Экзаменационные билеты по специальности электрогазосварщик. Билеты для обучения профессии электрогазосварщик дополнительного образования
БИЛЕТ 1", "
1. Низкоуглеродистой.
2. Легированной.
3. Высоколегированной.
2. Величиной напряжения дуги.
1. Переменный.
2. Возрастающую.
3. Падающую.
1. УОНИИ 13/45, СМ-11.
2. АНО-3, АНО-6, МР-3.
3. АНО-7, АНО-8.
1. Газовые поры.
2. Шлаковые включения.
3. Закалочные трещины.
1. Кратерные трещины
2. Непровар
3. Поры
3. Сварка длинной дугой.
1. Следует.
1. 220 В.
2. 36 В.
3. Не выше 12 В.
2. Указывается ГОСТ, тип соединения, метод и способ сварки, катет шва, длина или шаг, особые обозначения.
Билеты экзамена для проверки знаний специалистов сварочного производства 1 уровень
БИЛЕТ 2
ВОПРОС 1. Какое положение электрода при сварке приводит к увеличению глубины провара при РДС?
1. Сварка «углом вперед».
2. Сварка «углом назад».
3. Сварка вертикальным электродом.
ВОПРОС 2. Зависит ли напряжение дуги от сварочного тока при использовании источников питания с падающей характеристикой.
1. Зависит.
2. Не зависит.
3. Зависит при малых и больших величинах сварочного тока.
ВОПРОС 3. К какому классу сталей относятся сварочные проволоки Св-12Х11НМФ, Св-10Х17Т, Св-06Х19Н9Т?
1. Низколегированному.
2. Легированному.
3. Высоколегированному
ВОПРОС 4. Какой из перечисленных факторов в большей степени влияет на ширину шва при РДС?
1. Поперечные колебания электрода.
2. Напряжение на дуге.
3. Величина сварочного тока.
ВОПРОС 5. С какой целью один из концов электрода не имеет покрытия?
1. Для обеспечения подвода тока к электроду.
2. С целью экономии покрытия.
3. Для определения марки электрода.
ВОПРОС 6. Какие должны быть род и полярность тока при сварке соединений из углеродистых сталей электродами с основным покрытием?
1. Переменный ток.
2. Постоянный ток обратной полярности.
3. Постоянный ток прямой полярности.
ВОПРОС 7. Какие требования предъявляются к помещению для хранения сварочных материалов?
1. Сварочные материалы хранят в специально оборудованном помещении без ограничения температуры и влажности воздуха.
2. Сварочные материалы хранят в специально оборудованном помещении при положительной температуре воздуха.
3. Сварочные материалы хранят в специально оборудованном помещении при температуре не ниже 15 0С и относительной влажности воздуха не более 50%.
ВОПРОС 8. Для сварки какой группы сталей применяют электроды типов Э50, Э50А, Э42А, Э55?
1. Для сварки конструкционных сталей повышенной и высокой прочности.
2. Для сварки углеродистых сталей.
ВОПРОС 9. Для чего нужна спецодежда сварщику?
1. Для защиты сварщика от выделяющихся вредных аэрозолей.
2. Для защиты сварщика от поражения электрическим током.
3. Для защиты сварщика от тепловых, световых, механических и других воздействий сварочного процесса.
ВОПРОС 10. Как изменяется сила сварочного тока увеличением длины дуги при ручной дуговой сварки штучными электродами?
1. Увеличение длины дуги ведет к уменьшению силы тока.
2. Увеличение длины дуги ведет к увеличению на силы сварочного тока.
3. Величина сварочного тока остается неизменной.
ВОПРОС 11. Чем регламентируется режим прокалки электродов?
1. Производственным опытом сварщика.
2. Техническим паспортом на сварочные материалы.
3. Рекомендациями надзорных органов.
ВОПРОС 12. С какой целью производят прокалку электродов?
1. Для удаления серы и фосфора.
2. Для повышения прочности электродного покрытия.
3. Для удаления влаги из покрытия электродов.
ВОПРОС 13. Какие стали относятся к углеродистым сталям?
1. Сталь Ст3сп5, Сталь 10, Сталь 15, Сталь 20Л, Сталь 20К, Сталь 22К.
2. 45Х25Н20.
3. 08Х14МФ, 1Х12В2МФ, 25Х30Н.
ВОПРОС 14. Что обозначает буква и следующая за ней цифр в маркировке сталей и сплавов?
3. Условное обозначение легирующего элемента в стали и его содержание в процентах.
ВОПРОС 15. Какие стали относятся к группе удовлетворительно сваривающихся?
1. С содержанием углерода 0,25-0,35 %.
2. С содержанием серы и фосфора до 0,05 %.
3. С содержанием кремния и марганца до 0,5 %.
ВОПРОС 16. Какие из перечисленных ниже нарушений технологии могут привести к пористости швов?
1. Плохая зачистка кромок перед сваркой от ржавчины, следов смазки.
2. Большая сила тока при сварке.
3. Малый зазор в стыке.
ВОПРОС 17. От чего в большей степени зависит величина деформации свариваемого металла?
1. От склонности стали к закалке.
2. От неравномерности нагрева.
3. От марки электрода, которым производят сварку.
ВОПРОС 18. Укажите величину зазора между свариваемыми кромками листовых элементов толщиной до 5 мм по ГОСТ 5264-80?
1. 1 - 2 мм.
2. 3 - 4 мм.
3. 5 - 6 мм.
ВОПРОС 19. В какой цвет рекомендуется окрашивать стены и оборудование цехов сварки?
1. Красный, оранжевый.
2. Белый.
3. Серый (стальной) цвет с матовым оттенком.
ВОПРОС 20. Укажите условные обозначения сварных соединений?
1. С - стыковое, У - угловое, Т - тавровое, Н - нахлесточное; буква и цифра, следующая за ней – условное обозначение сварного соединения.
2. С - стыковое, У - угловое, Н - нахлесточное, Т - точечная сварка; цифры после букв указывают метод и способ сварки.
3. С - стыковое, У - угловое, Т - тавровое, П - потолочный шов; цифры после букв указывают методы и объем контроля.
БИЛЕТ 4
ВОПРОС 1. Назовите основные наружные дефекты шва при РДС.
1. Нарушение размеров и формы шва, подрезы, прожоги, наплывы, свищи, не заваренный кратер.
2. Нарушение размеров и формы шва, трещины, поры, шлаковые включения.
3.Прожоги, наплывы, свищи, оксидные вольфрамовые включения, несплавления.
ВОПРОС 2. В каких пределах изменяется стандартный угол скоса кромки при V-образной разделки элементов стальных конструкций по ГОСТ 5264-80
1. 23-27 градусов.
2. 25-30 градусов.
3. 60-90 градусов.
ВОПРОС 3. Какой буквой русского алфавита обозначают алюминий и медь в маркировке стали?
1. Алюминий - А, медь - М.
2. Алюминий - В, медь - К.
3. Алюминий - Ю, медь - Д.
ВОПРОС 4. Укажите способ устранения влияния магнитного дутья
1. Увеличением параметров режима сварки, механической зачисткой свариваемых кромок.
2. Изменением места токоподвода, угла наклона электрода, заменой постоянного тока переменным.
3. Изменением угла раздела кромок, уменьшение зазора в стыке.
ВОПРОС 5. Что такое режим холостого хода сварочного трансформатора?
1. Первичная обмотка трансформатора подключена к питающей сети, а вторичная замкнута потребителем.
2. Первичная обмотка трансформатора подключена к питающей сети, а вторичная обмотка отключена от потребителя.
3. Первичная обмотка трансформатора не подключена к сети, а вторичная обмотка замкнута потребителем.
ВОПРОС 6. Что из перечисленного ниже влияет на выбор диаметра электрода и величины сварочного тока?
1. Марка и толщина свариваемого металла.
2. Температура окружающей среды.
3. Все перечисленное в п.п.1,2.
ВОПРОС 7. Укажите правильное подразделение электродов по типу покрытия по ГОСТ 9466?
1. Кремнесодержащие, марганцесодержащие и нейтральные покрытия.
2. Окислительные, восстановительные и пассивирующие покрытия.
3. Кислые, основные, целлюлозные и рутиловые покрытия
ВОПРОС 8. Для сварки какого класса сталей применяют электроды типов Э70, Э85, Э100, Э125, Э150?
1. Для сварки теплоустойчивых сталей.
3. Для сварки углеродистых и низколегированных конструкционных сталей.
ВОПРОС 9. Что из перечисленного ниже является причиной появления шлаковых включений?
1. Плохая защита места сварки от ветра на монтаже.
2. Следы влаги и масла на свариваемых кромках.
3. Низкое качество электродного покрытия при ручной дуговой сварке.
ВОПРОС 10. Когда наблюдается мелкокапельный перенос металла при сварке в защитных газах?
1. На малых значениях плотности сварочного тока.
2. На больших значениях плотности сварочного тока.
3. На средних значениях плотности сварочного тока.
ВОПРОС 11. Какой из перечисленных факторов в большей степени влияет на ширину шва при РДС?
1. Величина сварочного тока.
2. Поперечные колебания электрода.
3. Напряжение на дуге.
ВОПРОС 12. Укажите требования к режиму подогрева при сварке разнородных сталей перлитного класса
1. Устанавливается режим, соответствующий более легированной из свариваемых сталей.
2. Устанавливается режим, соответствующий менее легированной из свариваемых сталей.
3. Устанавливается усредненный режим подогрева.
ВОПРОС 13. Укажите, как влияет увеличение диаметра электрода (при неизменном токе) при ручной дуговой сварке на пространственную устойчивость дуги
1. Возрастает, так как уменьшается блуждание активного пятна.
2. Снижается, так как усиливается блуждание активного пятна по сечению конца электрода.
3. Никакого влияния не оказывает.
ВОПРОС 14. Какую вольтамперную характеристику должен имеет источник питания для РДС?
1. Возрастающую.
2. Падающую.
3. Любую.
ВОПРОС 15. Укажите требования, предъявляемые к качеству подготовки поверхности кромок, пред сваркой
1. Разрешается применять металл в состоянии поставки.
2. Поверхности стыка кромок детали и прилегающая к ним зона должны быть чистой, без окалины, ржавчины, масла, смазки и грязи.
3. Поверхности стыка кромок детали и прилегающая к ним зона должны быть без следов влаги.
ВОПРОС 16. Укажите как выбирают плотность защитного стекла в сварочной маске при дуговой сварки
1. В зависимости от способа сварки.
2. В зависимости от величины сварочного тока.
3. В зависимости от остроты зрения сварщика.
ВОПРОС 17. Когда появляются временные сварочные деформации?
1. Образуются во время сварки.
2. Возникают после сварки.
3. Появляются после охлаждения свариваемого металла.
ВОПРОС 18. Какие дефекты допускается устранять сварщику (не привлекая руководителя работ)?
1. Любые дефекты, включая дефекты типа непроваров и трещин.
2. Трещины и межваликовые несплавления.
3. Поверхностные поры, шлаковые включения, межваликовые несплавления, подрезы.
ВОПРОС 19. Какая минимальная величина тока может оказаться смертельной для человека при попадании под электрическое напряжение?
1. Сила тока равная 1 мА.
2. Сила тока равная 10 мА.
3. Сила тока равная 50 мА.
ВОПРОС 20. Какой линией изображают невидимый сварной шов на чертеже?
1. Сплошной основной.
2. Штриховой.
3. Штрих – пунктирной.
БИЛЕТ 3
ВОПРОС 1. Для сварки каких сталей предназначены электроды типа Э38, Э42, Э46, Э50.
1. Теплоустойчивых.
2. Углеродистых конструкционных и низколегированных.
3. Высоколегированных.
ВОПРОС 2. Что обозначают буквы и цифры в маркировке низколегированных сталей и сплавов?
1. Клейма завода-изготовителя.
2. Обозначения номера плавки и партии металла.
3. Обозначение химических элементов и их содержание в стали.
ВОПРОС 3. Укажите причины образования кратера?
1. Кратер образуется в месте выделения газов в процессе сварки.
2. Из-за резкого отвода дуги от сварочной ванны.
3. Из-за значительной усадки металла в процессе кристаллизации.
ВОПРОС 4. Зависит ли напряжение дуги от ее длины при ручной дуговой сварке?
1. Зависит
2. Не зависит
3. Зависит при малых и больших величинах сварочного тока
ВОПРОС 5. Кто должен производить подключение и отключение сварочного источника питания к силовой сети?
1. Электротехнический персонал данного предприятия.
2. Сварщик, работающий на данной установке.
3. Сварщик, работающий на данной установке под наблюдением мастера.
ВОПРОС 6. Какие должны быть род и полярность тока при выполнении горячего прохода соединений из углеродистых сталей электродами с целлюлозным покрытием?
1. Переменный ток.
2. Постоянный ток обратной полярности.
3. Постоянный ток прямой полярности.
ВОПРОС 7. Какие поверхности подлежат зачистке при подготовке под сборку деталей трубопровода пара и воды?
1. Должны быть очищены от загрязнений и ржавчины до металлического блеска торцы труб.
2. Должны быть очищены от загрязнений и ржавчины до металлического блеска кромки и наружные поверхности деталей.
3. Должны быть очищены от загрязнений и ржавчины до металлического блеска кромки, а также прилегающие к ним внутренние и наружные поверхности деталей.
ВОПРОС 8. Для сварки какого класса сталей применяют электроды типов Э-09М и Э-09МХ?
1. Для сварки теплоустойчивых низколегированных сталей.
2. Для сварки конструкционных сталей повышенной и высокой прочности.
3. Для сварки высоколегированных сталей.
ВОПРОС 9. С какой целью на электродный стержень наносят покрытие?
1. Для стабилизации горения дуги, легирования металла шва и защиты сварочной ванны от попадания газов из воздуха и формирования шва.
2. Для предохранения стержня от попадания влаги.
3. Для снижения вероятности образования как холодных, так и горячих трещин в металле шва.
ВОПРОС 10. Как влияет длина дуги на устойчивость ее горения?
1. С увеличением длины дуги устойчивость горения снижается.
2. С увеличением длины дуги устойчивость горения увеличивается.
3. Не оказывает практического влияния.
ВОПРОС 11. Выберите наиболее полные рекомендации по защите места сварки в условиях монтажа?
1. Необходимо обеспечить защиту места сварки от ветра.
2. Необходимо обеспечить защиту в виде навеса от воздействия атмосферных осадков.
3. Необходимо защищать от ветра, сквозняков и атмосферных осадков.
ВОПРОС 12. Листы какой толщины можно сваривать ручной дуговой сваркой без разделки кромок?
1. 16 мм.
2. 8 мм.
3. 4 мм.
ВОПРОС 13. Как влияет увеличение тока при ручной дуговой сварке на геометрические размеры сварного шва?
1. Уменьшается глубина провара и увеличивается высота усиления шва.
2. Увеличиваются глубина проплавления и высота усиления шва.
3. Уменьшается высота усиления шва и увеличивается глубина проплавления.
ВОПРОС 14. Как включают амперметр в электрическую цепь?
1. Последовательно в электрическую цепь с вольтметром.
2. Последовательно в общую электрическую цепь.
3. Параллельно в общую электрическую цепь.
ВОПРОС 15. Для чего сварщику нужна спецодежда?
1.Для защиты сварщика от тепловых, световых, механических и других воздействий при сварке.
2. Для защиты его от выделяющихся вредных аэрозолей и свечения дуги.
3. Для защиты его от поражения электрическим током.
ВОПРОС 16. Что из перечисленного ниже наиболее сильно влияют на свариваемость металла?
1. Химический состав металла.
2. Механические свойства металла.
3. Электропроводность металла.
ВОПРОС 17. Как влияет величина объема металла, наплавленного за один проход, на величину деформаций?
1. Увеличивает остаточные деформации сварных конструкций.
2. Уменьшает остаточные деформации сварных конструкций.
3. Не влияет на остаточные деформации сварных конструкций.
ВОПРОС 18. В какой момент следует исправлять дефекты сварных соединений подлежащих последующей термообработке?
1. До термообработки
2. По согласованию с головной материаловедческой организацией.
3. После термообработки.
ВОПРОС 19. Граждане какого возраста могут быть допущены к выполнению сварочных работ?
1. 18 лет.
2. 16 лет.
3. 20 лет.
ВОПРОС 20. Какой линией условно изображают видимый сварной шов на чертеже?
1. Сплошной основной.
2. Штриховой.
3. Штрих – пунктирной.
johnhess
Johnhess
- Город: Нягань
Билеты экзамена для проверки знаний специалистов сварочного производства 1 уровень
- file:///C:\DOCUME~1\6F1E~1\LOCALS~1\Temp\msohtmlclip1\01\clip_image001.gif
ВОПРОС 1. Какие признаки наиболее правильно отражает сущность ручной электродуговой сварки штучными электродами (РДС)?
1. Расплавление металлического стержня ограниченной длины и основного металла производится электрической дугой с защитой расплавленных металлов от воздействия атмосферы.
2. Защита дуги и сварочной ванны газом от расплавления покрытия электрода.
3. Расплавление основного металла от теплового воздействия электрической дуги, стержня и покрытия электрода.
", "
ВОПРОС 2. К какой группе сталей относятся сварочные проволоки марок Св-08А, Св-08АА, Св-08ГА, Св-10ГА?
1. Низкоуглеродистой.
2. Легированной.
3. Высоколегированной.
ВОПРОС 3. Укажите, какое влияние оказывает увеличение тока при ручной дуговой сварке на геометрические размеры шва?
1. Увеличивается глубина провара и высота усиления шва.
2. Глубина провара увеличивается, а высота усиления шва уменьшается.
3. Уменьшается глубина провара и увеличивается высота усиления шва.
ВОПРОС 4. Какое определение сварочной дуги наиболее правильно?
1. Электрический дуговой разряд в месте разрыва цепи.
2. Электрический дуговой разряд в межэлектродном пространстве в частично ионизированной смеси паров металла, газа, компонентов электродов, покрытий, флюсов.
3. Электрический дуговой разряд в смеси атомов и молекул воздуха.
ВОПРОС 5. Какими параметрами режима определяется мощность сварочной дуги?
1. Сопротивлением электрической цепи.
2. Величиной напряжения дуги.
3. Величиной сварочного тока и напряжения дуги.
ВОПРОС 6. Какой должна быть величина тока при дуговой сварке в потолочном положении по сравнению с величиной тока при сварке в нижнем положении?
1. Величина тока при сварке в потолочном положении должна быть меньше, чем при сварке в нижнем положении.
2. Величина тока при сварке в потолочном положении должна быть больше, чем при сварке в нижнем положении.
3. Величина тока не зависит от положения сварки в пространстве.
ВОПРОС 7. Какие требования предъявляются к сварочных материалов при входном контроле?
1. Наличие сертификата: полнота и правильность приведенных в нем данных, наличие на каждом упаковочном месте этикеток с контролем данных, приведенных в них, состояние материалов и упаковок.
2. Наличие сертификата: полнота и правильность приведенных в нем данных.
3. Требования к контролю устанавливается в каждом отдельном случае в зависимости от требований Заказчика.
ВОПРОС 8. Для какого класса сталей применяют при сварке электроды типов Э38, Э42, Э42А, Э46, Э46А?
1. Для сварки теплоустойчивых низколегированных сталей.
2. Для сварки углеродистых сталей.
3. Для сварки сталей аустенитного класса.
ВОПРОС 9. Укажите назначение электродного покрытия
1. Упрощает возбуждение дуги, увеличивает коэффициент расплавления металла электродного стержня и глубину проплавления.
2. Защищает металл стержня электрода от окисления, улучшает санитарно-гигиенические условия работы сварщика.
3. Повышает устойчивость горения дуги, образует комбинированную газошлаковую защиту расплавленного электродного металла и сварочной ванны, легирует и рафинирует металл шва и улучшает его формирование.
ВОПРОС 10. Какие род тока и полярность рекомендуются применять при ручной дуговой сварке конструкций из низкоуглеродистой стали электродами с основным покрытием?
1. Переменный.
2. Постоянный ток обратной полярности.
3. Постоянный ток прямой полярности.
ВОПРОС 11. Что понимают под магнитным дутьем дуги?
1. Отклонение дуги от оси шва под действием магнитного поля или воздействия больших ферромагнитных масс.
2. Периодическое прерывание дуги.
3. Колебания капли электродного металла при сварке длинной дугой.
ВОПРОС 12. Какую вольтамперную характеристику должен иметь сварочный источники питания для ручной дуговой сварки?
1. Жесткую или полого падающую.
2. Возрастающую.
3. Падающую.
ВОПРОС 13. Электроды каких марок, имеют рутиловое покрытие?
1. УОНИИ 13/45, СМ-11.
2. АНО-3, АНО-6, МР-3.
3. АНО-7, АНО-8.
ВОПРОС 14. Какие дефекты образуются при сварке длинной дугой электродами с основным покрытием?
1. Газовые поры.
2. Шлаковые включения.
3. Закалочные трещины.
ВОПРОС 15. Какой дефект преимущественно может образоваться при быстром удалении электрода от деталей?
1. Кратерные трещины
2. Непровар
3. Поры
ВОПРОС 16. Укажите наиболее правильное определение понятия свариваемости?
1. Технологическое свойство металлов или их сочетаний образовывать в процессе сварки соединения, обеспечивающие прочность и пластичность на уровне основных материалов.
2. Металлургическое свойство металлов, обеспечивающее возможность получения сварного соединения с общими границами зерен околошовной зоны и литого шва.
3. Технологическое свойство металлов или их сочетаний образовывать в процессе сварки соединения, отвечающие конструктивным и эксплуатационным требованиям к ним.
ВОПРОС 17. Что может способствовать образованию прожога при сварке?
1. Малая величина притупления кромок деталей с V - образной разделкой.
2. Отсутствие зазора в собранном под сварку стыке.
3. Сварка длинной дугой.
ВОПРОС 18. Укажите следует ли удалять прихватки, имеющие недопустимые наружные дефекты (трещины, наружные поры и т.д.) по результатам визуального контроля?
1. Следует.
2. Не следует, если при сварке прихватка будет полностью переварена.
3. Следует удалять только в случае обнаружения в прихватке трещины.
ВОПРОС 19. Какое должно быть напряжение светильников при производстве работ внутри сосуда?
1. 220 В.
2. 36 В.
3. Не выше 12 В.
ВОПРОС 20. Как обозначается сварное соединение на чертеже?
1. Обозначается тип соединения, метод сборки и способ сварки, методы контроля.
2. Указывается ГОСТ, тип соединения, метод и способ сварки, катет шва, длина или шаг, особые обозначения.
johnhess
Johnhess
- Город: Нягань
Билеты экзамена для проверки знаний специалистов сварочного производства 1 уровень
БИЛЕТ 5
ВОПРОС 1. Что такое сварка плавящимся электродом?
1. Дуга горит между свариваемым изделием и плавящимся электродом или электродной проволокой.
2. Сварочная ванна защищается газом и шлаком, которые образовались в процессе плавления основного и сварочного материалов.
3. Электрод плавится за счет тепла дуги или газового пламени.
ВОПРОС 2. Какой буквой русского алфавита обозначают вольфрам и ванадий в маркировке стали?
1. Вольфрам - Г, ванадий - В.
2. Вольфрам - В, ванадий - Ф.
3. Вольфрам - К, ванадий - Б.
ВОПРОС 3. Электроды каких марок имеют рутиловое покрытие?
1. УОНИИ 13/45, СМ-11.
2. АНО-3, АНО-6, МР-3.
3. АНО-7, АНО-8.
ВОПРОС 4. Чему равно общее напряжение нескольких одинаковых источников ЭДС, соединенных последовательно?
1. Напряжению одного из соединенных источников ЭДС.
2. Частному от деления произведений напряжений соединенных источников ЭДС на сумму их напряжений.
3. Алгебраической сумме напряжений источников ЭДС.
ВОПРОС 5. Какой частоты переменного тока, вырабатывают электростанции в России?
1. Переменный ток с частотой 100 Гц.
2. Переменный ток с частотой 60 Гц.
3. Переменный ток с частотой 50 Гц.
ВОПРОС 6. Укажите величину зазора между свариваемыми кромками элементов толщиной до 5 мм по ГОСТ 5264-80?
1. 1-2 мм.
2. 3-4 мм.
3. 5-6 мм.
ВОПРОС 7. Для какой группы сталей применяют при сварке электроды типов Э38, Э42, Э42А, Э46, Э46А?
1. Для сварки теплоустойчивых низколегированных сталей.
2. Для сварки углеродистых конструкционных сталей сталей.
3. Для сварки низколегированных конструкционных сталей.
ВОПРОС 8. Что обозначает в маркировке электродов буква "Э" и цифры, следующие за ней?
1. Марку электрода и номер разработки.
2. Завод-изготовитель и номер покрытия.
3. Тип электрода и гарантируемый предел прочности наплавленного ими металла в кгс/мм2.
ВОПРОС 9. Влияет ли род и полярность тока на величину проплавления при РДС?
1. Влияет незначительно.
2. Не влияет.
3. Влияет существенно.
ВОПРОС 10. Как влияет длина дуги на ширину шва?
1. Не влияет.
2. С увеличением длины дуги ширина шва уменьшается.
3. С увеличение длины дуги ширина шва увеличивается.
ВОПРОС 11. В каких условиях рекомендуется хранить электроды?
1. В сухом отапливаемом помещении при температуре не ниже +15 и влажности воздуха не более 50 %.
2. В складском помещении при температуре выше 00С.
3. В ящиках, в упакованном виде.
ВОПРОС 12. Какие дефекты могут быть в сварном шве, если притупление кромок превышает рекомендуемую величину?
1. Возможно появление непровара корня шва.
2. Возможно появление холодных трещин.
3. Возможно появление пористости.
ВОПРОС 13. С какой целью источники питания сварочной дуги для ручной дуговой сварки имеют напряжение холостого хода выше, чем напряжение на дуге при сварке?
1. Для увеличения глубины проплавления в начале шва.
2. Для улучшения возбуждения дуги.
3. Для уменьшения разбрызгивания металла.
ВОПРОС 14. Какие углеродистые и низколегированные стали необходимо подогревать при сварке?
1. С эквивалентным содержанием углерода более 0,5 %.
2. С содержанием серы и фосфора более 0,05 % каждого.
3. С содержанием кремния и марганца до 0,5…1,5 % каждого.
ВОПРОС 15. Какие способы резки рекомендуется применять для подготовки деталей из аустенитных сталей?
1. Кислородная.
2. Кислородно-флюсовая, плазменно-дуговая, механическая.
3. Воздушно-дуговая
ВОПРОС 16. Что входит в понятие металлургической свариваемости металлов?
1. Влияние на свариваемость химического состава металла и отсутствие дефектов в результате химического взаимодействия элементов в сварочной ванне и кристаллизующемся металле шва.
2. Влияние на свариваемость способа сварки и возможность появления дефектов в результате воздействия термического цикла на сварочную ванну и кристаллизующейся металл шва.
3. Влияние на свариваемость объема сварочной ванны и кристаллизующегося металла шва.
ВОПРОС 17. Какие сварочные деформации называют остаточными?
1. Деформации, появляющиеся во время сварки.
2. Деформации, появляющиеся по окончании сварки.
3. Деформации, образующиеся под действием эксплуатационных нагрузок.
ВОПРОС 18. Допускаются ли трещины в сварных швах при сварке низколегированных сталей?
1. Допускается, если их длина не превышает толщины металла шва.
2. Допускается, если концы трещины после сварки заварить газовой сваркой.
3. Не допускаются.
ВОПРОС 19. Какой род тока более опасен при поражении человека электрическими токами при напряжении 220В?
1. Переменный ток 50 Гц.
2. Постоянный ток.
3. Ток высокой частоты.
ВОПРОС 20. Какими индивидуальными средствами должен обеспечиваться сварщик при выполнении потолочной сварки?
1. Поясом безопасности.
2. Беретом и рукавицами.
3. Нарукавниками, шлемом и пелеринами.
Vasili4
Vasili4
А, ключ от квартиры, где деньги лежат ннннада?У каждого аттестационного центра экзаменнационные билеты свои, соответственно у каждого ац они разные, поэтому если хотите чтобы Вам помогли, напишите номер центра где проходите аттестацию.
Vedenej
Vedenej
- Город: Благовещенск (Амурская область)
Всем привет!
Собираюсь открыть такие пункты: НГДО 1,3 (с учётом требований СТО Газпром 2-2.2.136-2007),4,5, и СК 1,3. Подскажите кто знает, какую номенклатуру можно почитать, что бы теорию одолеть за раз (с практикой норма, хотя от совета не откажусь).
До учёбы есть пара недель, есть место и железо, с которым буду тренироваться: труба ф250, н8 (обрезки с объекта). Работал с чернухой, в основном теплотрассы, изредка внутрянка. Делали дрбротно: зачистка, кромки, притупления; но не всегда зазоры вставали в норму, приходилось порой МР заряжать, и с отрывом корень лепить.
Заранее благодарен.
аргонавт
Аргонавт
- Город: тверская область
Сколько раз говорить что это очередной побор. К примеру человек закончил лицей (сейчас даже аргону учат) После приходит на стажировку ко мне. доплату за обучение ни разу не видал. Вот у одного мастак попалься возможно бывший монтажник. совет был кабель на руку мотать. НУ зачем это нужно. шов испортился. Просто кто кого учить собрался. Если к примеру АБН назначить главой НАКС. Все сварщики страны это бы одобрили
Экзаменационные билеты
по предмету
« Технология ручной электродуговой и газовой сварки».
Профессия: « Электрогазосварщик»
Срок обучения: 6 месяцев.
Разработала преподаватель:
Мелихова Г.Н.
г. Михайловка
2015 г
1.1 Экзаменационные билеты
по дисциплине: « Технология ручной электродуговой и газовой сварки ».
Специальность: электрогазосварщик.
Билет 1.
1. Классификация видов сварки.
2. Виды и устройство сварочной газовой горелки.
3. Общие требования техники безопасности при сварочных работах.
Билет 2.
1. Классификация сварочных соединений
2. Устройство баллонов для сжиженных газов (кислородные)
3. Требования техники безопасности перед началом сварочных работ.
Билет 3.
Сварочные трансформаторы, устройство и принцип действия.
2. Устройства баллона для растворенных газов (ацетилена).
3. Требования по технике безопасности во время проведения сварочных работ.
Билет 4 .
1. Сварочные выпрямители, устройство и принцип действия
2. Материалы для газовой сварки: горючие газы, присадочная проволока, флюсы.
3. Требования по технике безопасности по окончании сварочных работ.
Билет 5.
1. Основные и присадочные материалы для сварки стали металлов.
2. Ацетиленовый генератор, устройство, виды.
3. Требования по технике безопасности при аварийных сварочных работах.
Билет 6.
1. Требования к электродам. Классификация электродов.
2. Структура и виды газового пламени.
3. Требования к спецодежде и средствам индивидуальной защиты электросварщика.
Билет 7.
1. Требования к источникам питания сварочной дуги.
2.Способы и режимы сварки труб (трубопроводов).
3. Правила хранения баллонов при газовой сварке.
Билет 8.
1. Сварочная дуга, её свойства, способы зажигания дуги.
2. Способы выполнения газовой сварки.
3. Меры пожарной безопасности при проведении сварочных работ
Билет 9.
1. Методы контроля сварных швов.
2. Правила подбора сварочных проводов, их присоединение к источнику питания, к электродержателю и изделию.
3. Основные требования техники безопасности при газовой сварке и резке .
Билет 10.
1. Сварочные преобразователи, устройство и принцип действия.
2. Техника выполнения сварочных швов «на проход», «каскадом « и «горкой».
3. Квалификационная характеристика электрогазосварщика: что должен знать, что должен уметь.
Билет 11.
1. Основные зоны сварочной дуги.
2. Устройство и принцип действия водяного затвора низкого давления.
3. Виды газовых рукавов (шлангов), требования к их хранению.
Билет 12
1. Влияние прихватки, сборки и подготовки свариваемых кромок на качество сварочного шва.
2. Оборудование сварочного поста при газовой сварке.
3. Требования к охране труда в сварочных мастерских.
Билет 13
1. Классификация сварочных швов.
2. Карбид кальция и кислород.
3. Общие требования техники безопасности при электросварочных работах.
Билет 14
1. Техника движения электродов при сварке.
2. Выбор режимов сварки
3. Общие требования техники безопасности при газосварочных работах.
Билет 15
1. Техника сварки в нижнем положении, вертикальном и горизонтальном положении.
2. Особенности сварки труб поворотными и неповоротными стыками.
3. Виды инструктажей по технике безопасности, цели их проведения.
Билет 16
1. Электроды, их структура и обозначение..
2. Дефекты сварочных швов, причины их возникновения.
3. Общие требования техники безопасности при сварке на высоте.
Билет 17
1. Покрытия для сварочных электродов, назначение и виды.
2. Достоинства и недостатки газовой сварки.
3. Защитное заземление при сварке, виды и назначение.
Билет 18
1. Понятие о свариваемости металла. Классификация металлов по свариваемости.
2.Сварочные редукторы (назначение, классификация, устройство, принцип действия, техника безопасности при эксплуатации)
3. Первая помощь пострадавшим при поражении электрическим током.
Билет 19
1. Сварочная проволока (назначение, требования, химический состав, маркировка).
2. Предохранительные затворы (назначение, классификация, устройство).
3. Правила хранения, транспортировки, эксплуатации газовых баллонов.
Билет 20
1. Напряжения и деформации при сварке (понятия, виды, классификация, причины их возникновения, способы борьбы)
2. Защитные газы (назначение, классификация, свойства).
3. Обслуживание сварочных трансформаторов.
Билет 21
1. Технология наплавки и сварки угловых швов.
2. Особенности и режимы сварки различных металлов.
3. Схема получения ацетилена.
Критерии и нормы оценочной деятельности по устному теоретическому экзамену.
В основу критериев оценки учебной деятельности обучающихся положены объективность и единый подход. При 5 - балльной оценке для всех установлены общедидактические критерии.
Оценка устного экзамена:
Оценка "5" ставится, если обучающийся:
1) ответил на все вопросы без ошибок и недочетов;
2) допустил не более одного недочета.
Оценка "4"
ставится, если обучающийся ответил полностью, но допустил в ней:
1) не более одной негрубой ошибки и одного недочета;
2) или не более двух недочетов.
Оценка "3"
ставится, если обучающийся правильно ответил не менее двух вопросов или допустил:
1) не более двух грубых ошибок;
2) или не более одной грубой и одной негрубой ошибки и одного недочета;
3) или не более двух-трех негрубых ошибок;
Оценка "2" ставится, если обучающийся:
1) допустил число ошибок и недочетов превосходящее норму, при которой может быть выставлена оценка "3";
2) или если неправильно ответил на два вопроса.
Примечание.
1) Преподаватель имеет право поставить обучающемуся оценку выше той, которая предусмотрена нормами, если обучающийся оригинально ответил на вопросы
.
1.2 Перечень выпускных практических квалификационных работ для присвоения квалификации Электрогазосварщик 2-3 разряда:
1. Выполнение сварки пластин с отбортовкой кромок газовой сваркой.
2. Выполнение наплавки поверхностей твёрдыми сплавами покрытым электродом.
3. Выполнение многослойной наплавки на трущиеся поверхности покрытыми электродами.
4. Выполнение газовой сварки профильного проката.
5. Выполнение сварки строительной несущей конструкции (настил) ручной дуговой сваркой.
6. Выполнение сварки трубной конструкции газовой сваркой.
7. Выполнение сварки балочных конструкций из профильного проката газовой сваркой.
8. Выполнение сварки листового металла нахлесточным соединением.
9. Выполнение постановки заплат, при ремонте металлических конструкций ручной дуговой сваркой.
10. Выполнение заварки непровара, при ремонте металлических конструкций газовой сваркой.
11. Выполнение сварки тонкостенных труб (при помощи косынок) ручной дуговой сваркой.
12. Выполнение сварки нахлёсточных соединений газовой сваркой.
13. Выполнение заварки отверстий небольшого диаметра газовой сваркой.
14. Выполнение сварки решетчатой конструкции ручной дуговой сваркой.
15. Выполнение наплавки на цилиндрические поверхности газовой сваркой.
16. Технология многослойной наплавки на режущий инструмент покрытыми электродами.
17. Технология сварки труб с козырьком ручной дуговой сваркой.
18. Технология сварки труб с поворотом Д=250мм ручной дуговой сваркой.
19. Технология сварки короба ручной дуговой сваркой.
20. Технология неповоротной сварки труб Д= 250мм ручной дуговой сваркой.
Критерии оценки выпускных практических квалификационных работ:
Оценка «5» (отлично) - аттестуемый уверенно и точно владеет приемами работ практического задания, соблюдает требования к качеству производимой работы, умело пользуется оборудованием, инструментами, рационально организует рабочее место, соблюдает требования безопасности труда;
Оценка «4» (хорошо) - владеет приемами работ практического задания, но возможны отдельные несущественные ошибки, исправляемые самим аттестуемым, правильно организует рабочее место, соблюдает требования безопасности труда;
Оценка «3» (удовлетворительно) - ставится при недостаточном владении приемами работ практического задания, наличии ошибок, исправляемых с помощью мастера, отдельных несущественных ошибок в организации рабочего места и соблюдении требований безопасности труда;
Гл.инженер организации
_______________ (Ф.И.О.)
«___»______________20__г.
Б И Л Е Т Ы
для проверки знаний у электрогазосварщиков.
БИЛЕТ № 1
- Баллоны сжиженного газа их назначение, устройство и типы.
- Порядок допуска к работе рабочих, обслуживающих оборудование для газопламенной обработки металлов.
- Оборудование рабочего места электрогазосварщика.
БИЛЕТ № 2
- Основные свойства сжиженного пропан-бутана.
- Назначение, общее устройство и принцип работы баллонного регулятора давления газа типа РДГ.
- Источники питания сварочной дуги, сварочная проволока, электроды для дуговой сварки.
- Требования предъявленные к помещениям для хранения баллонов с горючими газами.
- Какие меры безопасности нужно соблюдать при погрузочно-разгрузочных работах и хранении баллонов.
____________________________________________________________________________
БИЛЕТ № 3
- Электробезопасность.
- Окраска баллонов и надписи на них.
- Какие меры безопасности нужно соблюдать при погрузочно-разгрузочных работах и хранение баллонов.
- Действия рабочего при появлении хлопков или обратных ударов пламени.
- Какие меры безопасности нужно соблюдать при транспортировке баллонов сжиженного газа на автомашинах.
____________________________________________________________________________
БИЛЕТ № 4
- Индивидуальные средства защиты при выполнении электрогазосварочных работ.
- Что нужно сделать, если в процессе работы обнаружится неисправность в баллоне или запорном вентиле к нему.
- Хранение баллонов сжиженного газа на территории предприятия.
- Где запрещается производить работы по газопламенной обработке металлов и прочих материалов с применением сжиженного газа.
____________________________________________________________________________
БИЛЕТ № 5
- Какие меры безопасности необходимо соблюдать при размещении газобаллонных установок сжиженного газа для газопламенной обработки металлов в помещении цеха.
- Правила обращения с баллонами для сжатых и сжиженных газов.
- Устойчивая работа горелок. Явления проскока и отрыва пламени от горелок, их причины и способы предупреждения.
- Устройство и оборудование передвижных постов по газопламенной обработке металлов.
- Требования предъявляемые резинотканевым, порядок их соединения.
БИЛЕТ № 6
- Общее устройство и оборудование стационарных постов по газопламенной обработке металлов, по электрической сварке.
- Какие меры безопасности нужно соблюдать при работе с баллонами сжиженного газа непосредственно в помещении.
- Основные свойства сжиженного газа – пропан-бутана.
- Присадочные материалы, применяемые при газопламенной обработке, требования предъявляемые к ним.
- Сколько горелок или резаков можно присоединить при ручных работах к одному баллону и какое максимальное давление газа в газопроводе допускается у рабочего поста.
БИЛЕТ № 7
- Назначение горелки для газовой сварки.
- Где запрещается установка баллонов сжиженного газа.
- Требования к складкам хранения баллонов с сжиженным газом.
- Требования, предъявляемые к рукавам (шлангам), применяемые при газопламенной обработке.
- Какие требования безопасности должны соблюдаться при размещении баллонов сжиженного газа в производственных помещениях, общественных зданиях на коммунально-бытовых объектах.
____________________________________________________________________________
БИЛЕТ № 8
- Требования безопасности при выполнении электросварочных работ.
- Порядок замены баллонов сжиженного газа непосредственно в процессе работы поста или установки.
- Причины аварий и несчастных случаев при эксплуатации оборудования для газопламенной обработки.
- Меры безопасности при сварке, наплавке и резке металла.
- Наиболее характерные причины аварий и несчастных случаев при эксплуатации оборудования для газопламенной обработки металлов и меры предупреждения их.
_____________________________________________________________________________
БИЛЕТ № 9
- Отравление газом, его признаки и меры первой помощи.
- Принцип действия редуктора.
- Причины взрывов баллонов.
- Требования к тележкам, перевозящим баллоны.
- Проведение газосварочных работ вне мест постоянной работы.
_____________________________________________________________________________
БИЛЕТ № 10
- Оказание первой помощи при ожогах, отравлениях газом, при поражении эл.током.
- Кто допускается к выполнение газосварочных работ с применением пропана.
- Максимально допустимая температура баллона с сжиженным газом.
- На каком расстоянии от баллонов с кислородом и горючими газами можно проводить работы по газовой резке, сварке.
- Назовите причины возникновения обратных ударов пламени и меры избежания их.
_____________________________________________________________________________
СОСТАВИЛ: ______________ (Ф.И.О.)
ЭКЗАМЕНАЦИОННЫЕ БИЛЕТЫ
по профессии «Электросварщик 3-4 разряда»
Электросварщики 3-4 разряда.
БИЛЕТ №1.
1. Классификация процессов сварки плавлением.
2. Основные физические, химические и технологические свойства металлов.
4. Технология сварки низкоуглеродистых сталей. Сварочные материалы. Подбор режимов сварки. Особенности сварки швов с симметричной разделкой кромок.
5. Основные требования, предъявляемые к персоналу, допускаемому к выполнению электросварочных работ.
6. Задача.
БИЛЕТ № 2.
1.Сущность процесса сварки плавлением.
2. Классификация сталей по: химическому составу, назначению, содержанию углерода и легирующих элементов.
3. Тепловое действие электрического тока.
4. Технология сварки низколегированных кремнемарганцевых сталей толщиной более 30 мм. Сварочные материалы. Термоотдых сварных соединений. Обозначение сварки на чертежах.
5. Требования безопасности, предъявляемые к оборудованию, являющемуся источником электрического тока для сварочных работ.
6. Задача.
БИЛЕТ № 3.
1. Сварочная дуга, её характеристики.
2. Классификация сталей по свариваемости.
3. Короткое замыкание. Переменный ток.
4. Технология сварки высокоуглеродистых сталей. Сварочные материалы. Сущность термообработки- «отпуск». Обозначение на чертежах сварных соединений, выполненных по замкнутому контуру и швов, выполненных в шахматном порядке.
5. Требования безопасности, предъявляемые к организации постоянных рабочих мест проведения электросварочных работ.
6. Задача. Определить расход электродов марки УОНИИ 13/55 для сварки однопроходного шва сечением 0,6 см3, длиной 10,5 м, если g=7,8 г/см3 (плотность наплавленного металла) коэффициент, учитывающий расход электродов - к = 1,6.
БИЛЕТ № 4.
1. Условия стабильного процесса горения дуги.
2. Углеродистые конструкционные стали обыкновенного качества и качественные стали. Обозначение.
3. Измерительные приборы для замера: тока, напряжения, сопротивления, мощности.
4. Технология сварки высоколегированных аустенитных сталей. Материал для сварки. Сущность термообработки -«закалка».Расшифровать обозначение сварки
Методы контроля качества сварных соединений.
5. Укажите длину первичной цепи между источником питания и передвижной сварочной установкой. Что можно и чего нельзя использовать в качестве обратного провода?
6. Задача. Определите по формуле силу сварочного тока для электродов ф 4 мм марки УОНИИ 13/55 при сварке в вертикальном положении, если: к - коэффициент равен 30-45 А/мм2.
БИЛЕТ № 5.
1. Род тока, используемый для питания сварочной дуги. Полярность тока при питании дуги постоянным током.
2. Легированные стали, их классификация по содержанию легирующих элементов.
3. Источники питания сварочной дуги, требования к ним.
4. Технология сварки двухслойных сталей. Материал для сварки. Типы разделок подготовки кромок под сварку. Сущность ультразвукового метода контроля качества сварных швов.
5. Меры безопасности при выполнении сварочных работ внутри закрытых ёмкостей, приямков.
6. Задача. Определить массу наплавленного металла 1 м однопроходного шва сечением 0,6 см2, если g=7,8 г/см3 (плотность наплавленного металла).
БИЛЕТ № 6.
1. Влияние магнитного поля и ферромагнитных масс на сварочную дугу.
2. Определение механических свойств металлов и сплавов.
3. Сварочные трансформаторы, сварочные выпрямители. Устройство. Способы регулировки сварочного тока.
4. Технология сварки теплоустойчивых сталей марки 12ХМ. Материал для сварки. Сущность термической обработки -«Отжиг». ГОСТ на сварку труб. Порядок сварки двутавровых балок. Дефекты сварных соединений.
5. Меры безопасности при выполнении электросварочных работ в пожароопасных помещениях.
6. Задача.
БИЛЕТ № 7.
1. Механизм образования холодных и горячих трещин.
2. Сварочные материалы, применяемые для сварки.
3. Внешние характеристики источников питания сварочной дуги.
4. Технология сварки хромокремнемарганцевых сталей 20ХГСА; 30ХГСА. Какая разница в условном обозначении сварки на чертеже? :
Как свариваются швы различной протяженности и толщины?
5. Выбор светофильтров, их классификация.
6. Задача. Определите по формуле силу сварочного тока для электродов ф 4 мм марки УОНИИ 13/55 при сварке в вертикальном положении, если: к - коэффициент равен 30-45 А/мм2.
БИЛЕТ № 8.
1. Влияние вредных примесей и легирующих элементов на свариваемость сталей.
2. Правила хранения и выдачи сварочных материалов в производство.
3. Какая внешняя характеристика источника питания наиболее приемлема для ручной дуговой сварки?
4. Технология сварки среднеуглеродистых сталей. Материал для сварки. Режимы сварки в зависимости от диаметра электрода, марки стали, толщины, пространственного положения. Сущность термической обработки - «Нормализация». Порядок исправления трещин в сварных швах.
5. Виды средств индивидуальной защиты для электросварщиков, применяемые в зависимости от конкретных условий работы.
6. Задача. Определить массу наплавленного металла 1 м однопроходного шва сечением 0,6 см2, если g=7,8 г/см3 (плотность наплавленного металла).
БИЛЕТ № 9.
1. Воздушно-дуговая строжка металлов, область применения.
2. Произвести расшифровку сварочных материалов по указанию экзаменационной комиссии: 3св08Г2С; 2св08А; 4св10Х16Н25АМ6 и др.
3.В связи с чем ограничивается напряжение холостого хода и ток короткого замыкания источника питания?
4. Предварительный подогрев перед сваркой, назначение. Причины образования холодных и горячих трещин в металле сварного соединения. Особенности технологии сварки высокохромистых мартенситных сталей с содержанием хрома в стали до 12-13%. Меры борьбы с напряжениями и деформациями при сварке.
5. Действие электрического тока на организм человека, основные меры по защите от его поражения.
6. Задача. Определить расход электродов марки УОНИИ 13/55 для сварки однопроходного шва сечением 0,6 см3, длиной 10,5 м, если g=7,8 г/см3 «плотность наплавленного металла» коэффициент, учитывающий расход электродов - к = 1,6.
БИЛЕТ № 10.
1. Факторы, от которых зависит производительность процесса сварки.
2. Какие составляющие включаются в состав покрытия электродов?
3. Устройство и принцип работы сварочного преобразователя.
4. Технология сварки комбинированных сварных соединений из сталей различных структурных классов (Вст3пс4+12Х18Н10Т). Материал для сварки. Расшифровать условное обозначение сварки на чертеже по указанию специалиста. Назначение электродов Э - 10Х25Н13Г2 - ОЗЛ-6 Æ 3 ВД.
Порядок сварки длинномерных сварных швов.
5. Порядок оказания первой помощи при ожогах, переломах, вывихах и растяжениях.
6. Задача. Определите по формуле силу сварочного тока для электродов ф 4 мм марки УОНИИ 13/55 при сварке в вертикальном положении, если: к - коэффициент равен 30-45 А/мм2.
ЭКЗАМЕНАЦИОННЫЕ БИЛЕТЫ
по профессии «Электросварщик 5-6 разряда»
Электросварщики 5-6 разряда.
БИЛЕТ № 1.
1. Электрическая сварочная дуга.
2. Способы производства сталей.
3. Виды и назначения электродов для электродуговой сварки. Сварочные проволоки, неплавящиеся электроды, защитные газы, сварочные флюсы.
4. Внешние характеристики источников питания. Назначение и принцип работы балластных реостатов. Виды сварных соединений и швов.
5. Сварка низколегированных сталей. Сварочные материалы. Подберите режим сварки электродом типа Э-46А Æ4 мм в вертикальном положении. Укажите последовательность сварки шва с Х-образной разделкой кромок, длиной 4 м.
6. Основные требования, предъявляемые к персоналу, допускаемому к выполнению электросварочных работ.
7. Задача.
Ответ: q n = 2 582 кал/см.
БИЛЕТ № 2.
1. Зоны сварочной дуги и её характеристики.
2. Классификация сталей по содержанию углерода в стали.
3. Классификация электродов: для сварки и наплавки; по назначению; технологическим особенностям; виду и толщине покрытия; химическому составу стержня и покрытия; характеру шлака; механическим свойствам металла шва; сварочные проволоки; флюсы.
4. Сварочные трансформаторы. Закон Ома. Конструктивные элементы формы подготовки кромок под сварку, их роль.
5. Сварка низколегированных кремнемарганцевых сталей толщиной 32 мм, материал для сварки. Подогрев перед сваркой и при сварке, его роль. Последовательность заварки трещин.
6. Требования безопасности, предъявляемые к оборудованию, являющемуся источником электрического тока для сварочных работ.
7. Задача. Определить массу наплавленного металла электродами УОНИИ 13/55 для сварки однопроходного шва сечением F=0,6 см3, длиной 10 м; удельный вес металла g=7,8 г/см2.
Ответ: ~4,7 кг.
БИЛЕТ №3.
1.Условия устойчивого горения дуги.
2. Химический состав и маркировка углеродистых сталей.
3. Назначение электродов. Типы покрытий электродов.
4. Сварочные преобразователи, устройство, принцип работы. Расшифровать ВДУ-1201. Требования к сборке сварных соединений.
5. Технология сварки стали 35. Материал для сварки. Причины образования горячих трещин в сталях. Последовательность сварки швов балки коробчатого сечения длиной 8 м.
6. Требования безопасности, предъявляемые к организации постоянных рабочих мест проведения электросварочных работ.
7. Задача.
Ответ: 0,435 кг.
БИЛЕТ №4.
1. Действия ферромагнитных масс на сварочную дугу.
2. Классификация сталей по содержанию легирующих элементов.
3. Классификация электродов по типам по ГОСТ 9467; ГОСТ;
4. Однопостовые и многопостовые выпрямители. Расшифровать ТДМ-250. На чертеже указано: сварное соединение выполняется по ГОСТ С-15, какой это способ сварки и тип соединения?
5. Технология сварки стали 10Х17Н13М3Т, материал для сварки, вид термообработки. Методы определения дефектов сварных шов.
6. Укажите длину первичной цепи между источником питания и передвижной сварочной установкой. Что можно и чего нельзя использовать в качестве обратного провода?
7. Задача. Определить величину погонной энергии наплавки валика на режиме:
Ісв = 220 А; Uд = 22 В; скорость сварки Vсв = 0,36 см/сек; коэффициент h=0,8.
Ответ: q n = 2 582 кал/см.
БИЛЕТ №5.
1. Механизм образования пор.
2. Химический состав и маркировка легированных сталей .
3. Маркировка сварочных проволок и электродов. Расшифровать:
4. Закон Ленца-Джоуля, его практическое применение. Расшифруйте, если имеется на чертеже обозначение
ГОСТ 5264-80 Т3 10 RZ 40 .
5. Необходимо сварить двухслойную сталь 09Г2С+12Х18Н10Т, толщиной 14 мм, вид разделки кромок, материал для сварки, порядок сварки этой стали. Сущность ультразвукового метода контроля сварных швов.
6. Меры безопасности при выполнении сварочных работ внутри закрытых емкостей, приямков.
7. Задача . Определить массу наплавленного металла электродами УОНИИ 13/55 для сварки однопроходного шва сечением F=0,6 см3, длиной 10 м; удельный вес металла g=7,8 г/см2.
Ответ: ~4,7 кг.
БИЛЕТ №6.
1. Образование горячих и холодных трещин.
2. Механические свойства сталей.
3. Способы повышения производительности труда при различных способах сварки, привести примеры. Какой тип покрытия электродов, если в обозначении марки электродов имеется: - Б...?
4. Вид внешней характеристики наиболее приемлемый для сварки плавлением, почему? Каким прибором измеряется ток, его включение в сварочную цепь. Расшифруйте, если на чертеже имеется обозначение
ГОСТ Р-С-17- - RZ40
5. Технология сварки теплоустойчивой стали марки 12ХМ, материал для сварки. Методы снижения сварочных напряжений и деформаций сварных соединений.
6. Меры безопасности при выполнении электросварочных работ в пожароопасных помещениях.
7. Задача. Определить количество наплавленного металла, если сварка ведется электродами УОНИИ 13/55 на токе Ісв=160 А, время сварки t=0,32 часа и dэл=8.5 г/А. ч.
Ответ: 0,435 кг.
БИЛЕТ № 7.
1. Характерные зоны сварного соединения.
2. Влияние вредных примесей и легирующих элементов на свариваемость сталей.
3. Правила хранения и выдачи сварочных материалов. Хранение их на рабочем месте. Какой тип покрытия электродов, если в обозначении марки электродов имеется: - Р...?
4. Виды электросварочных постов. Постоянный и переменный ток. На чертеже имеется обозначение: - что это значит?
5. Технология сварки стали 12Х18Н10Т, материал для сварки. Подобрать режим сварки электродом типа Э -08Х20Н9Г12Б в нижнем положении. Внутренние дефекты сварных швов, причины их образования. Мероприятия по снижению деформаций при сварке шва с V-образной разделкой кромок длиной 400 мм.
6. Выбор светофильтров, их классификация.
7. Задача. Определить величину погонной энергии наплавки валика на режиме:
Ісв = 220 А; Uд = 22 В; скорость сварки Vсв = 0,36 см/сек; коэффициент h=0,8.
Ответ: q n = 2 582 кал/см.
БИЛЕТ №8.
БИЛЕТ № 10.
1. Кто является основоположником электрической сварки?
2. Способы испытания сварных швов.
3. Где ставится буква «А» в обозначениях сталей и сварочных проволок и с какой целью?
4. Чем можно объяснить причины образования холодных и горячих трещин в металле сварного соединения?
5. Противопожарные мероприятия.
http://osvarke.info/
Серия «Начальное профессиональное образование»
Н.Г. Носенко
СВАРЩИК. ЭЛЕКТРОГАЗОСВАРЩИК Итоговая аттестация
Ростов-на-Дону Феникс 2007
Данное пособие поможет выпускникам учреждений начального профессионального образования подготовиться к итоговой аттестации.
В пособии представлены вопросы, из которых могут формироваться экзаменационные билеты, примерные варианты экзаменационных билетов, конкретные ответы на теоретические вопросы и практическую часть билетов, а также дан примерный перечень дополнительных вопросов, предлагаемых на экзамене.
ПРЕДИСЛОВИЕ
Согласно Закону Российской Федерации «Об образовании», освоение программы курса теоретической подготовки учащихся профессии «сварщик» завершается обязательной итоговой аттестацией.
Форма итоговой аттестации - экзамен, который включает в себя контроль знаний по трем предметам: «Основы теории сварки и резки металлов», «Оборудование, техника и технология сварки
и резки металлов», «Технология электросварочных и газосварочных работ».
В процессе экзамена учащимся необходимо продемонстрировать:
владение основными теоретическими понятиями сварки и резки металлов;
хорошие знания для решения практических заданий или разрешения производственных ситуаций;
умение логично и аргументированно построить свой ответ;
способность высказывать самостоятельные суждения.
Подготовка выпускников к экзамену затрудняется тем, что им необходимо провести различную по содержанию работу, связанную с большим объемом материала, а также тем, что в настоящее время учащиеся изучают вопросы предметов специальной технологии по разным учебникам.
Поэтому главная задача данного пособия – очертить для выпускников училища круг обязательных знаний, умений в соответствии с требованием стандарта при подготовке электрогазосварщиков.
Весь предлагаемый материал учебного пособия разбит на три главы.
В главе 1 представлены примерные варианты экзаменационных билетов. Содержание и структура экзаменационных билетов разработаны с учетом требований стандарта ОСТ 9 ПО 2.4-2003
к профессии «сварщик». Они содержат два теоретических вопроса и задание, связанное с решением производственных ситуаций при проведении электрогазосварочных работ.
В главе 2 даны ответы на экзаменационные билеты, а также решение практических задач. Предлагаемые в настоящем пособии ответы на теоретические вопросы являются лишь
основой ответов, которые учащиеся готовят самостоятельно.
В главе 3 представлен перечень примерных дополнительных вопросов, предлагаемых на экзамене.
Таким образом, сборник материалов представляет собой специальное учебное пособие, помогающее учащимся повторить курс предметов специальной технологии и обобщить свои знания.
ПРИМЕРНЫЕ ЭКЗАМЕНАЦИОННЫЕ БИЛЕТЫ
Билет № 1
1. Преимущества и недостатки сварки перед другими способами соединения деталей, ее общая классификация и сущность.
2. Сварка трубных конструкций дуговой сваркой.
3. Задача.
Билет № 2
1. Сварные соединения (виды, определение, достоинства, недостатки, применение).
2. Сварочные редукторы (назначение, классификация, устройство, принцип действия, техника безопасности при эксплуатации).
3. Задача.
Билет № 3
1. Классификация сварных швов.
2. Контроль качества сварных швов (назначение, виды).
3. Задача.
Билет № 4
1. Обозначение сварных швов на чертежах.
2. Колебательные движения электродов (назначение, разновидности).
3. Задача.
Билет № 5
1. Подготовка металла под сварку.
2. Сварочные горелки (назначение, классификация, устройство, маркировка, подготовка к работе, требования техники безопасности).
3. Задача.
Билет № 6
1. Оборудование и классификация сварочного поста электросварщика и газосварщика.
2. Режимы дуговой сварки (назначение, сущность, принцип выбора основных и дополнительных показателей).
3. Задача.
Билет № 7
1. Сварочная дуга (определение, физическая сущность, способы зажигания, условия устойчивого горения, строение, влияние длины дуги на производительность и качество шва, окончание шва).
2. Технология выполнения швов различной протяженности.
3. Задача.
Билет № 8
1. Устройство и назначение сварочного трансформатора.
2. Способы заполнения шва по сечению.
3. Задача.
Билет № 9
1. Сварочное пламя (способы получения, виды, основные характеристики, строение).
2. Технология и техника выполнения швов в нижнем положении.
3. Задача.
Билет №10
1. Дефекты швов сварных соединений (причины возникновения, способы их устранения).
2. Ацетиленовый генератор (назначение, классификация, устройство, подготовка к обслуживанию, требования техники безопасности).
3. Задача.
Билет № 11
1. Понятие свариваемости металла. Классификация сталей по свариваемости.
2. Техника и технология выполнения швов в горизонтальном, вертикальном и потолочном положении.
3. Задача.
Билет № 12
1. Сварочная проволока (назначение, требования, химический состав, маркировка).
2. Высокопроизводительные виды ручной дуговой сварки (значение, виды, техника выполнения).
3. Задача.
Билет № 13
1. Электроды (классификация, маркировка, требования к хранению).
2. Предохранительные затворы (назначение, классификация, устройство, требования техники безопасности).
3. Задача.
Билет № 14
1. Назначение и устройство сварочного выпрямителя.
2. Защитные газы (назначение, классификация, свойства).
3. Задача.
Билет № 15
1. Основные требования к сварке низко- и среднеуглеродистых сталей.
2. Сварочные автоматы (назначение, устройство, принцип действия, основные характеристики).
3. Задача.
Билет № 16
1. Флюсы (назначение, классификация, применение).
2. Способы газовой сварки (назначение, техника выполнения).
3. Задача.
Билет № 17
1. Металлургические процессы при сварке плавлением.
2. Ручные резаки (назначение, устройство, принцип действия, требования техники безопасности).
3. Задача.
Билет № 18
1. Устройство и назначение сварочного преобразователя.
2. Наплавочные работы (виды, назначение, технология, материалы).
3. Задача.
Билет № 19
1. Напряжения и деформации при сварке (понятия, виды, классификация, причины их возникновения, способы борьбы).
2. Технология и техника кислородной резки (основные условия резки металлов, назначение, сущность).
3. Задача.
Билет № 20
1. Кислородно-флюсовая резка металла.
2. Баллоны для сжатых и сжиженных газов (типы, давление, окраска, надписи на баллонах, требования техники безопасности).
3. Задача.
Билет № 21
1. Сварка цветных металлов (медь и е сплавы, алюминий, титан).
2. Сварочные полуавтоматы (назначение, классификация, устройство, требования техники безопасности).
3. Задача.
Билет № 22
1. Особенности сварки легированных сталей.
2. Газовая сварка трубных конструкций.
3. Задача.
Билет № 23
1. Газовые шланги (рукава) (назначение, классификация, требования техники безопасности).
2. Сварка чугуна (газовая, дуговая).
3. Задача.
ОТВЕТЫ НА ЭКЗАМЕНАЦИОННЫЕ ВОПРОСЫ И ПРАКТИЧЕСКИЕ ЗАДАНИЯ Билет № 1
Вопрос 1. Преимущества и недостатки сварки перед другими способами соединения деталей, ее общая классификация и сущность.
Сварка является одним из выдающихся русских изобретений и впервые была освоена в нашей стране. Несомненно, Россия является лидером по количеству важных открытий в области науки и техники. Сейчас невозможно представить себе ни одной отрасли в хозяйстве или машиностроении, где бы не применялась сварка.
В 1802 г. русский академик Василий Владимирович Петров впервые в мире изучил и описал явление электрической дуги, возникающей при пропускании электрического тока через два стержня из угля и металла и имеющей очень высокую температуру; он также указал на возможность использования тепла электрической дуги для расплавления металлов.
Спустя 80 лет русские инженеры Николай Николаевич Бенардос и Николай Гаврилович Славянов разработали промышленные способы электрической сварки металлов.
Н.Н. Бенардос в 1882 г. изобрел способ дуговой сварки с применением угольного электрода. А после им были разработаны следующие способы сварки: дугой, горящей между двумя и несколькими электродами; в атмосфере защитного газа; контактной точечной сварки, с помощью клещей. А также изобрел ряд конструкций сварных автоматов, запатентовал много изобретений в области сварочного оборудования и процессов сварки.
Н.Г. Славянов в 1888 г. изобрел дуговую сварку плавящимся металлическим электродом. С помощью специально обученного коллектива сварщиков он исправлял дуговой сваркой брак литья, восстанавливал детали паровых машин и т. д. Он создал первый сварочный генератор и автоматический регулятор длины дуги, разработал флюсы, повышающие качество наплавленного металла.
Большой вклад в развитие сварки внес Институт электросварки имени Е.О. Патона, который в 1934 г. в Киеве организовал известный советский ученый, академик Евгений Оскарович Патон. Под его руководством коллектив института разработал новый прогрессивный метод автоматической дуговой сварки под слоем флюса, который начал применяться с 1940 г.
Сваркой называется процесс получения неразъемного соединения посредством установления межатомных связей между свариваемыми частями при их местном нагреве или пластическом деформировании, или совместным действием того и другого.
До появления сварки широко использовали клепочные и болтовые соединения. Применение сварки позволяет использовать самые разнообразные профили металла.
Межатомные связи могут устанавливаться только тогда, когда соединяемые атомы получат дополнительную энергию для преодоления существующего между ними определенного энергетического барьера. Эту энергию называют энергией активации. При сварке ее вводят извне путем нагрева (термическая активация) или пластического деформирования (механическая активация).
В зависимости от вида энергии при выполнении соединения различают два вида сварки: плавлением и давлением.
При сварке плавлением детали по соединяемым кромкам оплавляют под действием источника нагрева. Образуется общий объем жидкого металла при расплавлении двух кромок, называемый сварочной ванной. При охлаждении сварочной ванны жидкий металл затвердевает и образует сварочный шов.
Сущность сварки давлением состоит в непрерывном или прерывистом совместном пластическом деформировании материала по кромкам свариваемых деталей.
Именно вид энергии активации является основой физических признаков видов сварки, а их более 150 видов. По физическим признакам сварка классифицируется на три класса (сx. 1): термический, термомеханический, механический.
К термическому классу относят все виды сварки плавлением, осуществляемые с использованием тепловой энергии, - газовую, дуговую, электрошлаковую, электронно-лучевую, лазерную и др.
К термомеханическому классу относят все виды сварки, осуществляемые с использованием тепловой энергии и давления, - контактную, диффузионную, газо- и дугопрессовую, кузнечную и др.
К механическому классу относят все виды сварки давлением, осуществляемые с использованием механической энергии, - холодная, трением, ультразвуковая, взрывом и др.
Классификация сварки по физическим признакам
Сварка обладает рядом преимуществ, основные из которых следующие:
1. Экономия металла вследствие наиболее полного использования рабочих сечений элементов сварных конструкций, придания им более целесообразной формы, в соответствии с действующими нагрузками и уменьшения веса соединительных элементов.
2. Сокращение сроков работ и уменьшение стоимости изготовления конструкций за счет снижения расхода металла и уменьшения трудоемкости работ.
3. Возможность широкого использования сварки, наплавки и резки при ремонте, где эти способы обработки металла позволяют быстро и с наименьшими затратами восстанавливать изношенное, вышедшее из строя оборудование и разрушенные сооружения.
4. Возможность изготовления сварных изделий сложной формы из штамповочных и листовых элементов взамен ковки и литья.
5. Удешевление технологического оборудования, так как отпадает необходимость в дорогих сверлильных, дыропробивных станках и клепальных машинах.
6. Герметичность и надежность получаемых сварных соединений.
7. Уменьшение производственного шума и улучшение условий труда в цехах.
Сваркой можно получить сварное соединение прочностью выше основного металла. Поэтому сварку широко применяют при изготовлении ответственных конструкций, работающих при высоких давлениях и температурах, а также динамических (ударных) нагрузках, - паровых котлов, химических аппаратов высокого давления, мостов, самолетов, паровых турбин, гидросооружений, ракет, космических кораблей, искусственных спутников Земли и др.
Если говорить отдельно о газовой сварке, то недостатками ее являются:
1. Уменьшение производительности процесса с увеличением толщины свариваемого металла. Поэтому газовую сварку применяют в основном для металла толщиной до 10 мм.
2. Большая зона теплового воздействия на основной металл, что приводит к значительным короблениям свариваемых деталей.
К преимуществам газовой сварки относятся:
1. Простота способа и его универсальность.
2. Несложность оборудования.
3. Отсутствие источника электрической энергии.

Вопрос 2. Сварка трубных конструкций дуговой сваркой.
При сооружении трубопроводов сварные стыки труб могут быть поворотными, неповоротными и горизонтальными (рис. 1).
Рис. 1. Сварные стыки труб:
а – поворотный; б – неповоротный; в – горизонтальный
Перед сборкой и сваркой трубы проверяют на соответствие требованиям проекта, по которому сооружается трубопровод, и техническим условиям. Основными требованиями проекта, а также технических условий являются: наличие сертификата на трубы; отсутствие эллипсности труб; отсутствие разностенности труб; соответствие химического состава и механических свойств металла трубы требованиям, указанным в технических условиях или ГОСТах.
При подготовке стыков труб под сварку проверяют перпендикулярность плоскости реза трубы к ее оси, угол раскрытия шва и величину притупления. Угол раскрытия шва должен составлять 6070°, а величина притупления - 2-2,5 мм (рис. 2). Фаски снимают с торцов труб механическим способом, газовой резкой или другими способами, обеспечивающими требуемую форму, размеры и качество обрабатываемых кромок.
Разностенность толщин стенок свариваемых труб и смещение их кромок не должны превышать 10% толщины стенки, но быть не более 3 мм. При стыковке труб должен обеспечиваться равномерный зазор между соединяемыми кромками стыкуемых элементов, равный 2-3 мм.
Перед сборкой кромки стыкуемых труб, а также прилегающие к ним внутренние и наружные поверхности на длине 15-20 мм очищают от масла, окалины, ржавчины и грязи.
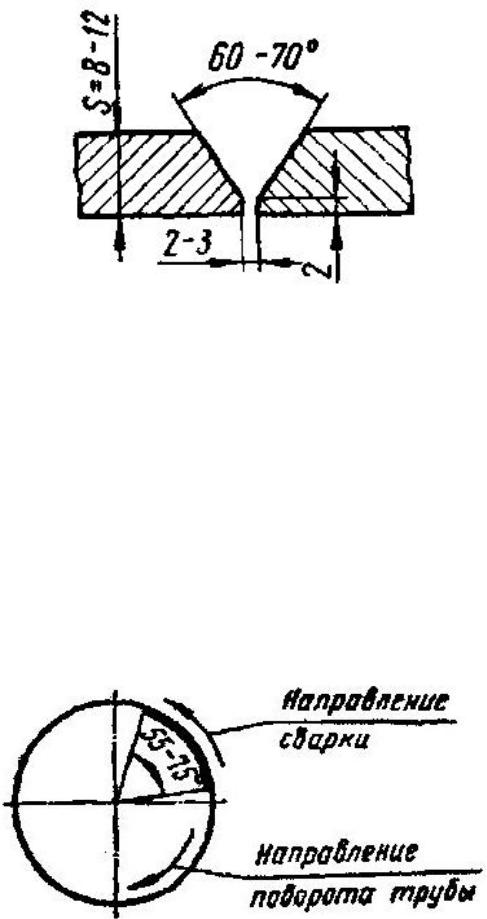
Рис. 2. Подготовка кромок труб под сварку при толщине стенок 8-12 мм
Прихватки, являющиеся составной частью сварного шва, выполняют те же сварщики, которые будут сваривать стыки, с применением тех же электродов.
При сварке труб диаметром до 300 мм прихватка выполняется равномерно по окружности в 4 местах швом высотой 3-4 мм и длиной 50 мм каждая. При сварке труб диаметром более 300 мм прихватки располагают равномерно по всей окружности стыка через каждые 250-300 мм.
При монтаже трубопроводов необходимо стремиться к тому, чтобы по возможности больше стыков сваривалось в поворотном положении.
Количество слоев шва при дуговой сварке труб определяется толщиной стенок труб и их диаметром. При толщине труб свыше 8 мм и диаметре больше 300 мм, сварку ведут в четыре слоя (корневой, два основных, декоративный). В случае, когда толщина стенок трубы до 8 мм, сварку выполняют в два слоя сплошным швом.
По внешнему виду сварной шов должен иметь слегка выпуклую поверхность с плавным переходом к поверхности основного металла. Высота усиления шва должна быть одинаковой по всему периметру в пределах от 1 до 3 мм, ширина не должна превышать 2,5 толщины стенки труб.
Сварку труб малого диаметра и малой толщины стенки производят поворотным способом. В процессе сварки поворачивают трубу (рис. 3) в сторону, противоположную направлению сварки. Второй слой выполняют аналогично первому, но в противоположном направлении.
Сварка толстостенных труб. Трубы, толщина стенки которых составляет 8-12 мм, сваривают в три слоя плюс декоративный шов.
Рис. 3. Схема сварки стыка труб малого диаметра
Первый слой создает местный провар в корне шва и надежное сплавление кромок. Для этого необходимо, чтобы наплавленный металл образовал внутри трубы узкий ниточный валик высотой 1- 1,5 мм, равномерно распределяющийся по всей окружности. Используют электроды диаметром 2-3 мм.

Для получения провара без сосулек и грата движение электрода должно быть возвратнопоступательным с непродолжительной задержкой электрода на сварочной ванне, незначительным поперечным колебанием между кромками и образованием небольшого отверстия в вершине угла скоса кромок. Отверстие получается в результате проплавления основного металла дугой. Размер его не должен превышать 2 мм – больше установленного зазора между трубами.
Второй и третий слой выполняют электродом диаметром 4-5 мм и при повышенном токе одним из следующих способов: поворотом трубы на 180° и поворотом трубы на 90°.
Поворот трубы на 180°(рис. 4). 1. Стык делят на четыре участка.
Вначале сваривают участки 1-2, после чего трубу поворачивают на 180° и заваривают участки
3 и 4 (рис. 4, а).
Рис. 4. Схема сварки стыка трубы:
а - второго слоя; б - третьего слоя
2. Трубу поворачивают еще на 90° и сваривают участки 5 и 6, затем поворачивают трубу на 180° и сваривают участки 7 и 8 (рис. 4, б).
В процессе сварки нужно следить, чтобы начало и конец шва не совпадали, перекрытие смежного слоя составляет 20-25 мм.
Поворот трубы на 90°.
Стык так же делят на 4 участка. В начале сваривают участки 1-2. Затем поворачивают трубу на 90° и сваривают участки 3-4 (рис. 5, а) После сварки 1-го слоя трубу поворачивают на 90° и сваривают участки 5-6, затем поворачивают на 90° и сваривают участки 7-8 (рис. 5, б).
Рис. 5. Схема сварки стыка трубы: а - второго слоя; б - третьего слоя
Четвертый декоративный слой во всех рассмотренных выше способах накладывают в одном направлении при вращении трубы.
Трубы диаметром более 500 мм сваривают обратно-ступенчатым способом. Длина каждого участка зависит от диаметра трубы и составляет 150-300 мм (рис. 6).
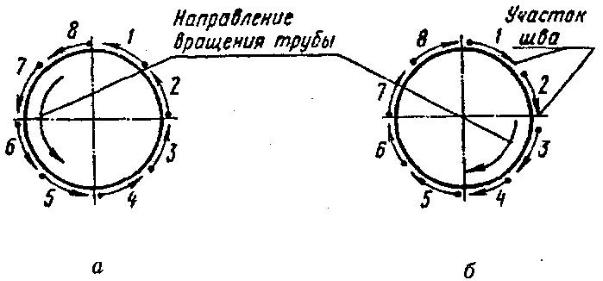
Рис. 6. Схема сварки стыка труб большого диаметра:
а - первого слоя; б - второго слоя
3. Задача. Объясните и покажите, как проверяют работу инжектора горелки перед началом
Для проверки инжектора горелки к кислородному ниппелю подсоединяют рукав от кислородного редуктора, а к корпусу горелки - наконечник. Наконечник затягивают ключом, открывают ацетиленовый вентиль и кислородным редуктором устанавливают необходимое давление кислорода соответственно номеру наконечника.
Пускают кислород в горелку, открывая кислородный вентиль. Кислород, проходя через инжектор, создает разрежение в ацетиленовых каналах и ацетиленовом ниппеле, которое можно обнаружить, приставляя палец руки к ацетиленовому ниппелю.
При наличии разрежения палец будет присасываться к ниппелю. При отсутствии разрежения необходимо закрыть кислородный вентиль, отвернуть наконечник, вывернуть инжектор и проверить, не засорено ли его отверстие.
При засорении его необходимо прочистить. При этом надо проверить также отверстия смесительной камеры и мундштука. Убедившись в их исправности, повторяют испытание на подсос (разрежение).
Билет № 2
Вопрос 1. Сварные соединения (виды, определение, достоинства, недостатки, применение).
Сварным соединением называют неразъемное соединение нескольких деталей, выполненное сваркой.
При сварке различают четыре вида соединений: стыковое, угловое, тавровое, нахлесточное. Стыковое соединение имеет ряд преимуществ :
неограниченная толщина свариваемых элементов;
равномерное распределение напряжений при передаче усилий;
минимальный расход металла на образование сварного соединения;
удобство контроля качества шва.
Недостатки стыкового соединения: необходимость более точной сборки элементов под сварку.
Угловые и тавровые соединения используются при сварке балок, ферм, увеличивая жесткость конструкции. Они могут быть как односторонними, так и двусторонними. Угловые и тавровые двусторонние швы обладают высокой прочностью при статических нагрузках.
Нахлесточное соединение имеет преимущества перед другими соединениями:
отсутствие скоса кромок под сварку;
простота сборки соединения (возможность подгонки размеров за счет величины нахлестки).
Недостатки:
повышенный расход основного металла на перекрытие в соединении. Нахлесточные соединения применяются для металла толщиной не более 6 мм. Величина нахлестки (перекрытия)



