اللحامات الأمامية والجناح. حساب الوصلات الملحومة. عامل عمق الاختراق لحامات الشرائح β
المحاضرة رقم 7. موضوع: "العمل والحساب اللحاماتوالوصلات "
اللحام هو النوع الرئيسي من المفاصل في الهياكل الفولاذية. يسمح لك بتقليل تعقيد هياكل التصنيع بشكل كبير (حتى 20 ٪) ، ويؤدي إلى تبسيط الشكل الهيكلي ، ويوفر ، مقارنة بالتثبيت ، وفورات كبيرة في المعدن (في دعامات السقف تصل إلى 10 ... 15 ٪ ، في عوارض الرافعة حتى 15 ... 20 ٪ ، وما إلى ذلك) ، يسمح باستخدام أساليب ميكانيكية عالية الأداء لهياكل التصنيع.
سيتم تصنيف أي انحراف يتم تقييمه على أنه 25٪ إلى 50٪ من التداخل البصري على أنه عيب ثانوي في التماس. إسقاط سلس لخطاف نهاية الخيط المزدوج أسفل الجزء السفلي من الدرز الطبيعي. الكمية الزائدة أو التوزيع غير المتكافئ لمركب الختم.
- إدراج منتج أو مادة غريبة في خط مزدوج.
- خط التماس العمل الأول فضفاض جدًا أو ضيق جدًا.
- الخطاف طويل جدًا.
عيب يتم فيه ثني جزء من شفة الجسم للخلف باتجاه الجسم دون تعشيق خطاف النهاية ، ولكنه لا يبرز أسفل نصف قطر خطاف النهاية. هذا مشابه لعيب شفة خاطئ حيث تكون حافة الجسم مرئية أسفل نصف قطر خطاف النهاية. يصعب رؤية هذا العيب ويتطلب فحصًا بصريًا دقيقًا للجانب السفلي من اللحام المزدوج ، حيث يمكن أحيانًا رؤية طبقتين من المعدن. غالبًا ما يتطلب تأكيد هذا التصنيف قطع التماس لمراقبة تكوين المسمار اللولبي وشفة الهيكل.
لا تتمتع الوصلات الملحومة بالقوة فحسب ، بل تتميز أيضًا بعدم نفاذية الماء والغاز ، وهو أمر مهم بشكل خاص لهياكل الألواح.
ومع ذلك ، فإن الضغوط الداخلية المتبقية الناتجة من اللحام ، والتي تلخص الضغوط من تأثير القوة ، تعقد حالة الإجهاد للمفصل الملحوم (شد المستوى ، وعند لحام العناصر السميكة - شد الحجم) ، مما يساهم في كسر هش في المفصل ، خاصةً تحت تأثير الأحمال الديناميكية ودرجات الحرارة المنخفضة.
تلف شفة أثناء النقل ، إزالة ، يمكن ملء ؛ من برغي التغذية ، الفاصلة ، التماس ؛ أو من منتج أو مادة غريبة على الحافة.
- شفة الفطر.
- نهاية تالفة أو منحنية.
- عدم تناسق الجرة أثناء التجميع.
كسر أو تمزق في نصف قطر خطاف النهاية. قد يكون من الصعب ملاحظة هذا العيب بدون تكبير. يجب فحص اللحامات التي تظهر علامات لفات العمل الثانية بعناية بحثًا عن هذا العيب ، خاصةً على خط اللحام الجانبي ، أو في حالة وجود ركود.
اللحام صعب: أثناء تركيب الهياكل ، في ظل وجود عناصر مكونة من عدة صفائح ، وخاصة بسماكاتها الكبيرة. لذلك ، يتم تنفيذ جزء من الهياكل على البراغي أو المسامير.
الأكثر استخداما في البناء لحام القوس: يدوي ، أوتوماتيكي ، نصف أوتوماتيكي ، الخبث الكهربائي. يتم استخدام اللحام بالتماس والغاز إلى حد محدود.
حساء وسيط بين التجاعيد والثنية ، حيث يكون خطاف النهاية مشوهًا محليًا إلى أسفل ؛ قد تكون مرئية من الخارج وقد لا تكون كذلك.
- الكلنكر أو بكرات العمل الأولى فضفاضة جدًا.
- لفات بالية.
- ستؤدي أسطوانات العمل الثانية التي تم ضبطها على صلابة شديدة إلى تفاقم الحالة.
- قد ينهي الفقراء التصميم.
- التجاعيد المتبقية على طول المؤخرة.
مادة غريبة أو منتج مدرج في خط مزدوج. 
- منتج ذو حواف.
- املأ الخردة المعدنية من محطة الوقود.
أنواع اللحامات والمفاصل وخصائصها.
يتم تصنيف اللحامات: وفقًا لخاصية التصميم والغرض والموضع والطول والشكل الخارجي.
على أساس بناءاللحامات مقسمة إلى بعقب وزاوية (بكرة).
اللحامات التناكبية هي الأكثر عقلانية ، لأنها تحتوي على أقل تركيز للضغط ، لكنها تتطلب قطعًا إضافيًا للحواف.
سيتم تصنيف التماس الجانبي المنخفض المصنف على أنه يحتوي على 25 ٪ أو أقل من التداخل البصري على أنه عيب شديد في التماس مزدوج. سيتم تصنيف أي انخفاض في أي خط لحام جانبي مصنف على أنه يحتوي على 25٪ إلى 50٪ من التداخل البصري على أنه عيب ثانوي في التماس.
عند إجراء تقييم بصري ، يُعتبر الانخفاض عيبًا خطيرًا في خط اللحام المزدوج إذا امتد لأكثر من 20٪ من طول التماس أو أكثر من 1 سم على طول خط اللحام ، أو إذا كان هناك أكثر من قطرة واحدة. المزدوج. الإسقاط السلس للخطاف الطرفي للدرزة المزدوجة أسفل الجزء السفلي من التماس العادي عند التقاطع. يمكن اعتبار الانحراف الطفيف عند التقاطع أمرًا طبيعيًا نظرًا لسمك اللوح الإضافي المتضمن في هيكل التماس. ومع ذلك ، فإن الانخفاض المفرط في هذه المرحلة أمر غير مقبول.
أشكال قطع حواف العناصر الملحومة باللحام التناكبي هي: V ؛ يو ؛ X: K - تصويرية. بالنسبة لـ V ، U - طبقات على شكلملحومًا من ناحية ، فمن الضروري لحام جذر التماس على الجانب الآخر للتخلص من النقص المحتمل في الاختراق ، والذي يعد مصدرًا لتركيز الضغط. بداية ونهاية اللحام التناكبي تفتقر إلى الاختراق والحفرة ، وهي معيبة ومن المستحسن إحضارها إلى الشرائط التكنولوجية خارج قسم عمل اللحام ، ومن ثم يمكن قطعها.
- اللحام الخارجي الزائد في حضن العلبة.
- قد يكون سميكًا جدًا في منطقة التماس المزدوجة.
المصطلحات ذات الصلة: التماس مخيط. نهاية خاطئة تتناسب مع ظرف الظرف أو الحجم أو المخروط الفضفاض جدًا أو الضيق جدًا. لفة الترابط. زيت أو شحم على ظرف الخياطة أو الرافع. أي استنساخ رأسي لمغزل الدرز. توقيت خطا. يظهر المعدن علامات الكسر عند نقطة النقش ؛ أو أن أي جزء من النقش قد اصطدم بمنطقة حساسة مثل حلقة إخراج ضوئية أو فاتورة.
- ضغط الرفع غير الكافي.
- إعداد ارتفاع دبوس غير صحيح.
- تشاك مرتفع جدًا بالنسبة للوحة القاعدة.
في اللحام الآلييتم قبول أحجام أصغر لحواف القطع للدرزات بسبب الاختراق الأكبر للعناصر المراد ربطها. لضمان الاختراق الكامل للدرز في اللحام الأوتوماتيكي من جانب واحد ، غالبًا ما تستخدم وسادة التدفق على شكل بطانة نحاسية أو فولاذية متبقية بعد إجراء اللحام.
في اللحام الخبث الكهربائي ، لا يلزم قطع حواف الألواح ، ولكن الفجوة في المفصل تستخدم 14 مم على الأقل.
يتم لحام شرائح اللحامات في الزاوية المكونة من عناصر موجودة في طائرات مختلفة. من الممكن قطع حواف العناصر الملحومة. تسمى لحامات فيليه الواقعة بالتوازي مع القوة المحورية المؤثرة ، الخاصة بالجناح ، والعمودية على القوة - الأمامية.
عن طريق التعيين ، يمكن أن تكون اللحامات تعمل أو متصلة (بناءة) ، مستمرة أو متقطعة (مجرى مفتاح).
حسب الموقع في الفضاءأثناء تنفيذها ، يتم تقسيمها إلى سفلي وعمودي وأفقي وسقف.
يعتبر لحام اللحامات السفلية هو الأكثر ملاءمة وسهولة في المكننة ، ويعطي أفضل جودة للدرز ، وبالتالي ، عند التصميم ، من الضروري توفير إمكانية المزيد من هذه اللحامات. عمودي وأفقي و طبقات السقفغالبًا ما يتم إجراؤه أثناء التثبيت. من الصعب ميكنتها ، ومن الصعب إجراؤها يدويًا ، كما أن جودة التماس أسوأ ، وبالتالي يجب أن يكون استخدامها في الهياكل محدودًا إن أمكن.
وصلات ملحومة. هناك الأنواع التالية وصلات ملحومة: بعقب ، تداخل ، مدمج (بعقب مع تراكبات) ، زاوية ونقطة (مؤخرة).
تسمى مفاصل بعقب المفاصل التي ترتبط فيها العناصر بنهايات أو حواف ويكون أحد العناصر استمرارًا للعنصر الآخر.
مفاصل بعقب هي الأكثر عقلانية ، لأنها اقتصادية ، يمكن التحقق من جودة هذه اللحامات بشكل موثوق ، فهي تتميز بأقل تركيز للضغط أثناء نقل القوى ، وسماكة العناصر الملحومة تكاد تكون غير محدودة. بعقب مشتركة صفيحة معدنيةيمكن عمل خط مستقيم أو مائل. يتم استخدام مفاصل بعقب من المعدن بشكل أقل ، حيث يصعب معالجة حوافها من أجل اللحام.
وصلات اللفةتسمى تلك التي تتداخل فيها أسطح العناصر المراد لحامها جزئيًا (متداخلة).
تستخدم هذه الوصلات على نطاق واسع في لحام هياكل الألواح ، في الشبكة وبعض أنواع الهياكل الأخرى. مجموعة متنوعة من مفاصل اللفة
الوصلات ذات التراكبات ، والتي تُستخدم لربط عناصر من المعدن الجانبي ولتعزيز الوصلات.
التوصيلات المدمجة. تسمى مفاصل بعقب من المعدن الشخصي ، معززة بطبقات ، مجتمعة.
تتميز وصلات اللف والتراكبات بسهولة معالجة عناصر اللحام ، ولكن من حيث استهلاك المعادن فهي أقل اقتصادا من الوصلات التناكبية. تسبب هذه الوصلات أيضًا تركيزًا حادًا للضغوط ، لذا فهي غير مرغوب فيها في الهياكل المعرضة لأحمال متغيرة أو ديناميكية وتعمل في درجات حرارة منخفضة.
تسمى مفاصل الزاوية بالمفاصل التي توجد تحتها العناصر المراد لحامها
تختلف مفاصل الإنطلاق عن وصلات الزاوية من حيث أن نهاية أحد العناصر ملحومة بسطح عنصر آخر.
الزاوي و المفاصل المحملةتتم بلحامات شرائح ، وتتميز بسهولة التصنيع ، والقوة العالية ، والفعالية من حيث التكلفة ، وتستخدم على نطاق واسع في الهياكل.
يؤدي التسخين غير المتكافئ للمنتج أثناء اللحام إلى حدوث تشوه غير متساوٍ في درجة الحرارة. تمنع صلابة مادة المنتج التشوه الحر لدرجة الحرارة لأجزائها الفردية ، ونتيجة لذلك تحدث ضغوط وتشوهات بلاستيكية لجزء من المعدن المفصل أثناء اللحام ، وبعد التبريد ، تظل ضغوط اللحام والتشوهات في المنتج ، وهي يسمى اللحام الحراري. لا ترتبط هذه الضغوط بفعل القوى الخارجية وهي داخلية وجوهرية ومتوازنة في حجم العنصر وتسبب تشوهه. بالإضافة إلى ضغوط اللحام الحراري ، يمكن أن تحدث ضغوط هيكلية في المفصل ، والتي تظهر كنتيجة للتبريد السريع للمفصل وتشكيل هياكل فائقة التبريد لا تتميز بحالة درجة حرارة معينة للمنتج.
تعتمد قوة الوصلات الملحومة على العوامل التالية:
1) على قوة المعدن الأساسي ؛
2) على قوة معدن اللحام المترسب ؛
3) على شكل ونوع الاتصال ؛
4) على طبيعة تأثير القوة على الاتصال ؛
5) من تأهيل اللحام في اللحام اليدوي.
تعتمد قوة المعدن المترسب على تكوين سلك القطب ، وتكوين الغلاف ، والتدفق ، وتكنولوجيا اللحام. في اللحام اليدوي ، تعتمد جودة اللحام بشكل كبير على ظروف اللحام.
يتم توفير ضمان قوة اللحام بعقب التماس من خلال طرق التحكم الفيزيائي (التنظير الإشعاعي ، التنظير الفائق للعيوب ، التنظير المغناطيسي للعيوب). لذلك ، في حالة عدم وجود طرق فيزيائية للتحكم في اللحام التناكبي (الذي يتم إجراؤه بأي طريقة لحام) في حالة الشد أو الانحناء ، تقل مقاومة تصميمه بنسبة 15٪ مقارنةً بالمعدن الأساسي ، أي R wy = 0.85 R y (R wy) - مقاومة التصميم
بعقب اللحام). عندما يتم تشغيل اللحام التناكبي بالضغط بأي طريقة تحكم ، فإنه يعتبر من القوة المتساوية مع المعدن الأساسي ، أي R wy = R y. يجب إجراء اللحام التناكبي بالكامل
اختراق. في حالة الاختراق غير الكامل للحام التناكبي - R wy = 0.7R y.
تدرك اللحامات فيليه مزيجًا من القوى الداخلية في شكل قوة محورية ، والانحناء والقص ، ولها تركيز كبير من الضغوط. عملهم قريب من عمل المعدن على القطع. لذلك ، فإن المقاومات المحسوبة قطع شرائح اللحمهأقل من مقاومة تصميم اللحامات.
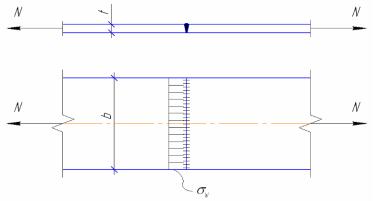
ضع في اعتبارك عمل وحساب اللحامات التناكبية.
عملي الصيغ الحسابيةلا تؤخذ في الاعتبار ضغوط اللحام. لذلك ، بالنسبة لنوع المفصل المدروس ، يُعتبر أن الضغوط العادية موزعة بالتساوي على المقطع العرضي للحام ويتم حساب اللحام التناكبي وفقًا للصيغة:
≤R | |||||||||||
حيث l w = b - 2t هو الطول المقدر للحام. إذا تم إخراج أطراف التماس من المفصل ، فعندئذٍ l w \ u003d b ،
R wy - مقاومة تصميم اللحام التناكبي ،
R wy \ u003d R y - بالطرق الفيزيائية للتحكم في التماس. عندما يكون التماس في حالة توتر أو ثني وفي غياب طرق التحكم المادية ، R wy \ u003d 0.85R y. إذا كان من المستحيل ضمان الاختراق الكامل للعناصر: R wy \ u003d 0.7 R y.
يعتبر عمل اللحام التناكبي في الانحناء (للحظة) عنصر شعاع عادي ويتم فحصه بواسطة الصيغة:
≤R | |||||||
حيث w w = w. 6
قطع شرائح اللحمه
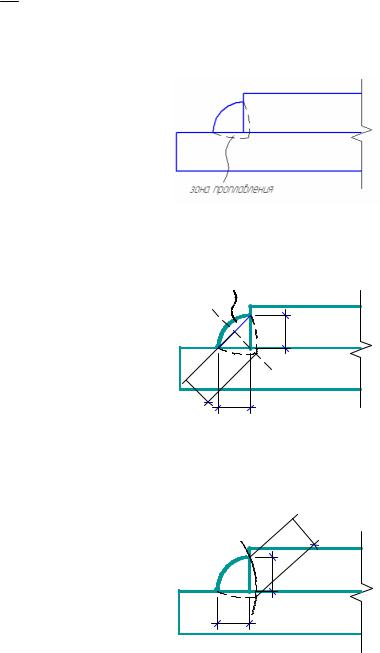
يتم تشكيل لحام شرائح عند صهر القطب. في هذه الحالة ، يحدث اختراق عميق في الأجزاء الملحومة.
عمق الاختراق يعتمد على طريقة اللحام. يتم الحصول على أقل قيمة من خلال اللحام اليدوي ، والأكبر - باللحام التلقائي.
يمكن أن يفشل لحام الشرائح على طول قسمين: 1) على طول معدن اللحام
βf kf
1-1 - طائرة تدمير لمعدن اللحام.
من القسم المحسوب ، يتم استبعاد حجم التدفق. ك و - ساق التماس
β f k f هو عرض تصميم اللحام الحشو لمعدن اللحام. 2) لحدود الانصهار المعدني
على طول الطول ، يعمل لحام الجناح بشكل غير متساو ، وكلما زاد طول اللحام الجانبي ، لوحظ التوزيع غير المتكافئ للضغوط على طول اللحام فيليه. لذلك ، تم وضع قيود على طول خط التماس الخاصرة
ل f≤ 85 β fk و.
الاستثناء هو تلك الحالات التي يمتد فيها لحام الشرائح على طول الطول ، على سبيل المثال ، لحام الخصر في العارضة الرئيسية.
اللحامات الأمامية - اللحامات فيليه المتعامدة مع القوة المؤثرة. تنقل اللحامات الأمامية القوى بشكل أكثر توازناً عبر عرض العنصر ، ولكن بشكل غير متساوٍ للغاية عبر سمك التماس ، بسبب أبعاده العرضية الصغيرة.
تعمل اللحامات فيليه في المفاصل في حالة إجهاد معقدة ، حيث تدرك القص ، والانحناء ، وإلى حد ما ، قوى الشد ، لذلك فهي تقبل بشكل مشروط عمل اللحامات فيليه في القص ، مع الأخذ في الاعتبار أن الضغوط موزعة بالتساوي على منطقة اللحام.
الحد الأدنى للطول المحسوب لأي لحام شرائح: l f = 4k f أو 40 mm.
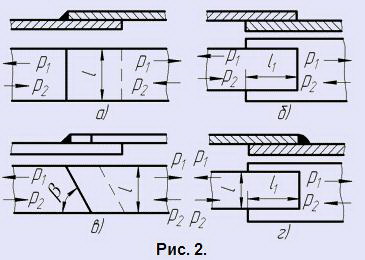
بعقب مع لحام مستقيم
(الشكل 1 ، أ).
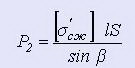
P 1 \ u003d [σ "p] L S,
نفس الشيء بالنسبة للضغط
P 2 \ u003d ["ضغط] L S,
أين،
عند حساب القوة ، يتم استخدام جميع أنواع إعداد الحواف في المفاصل بعقبيتم قبولها على قدم المساواة.
بعقب مع مفصل مقيد
(الشكل 1 ، ب).
القوة المسموح بها للاتصال في حالة التوتر
نفس الشيء بالنسبة للضغط.
عند β = 45 درجة - يكون الاتصال مساويًا في القوة للقسم بأكمله.
لاب جوينت
(الصورة 2).
يتم إجراء التوصيلات بلحام شرائح. اعتمادًا على ضغط التماس بالنسبة لاتجاه التماس فيما يتعلق بالاتجاه القوى النشطةتسمى اللحامات فيليه أمامية (انظر الشكل 2 ، أ) ، الخاصرة (انظر الشكل 2. ب) ، المائلة (انظر الشكل 2. ج) ومجتمعة (انظر الشكل 2 ، د).
لا يقتصر الحد الأقصى لطول اللحامات الأمامية والمائلة. يجب ألا يزيد طول طبقات الجناح عن 60 كيلو ، حيث K هو طول ساق التماس. الحد الأدنى لطول اللحام فيليه 30 مم ؛ بطول أقصر ، تقلل العيوب في بداية ونهاية التماس من قوتها بشكل كبير.
يؤخذ الحد الأدنى لساق اللحام K min يساوي 3 مم إذا كان سمك المعدن S> = 3 مم.
القوة المسموح بها للاتصال
حيث ، [τ cf] - الضغط المسموح به للحام على القص ؛
ك - ساق التماس.
L - المحيط الكامل لحامات الشرائح ؛
- للدرزات الأمامية L = ل؛ للجناح L = 2 ل 1 ;
- للمائل L = ل/ الخطيئة
- للجمع بين L = 2 ل 1 + ل.
توصيل العناصر غير القياسية
(تين. 3).
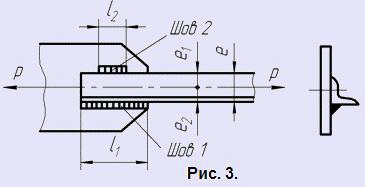
تم العثور على القوى المنقولة إلى اللحامات 1 و 2 من المعادلات الثابتة
![]()
طول التماس المطلوب
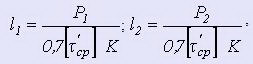
أين،
ك - ساق التماس.
ملحوظة: يُسمح بزيادة l 2 إلى الحجم l 1.
T-JOINT
أبسط من حيث التكنولوجيا.
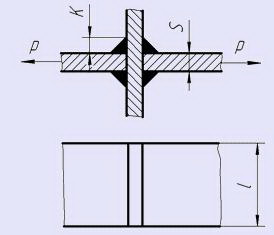
P \ u003d 0.7 ["cf] KL ,
أين،
[τ "cf] - الضغط المسموح به للحام على القص ؛
K - ساق التماس ، والتي يجب ألا تتجاوز 1.2S (S - أصغر سماكة للعناصر المراد لحامها).
الأكثر توفيرًا أفضل نقل للقوات.
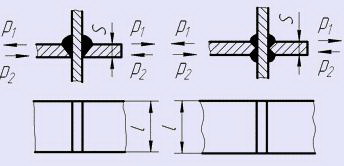
قوة الشد المسموح بها
P 1 \ u003d [σ "p] L S,
نفس الشيء بالنسبة للضغط
P 2 \ u003d ["ضغط] L S,
أين،
[σ "p] و [σ" szh] - الضغوط المسموح بها للحام ، على التوالي ، في التوتر والضغط.
الاتصال مع البطانات
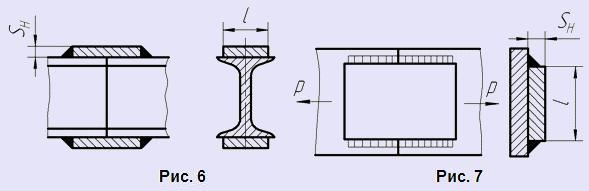
المقطع العرضي للتراكبات ، والذي يضمن القوة المتساوية للمقطع بأكمله (انظر الشكل 6)
أين،
F - قسم من المعدن الأساسي ؛ [σ p] - إجهاد الشد المسموح به للمعدن الأساسي ؛ [σ "p] - الضغط المسموح به للحام في حالة التوتر.
قسم التراكب ، الذي يضمن القوة المتساوية للقسم بأكمله (انظر الشكل 7):
أين،
[τ "cp] - إجهاد القص المسموح به للحام.
فتحة التوصيل
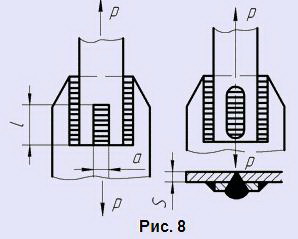
يتم استخدامها فقط في الحالات التي تكون فيها لحامات الشرائح غير كافية للربط.
أوصت a = 2S ، ل= (10 ÷ 25) جنوبًا.
القوة المسموح بها التي تعمل على الفتحة
Р \ u003d [τ "сp] L S,
أين،
[τ "cp] - الضغط المسموح به للحام على القص.
اتصال الفلين
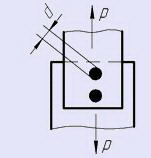
يستخدم في المنتجات التي لا تحمل أحمال طاقة. يمكن استخدام لحام الفلين لتوصيل الصفائح بسمك 15 مم أو أكثر.
إذا تعرضت توصيلات القابس لقوى القص ، فإن الضغط
أين،
د - قطر المكونات ؛
أنا هو عدد الاختناقات المرورية في الاتصال.
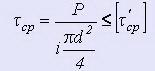
بعقب مشتركة
تحت تأثير لحظة منحنية
عند حساب قوة المفصل (انظر الشكل 9) التي يتم إجراؤها بواسطة اللحام التناكبي تحت تأثير لحظة الانحناء M والقوة الطولية P ، حالة القوة
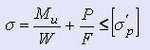
أين،
W = Sh & sup2 / 6 ؛
F = hS.
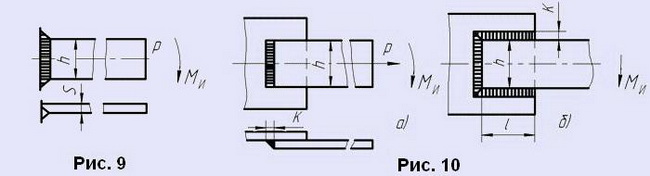
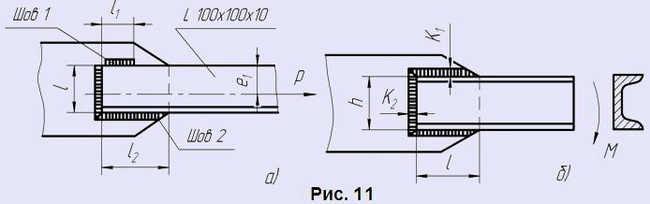
عند حساب قوة المفصل (انظر الشكل 10 ، أ) التي يتم إجراؤها بواسطة لحام شرائح تحت تأثير لحظة الانحناء M والقوة الطولية P ، يضغط القص المحسوب في اللحام
أين،
مرحاض = 0.7Kh & sup2 / 6 ؛
Fc = 0.7Kh.
عند حساب قوة المفاصل (انظر الشكل 10 ، ب) ، التي تتكون من عدة طبقات وتعمل في الانحناء ، يُفترض (للحالة الموضحة بيانياً) أن لحظة الانحناء M ومتوازنة بزوج من القوى في طبقات أفقيةولحظة القرص للخط العمودي
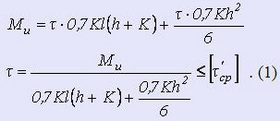 إذا أعطيت اللحظة M والضغط المسموح به τ ، فيجب أن يحدد المرء من المعادلة الناتجة لو K ، مع الأخذ في الاعتبار باقي المعلمات الهندسية.
إذا أعطيت اللحظة M والضغط المسموح به τ ، فيجب أن يحدد المرء من المعادلة الناتجة لو K ، مع الأخذ في الاعتبار باقي المعلمات الهندسية.
ضغوطات مسموح بها للألواح
يتم أخذ الضغوط المسموح بها (الجدولان 1 و 2) للحامات اعتمادًا على:
أ) من الضغوط المسموح بها المعتمدة للمعدن الأساسي ؛
ب) على طبيعة الأحمال المؤثرة.
في الهياكل المصنوعة من الفولاذ St5 المعرضة لأحمال متغيرة أو متناوبة ، يتم تقليل الضغوط المسموح بها للمعدن الأساسي عن طريق الضرب في المعامل
أين،
σ min و max هما الحد الأدنى والحد الأقصى من الضغوط ، على التوالي ، يؤخذان لكل منهما بعلامته الخاصة.
1. ضغوط اللحامات المسموح بها
في الهياكل الهندسية في الحمل المستمر
2. الضغوط المسموح بها في الآلام والكروب الذهنية
للهياكل المعدنية للمباني الصناعية
(عوارض الرافعة ، دعامات السقف ، إلخ.)
| درجة الصلب | تعتبر الأحمال | |||||
| رئيسي | أساسي وإضافي | |||||
| يسبب ضغوط | ||||||
| تمتد الضغط والانحناء | يقطع | تجعد (نهاية الوجه) | تمتد الضغط والانحناء | يقطع | تجعد (نهاية الوجه) | |
| عوارض الرافعة ، دعامات السقف ، إلخ. | ||||||
| St2 St3 | 140 160 | 90 100 | 210 240 | 160 180 | 100 110 | 240 270 |
| الهياكل الفولاذية مثل دعامات الرافعة | ||||||
| St0 و St2 St3 و St4 St5 سبائك منخفضة | 120 140 175 210 | 95 110 140 170 | 180 210 260 315 | 145 170 210 250 | 115 135 170 200 | 220 255 315 376 |
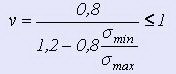
بالنسبة للهياكل المصنوعة من الفولاذ منخفض الكربون تحت تأثير الأحمال المتغيرة ، يوصى بأخذ عامل الاختزال للضغوط المسموح بها في المعدن الأساسي
![]()
أين،
ν - خاصية الدورة ، ν = Р min / P max ؛ P min و P max ، على التوالي ، الأصغر والأكبر من حيث الحجم المطلق للقوة في الوصلة قيد الدراسة ، وكل منهما تُؤخذ بعلامتها الخاصة ؛
K s هو عامل تركيز الإجهاد الفعال (الجدول 3).
3. عامل تركيز الإجهاد الفعال K s
| المقطع المقدر للمعدن الأساسي | ك |
| بعيدا عن اللحامات | 1,00 |
(معدن معالج بعجلة صنفرة) | 1,00 |
| عند نقطة الانتقال إلى المؤخرة أو التماس الأمامي (معدن معالج بالتسوية) | 1,10 |
| في نقطة الانتقال إلى بعقب اللحامبدون معالجة ميكانيكية | 1,40 |
| عند نقطة الانتقال إلى التماس الأمامي دون معالجة الأخير ، ولكن مع انتقال سلس أثناء اللحام اليدوي | 2,00 |
| عند الانتقال إلى التماس الأمامي في وجود أسطوانة محدبة وتقليص صغير | 3,00 |
| عند نقطة الانتقال إلى اللحامات الطولية (الخاصة) في نهايات الأخير | 3,00 |
أمثلة لحساب قوة المفاصل الملحومة
مثال 1حدد طول اللحامات التي تربط الزاوية 100x100x10 مم بالوشاح (الشكل 11. أ). تم تصميم الاتصال على قدم المساواة مع قوة العنصر بأكمله. مادة الصلب St2. الأقطاب الكهربائية E42.
في الجدول. 2 للصلب St2 نجد الضغط المسموح به [p] = 140 ميجا باسكال. مساحة ملف تعريف الزاوية 1920 مم & sup2 ("زوايا فولاذية متساوية المدرفلة على الساخن" GOST 8509-93).
القوة المقدرة في الزاوية
ف = 140 × 1920 = 268800 نيوتن
في هذه الحالة ، إجهاد القص المسموح به ، وفقًا للجدول. 1 ، في اللحام
[τ cp] = 140x0.6 = 84 ميجا باسكال .
الطول المطلوب للدرزات (عند K = 10 مم) في مفصل اللفة وفقًا لحساب الشكل. 11 أ.
طول التماس الأمامي l \ u003d 100 مم: الطول المطلوب لكل من درزتي الجناح l fl \ u003d 458-100 \ u003d 358 مم. منذ لزاوية معينة e 1 \ u003d 0.7 لسيكون طول التماس 2 l 2 - 0.7x358 = 250 مم ، وطول التماس 1 سيكون l 1 = 0.3x358 = 108 مم. نقبل l 2 = 270 مم ، 1 = 130 مم.
مثال 2تحديد الطول l من اللحامات التي تربط القناة رقم 20 أ. محملة في النهاية بلحظة M = 2.4x10 7 N مم (الشكل 11. ب). مادة الصلب St2. الأقطاب الكهربائية E42.
في الجدول. 2 للصلب St2 نجد الضغط المسموح به [p] = 140 ميجا باسكال. الإجهاد المسموح به عند القص ، حسب الجدول. 1 ، في اللحام
[τ "cp] \ u003d 140x0.6 \ u003d 84 ميجا باسكال .
معامل قسم القناة W = 1.67x105mm & sup3(من GOST)
الجهد االكهربى
σ = 2.4 × 10 7 / 1.67 × 10 5 = 144 ميجا باسكال
ساق طبقات أفقية K 1 = 10 مم ، عمودي K 2 = 7.5 مم. من الصيغة 1 (انظر أعلاه) نجد
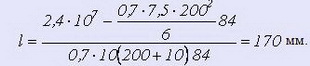
نحن نقبل l = 200 مم. مع طول هذا التماس ، إجهاد الانحناء
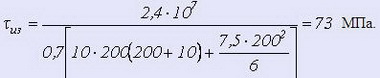
القيمة الناتجة أقل من القيمة المسموح بها [τ "cp] = 84 ميجا باسكال.
الأقطاب الكهربائية
أبعاد والمواصفات العامة للأقطاب المعدنية المطلية يدويًا لحام القوسالفولاذ والتراكبات طبقات السطحمن الفولاذ والسبائك في GOST 9466-75 أو لفترة وجيزة.
أقطاب معدنية مطلية للحام القوسي اليدوي للفولاذ الإنشائي والمقاوم للحرارة (وفقًا لـ GOST 9467-75):
تتكون الأقطاب الكهربائية من الأنواع التالية:
E38 و E42 و E46 و E50 - للحام منخفض الكربون ومنخفض السبائك الفولاذ الإنشائيبقوة شد تصل إلى 500 ميجا باسكال:
E42A و E46A و E50A - للحام الكربون والفولاذ الهيكلي المنخفض السبائك بقوة شد تصل إلى 500 ميجا باسكال ، عندما يتم فرض متطلبات متزايدة للليونة وقوة التأثير على معدن اللحام ؛
E55 و E60 - لحام الفولاذ الإنشائي الكربوني والسبائك المنخفضة بقوة شد مؤقتة من St. 500 إلى 600 ميجا باسكال ؛
E70 ، E85 ، E100 ، E125 ، E150 - لحام الفولاذ الإنشائي المخلوط بقوة متزايدة وعالية مع قوة شد تزيد عن 600 ميجا باسكال ؛
E-09M ، E-09MH ، E-09Kh1M ، E-05Kh2M ، E-09Kh2MG ، E-09Kh1MF ، E-10Kh1M1NFB ، E-10KhZM1BF ، E-10Kh5MF - لحام سبائك الفولاذ المقاوم للحرارة.
الخواص الميكانيكية لمعدن اللحام ،
ترسب المعدن والمفصل الملحوم في درجة الحرارة العادية (وفقًا لـ GOST 9467-75)
| أنواع القطب | معدن اللحام أو معدن اللحام | وصلة ملحومة مصنوعة من أقطاب كهربائية بقطر أقل من 3 مم | |||
| استطالة نسبية δ 5٪ | قوة التأثير KCU، J / cm & sup2 (kgf · m / cm & sup2) | قوة الشد σ in، MPa (kgf / mm & sup2) | زاوية الانحناء ، درجات | ||
| على الاكثر | |||||
| E38 | 380 (38) | 14 | 28 (3) | 380 (38) | 60 |
| ه 42 | 420 (42) | 18 | 78 (8) | 420 (42) | 150 |
| E46 | 460 (46) | 18 | 78 (8) | 460(46) | 150 |
| E50 | 500 (50) | 16 | 69 (7) | 500 (50) | 120 |
| E42A | 420 (42) | 22 | 148 (15) | 420 (42) | 180 |
| E46A | 460 (46) | 22 | 138 (14) | 460 (46) | 180 |
| E50A | 500 (50) | 20 | 129 (13) | 500 (50) | 150 |
| E55 | 550 (55) | 20 | 118 (12) | 550 (55) | 150 |
| E60 | 600 (60) | 18 | 98 (10) | 600 (60) | 120 |
| E70 | 700 (70) | 14 | 59 (6) | - | - |
| E85 | 850 (85) | 12 | 49 (5) | - | - |
| E100 | 1000 (100) | 10 | 49 (5) | - | - |
| E125 | 1250 (125) | 8 | 38 (4) | - | - |
| E150 | 1500 (150) | 6 | 38 (4) | - | - |
يوفر GOST 9467-75 أيضًا أنواعًا من الأقطاب الكهربائية و الخواص الميكانيكيةمعدن اللحام أو معدن اللحام لسبائك الفولاذ المقاوم للحرارة.
أقطاب معدنية مطلية يدويًا لحام القوس
طبقات سطحية ذات خصائص خاصة (حسب GOST 10051-75)
| اكتب | ماركة | صلابة بدون معالجة حرارية بعد صلابة HRC |
منطقة التطبيق |
| E-10G2 E-11G3 E-12G4 E-15G5 E-30G2KhM | OZN-250U O3H-300U OZN-350U OZN-400U HP-70 | 22,0-30,0 29,5-37,0 36,5-42,0 41,5-45,5 32,5-42,5 | تسطيح الأجزاء التي تعمل في ظروف أحمال الصدمات الشديدة (المحاور ، أعمدة القارنات الأوتوماتيكية ، ضفادع السكك الحديدية ، القضبان ، إلخ) |
| E-65X11H3 E-65X25G13N3 | OMG-N تسنين -4 | 27,0-35,0 25,0-37,0 | تسطيح الأجزاء البالية من فولاذ عالي المنغنيز من الأنواع G13 G13L |
| E-95X7G5S E-30X5V2G2SM | 12AN / ليفت TKZ-N | 27,0-34,0 51,0-61,0 | تسطيح الأجزاء التي تعمل في ظروف أحمال الصدمات الشديدة مع تآكل كاشطة |
| E-80X4S E-320X23S2GTR E-320X25S2GR E-350X26G2R2ST | 13KN / ليفت تي 620 تي - 590 X-5 | 57,0-63,0 56,0-63,0 58,0-64,0 59,0-64,0 | تسطيح الأجزاء التي تعمل في ظل ظروف تآكل جلخ في الغالب |
| E-300X28N4S4 E-225X10G10S E-110X14V13F2 E-175B8Kh6ST | TsS-1 TsN-11 VSN-6 TsN-16 | 49,0-55,5 41,5-51,5 51,0-56,5 53,0-58,5 | تسطيح الأجزاء التي تعمل في ظل ظروف التآكل الشديد للمواد الكاشطة بأحمال التصادم |
يوفر GOST أيضًا خدمات أخرى التركيب الكيميائيوأنواع وماركات الأقطاب الكهربائية.
يجب أن تضمن مستهلكات اللحام المستخدمة في لحام الهياكل الفولاذية الخصائص الميكانيكية لمعدن اللحام والمفصل الملحوم (قوة الشد ، قوة الخضوع ، الاستطالة النسبية ، زاوية الانحناء ، قوة التأثير) لا تقل عن الحد الأدنى لخصائص المعدن الأساسي لل هيكل.
المواد الملحومة والأقطاب الكهربائية التطبيقية:
StZkp ، StZkp ، StZps ، فولاذ 08kp ، فولاذ 10- E42 ، E42A ، E46 ؛
- استيل 20 - E42 ؛
- استيل 25 لتر - E46 ؛
- فولاذ 35 لتر ، فولاذ 35 ، فولاذ 45 ، St5kp ، St5ps - E50A ؛
- فولاذ 20X ، فولاذ 40X - E85 ؛
- فولاذ 18KhGT ، فولاذ 30KhGSA- E100 ؛
- AD1، AD1M، AMg6 - قضبان حشو.
للحصول على تصنيف مفصل للأقطاب الكهربائية ونطاقها ، انظر.



