |
||
تابع الجدول 34
| 12 تمديد ساق اللحام فيليه | لا يعد تجاوز الساق لمعظم لحامات الشرائح سببًا للرفض
| 0.1 كيلو كحد أقصى 2 مم | 0.15 كيلو كحد أقصى .3 ملم | 0.2 كيلو كحد أقصى. الأعلى. 5 ملم |
||
| 13 تقليل ساق اللحام فيليه |
| العيوب الطويلة غير مسموح بها |
||||
| عيوب قصيرة: |
||||||
| ح< 0,3 мм+0,1 К |
||||||
| الأعلى. 2 مم |
||||||
| 14 تحدب الجذر | الاختراق المفرط لجذر الشوكة
| الأعلى. 5 ملم |
||||
| 15 مزج الحافة الخطية |
| الصورة أ - صفائح ودرزات طولية |
||||
| الأعلى. 5 ملم |
||||||
| الصورة ب - اللحامات المحيطية |
||||||
| الأعلى. 4 ملم |
||||||
| 16 ملء غير مكتمل للأخاديد (تقعر التماس) * | يجب أن يكون الانتقال من خط اللحام إلى المعدن الأساسي سلسًا
| العيوب الطويلة غير مسموح بها |
||||
| عيوب قصيرة: |
||||||
| ماكس 0.5 ملم | الأعلى. 2 مم |
|||||
| 17 عدم تناسق اللحام فيليه | تباين لحام القطع ، إذا لم يتم توفيره بواسطة وثائق العمل
| |||||
تابع الجدول 34
| 18 تقعر جذر التماس ، وشد | يجب أن يكون الانتقال من التماس إلى المعدن سلسًا
| |||
| 19 عرام |
| غير مسموح |
||
| 20 إعادة تشغيل ضعيف للقوس | التفاوت الموضعي لسطح اللحام عند نقطة إعادة اشتعال القوس | غير مسموح | مقبول |
|
| 21. حرق أو صهر المعادن الأساسية بقع من علامات الاحتكاك المعدني المنصهر على الأسطح المعدنية | الضرر المحلي بسبب اشتعال القوس خارج خط اللحام التصاق ترشيش على سطح المعدن الضرر الذي يلحق بالسطح بسبب إزالة التركيبات المؤقتة | |||
| علامات الطحن والقطع ترقق المعادن | الأضرار المحلية بسبب الطحن والقطع تقليل سماكة المعدن بسبب الطحن | غير مسموح به بدون تصحيح |
||
| 22 مجموع العيوب وفقًا لـ المقطع العرضيالتماس | أقصى ارتفاع إجمالي للعيوب القصيرة ∑h: س 1 + س 2 + س 3 + س 4 + س 5 + س 6 ≤ س
| لـ S ≤ 10 مم ، K 8 مم |
||
| لـ S> 10 مم. K> 8 ملم |
||||
| 0.2 كيلو كحد أقصى. | ||||
| * تساوي منطقة إسقاط اللحام على مستوى موازٍ لسطح المفصل ناتج عرض وطول اللحام في المنطقة المعيبة المقدرة. ** تُحسب المساحة الإجمالية لتراكم المسام كنسبة مئوية من المساحة الأكبر لمنطقتين: السطح المحيط بجميع المسام ، أو الدائرة التي يبلغ قطرها مساويًا لعرض اللحام. ملاحظات: 1 العيوب الطويلة هي عيب واحد أو أكثر بطول إجمالي يزيد عن 25 مم لكل 100 مم من المفصل ، أو 25٪ على الأقل من طول المفصل الذي يقل عن 100 مم ؛ 2 العيوب القصيرة هي عيب واحد أو أكثر بطول إجمالي لا يزيد عن 25 مم لكل 100 مم من المفصل ، أو بحد أقصى 25٪ من طول المفصل أقل من 100 مم. 3 أسطورة: S - السماكة الاسمية للحام التناكبي ، مم ؛ ك - القيمة الاسمية لساق اللحام فيليه ، مم ؛ ب - السماكة الفعلية للحام التناكبي ، مم ؛ K f - القيمة الفعلية لساق اللحام ، مم ؛ ر - سمك المعدن ، مم ؛ د - قطر المسام ، مم ؛ h هو حجم (ارتفاع أو عرض) العيب ، مم ؛ L هي المسافة بين العيوب أو المناطق المعيبة ، مم. |
||||
ملحق 1
1.1 مثال المهمة
يتم لحام عقد المزرعة بالتسلسل - من منتصف المزرعة إلى العقد الداعمة. أولاً ، يتم إجراء اللحامات بعقب ، ثم شرائح. إذا كانت اللحامات من أقسام مختلفة ، فسيتم تطبيق الخيوط الأولى مع قسم كبير ، ثم بقسم أصغر. أثناء التجميع ، يتم لصق كل عنصر بخيط بطول 30-40 مم. لا يتم إجراء الغرز المتقاربة على الفور. أولاً ، يُسمح بتبريد مساحة المعدن الأساسي حيث سيتم تطبيق خط اللحام المتقارب. سيؤدي ذلك إلى تقليل ارتفاع درجة حرارة المعدن وتشوه البلاستيك. يتم وضع نهايات اللحامات (الخاصة) الطولية في نهاية العنصر الملحوم بطول 20 مم ، مما يضمن قوة الوصلات الملحومة. (انظر الشكل 2.4.1)
الشكل 2.4.1. طول التماس الطولي.
عند لحام أجزاء الجمالون ، يتم استخدام الأنواع التالية من الوصلات:
مفصل اللفة مع لحام كفاف الزاوية أقوى وأكثر صلابة (الشكل 2.4.2).
يُنصح بعبور أرفف الزوايا بشكل عمودي على الطائرة
روابط. من أجل تجنب ظهور لحظات الانحناء وعزم الدوران غير الضرورية في القضبان ، يُنصح بتوصيل عناصر الجمالون بحيث تتقاطع خطوط مراكز الانحناء للأقسام عند نقطة واحدة.
الاتصال مع الرفوف التي تواجه نفس الاتجاه أكثر إحكاما (انظر الشكل 2.4.3).
عقدة تروس مع وشاح - يتم تعزيز صلابة الاتصال بالأوشحة.
الاتصال بالأوشحة المزيفة أقوى بكثير وأكثر صلابة (الشكل 2.4.4)
الشكل 2.4.4. عقدة المزرعة مع وشاح.
مجموعة الجمالون مع تراكب: إلى قضيب الجمالون الأفقي ، الذي يمثل شعاع I في المقطع العرضي ، يتم لحامه بقطعتين قطع شرائح اللحمه 1 تمديد.
بطول التماس يزيد عن 500 مم ، يتم تطبيقها بطريقة متدرجة عكسية.
يتم تثبيت قضيبين ، كل منهما يتكون من زاويتين ، على الامتداد وربطهما بطريقة تتقاطع فيها المحاور الهندسية للقضبان والشعاع عند نقطة واحدة. أولاً ، يتم تطبيق اللحامات الأمامية 2 ، ثم الخاصرة 3 و 4 ، حيث يجب أن يكون اتجاه اللحام من خط أماميإلى حواف الامتداد. لتجنب تشويه الامتداد ، يجب تطبيق الدرزتين 3 و 4 في وقت واحد على جانبي الامتداد أو بالتناوب على جانب والآخر (انظر الشكل 5.5).
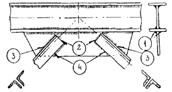
الشكل 2.4.5. عقدة تروس مع التمديد.
يتم وضع نهاية التماس الطولي في نهاية العنصر المراد لحامه لمدة طويلة ، ويتم استخدام مجموعة الجمالون مع الحشية في الحالة عندما يتكون المقطع العرضي لجميع القضبان من عناصر مقترنة - زوايا أو قنوات. ترتبط العناصر المزدوجة من القضبان مع فجوة يتم إدخال حشية فيها. أولاً ، يتم لحام قضيب أفقي في الحشية باستخدام الدرزتين 1 و 2. ويوصى بإجراء اللحام في نفس الوقت على جانبي الحشية بواسطة اثنين من اللحام. ثم يتم لحام العمود الرأسي بنفس الطريقة ، ثم عمودان مائلان.
إرسال عملك الجيد في قاعدة المعرفة أمر بسيط. استخدم النموذج أدناه
سيكون الطلاب وطلاب الدراسات العليا والعلماء الشباب الذين يستخدمون قاعدة المعرفة في دراساتهم وعملهم ممتنين جدًا لك.
استضافت في http://www.allbest.ru
وزارة التعليم والعلوم في الاتحاد الروسي
مؤسسة تعليمية تابعة لميزانية الدولة الفيدرالية
التعليم المهني العالي
"جامعة ولاية تيومين للنفط والغاز"
مكتوبفحصوظيفة
حول الموضوع:
« التجميع واللحامالمزارع»
تيومين ، 2015
1. ميزة المنتج
2. المواد المطلوبة للعمل
3. المعدات والأدوات والتجهيزات والمخزون
5. تقنية التماس
6. اختيار طريقة اللحام
7. متطلبات جودة العمل المنجز
8. تنظيم مكان العمل
9. ممارسات العمل الآمن
فهرس
1. ميزة المنتج
الجمالون عبارة عن هيكل شبكي - نظام من قضبان مصنوعة من منتجات ملفوفة ملفوفة أو أنابيب متصلة في العقد بطريقة تجعل القضبان تتعرض للتوتر أو الانضغاط ، وأحيانًا الانضغاط مع الانحناء الطولي. تستخدم الجملونات الملحومة المعدنية على نطاق واسع في تشييد المباني الصناعية والمدنية والجسور والصواري والأبراج ، إلخ. ويرجع ذلك إلى القوة والصلابة العالية للدعامات والتكلفة المنخفضة للمعادن لتصنيعها.
الشكل 1.1. مزرعة
تتكون المزرعة من عناصر: حزام ، رف ، دعامة ، شوكة (دعامة داعمة).
2. المواد المطلوبة للعمل
تم اختيار المعدن المدلفن من أجل لحام الجمالون أنبوب الملف الشخصي 50 × 25 مم فولاذ 09G2S. جدار الأنبوب 1.12 مم ، الطول - 6.12 م.
09G2S الصلب - هيكل منخفض سبيكة ل أعمال اللحام. 09G2S - الفولاذ الذي يمكن لحامه دون قيود ، ولا يتطلب تسخين ومعالجة حرارية لاحقة أثناء اللحام ، وهو غير حساس للقطيع وغير عرضة للتهدئة.
التركيب الكيميائي في الفولاذ٪ 09G2S:
الدرجات التالية مناسبة لحام الجمالون سلك لحام: Sv-08GS، Sv-08G2S، Sv-18HGS. ل اللحام شبه الأوتوماتيكيفي ثاني أكسيد الكربون (CO 2) ، استخدم سلك لحام ، ويفضل أن يكون مطليًا بالنحاس ، بقطر 0.6-1 مم ؛ كما يجب عدم استخدام أسلاك اللحام الصدئة والمثنية.
عند اللحام ، يتم استخدام الأسلاك Sv-08G2S-O. يحمي طلاء النحاس السلك من الأكسدة ويحسن العرض الحالي.
الخصائص الرئيسية لـ Sv-08G2S-O:
يتم إنتاج السلك بقطر 0.8 ؛ 1.0 ؛ 1.2 ؛ 1.4 ؛ 1.6 ؛ 2.0 ؛ 2.5 ؛ 3.0 ؛ 3.8 ؛ 4.0 ؛ 5.0 مم ؛
المعالجة السطحية: غير مطلي ، مطلي بالنحاس ، مصقول (التشحيم المتبقي أقل من 0.03٪) ، سلك مصقول كيميائياً ؛
واقية من الغاز - ثاني أكسيد الكربون أو خليط من Ag-80٪ و CO؟ -20٪ ؛
نوع التيار: قطبية عكسية ثابتة.
الغاز الواقي في هذا اللحام هو ثاني أكسيد الكربون (CO 2).
ثاني أكسيد الكربون نشط ، مما يعني أنه يحمي منطقة اللحام من الهواء ، أو يذوب في المعدن السائل ، أو يدخل في تفاعل كيميائي معه.
ثاني أكسيد الكربون عديم اللون وله رائحة خفيفة وله خصائص مؤكسدة واضحة وقابل للذوبان في الماء بدرجة عالية. إنه أثقل بمقدار 1.5 مرة من الهواء ، ويمكن أن يتراكم في غرف سيئة التهوية ، في الآبار ، والحفر. أنابيب اللحام تروس
لتقليل رطوبة ثاني أكسيد الكربون ، يوصى بتثبيت الأسطوانة مع الصمام لأسفل وبعد 1-2 ساعة افتح الصمام لمدة 8-10 ثوانٍ لإزالة الماء. قبل اللحام بشكل طبيعي اسطوانة مثبتةإطلاق كمية صغيرة من الغاز لإزالة الهواء المحاصر. الحديد الزهر ، والكربون المنخفض والمتوسط ، والفولاذ الهيكلي المقاوم للتآكل منخفض السبائك ملحومة بثاني أكسيد الكربون. لون البالون أسود والنقش أصفر.
يستخدم ثاني أكسيد الكربون في الدليل لحام القوسعلى متغير و العاصمةغير مبال المواقف المكانيةالهياكل الحرجة المصنوعة من الكربون و سبائك الصلب منخفضةبقوة قياسية تصل إلى 500 ميجا باسكال.
3. المعدات والأدوات والتجهيزات والمخزون
بالنسبة إلى لحام الجمالون ، من المنطقي أكثر استخدام اللحام شبه الأوتوماتيكي في ثاني أكسيد الكربون. من الناحية الهيكلية ، تتكون آلة اللحام شبه الأوتوماتيكية من مصدر طاقة (مقوم) ومغذي سلك لحام ، مصنوع في غلاف واحد أو منفصل ، ومجهز بشعلة لحام (الشكل 3.1). المبدأ الأساسي للحام MIG / MAG شبه الأوتوماتيكي هو أن السلك المعدني أثناء اللحام يتم إدخاله في منطقة اللحام من خلال شعلة اللحام ويذوب في قوس كهربائي. يلعب سلك اللحام في هذه الطريقة دورًا مزدوجًا - فهو قطب كهربي موصل ويعمل كمواد حشو.
أرز. 3.1 وحدة تغذية الأسلاك من نوع الدفع الأساسي مع شعلة تقليدية
قائم على ميزات التصميمتستخدم معدات اللحام شبه الأوتوماتيكي في ثاني أكسيد الكربون جهاز Sputnik شبه الأوتوماتيكي. تولد وحدة الإمداد بالطاقة تيارًا متناوبًا تيار اللحام، يقوم مقوم الطاقة بتحويل التيار المتردد إلى تيار مباشر ، ويقوم الخانق بتنعيم التموجات الحالية بعد التحويل ، ويتم تشغيل وحدة التحكم وإيقاف تشغيل وحدة إمداد الطاقة ، والصمام الهوائي لتزويد منطقة اللحام والمغذي بغاز التدريع. يتم تشغيل خرطوم التحكم على وحدة التحكم ويتم إجراء اللحام. تحتوي لوحة التحكم على جميع عناصر التحكم في الجهاز شبه التلقائي (باستثناء زر تشغيل الدائرة ، فهو على مقبض خرطوم التحكم): ضبط تغذية سلك القطب ، وضبط تيار اللحام والجهد ، وتشغيل الطاقة مفتاح تبديل ، مصباح إشارة (يوضح وجود الجهد) ، موصل عالمي لتوصيل التحكم في الخرطوم ، منفذ الكابل تيار عكسي(الجماهير).
يعتمد مبدأ تشغيل الجهاز شبه التلقائي على لحام المعادن في بيئة غاز واقية باستخدام قطب كهربائي قابل للاستهلاك.
يتم توفير قطب كهربائي وغاز التدريع تلقائيًا إلى موقع اللحام عن طريق خرطوم تحكم ، ويتم تحريك شعلة اللحام على طول خط اللحام يدويًا بواسطة عامل اللحام.
يتم ختم الرقم التسلسلي للجهاز شبه التلقائي على اللوحة الأمامية بالقرب من وحدة التغذية وعلى اللوحة الموجودة على اللوحة الخلفية. لا يوجد ختم للجهاز شبه التلقائي.
أثناء تشغيل الجهاز شبه الأوتوماتيكي ، من الضروري مراعاة وقت فترة العمل والتوقف المؤقت (PV) ، لأن. أثناء اللحام ، يتم تسخين المحث ومعدل الطاقة ومحول الطاقة ؛ عند تسخينها ، يمكن أن تفشل. وقت اللحام 3 دقائق. وقت التوقف (استراحة) دقيقتان.
أثناء التوقف ، يتم التبريد بسبب التهوية الطبيعية لوحدات الطاقة الخاصة بالجهاز شبه التلقائي من خلال فتحات التهوية الموجودة في العلبة.
بالنسبة للحام ، استخدم سلك لحام ، ويفضل أن يكون مطليًا بالنحاس ، بقطر 0.6-1 مم (مجموعة توصيل بقطر 0.8 مم) ؛ لا يمكن استخدام أسلاك اللحام الصدئة والمثنية. يحظر تحريك الجهاز شبه التلقائي بواسطة خرطوم التحكم. طريقة تنظيم تيار اللحام متدرجة.
الجدول 3.1. تحديد"سبوتنيك" شبه التلقائي:
|
تحديد |
||
|
جهد إمداد التيار الكهربائي ، الخامس |
||
|
أقصى تيار لحام للجهاز شبه التلقائي ، أ |
||
|
جهد التشغيل المقدر للجهاز شبه التلقائي ، V. |
||
|
أقصى وضع التشغيل PV ،٪ |
||
|
تردد إمداد الطاقة ، هرتز |
||
|
قطر السلك المستخدم ، مم |
||
|
سرعة مغادرة القطب ، م / دقيقة |
||
|
استهلاك الطاقة ، كيلوواط لا أكثر |
||
|
الوزن شبه التلقائي ، كجم |
||
إلا لحام شبه أوتوماتيكيلحام في ثاني أكسيد الكربون ينطوي على استخدام معدات إضافية- سخان ومزيل الرطوبة.
يتم استخدام السخان فقط عند اللحام بثاني أكسيد الكربون. يؤدي تبخر ثاني أكسيد الكربون السائل عند الاستهلاك العالي إلى انخفاض حاد في درجة الحرارة. تتجمد الرطوبة الموجودة في الغاز في المخفض. للسلامة ، يتم تشغيل السخان بواسطة تيار مباشر (20 فولت) أو تيار متناوب (36 فولت).
الشكل 3.2. السخان: 1 - مبيت ، 2 - غلاف ، 3 - ملف ، 4 - عزل حراري ، 5 - عنصر تسخين ، 6 - صامولة.
يمتص مزيل الرطوبة الرطوبة من ثاني أكسيد الكربون. متوفر بنسختين: الضغط العالي والمنخفض. يتم تركيب مجفف الضغط العالي قبل المنظم (المخفض) ، وبعده يتم تركيب مجفف الضغط المنخفض. المجفف هو هلام السيليكا أو جلايكول الألومنيوم. عن طريق التكليس في 250-300؟ مع هذه المواد يمكن استعادتها.
الشكل 3.3. مزيل الرطوبة: 1 - جلبة ، 2 - صمولة اتحاد ، 3 - زنبرك ، 4 - شبكة ، 5 - فلتر ، 6 - مادة تجفيف ، 7 - غسالة شبكية ، 8 - مبيت ، 9 - تركيب.
4. العملية التكنولوجية
1. تجهيز المعدن للحام:يتم تقطيع الفولاذ منخفض السبائك إلى قطع عمل عن طريق القطع بالغاز أو البلازما أو القوس الهوائي ، يليه تنظيف مناطق التسخين بأدوات القطع أو الكشط حتى يتم إزالة آثار قطع النار. قبل تجميع الوصلة ، يتم تنظيف الحواف المراد لحامها حتى عرض 20 مم حتى لمعان معدني وإزالة الشحوم. يتم تجميع المفاصل في تركيبات التجميع أو باستخدام المسامير. يتم تركيبها باستخدام أسلاك حشو من نفس العلامة التجارية التي سيتم إجراء اللحام بها.
يبلغ ارتفاع اللزوجة 0.6 - 0.7 من سمك الأجزاء المراد لحامها ، ولكن لا يقل عن 3 مم ، بسماكة جدار تصل إلى 10 مم أو 5-8 مم بسماكة جدار تزيد عن 10 مم. يجب أن تتم المسامير باختراق كامل. يجب تنظيف سطحها جيدًا. يجب إزالة المسامير ذات العيوب غير المقبولة ميكانيكيًا. يتم تحميص سلك اللحام لمدة 1.2 - 2 ساعة عند درجة حرارة 150 - 250؟ يؤدي الصدأ الموجود على السلك إلى إضعاف استقرار عملية اللحام بشكل كبير. يوصى بإزالة الصدأ عن طريق حفر السلك في محلول حمض الهيدروكلوريك بنسبة 5٪ ، متبوعًا بالتكلس لمدة 1.5 - 2 ساعة عند درجة حرارة 150 - 250 درجة مئوية.
2. العملية التكنولوجيةيبدأ لحام الجمالون المعدني بتصنيع عناصره - الزوايا والقنوات والأوشحة وما إلى ذلك وفقًا للرسومات المحددة. يتم تجميع عناصر الجمالون المصنعة على رف أو في مخزون وتثبيتها بلحامات قصيرة. يجب تنفيذ تسلسل تطبيق اللحامات عند لحام الجمالون المُجمَّع على مسامير وفقًا لتقنية توفر الحد الأدنى من الالتواء المسموح به دون الاستقامة اللاحقة للجمالون - يجب دائمًا تنفيذ ترتيب اللحام للعقد من منتصف الجمالون حتى نهاياته.
1. على الرفوف ، باستخدام المزالج والمحددات وأجهزة التثبيت ، ضع الفروع الأولى للأوتار العلوية والسفلية للمزرعة وفقًا للرسم.
2. عند النقاط العقدية للأحزمة ، يتم تثبيت الأوشحة ، وضغطها بمشابك أو أقواس على فروع الأحزمة وإمساكها.
3. تحقق من الموضع الصحيح للأحزمة والنقاط العقدية عن طريق القياس بمسطرة أو خيط في اتجاه الدعامات والأقواس والوصلات ، طولها النظري بين نقطتين متقابلتين ، وفي نفس الوقت قم بتطبيق مخاطر على الأوشحة في اتجاه عناصر شعرية.
4. تم وضع الفروع الأولى للقوائم والأقواس ، مع الحفاظ على القيمة السالبة في كل عقدة ، واسترشادًا بتوافق العلامات الموجودة على المناديل ونهايات قضبان الشبكة ، اضغط على القضبان حتى تصل إلى المناديل ثم ضعها المسامير.
5. يتم قلب فرع الجمالون المجمع بزاوية 180 درجة ، حسب رسم الحشية على الأحزمة وعناصر الشبكة ، يتم ضغطها ومعزولها.
6. انشر الفروع الثانية من الأحزمة والرفوف والأقواس والعلاقات مع التركيز على الفرع الأول من كل عنصر واضغط عليها وامسكها بالأوشحة والجوانات.
7. لحام الجمالون المجمّع. يبدأ لحام العقد من منتصف المزرعة ويؤدي بشكل متماثل إلى نهاياتها. في كل عقدة ، يتم لحام الأوشحة أولاً بالأحزمة ، ثم يتم لحام الرفوف والأقواس بالأوشحة.
8. يتم قلب الجمالون للمرة الثانية بزاوية 180 درجة ويتم لحام العقد بنفس الترتيب من جانب الفروع الأولى للأوتار والرفوف والأقواس.
9. بعد لحام جميع اللحامات ، تخضع المزرعة لعمليات نهائية ، وبعد ذلك تدخل إلى مستودع المنتج النهائي.
5. تقنية التماس
يتم لحام عقد المزرعة بالتسلسل - من منتصف المزرعة إلى العقد الداعمة. أولاً ، يتم إجراء اللحامات بعقب ، ثم شرائح. إذا كانت اللحامات من أقسام مختلفة ، فسيتم تطبيق الخيوط الأولى مع قسم كبير ، ثم بقسم أصغر. أثناء التجميع ، يتم لصق كل عنصر بخيط بطول 30-40 مم. لا يتم إجراء الغرز المتقاربة على الفور. أولاً ، يُسمح بتبريد مساحة المعدن الأساسي حيث سيتم تطبيق خط اللحام المتقارب. سيؤدي ذلك إلى تقليل ارتفاع درجة حرارة المعدن وتشوه البلاستيك. يتم التحكم في التماس الطولي في نهاية العنصر الملحوم بطول 20 مم. (انظر الشكل 5.1.)
الشكل 5.1. طول التماس الطولي.
عند لحام أجزاء الجمالون ، يتم استخدام الأنواع التالية من الوصلات:
· مفصل التراكب مع لحام محيط الزاوية أقوى وأكثر صلابة (الشكل 5.2). يُنصح بعبور أرفف الزوايا بشكل عمودي على مستوى الاتصال. من أجل تجنب ظهور لحظات الانحناء وعزم الدوران غير الضرورية في القضبان ، يُنصح بتوصيل عناصر الجمالون بحيث تتقاطع خطوط مراكز الانحناء للأقسام عند نقطة واحدة.
الاتصال مع الرفوف التي تواجه نفس الاتجاه أكثر إحكاما (انظر الشكل 5.3.).
عقدة الجمالون مع وشاح - يتم تعزيز صلابة الاتصال بالأوشحة. الارتباط مع الأوشحة المزيفة أقوى بكثير وأكثر صرامة (الشكل 5.4).
الشكل 5.4 عقدة المزرعة مع وشاح.
· مجموعة الجمالون مع تراكب: يتم لحام تمديد واحد لقضيب الجمالون الأفقي ، وهو عبارة عن عارضة على شكل I في المقطع العرضي ، مع قطعتين من اللحامات. بطول التماس يزيد عن 500 مم ، يتم تطبيقها بطريقة متدرجة عكسية. يتم تثبيت قضيبين ، كل منهما يتكون من زاويتين ، على الامتداد وربطهما بطريقة تتقاطع فيها المحاور الهندسية للقضبان والشعاع عند نقطة واحدة. أولاً ، يتم تطبيق اللحامات الأمامية 2 ، ثم الخاصرة 3 و 4 ، ويجب أن يكون اتجاه اللحام من خط اللحام الأمامي إلى حواف الامتداد. لتجنب تشويه الامتداد ، يجب تطبيق الدرزتين 3 و 4 في وقت واحد على جانبي الامتداد أو بالتناوب على جانب والآخر (انظر الشكل 5.5).
أرز. 5.5 عقدة تروس مع التمديد.
يتم وضع نهاية التماس الطولي في نهاية العنصر الملحوم بطول
يتم استخدام مجموعة الجمالون ذات الحشية عندما يتكون المقطع العرضي لجميع القضبان من عناصر مقترنة - زوايا أو قنوات. ترتبط العناصر المزدوجة من القضبان مع فجوة يتم إدخال حشية فيها. أولاً ، يتم لحام قضيب أفقي في الحشية باستخدام الدرزتين 1 و 2. ويوصى بإجراء اللحام في نفس الوقت على جانبي الحشية بواسطة اثنين من اللحام. ثم يتم لحام العمود الرأسي بنفس الطريقة ، ثم عمودان مائلان.
الشكل 5.6. عقدة تروس مع حشية.
6. اختيار طريقة اللحام
تعتمد جودة اللحام بشكل كبير على الاختيار الصحيح لأنماط التشغيل لآلة اللحام شبه الأوتوماتيكية ، وكذلك على الاختيار الصحيح لمواد اللحام (سلك اللحام). لضبط معدل تدفق غاز التدريع ، استخدم مخفض الغاز. يحمي غاز التدريع ، الذي يتم تغذيته في منطقة اللحام من خلال فوهة غاز ، القوس وبركة اللحام بالمعدن المنصهر. المعدن في الحالة المنصهرة نشط كيميائيًا ويمكن أن يتفاعل مع الغاز الواقي.
اعتمادًا على سمك المعدن المراد لحامه ، يختار عامل اللحام وضع التشغيل عن طريق تبديل القوة الحالية وإمداد القطب. المسافة من حافة الأنبوب الواقي وقطعة العمل المراد لحامها هي 7-14 مم.
سمك المعدن الملحوم - 2 مم. تم ضبط الفجوة بين الأجزاء المراد لحامها على حوالي 0.8 مم.
ضع في اعتبارك أوضاع اللحام المثلى لسمك المعدن 2 مم:
قطر السلك 0.8 مم
تيار اللحام - حوالي 200 أ
جهد القوس - 22 فولت
سرعة اللحام 55 م / ساعة
رحيل قطب كهربائي - 13 ملم
استهلاك الغاز - 7 لتر / دقيقة
عدد التمريرات - 1
7. متطلبات الجودة للعمل المنجز
يتم التحكم في الهياكل الملحومة في جميع مراحل تصنيعها. بالإضافة إلى ذلك ، يتم فحص التجهيزات والمعدات بشكل منهجي. أثناء التحكم الأولي ، يتم فحص المواد الرئيسية والمساعدة ، ويتم التأكد من مطابقتها للرسم والمواصفات ،
بعد أعمال الشراء ، غالبًا ما تخضع الأجزاء للتفتيش الخارجي ، أي التحقق من مظهر خارجيالتفاصيل ، وجودة السطح ، ووجود نتوءات ، وشقوق ، ونكات ، وما إلى ذلك ، ويتم قياسها أيضًا باستخدام أدوات وقوالب عالمية وخاصة باستخدام أجهزة التحكم. تحكم دقيق بشكل خاص في المناطق المعرضة للحام. يتم فحص ملف تعريف الحواف المعدة للحام الانصهار باستخدام قوالب خاصة ، ويتم فحص جودة تحضير السطح باستخدام أدوات بصرية أو ميكرومتر خاص.
أثناء التجميع والتثبيت ، يقومون بفحص موقع الأجزاء بالنسبة لبعضها البعض ، وحجم الفجوات ، وموقع وحجم المسامير ، وعدم وجود شقوق ، وحروق وعيوب أخرى في أماكن المسامير ، إلخ. يتم تحديد جودة التجميع والمسامير بشكل أساسي من خلال الفحص والقياس الخارجيين.
إن اللحظة الأكثر أهمية هي التحكم الحالي في اللحام. يمكن إجراء تنظيم التحكم في أعمال اللحام في اتجاهين: التحكم في عمليات اللحام نفسها أو المنتجات الناتجة.
8. تنظيم مكان العمل
للحام وتجميع الجمالون ، يتم إنشاء أقسام لحام متخصصة - ورش التجميع واللحام ، وهي مجهزة بأجهزة الرفع ورفوف التجميع والموصلات والميل. يجب توفير استخدام أجهزة الرفع عند التجميع عند لحام المنتجات الفردية التي يزيد وزن كل منها عن 20 كجم. يجب ألا يقل عرض الممرات بين المعدات والآليات المتحركة والأجزاء المتحركة ، وكذلك بين مصادر الطاقة الثابتة متعددة المحطات ، عن 1.5 متر. معدات لحاميجب أن توفر وصولاً آمنًا ومجانيًا إليها.
عند تخزين قطع العمل المراد لحامها ومواد اللحام والمنتجات النهائية في ورشة العمل ، يجب ألا يكون هناك أي تداخل مع الإضاءة الطبيعية والتهوية ، عملية آمنةمعدات اللحام والممر والمرور واستخدام معدات الحريق ومعدات الحماية للعمال. يجب أن تحتوي مناطق اللحام المتصلة بالفتحات مع الغرف المجاورة التي لا يتم فيها اللحام أو قطع المعادن على تهوية عادم ميكانيكية ، بغض النظر عن وجود المصابيح.
لالتقاط رذاذ اللحام في مكان تكوينه في أعمدة ثابتة ، وكذلك حيثما يكون ذلك ممكنًا الظروف التكنولوجيةفي الوظائف غير الثابتة ، يجب توفير عقوبات محلية.
أثناء اللحام بالغاز ، قطع وتسخين الأسطح المعدنية داخل مغلقة أو غير مكتملة مسافات متقاربة(يجب ترتيب التهوية (الهياكل كبيرة الحجم مثل الجمالونات) باستخدام العوادم المحلية أو التهوية العامة بالتبادل ، عن طريق إزالة الهواء الملوث منها وتزويدها بالهواء النظيف.
لتقليل انتقال الضوضاء والاهتزاز عبر مجاري الهواء وخطوط الأنابيب ، يجب توصيلها بالمراوح والمضخات باستخدام ملحق مرن مصنوع من القماش المطاطي أو أنبوب مطاطي.
يجب أن تكون الورشة مجهزة لإخلاء الأشخاص بإضاءة كهربائية للطوارئ ، مع توفير إضاءة في الممرات لا تقل عن 0.5 لوكس. يحظر توصيل المنساخات الأخرى بشبكة إضاءة الطوارئ.
يجب تزويد ورشة تجميع الجمالون بمعدات إطفاء حريق أولية وفقًا لمتطلبات الإشراف على الحرائق.
يجب الحفاظ على ورش العمل نظيفة ومرتبة باستمرار ، ويجب إزالة النفايات ونفايات الإنتاج في الوقت المناسب.
9. ممارسات العمل الآمن
لمنع حوادث اللحام ، يجب مراعاة لوائح السلامة التالية:
لحماية العين ، من الضروري العمل بدرع أمان أو في خوذة مع نظارات داكنة مدمجة فيها.
يجب أن يعمل عامل اللحام في الملابس المشمعة التي تحمي الجسم من الحروق وفي الأحذية المطاطية التي تمنع الإصابة. صدمة كهربائية. يجب أن تكون الملابس والأحذية جافة. يجب وضع بساط مطاطي تحت القدمين ، وعند العمل أثناء الجلوس استخدم كرسي خشبي.
يحظر اللحام على مسافة تقل عن 5 أمتار من المواد القابلة للاحتراق أو المتفجرات.
يجب تزويد العمال المساعدين المشاركين في تنفيذ عملية اللحام بدروع واقية بزجاج أحمر أو أخضر.
يحظر على عامل اللحام إجراء أي إصلاحات لمعدات اللحام.
عند استخدام الأسطوانات ذات الغازات المضغوطة ، من الضروري مراعاة تدابير السلامة المقررة: لا تسقط الأسطوانات ، ولا تقم بتثبيتها بالقرب من أجهزة التدفئة ، ولا تقم بتخزين الأكسجين واسطوانات الغاز القابلة للاحتراق معًا ، وتخزين الأسطوانات في الوضع الرأسي. عندما تتجمد الرطوبة في مخفض أسطوانة ثاني أكسيد الكربون ، قم بتسخينها فقط من خلال سخان كهربائي خاص أو عن طريق لفها بقطعة قماش مبللة بالماء الساخن. يُمنع منعًا باتًا تدفئة أي أسطوانات بها غازات مضغوطة بلهب مكشوف ، لأن هذا يؤدي حتمًا تقريبًا إلى انفجار الأسطوانة.
عند اللحام الغازات الواقية، بالإضافة إلى مراعاة التدابير الشائعة في جميع طرق اللحام ، يجب أن يؤخذ في الاعتبار أن ثاني أكسيد الكربون والأرجون أثقل من الهواء بمقدار 1.5 إلى 2 مرة. يمكن أن تتراكم هذه الغازات في الجزء السفلي من المقصورة ، والغرفة ، وبالتالي يجب تركيب أجهزة تهوية العادم ليس فقط في منطقة تنفس عامل اللحام ، ولكن أيضًا في الجزء السفلي من الغرفة. من الضروري التخلص من الهواء خارج مناطق العمل. لا تقل قوة تهوية العادم لكل 1 كجم من المعدن المترسب عن 150 م 3 / ساعة.
مناولة سليمة اسطوانات الغازوتخزينها
عند التعامل مع أسطوانات الغاز وتخزينها ، يوصى بالإجراءات العملية التالية. عند النقل والتخزين ، يجب أيضًا مراعاة تعليمات السلطات.
يجب ألا يتم التعامل مع أسطوانات الغاز إلا من قبل الأشخاص ذوي الخبرة والمؤهلات الكافية.
اسطوانة الغاز عبارة عن حاوية لـ ضغط مرتفعويجب التعامل معها بحذر.
لا تقم مطلقًا بإزالة أو إتلاف الملصقات الملصقة من قبل الشركة المصنعة على الأسطوانات.
قبل استخدام الحاوية ، تأكد من صحة المحتويات.
قبل استخدام الغاز ، تعرف على خصائصه والمخاطر المرتبطة باستخدامه.
إذا لم تكن متأكدًا من التعامل الصحيح مع الغاز ، فاتصل بالشركة المصنعة للغاز.
استخدم دائمًا القفازات الواقية.
لا ترفع الأسطوانة من الغطاء والغطاء.
استخدم دائمًا عربة أو صناديق أسطوانات لتحريك الأسطوانات.
عند تحريك الأسطوانة ، يجب أن يكون الغطاء الواقي في مكانه دائمًا.
استخدم الماء والصابون للتحقق من وجود تسرب.
استخدم دائمًا منظم ضغط مصمم للغاز المحدد. الإدخالات غير مسموح بها.
قبل توصيل الجهاز بالأسطوانة ، تحقق من فئة الضغط الصحيحة.
منع الغاز من التدفق مرة أخرى إلى الأسطوانة (على سبيل المثال مع صمام عدم رجوع) قبل توصيل الأسطوانة.
في حالة تلف الأسطوانة أثناء الخدمة ، يجب تمييزها بوضوح وإعادتها إلى المورد. يجب ألا تحاول تحت أي ظرف من الظروف إصلاح الأسطوانة أو التستر على أي عيوب ، فقد يؤدي ذلك إلى تعريض الآخرين للخطر.
يجب تخزين الأسطوانات في منطقة جيدة التهوية مخصصة لها.
السلامة الكهربائية
هو نظام من التدابير والوسائل التنظيمية والفنية التي تضمن حماية الناس من الآثار الضارة والخطيرة للتيار الكهربائي ، القوس الكهربائي، المجال الكهرومغناطيسي ، الكهرباء الساكنة.
يتم تنظيم متطلبات السلامة الكهربائية العامة بواسطة GOST.
يجب أن يكون لحام اللحام الكهربائي للقوس اليدوي مجموعة مؤهل سلامة لا تقل عن 2 ونفس مجموعة السلامة الكهربائية. يجب أن يعلم عامل اللحام أن الإصابات الكهربائية تحدث عندما يمر التيار عبر جسم الإنسان ، وصحته ، والإرهاق ، والإثارة العصبية ، والتوصيل الكهربائي للجلد. تعتمد شدة الصدمة الكهربائية على مقدار التيار والجهد ، وعلى مسار التيار ، ومدة تأثيره ، وعلى تردد التيار. تيار 0.002 أ غير مؤلم ، حتى 0.05 أ يسبب الألم ، أكثر من 0.05 أ خطير. في الغرف الرطبة ، الجهد آمن حتى 12 فولت ، في الغرف الجافة 42 فولت.
التأريض الممنوع هو توصيل أجزاء من جهاز كهربائي بأسلاك معدنية (على سبيل المثال: مبيت محول اللحام) مع الأرض.
تحتل حالات الصدمة الكهربائية وزنًا محددًا في إجمالي عدد الإصابات ، لذلك يجب أن يكون كل عامل لحام على دراية جيدة ليس فقط بإجراءات منع الصدمة الكهربائية ، ولكن أيضًا قواعد تحرير الشخص من التيار المؤثر عليه و قواعد تقديم الإسعافات الأولية.
السلامة من الحرائق
قبل العمل ، من الضروري دراسة التعليمات الخاصة بحماية العمال وسلامتهم: يمكن أن يكون سبب الحريق أثناء اللحام شرارات وقطرات من المعدن المنصهر والخبث ، في وجود وقود ومواد تشحيم ومواد قابلة للاشتعال بالقرب من اللحام. لمنع نشوب حريق ، يجب مراعاة الإجراءات التالية:
يحظر العمل في الملابس المتسخة الزيتية والقفازات ؛
يحظر إجراء لحام الأجهزة تحت الجهد الكهربائي والأوعية تحت الضغط ؛
من المستحيل القيام بذلك بدون تدريب خاص ولحام وقطع الحاويات من الوقود السائل ؛
عند القيام بأعمال اللحام المؤقتة في المباني ، يجب حماية الأرضيات الخشبية والأرضيات والسقالات من اشتعال الأسبستوس أو صفائح الحديد ؛
يجب أن يكون لديك دائمًا طفايات حريق ، وصناديق رمل ، ومجارف ، ودلاء ، وخراطيم حريق ، وما إلى ذلك. ومراقبة حالتها الجيدة وكذلك الحفاظ على إنذار الحريق بحالة جيدة.
بعد الانتهاء من أعمال اللحام ، من الضروري إيقاف تشغيل الجهاز ، والتأكد من عدم وجود أشياء محترقة أو مشتعلة.
فهرس
1 - سميرنوف أ. أساسيات اللحام بالكهرباء والغاز: كتاب مدرسي - الطبعة الثانية - م: ITK Dashkov i K، 2009. - 322 ص.
2. تشيرنيشوف ج. كتيب لحام كهربائي وغاز وقاطع غاز: محاسب في البداية. الأستاذ. arr./GG. تشيرنيشوف ، ج. بوليفوي ، أ. فيبورنوف وآخرون ؛ إد. ج. تشيرنيشوف. م: أكاديمية تكنولوجيا المعلومات ، 2006. - 400 ص.
3 - شيبا ف. عمل اللحام. كتاب مدرسي بدل البداية الأستاذ. arr./ V.A. شيبان - إد. السابع. روستوف غير متوفر: فينيكس ، 2010. - 412 ص.
4. Adaskin، A.M. علم المواد (تشغيل المعادن): كتاب مدرسي لبداية الأستاذ. / صباحا. Adaskin ، V.M. زويف. - الطبعة الثالثة ، جامعة القاهرة - م: أكاديمية تكنولوجيا المعلومات ، 2008. - 240 صفحة.
5. Kulikov، O.N. السلامة المهنية في إنتاج أعمال اللحام: كتاب مدرسي. بدل البداية الأستاذ. التعليم / O.N. كوليكوف ، إي رولين. - م: أكاديمية تكنولوجيا المعلومات ، 2004. - 176 ص.
6. موارد الإنترنت.
استضافت على Allbest.ru
وثائق مماثلة
اختيار مواد اللحام واللحام. التوجيهلتجميع الوصلات الطرفية للأنابيب بقطر 150 مم ، مصنوعة من الصلب بدرجة 12G2SB باستخدام اللحام القوسي اليدوي. مراقبة جودة أعمال اللحام.
ورقة مصطلح ، تمت إضافة 11/14/2014
تقنية عملية تصنيع شبكات النوافذ بالطريقة لحام القوس. متطلبات ل البناء الملحومطرق التحكم طبقات اللحاممنتجات. مواد ومعدات وأدوات لتجميع ولحام شبكات النوافذ.
الاختبار ، تمت إضافة 12/21/2016
تكنولوجيا اللحام بالقوس الكهربائي. المواد المستخدمة لأداء لحام القوس. معدات وأدوات وأجهزة لحام القوس الكهربائي. العملية والمواد التكنولوجية المستخدمة لتجميع ولحام الهروب من الحريق.
ورقة مصطلح ، تمت إضافتها في 01/10/2015
العمليات التكنولوجية لتجميع ولحام خط أنابيب بقطر 50 مم في وضع دوار. اختيار المواد لمعدات اللحام واللحام. وضع اللحام ومراقبة جودة العمل. حساب زمن اللحام الكلي ، الأجور.
ورقة مصطلح تمت إضافتها في 12/23/2014
إجراءات قبول المنظمات للوفاء أعمال اللحام والتركيب. تنظيم العمل أثناء توصيل مقاطع الأنابيب إلى الجزء الخطي. فحص خط الأنابيب للقوة والتشوه. تسلسل أعمال اللحام ، المعدات اللازمة.
ورقة مصطلح ، تمت الإضافة في 05/25/2015
العملية التكنولوجية لحام القوس الكهربائي. تحليل متطلبات الهيكل الملحوم. المعدات والأدوات اللازمة لأداء تجميع ولحام شبك النافذة. تنظيم مكان العمل والسلامة.
الاختبار ، تمت إضافة 12/23/2016
طرق قطع الأنابيب قبل اللحام. أجهزة مركزية لتجميع ومحاذاة خطوط الأنابيب. تقنية اللحام بالغازطبقات مختلفة. ميزات اللحام الأفقي ، الرأسي ، العلوي ، اللحامات المائلة. احتياطات السلامة عند القيام بالأعمال الساخنة.
ورقة مصطلح ، تمت إضافة 10/08/2014
اختيار البرنامج المطلوب تشغيله عمل التصميم. اختيار وتبرير الوسائل التقنية لتنفيذ أعمال التصميم. تطوير نموذج كائن التصميم. تصميم الوثائق التكنولوجية لعمليات الشراء والتجميع واللحام.
ورقة مصطلح ، تمت الإضافة 09/01/2010
متطلبات جودة العمل دورة الإنتاجأعمال اللحام. مزايا وعيوب وأنواع اللحام في الغازات الواقية. مُجَمَّع المعدات التكنولوجيةمطلوب لأداء أعمال اللحام ؛ العملية التكنولوجية.
ورقة مصطلح ، تمت الإضافة 09/01/2010
تنظيم مكان عمل اللحام. تحضير المعدن وتجميع قطع اللحام. اختيار وتبرير أساليبها وتقنياتها ومراحل تنفيذها. أنواع واعدة من اللحام وخبرة إنتاج متقدمة. مراقبة جودة الوصلات والدرزات الملحومة.
يتم لحام مفصل الأعمدة على شكل H في موضع التصميم (الشكل 46) في التسلسل التالي. أولاً ، يتم لحام مفصل الحائط (التماس 1) من جانب ، وبعد إزالة جذر اللحام ، من الجانب الآخر. لتحسين ظروف لحام مفاصل الأرفف من الداخل ، يوصى بعدم لحام خط اللحام 1 بطول 80-100 مم في الأماكن التي يلتقي فيها الجدار بالرفوف. ثم يتم لحام مفاصل الأرفف من داخل العمود (طبقات 2) ، ويتم إزالة جذر التماس عند مفاصل الأرفف. يتم لحام مفاصل الأرفف من الجانب الخارجي للعمود (طبقات 3) ، ويتم لحام الأجزاء غير المطبوخة مسبقًا من اللحام التناكبي للجدار (التماس 1). في النهاية ، يتم لحام أجزاء من طبقات الخصر ، ويتم طهيها جيدًا من قبل الشركة المصنعة.
عند لحام عوارض الرافعة ، يجب أن تسترشد بالأحكام التالية. قبل اللحام ، من الضروري إزالة المسامير في مناطق طبقات الخصر ، غير المطبوخة جيدًا من قبل الشركة المصنعة بسبب الميزات التكنولوجيةلحام التجميع تنظيف حواف الأجزاء المراد لحامها ؛ تجميع التماس مع تركيبات التجميع؛ إصلاح الفجوة المطلوبة وإزالة إزاحة حواف العناصر المرتبطة ؛ قم بتثبيت شرائط الرصاص على الرفوف بمساعدة المسامير. يتم تحديد تسلسل اللحام لمفصل شعاع الرافعة بسمك العناصر الملحومة وأبعاد الحبال والجدار. في حالة توافق أقسام وأبعاد الشبكة وأوتار العارضة ، يجب لحام الوصلة الشبكية أولاً ، ثم مفاصل الأوتار. إذا كان قسم الجدار أصغر بكثير من جزء الأوتار ، وخاصة إذا كان ارتفاع الجدار يتجاوز عرض الأوتار بشكل كبير ، فمن المستحسن لحام مفاصل الأوتار أولاً ، مع لحام مفصل الوتر السفلي أولاً .
أرز. 46. تسلسل (1-3) لحام عمود على شكل H في موضع التصميم
اللحام عند توسيع مفصل شعاع الرافعة ، والذي له نسبيًا ارتفاع كبيريتم إنتاج الجدران (أكثر من 2 م) على النحو التالي (الشكل 47). في الموضع الأول ، يتم لحام مفصل الوتر السفلي على الجانب الداخلي من العارضة (التماس 1) ، ومفصل الوتر الآخر على الجانب الداخلي من العارضة (التماس 2) ومفصل الجدار (التماس 3) ). بعد ذلك ، يتم قلب الشعاع 180 درجة. في الموضع الثاني ، يتم لحام مفاصل الحبال من داخل الشعاع (اللحامات 4 و 5) ، تتم إزالة جذر اللحام عند مفاصل الويب والأوتار ( القسم A-A) ، قم بلحام مفاصل الأوتار الموجودة على الجزء الخارجي من الحزمة (اللحامات 6 و 7) ، ولحام مفصل الجدار (التماس)<5) и затем недоваренные заводом-изготовителем участки поясных швов (швы 9 и 10). Балку снова кантуют на 180°. На третьей позиции удаляют корень шва верхнего пояса балки (шов 10), сваривают участки поясных швов (швы 11 п 12) и снимают усиление стыкового шва верхнего пояса балки. Последовательность сварки в проектном положении стыка подкрановой балки, имеющей высоту стенки более 2 м, представлена на рис. 48.
أرز. 47. تسلسل (1-12) لحام مفصل شعاع الرافعة أثناء التوسيع
يتم تجميع ولحام وصلة العارضة الصندوقية المقطع وفقًا للمتطلبات العامة لتجميع ولحام العوارض التي تمت مناقشتها أعلاه ،
أرز. 48. تسلسل (1-4) لحام مفصل كمر الرافعة في موضع التصميم
أرز. الشكل 49. تسلسل اللحام (1-6) لحزمة مقطع صندوقي (اللحامات 5 و 6 تشير إلى الخيار الأول)
إذا كان من المستحيل تطبيق اللحامات في الوصلات من داخل الحزمة حيث يتطلب المشروع اختراقًا كاملاً ، فمن الضروري اللحام على البطانات المتبقية التي تم تثبيتها أثناء التجميع (الشكل 49 ، الخيار الثاني). يمكن إجراء لحام العارضة الصندوقية المقطع بالتسلسل التالي (انظر الشكل 49): يتم لحام مفاصل الجدران بالتناوب (اللحامات 1) ؛ مفاصل الحبال السفلية والعلوية (اللحامات 2 و 3 على التوالي) \ أقسام من طبقات الخصر غير المطبوخة جيدًا من قبل الشركة المصنعة (طبقات 4) \ اللحامات التناكبية لإدراج الأضلاع الأفقية (طبقات 5) ؛ طبقات الخصر من إدراجات التقوية الأفقية (طبقات 6). يجب ألا تصل طبقات الحزام 6 ، التي تربط إدخالات الأضلاع بالأحزمة ، إلى حدود طبقات بعقب الأحزمة (حتى اللحامات 2 و 3) بمقدار 40-50 مم.
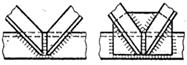
أرز. 50. تسلسل (1-4) لحام الوتر السفلي للجمالون
يوصى بتجميع مفاصل الجمالون بأحزمة من عناصر مقطع أنبوبي على مسامير ، وبأحزمة من الزوايا أو منتجات ملفوفة أخرى - على مسامير. قبل التجميع ، من الضروري إجراء فحص إضافي لحواف القواطع الشكلية للبطانات المصنوعة من قبل الشركة المصنعة. في حالة وجود مخالفات وعقبات ونتوءات على الحواف ، يتم تنظيف سطحها لانتقال سلس.
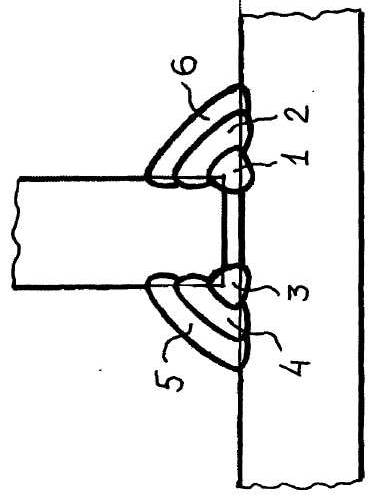
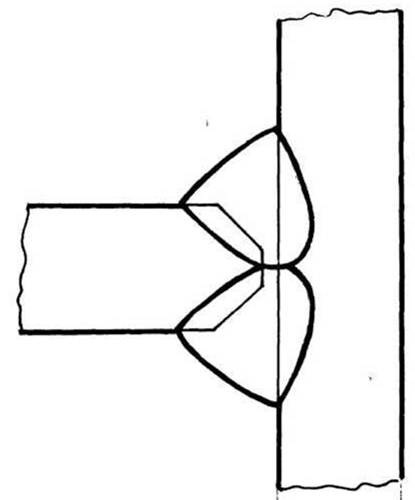
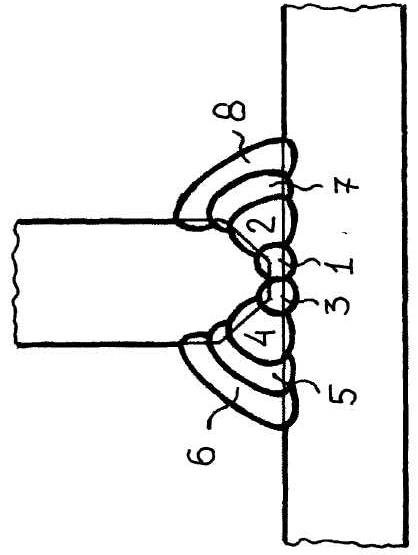
أرز. 51. تسلسل (1-4) لحام الوتر العلوي للجمالون
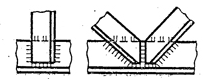
في دعامات الجمالون المصنوعة من عناصر المقطع الأنبوبي ، يجب إجراء ضبط دقيق أثناء التجميع من أجل تحقيق ملاءمة مريحة للعناصر الأنبوبية المراد لحامها بواسطة حلقة الدعم المتبقية عند لحام الوتر العلوي والتراكبات المثنية عند لحام الوتر السفلي.
يتم لحام مفاصل اللفة ، وخاصة اللحامات الموجودة على الحلقة الخلفية ، في طبقتين على الأقل ، مما يضمن الذوبان اللازم لحواف العناصر المراد لحامها. يمكن إجراء تجميع ولحام كلا نصفي الجمالون السقف في الوضع الرأسي والأفقي للجمالون. يجب ملاحظة تسلسل العمليات عند لحام مفصل مميز للجمالون (الشكل 50 ، 51) على النحو التالي. يبدأ اللحام بالدرز التي تربط أحزمة الجمالون بطبقات أفقية (اللحامات 1 و 2). بعد ذلك ، يتم لحام البطانات الأفقية باستخدام مجمعات الجمالون (التماس 5) ؛ عند تجميع ألواح اللحام في الوتر العلوي مع تراكبات أفقية ، يجب استخدام لحامين شرائح منفصلة (انظر الشكل 51 ، العقدة I).



