Clasificarea sudurilor după lungime și configurație. Clasificarea sudurilor
§ 5. Clasificare suduri
Sudurile sunt clasificate în funcție de următoarele caracteristici principale. De minteîmbinarea sudată face distincția între cusăturile cap la cap și colțul. Cusăturile situate în îmbinările sudate cap la cap se numesc cap la cap, situate în îmbinările tee, colț și lap - colț.
De poziţie,în care se execută sudarea, sudurile sunt: „în barcă”, inferioară, semi-orizontală, orizontală, semi-verticală, verticală, semi-tavan și tavan (Fig. 6).

Orez. 6. Clasificarea sudurilor după amplasarea în spațiu:
a - partea de jos "în barcă", b - colțul de jos, c - fundul de jos, d - orizontal, d - vertical, e - semi-tavan, g - tavan
De configurație cusăturile îmbinărilor sudate sunt rectilinii, inelari și curbilinii; în lungime – continuă și intermitentă. Cusăturile solide, la rândul lor, sunt împărțite în scurte, medii și lungi (Fig. 7).

Orez. 7. Clasificarea sudurilor după configurație și lungime:
a - rectiliniu, b - inel, c - curbiliniu, d - solid, e - intermitent
De tipul de sudare folosit cusăturile îmbinărilor sudate sunt separate manual în cusături sudare cu arc, cusături automate și sudura mecanizata cusături de sudură cu arc scufundat în gaze protectoare, cusături de sudură cu zgură electrică, cusături de nituire electrică, cusături de sudură electrică de contact, cusături sudare cu gaz, cusături îmbinări lipite.
De metoda de retinere de metal topit în timpul sudării, cusăturile îmbinărilor sudate sunt împărțite în cusături realizate fără căptușeli și perne, pe căptușeli de oțel detașabile și rămase, pe căptușeli de cupru, flux-cupru, ceramică și azbest, precum și perne de flux și gaz (Fig. 8).

Orez. 8. Schema cusăturilor:
a - pe căptușeli, b - pe un tampon de flux, c - cu suflare de gaz, d - pe greutate;
1 - căptușeală detașabilă de cupru, 2 - căptușeală de oțel rămasă, 3 - căptușeală de azbest, 4 - flux, 5 - prelată, 6 - cutie metalică, 7 - furtunuri de aer, 8 - sudare, 9 - piesa de sudat
De numărul de straturi iar rolele, sudurile sunt: unilaterale, bifate, multistrat și multistrat multi-pass (Fig. 9).

Orez. 9. Clasificarea sudurilor după numărul de straturi și margele
De material folosit pentru sudare Cusăturile îmbinărilor sudate sunt împărțite în îmbinări din oțel carbon și aliat, îmbinări din metale neferoase, îmbinări din bimetal, îmbinări din plastic vinil și polietilenă.
De amplasarea pieselor de sudat unul față de celălalt, cusăturile îmbinărilor sudate pot fi în unghi ascuțit sau obtuz, în unghi drept și, de asemenea, situate în același plan.
De forță care acționează asupra cusăturii cusăturile sunt laterale, frontale, combinate și oblice (Fig. 10).

Orez. 10. Clasificarea cusăturilor în funcție de forța care acționează asupra acestora:
a - flanc, b - frontal, c - combinat, d - oblic
De volumul de metal depus distingeți între cusături normale, slăbite și întărite (Fig. 11).

Orez. 11. Clasificarea sudurilor după volumul de metal depus
De forma structurii sudate cusăturile îmbinărilor sudate se realizează pe structuri plate și sferice, conform locația pe produs distinge între cusături longitudinale și transversale.
Eficacitatea și calitatea muncii depind de disponibilitatea instrumentelor, materialelor și abilităților necesare. Cunoașterea teoriei afectează, de asemenea, în mod semnificativ succesul în orice afacere, indiferent de direcția acesteia. considerată a fi una dintre cele mai comune.
Acest tip de activitate necesită materiale, echipamente, experiență de lucru, precum și cunoștințe teoretice. După ce stăpânește informațiile necesare, o persoană își face o idee despre ce este o cusătură, ce clasificare a sudurilor există și cum să aleagă cea mai bună opțiune pentru cuplarea diverselor. produse metalice.
Ce este o cusătură de sudură?
Pe parcursul lucrari de sudare trei secțiuni metalice sunt implicate în proces: cu ajutorul celei de-a treia, care acționează ca un electrod, două bucăți de fier sunt fixate împreună. La joncțiunea unul cu celălalt Părți metalice are loc un proces termic, formând o cusătură. Astfel, o cusătură este o piesă obținută ca urmare a acțiunii fierului topit și solidificat.

Orice metal poate fi îmbinat prin sudare. Au propriile lor caracteristici structurale, în funcție de care este selectat un anumit tip de fixare. Clasificarea se face in functie de tipul ambreiajului, material si alti parametri. Fiecare conexiune are propriile sale instrucțiuni și propriul său ordin de execuție.
Dimensiuni
Există o clasificare a sudurilor după lungime. În funcție de mărime, există:
- Mic de statura. Dimensiunea nu depășește 30 cm O astfel de cusătură apare ca urmare a sudării efectuate într-o direcție de la început până la sfârșit.
- Mediu. Lungimea cusăturii - de la 30 cm la 1 metru. Aceste cusături sunt sudate de la mijloc până la margini. Pentru ei, metoda pasului invers este ideală. Esența sa constă în faptul că întreaga cusătură este împărțită în mai multe secțiuni, care sunt prelucrate alternativ prin sudare. Fiecare dintre aceste segmente are o lungime de 10 până la 30 cm.
- Lung (peste un metru). Sunt sudate în același mod ca și cusăturile din mijloc, singura diferență fiind că numărul de secțiuni de aici va fi mai mare.
Tipuri de îmbinări sudate
Clasificarea sudurilor se realizează și în funcție de tipul de prindere. Există patru tipuri de conexiuni:
- fund;
- tee;
- suprapune;
- unghiular.
Cel mai comun tip
În timpul lipirii cap la cap, se ia în considerare grosimea produsului. Acest lucru vă permite să economisiți o parte semnificativă a materialului.

Ambreiajul la cap este considerat cel mai popular. Acest lucru se datorează faptului că acest proces de sudare este cel mai rapid și mai economic.
Acest tip de cuplare se caracterizează printr-o conexiune în formă de T a produselor metalice. Ca și în lipirea cap la cap, se acordă o atenție deosebită grosimii metalului, în funcție de care cusăturile sunt pe o singură față și cu două fețe.

Când aplicați acest tip de ambreiaj, trebuie să respectați următoarele recomandări:
- împlinitor sudare în T la cuplarea a două produse cu grosimi diferite, este necesar să se țină pistolul de sudură în raport cu produsul mai gros la un unghi de 60 de grade.
- Lucrările de sudare pot fi facilitate prin plasarea structurii „în barcă”. Această poziție a piesei de prelucrat va elimina decupările, lipsa zonelor insuficient gătite, care sunt considerate cele mai frecvente defecte pentru acest tip de aderență.
- Dacă o trecere a pistoletului de sudură se dovedește a fi ineficientă, deoarece pot rămâne zone defecte, acestea trebuie sudate prin vibrarea electrozilor de sudură.
- Într-o îmbinare în T, sudarea unilaterală poate fi, de asemenea, limitată. Pentru a face acest lucru, trebuie să utilizați echipamentul de sudură Oineo Tronic Pulse, care permite prepararea RW.
Sudarea prin suprapunere
Principiul acestui tip de conexiune este sudarea pe două fețe a produselor, a căror grosime nu este mai mare de 1 cm.Această sudură este utilizată în cazurile în care este necesar să se prevină pătrunderea umezelii în golul dintre tablele de oțel. Ca rezultat al acestei lucrări, se formează două cusături. Acest tipÎmbinarea sudată este considerată a fi lungă și nu economică, deoarece sunt necesare mai multe materiale pentru lucrare.

Prindere unghiulară
Acest tip de sudare este utilizat pentru a conecta produse metalice într-o poziție perpendiculară între ele. În funcție de grosimea foii sudarea colțurilor caracterizată prin prezența sau absența marginilor teșite. Dacă este necesar, acest lucru se face din interiorul produsului.

Forme de sudare
Clasificarea sudurilor în funcție de forma suprafeței exterioare definește trei tipuri:
- Apartament. Sunt eficiente la sarcini dinamice și alternative, deoarece aceste cusături (precum cele concave) nu au o concentrație de tensiuni care pot provoca căderi ascuțite și pot distruge legătura de sudură.
- Concav. Concavitatea sudurii, care nu depășește 0,3 cm, este considerată acceptabilă, în caz contrar, concavitatea sudurii este considerată excesivă și este considerată un defect. Nivelul concavității se măsoară în zona în care există cea mai mare deformare.
- Cusături ridicate. Acestea apar ca urmare a acumulării unei cantități mari de metal solidificat și sunt considerate neeconomice. Dar, în același timp, o îmbinare sudata care oferă o cusătură convexă este mai eficientă sub sarcină statică decât o îmbinare cu o sudură plată sau concavă. Indicele de convexitate este distanța de la suprafața metalului de bază până la punctul de cea mai mare proeminență. Bulbii care nu depășesc 0,2 cm pentru sudarea inferioară și nu mai mult de 0,3 cm pentru sudarea realizată în alte poziții sunt considerate standard.
Clasificarea sudurilor după poziţia în spaţiu
Conform criteriului de plasare în spațiu, există patru tipuri de suduri, fiecare dintre ele având propriile caracteristici și recomandări pentru sudare:
- cusături de jos. Din punct de vedere tehnic, sunt considerate cele mai simple. Sudarea cusăturilor inferioare se realizează pe o suprafață plană în poziția de jos. Acest proces se caracterizează prin eficiență și calitate ridicate. Acest lucru se datorează condițiilor mai confortabile pentru sudor. Metalul topit este direcționat de greutatea sa într-un bazin sudat situat în poziție orizontală. Este ușor de urmărit gătirea cusăturilor inferioare. Lucrarea se face rapid.
- cusături orizontale. Sudarea este puțin mai dificilă. Problema este că metalul topit, sub influența greutății sale, curge către marginile inferioare. Acest lucru poate duce la decupări la marginea superioară.
- cusături verticale. Sunt rezultatul îmbinărilor de produse metalice plasate într-un plan vertical.
- Cusături de tavan. Această sudare este considerată cea mai dificilă și responsabilă. Se caracterizează prin confort minim. În timpul procesului de sudare, eliberarea zgurii și a gazelor devine mai dificilă. Nu toată lumea poate face față acestei afaceri, este nevoie de multă experiență, deoarece nu este ușor să îți cadă zgura pe față în timpul lucrului. Este important să se observe calitatea și puterea conexiunii.
Cum sunt identificate sudurile și îmbinările?
Clasificarea și desemnarea sudurilor se efectuează folosind pictograme, linii și indicații speciale. Ele sunt plasate pe și pe structură în sine. Clasificarea îmbinărilor și cusăturilor sudate este indicată, conform documentului de reglementare, folosind linii speciale care pot fi solide sau întrerupte. Sudurile vizibile sunt indicate prin linii continue, cele invizibile prin linii întrerupte.
Simbolurile cusăturii sunt plasate pe raftul de la înștiințare (dacă cusătura este situată în partea din față). Sau, dimpotrivă, sub raft, dacă cusătura este plasată pe partea din spate. Cu ajutorul pictogramelor se indică clasificarea sudurilor, discontinuitatea acestora și amplasarea segmentelor pentru sudare.
Lângă pictogramele principale sunt altele suplimentare. Acestea conțin informații justificative:
- privind îndepărtarea armăturii sudurii;
- despre tratarea suprafeței pentru o tranziție lină la metalul de bază și prevenirea căderilor și neregulilor;
- despre linia de-a lungul căreia se realizează cusătura (dacă este închisă).
Pentru modele și produse identice ale aceluiași GOST, sunt furnizate simboluri standard și cerințe tehnice. Dacă există cusături identice în structură, atunci este mai bine să le dați numere de serie și să le împărțiți în grupuri, cărora li se atribuie și numere pentru comoditate. Toate informațiile despre numărul de grupuri și cusături ar trebui să fie indicate în documentul de reglementare.
pozitia cusaturii
Clasificarea sudurilor se bazează pe poziția sudurii. Sunt:
- Unilateral. Ele se formează ca urmare a foilor de sudură, a căror grosime nu depășește 0,4 cm.
- Bilateral. Apare in timpul sudarii fata-verso a tablelor metalice cu grosimea de 0,8 cm.Pentru fiecare conexiune se recomanda sa se lase spatii de 2 mm pentru a asigura calitatea aderenta.
Posibile defecte
Defecte în timpul sudării pot apărea din cauza curentului excesiv și a tensiunilor arcului electric. Poate fi și rezultatul manipulării necorespunzătoare a electrozilor. Clasificarea defectelor sudurilor în funcție de localizarea acestora:
- Intern. Pentru identificarea acestora se folosește o tehnică care constă în control: nedistrugerea structurii, distrugerea totală sau parțială.
- În aer liber. Sunt ușor de identificat prin examinare externă.
Din cauza unei încălcări a regimului de sudare cauzată de lipsa experienței necesare, insuficientă munca pregatitoare, efectuând măsurători incorecte, defectele se împart în:
- Lipsa fuziunii Se manifestă prin absența locală a fuziunilor între elementele conectate. Defectul duce la o creștere a concentrației tensiunilor și la o scădere a secțiunii transversale a sudurii. Un design cu un astfel de defect se caracterizează prin rezistență și fiabilitate reduse. Cauza lipsei fuziunii poate fi atât puterea curentului insuficientă, cât și sudarea în modul rapid.
- Undercut Defectul constă într-o scădere locală a grosimii metalului de bază. Această problemă este observată în apropierea limitelor sudurilor.
- Ars. Defectul arată ca o cavitate în sudură. Apare din cauza scurgerii de metal topit din bazinul de sudură. O arsură este un defect inacceptabil, trebuie corectat urgent.
- Crater neumplut sau depresiune. Apare din cauza întreruperii arcului în timpul apropierii de sfârșitul cusăturii.
- Aflux Defectul se manifestă prin scurgerea metalului de sudură pe metalul de bază fără fuziunea acestora.

Cauzele defectelor pot fi foarte diferite, dar sunt la fel de capabile să reducă rezistența de aderență, fiabilitatea operațională, precizia și deteriorarea aspect produse.
Clasificarea principalelor tipuri de suduri
Suduri de file sau cap la cap poziție în spațiu subdivizat (conform GOST 11969–79) în:
N, L - inferior și respectiv în barcă;
Pg - semi-orizontal;
G - orizontală;
Pv - semi-vertical;
B - verticală;
Pp - semi-tavan;
P - tavan.
După lungime (Fig. 42) distingeți:
cusăturile sunt continue;
cusături intermitente (eșalonate, cusături de lanț).
În raport cu direcţia eforturilor curente (Fig. 42b) distingeți:
cusăturile sunt longitudinale;
cusături transversale;
cusături oblice.
După forma suprafeței exterioare (Fig. 43) suduri cap la cap poate fi facut:
normal (plat);
convex sau concav.
Sudurile convexe funcționează mai bine sub sarcini statice, în timp ce sudurile plate (normale) și concave funcționează mai bine sub sarcini alternante și dinamice, deoarece nu există o tranziție bruscă de la metalul de bază la sudură.
În funcție de condițiile de lucru ale unității sudate în timpul funcționării produsului, sudurile sunt împărțite în muncitorii, purtând direct sarcina și mai departe conectarea(legare) cusături. Suturile de legare sunt uneori denumite suturi care nu funcționează. Acestea servesc la fixarea pieselor sau detaliilor. De exemplu, „chiuri” sunt cusături scurte de legare pentru fixarea pieselor înainte de sudare.
În desene, sudurile în conformitate cu GOST 2.312–84 sunt marcate cu linii principale pe partea vizibilă și linii întrerupte pe partea invizibilă. O săgeată unidirecțională cu un raft se apropie de ei, deasupra căreia este scris simbolul cusăturii:
1 - locul unui semn special:
- cusătura este închisă, contur;
- cusătură de montare;
- cusătura este contur, deschisă etc.;
2 - locul standardului (GOST) - vezi tabelul. 4;
3 - denumirea alfanumerica a sudurii - vezi tabel. 4;
4 - simbolul metodei de sudare:
A - sudare automată;
P - sudare mecanizata;
U - sudare în dioxid de carbon;
I - sudarea înăuntru gaz inert; sudarea cu arc și sudarea manuală nu sunt indicate;
5 - un simbol al profilului cusăturii și al picioarelor acesteia (pentru suduri în file);
6 - lungimea și locația secțiunilor cusăturilor intermitente.
Orez. 42.
Clasificarea sudurii:
după lungime (a):
1 - solid; 2 - lanț; 3 - șah;
în direcția eforturilor existente (b):
1 - longitudinal; 2 - transversal; 3 - combinate

Orez. 43.
Clasificarea sudurilor în funcție de forma suprafeței exterioare:
1 - cusătură normală; 2 - cusătură convexă; 3 - cusătură concavă

Orez. 44.Desemnarea pozițiilor sudurii conform GOST 2.312–84.
Un exemplu de denumire sudată conexiune tee T4, realizat cu o mașină semiautomată de bioxid de carbon, în scop de asamblare, cu buclă deschisă și lungimea piciorului de 4 mm, lungimea de penetrare de 50 mm, pasul de sudare de 150 mm, este prezentat în fig. 45.

Orez. 45.Exemplu de desemnare cusătură de sudură conform GOST 2.312–84
Din cartea The Complete Encyclopedia of a Young Mistress autorRepararea cusăturilor rupte Dacă aveți o cusătură laterală ruptă pe o haină, jachetă sau jachetă, deschideți cusătura laterală a căptușelii și coaseți cusătura îmbrăcămintei. Dacă lungimea cusăturii desfăcute nu este mai mare de 3 cm, atunci aceasta se face manual, cu ochiuri mici. Dacă mai este rupt, mătură,
Din cartea The Complete Encyclopedia of a Young Mistress autor Polivalina Lyubov AlexandrovnaSigilarea rosturilor de țiglă După efectuarea operațiunii de curățare a cusăturilor, adică după ce acestea sunt curățate de resturile care le-au umplut, puteți începe să le etanșați. Pentru a face acest lucru, veți avea nevoie de un mortar de ciment și unelte adecvate.Unelte necesare: 1) mistrie
Din cartea Sistem portabil de rachete antiaeriene „Strela-2” autor Ministerul Apărării al URSS Din cartea Cartea cea mare a nodurilor. Pescuit, vânătoare, marin, turistic, alpinism, gospodărie autor Demus Valery Anatolievici Din cartea Cool Encyclopedia for Girls [Sfaturi grozave despre cum să fii cel mai bun în toate!] autor Vecherina Elena IurievnaTipuri de cusături Cusătură pentru butoniere (Fig. 26). O astfel de cusătură, de regulă, bucle acoperite sau margini de șervețele - scoici. Figura 26. Cusătură pentru butoniere Cusăturile sunt perpendiculare pe marginea materialului. Este necesar să coaseți de la stânga la dreapta, mai întâi trageți un ac și ata din interior spre partea din față, toate
Din cartea Dreptul constituțional al Rusiei. fițuici autor Petrenko Andrei Vitalievici autor Lerner Georgy Isaakovich4.6. Regatul Animalelor. Principalele caracteristici ale subregurilor animalelor unicelulare și multicelulare. Animalele unicelulare și nevertebrate, clasificarea lor, caracteristicile structurii și vieții, rolul în natură și viața umană. Caracteristicile principalelor tipuri
Din cartea Biologie [Un ghid complet pentru pregătirea pentru examen] autor Lerner Georgy Isaakovich4.7. Chordurile, clasificarea lor, caracteristicile structurii și vieții, rolul în natură și viața umană. Caracteristicile principalelor clase de cordate. Comportamentul animalului 4.7.1. caracteristici generale tip Chordates Termeni și concepte de bază testate în
Din carte Marea Enciclopedie tehnologie autor Echipa de autoriDispozitiv de tăiat cusături Dispozitivul de tăiat cusături este o mașină pe roți pentru tăierea cusăturilor în pavajul de beton în timpul reparațiilor. Dispozitivul principal de lucru - dispozitive de tăiere cu vibrații - cuțite pentru tăierea rosturilor în beton proaspăt și discuri abrazive pentru tăierea rosturilor în
Din cartea Sudura autorClasificarea principalelor tipuri de îmbinări sudate Sudarea este procesul de obținere a unei legături monolitice permanente a materialelor datorită proceselor termodinamice ireversibile de transformare a energiei și a substanței în zona de îmbinare.O îmbinare sudata se numește
Din cartea Sudura autor Bannikov Evgheni AnatolieviciCapitolul 19 Măsuri de siguranță la efectuarea sudării
Din cartea The Newest Encyclopedia of Proper Repair autor Nesterova Daria Vladimirovna autor Kazakov Iuri NikolaeviciÎncercări ale îmbinărilor sudate cap la cap Testele mecanice ale îmbinărilor sudate cap la cap a unui eșantion de testare pentru structurile de oțel trebuie efectuate în conformitate cu GOST 6996-66, o îmbinare sudată cap la cap de armare a structurilor din beton armat - în conformitate cu GOST 10922-75. Optimal
Din cartea Universal Handbook maistru. Construcție modernă în Rusia de la A la Z autor Kazakov Iuri NikolaeviciAnexa 3. Proiectarea copertelor și paginilor revistei de protecție anticorozivă a îmbinărilor sudate
Din cartea Răspunsuri la bilete de examenîn econometrie autor Yakovleva Angelina Vitalievna8. Clasificarea tipurilor de variabile econometrice și a tipurilor de date. Probleme legate de date Trei tipuri de date sunt utilizate în principal în modelele econometrice: 1) date spațiale (date transversale); 2) serii temporale (date în serie de timp); 3) date de tip panel (panou).
Din cartea Encyclopedia of Home Economics autor Polivalina Lyubov AlexandrovnaCapitolul II
TIPURI DE IMBINĂRI SUDARE ȘI CUNSĂTURĂ
§ 4. Clasificarea îmbinărilor sudate
Se numește o legătură permanentă realizată prin sudare îmbinare sudata.
Depinzând de poziție relativă in spatiul pieselor metalice de imbinat se disting rosturi: cap la cap, te, colt si poala (Fig. 4).
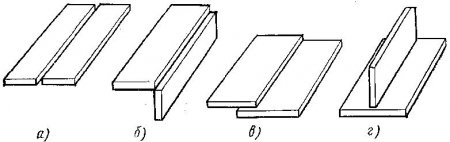
Orez. 4. Tipuri de compuși metalici:
a - cap la cap, b - colț, c - suprapunere, d - tee
la fund îmbinări sudate (Fig. 5, a). În aceste îmbinări, elementele sudate sunt situate în același plan sau pe aceeași suprafață. GOST 5264-80 stabilește 32 de tipuri de îmbinări sudate cap la cap, care sunt desemnate CI, C2, SZ, C4 etc. Îmbinările sudate cap la cap sunt cele mai comune și sunt utilizate la fabricarea stâlpilor, grinzilor, rezervoarelor orizontale, verticale și sferice din oțel. , conducte, furnal și cuptoare de ciment, conducte de gaz, conducte de gaz urbane și principale și structuri din beton armat. Acești compuși se găsesc pe scară largă în structurile de inginerie sudate, precum și în fabricarea de avioane, rachete, nave etc.
Suduri de filet(Fig. 5b). O îmbinare sudată a două elemente situate în unghi drept și sudate la joncțiunea marginilor acestora se numește îmbinare de colț.
Îmbinările sudate prin filet, desemnate convențional în GOST 5264-80 U1, U2, U4 etc., se găsesc în stâlpi, grinzi, ferme și rezervoare de oțel. Ele sunt frecvente în special în structurile de inginerie, rezervoare, cazane și conducte.
Îmbinări sudate în T(Fig. 5, c). O trăsătură distinctivă a acestor îmbinări este aceea că una dintre piesele care urmează a fi îmbinate este instalată pe suprafața celuilalt capăt și sudată, formând, parcă, litera T în secțiune (de unde și denumirea - tee).

Orez. 5. Tipuri de îmbinări sudate;
a - cap la cap, b - unghiular, c - tee, d - poală
Îmbinările sudate în T, denumite convențional T1, TZ, T6 etc., se găsesc în stâlpi de oțel, grinzi, ferme, rezervoare verticale, construcții de mașini și structuri de aeronave, rachete și nave etc.
Îmbinări sudate prin suprapunere(Fig. 5, d). O îmbinare în care elementele care urmează să fie sudate sunt paralele și se suprapun între ele se numește îmbinare prin suprapunere. Cantitatea de suprapunere ar trebui să fie în intervalul 3-240 mm și depinde de grosimea metalului care este sudat.
Aceste îmbinări sudate se regăsesc la fabricarea catargelor, ferme, rezervoare cilindrice orizontale, rezervoare cilindrice verticale, diverse tipuri de rezervoare. Sudurile prin suprapunere sunt desemnate HI și H2 și pot fi fie pe o singură față, fie pe două fețe.
Clasificarea sudurilor
La Categorie:
Imbinari sudate
Clasificarea sudurilor
Sudurile se împart în funcție de tipul îmbinării sudate și formă geometrică secțiunea cusăturii în fund și colț. Sudul cap la cap se caracterizează prin lățimea (b) și armătura Lv, adâncimea de pătrundere hn, colțul - prin picior K, lățimea B, grosimea H. Sudurile cap la cap sunt folosite pentru a face cap la cap, capăt, flanș și uneori îmbinări de colț. Suduri de filet folosit în poală, tee și conexiuni de colt. Dimensiunile secțiunii cusăturilor sunt stabilite prin GOST 5264-69.
În funcție de forma suprafeței exterioare, sudurile cap la cap pot fi plate sau convexe. Sudurile file pot fi, de asemenea, făcute concave. Îmbinările sudate cu cusături convexe funcționează mai bine sub sarcină statică decât cele cu cusături plate sau concave. Cu toate acestea, sudurile cu prea multă convexitate din cauza cantității mari de metal de sudură sunt neeconomice. Articulațiile cap la cap cu cusături plate și îmbinări file, tee și pole cu cusături concave funcționează mai bine pentru încărcare dinamică sau alternativă decât îmbinările cu cusături convexe. Acest lucru se explică prin faptul că la sudurile plate și concave nu există tranziții ascuțite de la metalul de bază la metalul depus, în care există o concentrare a tensiunilor și de la care poate începe distrugerea îmbinării. În conformitate cu standardul, convexitatea cusăturii este permisă la sudare de jos până la 2 mm și nu mai mult de 3 mm pentru cusăturile realizate în alte poziții. Concavitatea este permisă în toate cazurile nu mai mult de 3 mm.
După poziție în spațiu, cusăturile sunt inferioare, verticale, orizontale și de tavan.

Orez. 1. Clasificarea sudurilor în funcție de forma geometrică a secțiunii
Sudarea cusăturilor inferioare este cea mai convenabilă și poate fi ușor mecanizată. Cea mai complexă și dificilă cusătură de tavan, a cărei implementare necesită o pregătire specială. Executarea rosturilor orizontale si verticale pe plan vertical este ceva mai dificila decat cele inferioare, dar mai usoara decat cele de tavan. Verticală, orizontală și cusături de tavanîn cele mai multe cazuri, ele sunt utilizate în construcția și instalarea de structuri mari și mult mai rar în condiții de fabrică, unde cu ajutorul dispozitivelor este posibilă sudarea aproape complet a structurii numai în poziția inferioară. Mulți sudori cu înaltă calificare performează cusături verticale cu o calitate mai bună decât cele inferioare, deoarece în acest caz murdăria este mai ușor de îndepărtat din bazinul de sudură, iar metalul de sudură devine mai curat, mai dens și mai puternic.

Orez. 2. Clasificarea sudurilor: a - după poziție în spațiu, b - după lungime, e - în raport cu direcția forțelor care acționează, d - după forma suprafeței exterioare
În raport cu direcția forțelor care acționează, cusăturile sunt împărțite în flanc (laterale) și longitudinale, ale căror axe sunt paralele cu direcția forței; frontală, ale căror axe sunt perpendiculare pe direcția efortului; combinate și oblice.
În funcție de lungime, cusăturile sunt continue și intermitente. O cusătură intermitentă poate fi în lanț sau eșalonată. Cusătura de lanț este o cusătură în T intermitentă pe două fețe, în care zonele de sudură și golurile sunt situate pe ambele părți ale peretelui, una pe cealaltă. O cusătură de șah este o cusătură intermitentă pe două fețe, în care golurile de pe o parte a peretelui sunt situate pe secțiunile sudate ale cusăturii de pe cealaltă parte. Distanța de la începutul secțiunii sudate a cusăturii până la începutul secțiunii următoare se numește pasul cusăturii. Cusăturile intermitente sunt utilizate în îmbinările care nu necesită etanșeitate (impermeabilitate) și când cusăturile solide sunt ușor încărcate. Îmbinările sudate cu cusături continue pot rezista mai bine la sarcini alternative și sunt mai puțin susceptibile la coroziune decât îmbinările cu cusături intermitente. Produsele sudate deosebit de critice, de regulă, sunt realizate cu cusături continue.
În funcție de condițiile de lucru, cusăturile sunt împărțite în lucru, perceperea sarcinilor externe și legare (cusături de legătură), destinate numai pentru fixarea părților produsului. Suturile de cravată sunt adesea denumite suturi care nu funcționează.



