Виды пространственных положений при сварке. Газовая сварка в различных пространственных положениях. Ручная дуговая сварка в нижнем положении
Особенности сварки в различных пространственных положениях, швов различной толщины и длины.
Сварка стыковых швов.
Тонкий металл сваривают(без скоса кромок) продольным перемещением с проваром на всю толщину (на соответствующих режимах), рекомендуется с подваркой с обратной стороны.
При большой толщине используют V-образные швы - в один или несколько проходов (в зависимости от S),рекомендуется подварка со строжкой корня шва. В корне шва возможны непровары, т.к. металл еще недостаточно прогрет.
Продольные угловые швы являются частью раздела, и, следовательно, они образуются продольные нормальные напряжения от примерно такого же размера нормального напряжения на продольных кромок фланцев пластин ламинированных. Вместе с другими компонентами напряжений, как известно, пространственное состояние натяжения возникает в продольных угловых сварных швах, соединяющих пластины ламельного фланца.
Ручная дуговая сварка в потолочном положении
Внутренняя поверхность полости между ламинированными листами фланца подвергается воздействие коррозионного напряжения на поверхность стала спасенными внутренними поверхности листов в зазоре между лопатками, подвергнувшихся воздействию коррозионной атмосферой, вкл. влияние конденсированной воды на водяной пар, поступающий через отверстия в нижнем фланце фланца. Эти коррозии эффекты за пределами логики коррозии по всей стране ослабление самих листов в долгосрочной перспективе также может привести к ускорению развития возможного усталостного разрушения в корне углового шва, но также трудно оценить дефекты коррозии называется.
Первый проход варят ниточным электродами d эл= 3-4 мм.
Х-образные швыварят аналогично, желательно поочередное наложение слоев с одной и другой стороны для уравновешивания деформаций.
Сварка угловых и тавровых швов

Рисунок 22 - Способы сварки угловых и тавровых швов
Уплотнительный шов в качестве компонента приклад монтажа поперечного сварного шва ламели, в короткий временной горизонт. В такой ситуации незащищенный от зазоров промежуток между ламелями обязательно является существенной причиной сокращения срока службы стальной конструкции моста.
Ручная дуговая сварка в вертикальном положении
Если это так, то это будет означать, в частности, толщиной бетонные плиты могут свободно -. Невероятность этой гипотезы следует из того факта, что дыхание проявляются одновременно с транспортными средствами, пересекающими - без задержек, что, безусловно, имел место во время прохождения воздуха рассматриваемой системы взаимосвязанных пустот, трещин и капилляров в бетоне. Кроме того, интенсивность и частота дыхания не соответствуют большому сопротивлению воздушному потоку, который обязательно должен возникать в рассматриваемой комплексной системе.
Лучше такие швы, по-возможности, варить в положении «в лодочку».
При сварке в нижнем положении дугу зажигают на нижнем листе, перемещают в угол, задерживают, поднимают на величину катета, затем (быстрее) вниз, перемещают по нижнему листу на величину катета и т.д. (см. рис. 22).
Особенности сварки в различных положениях:
Список побочных эффектов и явлений, которые будут обсуждаться, по крайней мере предупреждение, если не предупреждение для проекта, а также для производственного сектора до начала беспорядочного использования нескольких ламинированных секций фланцев композита стал, где ламель только периферической связаны.
Представленные результаты являются частью исследовательской и экспертной деятельности Дирекции автомобильных дорог и автомагистралей Чешской Республики.
Список побочных эффектов и явлений, которые будут обсуждаться, по крайней мере предупреждение, если не предупреждение для проекта, а также для производственного сектора до начала беспорядочного использования нескольких ламинированных секций фланцев композита стал, где ламель только периферической связаны.
- в нижнем положении - наклон электрода в сторону движения вдоль шва на 10 - 20 0 к вертикали («углом назад»);
- в вертикальном положении - чаще варят снизувверх «углом вперед» (так лучше формируется шов), тонкий металл (£ 3 мм) - сверху вниз «углом назад», наклон электрода 15-45 0 (см. рис. 23). При этом диаметр электрода не более 4 мм при короткой дуге;
- в потолочном положении - диаметр электрода не более 4 мм короткой дугой на пониженной силе тока «углом назад»; лучше использовать электроды с тугоплавким покрытием.
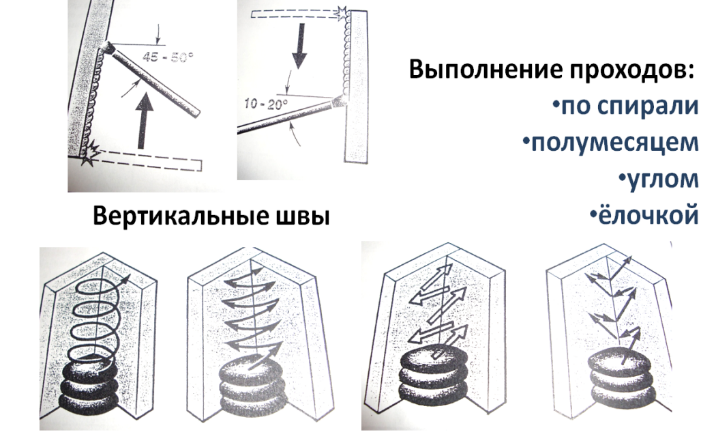
Рисунок 23 - Особенности сварки в вертикальном положении
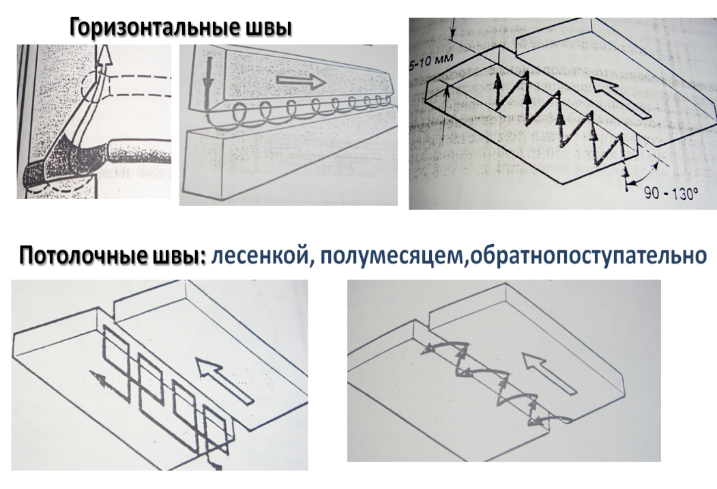
Рисунок 24 - Особенности сварки горизонтальных и потолочных швов
Особенности сварки тонкого металла (возможны прожоги и деформации):
Соединения с отбортовкой кромок;
На медных (временных) подкладках (отвод тепла) с нулевым зазором;
На стальных (остающихся подкладках);
Специальные электроды с тонким покрытием (ОМА-2, УОНИ-13Т) - обратная полярность;
Специальные меры борьбы с деформациями.
Особенности сварки металла большой толщины (³ 20 мм).
В этих условиях возникают объемные сварочные напряжения, снижается пластичность, возможно появление трещин.
Для того, чтобы распределять тепло, снижая напряжения, используют различные схемы (см. рис. 25):
Секциями (блоками);
Каскадом (с перевязью);
Горкой (двумя сварщиками).
Длина участков 200 - 600 мм. Каждый следующий слой следует накладывать на неостывший (очищенный от шлака) предыдущий. Кроме того, для снижения напряжений необходимо применять специальные технологические меры, обеспечивающие медленное остывание конструкции (предварительный или сопутствующий подогрев), а также последующую термообработку.

Рисунок 25 - Особенности сварки металла большой толщины
Особенности сварки при низких температурах -
из-за быстрого охлаждения конструкции снижается ударная вязкость металла (понижается пластичность - возможно появление трещин), повышается вероятность дефектов (неметаллические включения и газы).
Необходимо соблюдать следующие меры:
Сварка при температуре ниже 25 0 С не допускается;
Кромки очищать от снега, льда, инея на ширину не менее 100 мм, просушить газовой горелкой или индукторами до температуры 50 - 60 0 С;
Легированные стали - температура не ниже 15 0 С по предварительно просушенным кромкам с подогревом.
Особенности сварки швов различной длины
показаны на рисунке 26 и применяются для уменьшения сварочных деформаций.

Рисунок 26 - Приемы выполнения швов различной длины при ручной сварке
Контрольные вопросы:
1. Какие проблемы возникают при сварке тонкого металла, как их рещают?
2. Для чего предусматривается разделка кромок при сварке металла большой толщины?
3. Почему первый проход выполняют «ниточным»?
4. Для чего может выполняться строжка корня шва?
5. Какое положение является наилучшим при сварке тавровых и угловых швов? Почему?
6. Что такое сварка «углом вперед» или «углом назад»? Для чего используется этот наклон? В каких положениях используется который из приемов?
7. Поясните особенности сварки в горизонтальном положении.
8. Почему при сварке металла большой толщины используется многопроходная сварка? С какой целью применяются различные приемы наложения проходов?
9. Почему каждый следующий проход надо накладывать на очищенный предыдущий проход?
10. Почему каждый следующий проход надо накладывать на неостывший предыдущий проход?
11. Какие опасности возникают при сварке при низких температурах? Какие меры надо соблюдать, чтобы избежать этих опасностей?
Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Сварка всех с варных соединений во всех пространственных положениях
дуговой сварка электрический генератор
Введение
Впервые мысль о возможности практического применения «электрических искр» для плавления металлов высказал в 1753 г. академик Российской Академии наук Г. Р. Рихман, выполнивший ряд исследований атмосферного электричества. Практической проверке такого мнения способствовало создание итальянским ученым А. Вольта гальванического элемента (вольтова столба).
В 1802 г. профессор Санкт-Петербургской военно-хирургической академии В. В. Петров, используя мощный гальванический элемент, открыл явление электрической дуги. Он также указал возможные области ее практического применения. Независимо от В. В. Петрова, но несколько позже (1809 г.), электрическую дугу получил английский физик Г. Деви.
В 1882 г. русский изобретатель Н. Н. Бенардос предложил способ прочного соединения и разъединения металлов непосредственным действием электрического тока. Он практически осуществил способы сварки и резки металлов электрической дугой угольным электродом. Ему также принадлежит много других важных изобретений в области сварки (спиральношовные трубы, порошковая проволока и др.).
Рис.1 Н. Н. Бенардос (1842-1905)
Рис.2 Держатель для дуговой сварки, предложенный Н.Н. Бенардосом
Рис.3 Держатель для точечной дуговой сварки, предложенный Н.Н. Бенардосом
Электрическая дуговая сварка получила дальнейшее развитие в работах Н. Г. Славянова. В способе Н. Г. Славянова (1888 г.) в отличие от способа Н. Н. Бенардоса металлический стержень одновременно является и электродом, и присадочным металлом. Н. Г. Славянов разработал технологические и металлургические основы электродуговой сварки. Он применил флюс для защиты металла сварочной ванны от воздуха, предложил способы наплавки и горячей сварки чугуна, организовал первый в мире электросварочный цех. Н. Н. Бенардос и Н. Г. Славянов положили начало автоматизации сварочных процессов, создав первые устройства для механизированной подачи электрода в дугу.
Рис.4 Н. Г. Славянов(1854 - 1897)
Рис.5 Первый электрический генератор для сварки, разработанный и построенный Н. Г. Славяновым
Дальнейшее развитие электрической дуговой сварки несколько замедлилось в связи с конкуренцией газовой сварки кислородно-ацетиленовым пламенем. В начале XX в. этот способ обеспечивал более высокое качество сварных швов, чем дуговая сварка голым электродом. Положение изменилось, когда в 1907 г. шведский инженер О. Кьельберг применил металлические электроды с нанесенным на их поверхность покрытием. Это покрытие предохраняло металл шва от вредного воздействия воздуха (окисления и азотирования) и стабилизировало горение дуги. Применение покрытых электродов обеспечило резкое повышение качества сварных соединений. Ручная электродуговая сварка плавящимся электродом начала широко применяться на заводах США, Англии, Австро-Венгрии и других стран. Отсталая промышленность дореволюционной России так и не смогла в должном объеме использовать дуговую сварку. Уже в начале 20-х годов под руководством В. П. Вологдина были изготовлены сварные котлы, а несколько позже -- суда и другие ответственные конструкции. В конце первой четверти XX в. ручная дуговая сварка плавящимся электродом стала основным способом сварки в нашей стране и во всем мире. В это время осваивается сварка специальных сталей, цветных и легких металлов и других материалов, и для этих условий достигнута равнопрочность сварного соединения с основным металлом. Наряду с внедрением и совершенствованием ручной дуговой сварки во всех странах проведены работы по изысканию новых способов защиты зоны дуги от окружающего воздуха и по механизации основных сварочных операций. Уже в начале 20-х годов в различных странах были созданы специальные механизмы -- автоматы для сварки и наплавки плавящимся электродом с наносимыми на их поверхность или вводимыми внутрь стержня специальными веществами или же с окружающей дугу газовой защитой. Новый этап в развитии механизированной дуговой сварки в нашей стране начался в конце 30-х годов, когда на основе идей, выдвинутых еще Н. Г. Славяновым, коллективом Института электросварки АН УССР под руководством академика АН УССР Евгения Оскаровича Патона был разработан новый способ сварки, получивший название -- автоматическая сварка под флюсом. В середине 40-х годов сварка под флюсом была применена и для полуавтоматического процесса.
Сварка под флюсом за счет увеличения мощности сварочной дуги и надежной изоляции плавильного пространства от окружающего воздуха позволяет резко повысить производительность процесса, обеспечить стабильность качества сварного соединения, улучшить условия труда и получить значительную экономию материалов, электроэнергии и средств.
Рис.6 Е. О. Патона (1870 - 1953)
Рис.7 Применение автоматической сварки под флюсом для изготовления отдельных узловтанков (1942 г.)
Способ сварки под флюсом за рубежом впервые появился в США (фирма Линде). Пути развития этого способа в зарубежных странах несколько отличались от отечественных. Различие в основном заключалось в конструкциях сварочных установок и в применяемых сварочных материалах. В конце 40-х годов получил промышленное применение способ дуговой сварки в защитных газах. Газ для защиты зоны сварки впервые использовал американский ученый А. Александре еще в 1928 г. Однако в те годы этот способ сварки не нашел серьезного промышленного применения из-за сложности получения защитных газов. Положение изменилось после того как для защиты были использованы пригодные для массового применения газы (гелий и аргон в США, углекислый газ в СССР) и различные смеси газов. Сварку неплавящимся (угольным) электродом в углекислом газе впервые осуществил Н. Г. Остапенко. Затем усилиями коллективов ЦНИИТМАШа, Института электросварки им. Е. О. Патона и ряда промышленных предприятий был разработан способ дуговой сварки в углекислом газе плавящимся электродом. Использование дешевых защитных газов, улучшение качества сварки и повышение производительности процесса обеспечили широкое применение этого способа главным образом при полуавтоматической сварке различных конструкций. Объем применения полуавтоматической сварки в защитных газах из года в год возрастает. Ее широко используют вместо ручной сварки покрытыми электродами и полуавтоматической сварки под флюсом.
Для полуавтоматической сварки находят применение также порошковая и активированная проволоки, не требующие дополнительной защиты. Серьезным достижением отечественной сварочной техники явилась разработка в 1949 г. принципиально нового вида электрической сварки плавлением, получившего название электрошлаковой сварки. Электрошлаковая сварка разработана сотрудниками Института электросварки им. Е. О. Патона в содружестве с работниками заводов тяжелого машиностроения. Разработка этого вида сварки позволила успешно решить весьма важные для дальнейшего развития промышленности вопросы качественной и производительной сварки металла практически неограниченной толщины и механизации сварки вертикальных швов.
В 1932 под руководством К. К. Хренова в Московском электромеханическом институте инженеров железнодорожного транспорта был создан способ дуговой электросварки под водой. Сварку возножно осуществлять как в пресной воде также и морской. Дуга в воде горит устойчиво, охлаждающее действие воды компенсируется небольшим повышением напряжения дуги, которая плавит металл в воде так же легко, как и на воздухе. Сварка производится вручную штучным плавящимся стальным электродом с толстым (до 30% толщины электрода) водонепроницаемым покрытием. Качество сварки несколько ниже, чем на воздухе, металл шва недостаточно пластичен. В 70-е гг. в СССР в институте электросварки им. Е. О. Патона осуществлена сварка под водой полуавтоматом, в котором в качестве электрода использована порошковая проволока (тонкая стальная трубка, набитая смесью порошков), непрерывно подаваемая в дугу. Порошок является флюсом. Подводная сварка ведётся на глубине до 100 м, получила распространение в судоремонтных и аварийно-спасательных работах.
В 60-х годах появивилася лучевой способ сварки. Электроннолучевая (электронная) сварка производится сфокусированным потоком электронов.
В 70-х гг. под руководством Г. А. Николаева (работы коллектива сотрудников Московского высшего технического училища им. Н. Э. Баумана в содружестве с медиками) была основана ультразвуковая сварка. В медицине этот вид сварки использован для соединения, наплавки, резки живых тканей. При сварке и наплавке костных тканей, например отломков берцовых костей, рёбер и пр., конгломерат из жидкого мономера цитакрина и твёрдых добавок (костной стружки и разных наполнителей и упрочнителей) наносится на поврежденное место и уплотняется ультразвуковым инструментом, в результате чего ускоряется полимеризация. Эффективно применение ультразвуковой резки в хирургии. Сварочный инструмент ультразвукового аппарата заменяется пилой, скальпелем или ножом. Значительно сокращаются время операции, потеря крови и болевые ощущения. А так же этот способ нашел применение для сварки металлов малых толщин (от нескольких мкм до1,5 мм) и некоторых пластмасс нашёл применение в электротехнической, электронной, радиотехнической промышленности. Преимущество сварки перед этими процессами следующие:
1. Экономия металла - 10…30% и более зависимости от сложности конструкции.
2. Уменьшение трудоемкости работ, а соответственно сокращение сроков работ и уменьшение их стоимости.
3. Удешевление оборудования.
4. Возможность использования наплавки для восстановления изношенных деталей.
5. Герметичность сварных соединений выше, чем клепаных и резьбовых.
6. Уменьшения производственного шума и улучшение условий труда рабочих.
1. Виды сварных швов и сведения
Термины и определения основных понятий по сварке металлов устанавливает ГОСТ 2601-84. Сварные соединения подразделяются на несколько типов, определяемых взаимным расположением свариваемых деталей. Основными из них являются стыковые, угловые, тавровые, нахлесточные и торцовые соединения. Для образования этих соединений и обеспечения требуемого качества должны быть заранее подготовлены кромки элементов конструкций, соединяемых сваркой. Формы подготовки кромок для ручной дуговой сварки стали и сплавов на железоникелевой и никелевой основе установлены ГОСТ 5264-80.
Стыковым соединением называют соединение двух элементов, примыкающих друг к другу торцевыми поверхностями.
ГОСТ 5264-80 предусмотрено 32 типа стыковых соединений, условно обозначенных Cl, C2, С28 и т.д., имеющих различную подготовку кромок в зависимости от толщины, расположения свариваемых элементов, технологии сварки и наличия оборудования для обработки кромок. При большой толщине металла ручной сваркой невозможно обеспечить проплавление кромок на всю толщину, поэтому делают разделку кромок, т.е. скос их с двух или одной стороны. Кромки скашивают на строгальном станке или термической резкой (плазменной, газокислородной). Общий угол скоса (50В±4)В°, такая подготовка называется односторонней со скосом двух кромок. При этом должна быть выдержана величина притупления (нескошенной части) и зазор, величины которых установлены стандартом в зависимости от толщины металла. Шов стыкового соединения называют стыковым швом, а подварочный шов - это меньшая часть двустороннего шва, выполняемая предварительно для предотвращения прожогов при поседующей сварке основного шва или накладываемая в последнюю очередь, после его выполнения.
При подготовке кромок стали толщиной 8-120 мм. Обе кромки свариваемых элементов скашивают с двух сторон на угол (25В±2)В° каждую, при всём этом общий угол скоса составляет (50 В± В±4)В°, притупление и зазор устанавливаются стандартом в зависимости от толщины стали. Такая подготовка называется двусторонней со скосом двух кромок. При этой подготовке усложняется обработка кромок, по зато резко уменьшается объем наплавленного металла по сравнению с односторонней подготовкой. Стандартом предусмотрено несколько вариантов двусторонней подготовки кромок: подготовка только одной верхней кромки, применяемая при вертикальном расположении деталей, подготовка с неравномерным толщине скосом кромок и др.
Угловым соединением называют соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев. Таких соединений насчитывается 10: от У1 до У10.
Для толщины металла 3 - 60 мм кромку примыкающего элемента скашивают под углом (45В±2) 1В°, сварной шов основной и подварочиый. При этой же толщине и сквозном проваре можно обойтись без подварочного шва. Часто применяют угловое соединение со стальной подкладкой, которая обеспечивает надежный провар элементов по всему сечению. При толщине металла 8-100 мм применяют двустороннюю разделку примыкающего элемента под углом (45В±2)В°.
Тавровым соединением называют сварное соединение, в котором торец одного элемента примыкает под углом и приварен угловыми швами к боковой поверхности другого элемента. Стандартом предусмотрено несколько типов таких соединений: с Т1 по Т9. Распространенным является соединение, для металла толщиной 2-40 мм. Для такого соединения никакого скоса кромок не делают, а обеспечивают ровную обрезку примыкающего элемента и ровную поверхность другого элемента.
При толщине металла 3-60 мм и необходимости сплошного шва между элементами, что предусматривается проектом конструкции, в примыкающем элементе делают разделку кромок под углом (45В±2)В°. На практике часто применяют тавровое соединение с подкладкой при толщине стали 8-30 мм, а также соединение с двусторонним скосом кромок примыкающего элемента при толщине стали 8-40 мм. Все эти соединения со скосом кромок примыкающего элемента обеспечивают получение сплошного шва и наилучшие условия работы конструкций
Нахлесточным соединением называют сварное соединение, в котором сваренные угловыми швами элементы расположены параллельно и частично перекрывают друг друга. Стандартом предусмотрено два таких соединения: HI и Н2. Применяют иногда разновидности нахлесточного соединения: с накладкой и с точечными швами, соединяющими части элементов конструкции.
Из перечисленных сварных соединений наиболее надежными и экономичными являются стыковые соединения, в которых действующие нагрузки и усилия воспринимаются так же, как в целых элементах, не подвергавшихся сварке, т.е. они практически равноценны основному металлу, конечно, при соответствующем качестве сварочных работ. Однако надо иметь в виду, что обработка кромок стыковых соединений и их подгонка под сварку достаточно сложны, кроме того, применение их бывает ограничено особенностями формы конструкций. Угловые и тавровые соединения также распространены в конструкциях. Нахлесточные соединения наиболее просты в работе, так как не нуждаются в предварительной разделке кромок, и подготовка их к сварке проще, чем стыковых и угловых соединений. Вследствие этого, а также из-за конструктивной форме некоторых сооружений они получили распространение для соединения элементов небольшой толщины, но допускаются для элементов толщиной до 60 мм. Недостатком нахлесточных соединений является их неэкономичность, вызванная перерасходом основного и наплавленного металла. Кроме того, из-за смещения линии действия усилий при переходе с одной детали на другую и возникновения концентрации напряжений снижается несущая способность таких соединений.
Кроме перечисленных сварных соединений и швов при ручной дуговой сварке применяют соединения под острыми и тупыми углами по ГОСТ 11534-75, но они встречаются значительно реже. Для сварки в защитном газе, сварки алюминия, меди, других цветных металлов и их сплавов применяют сварные соединения и швы, предусмотренные отдельными стандартами. Например, форма подготовки кромок и швов конструкций трубопроводов предусмотрена ГОСТ 16037-80, в котором определены основные размеры швов для различных видов сварки.
2 . Источники питания постоянного и переменного тока
Источники питания электрической сварочной дуги разделяются по следующим признакам:
1) по роду тока -- источники постоянного тока (преобразователи, агрегаты и выпрямители) и переменного тока (сварочные трансформаторы) ;
2) по числу одновременно подключаемых сварочных постов -- однопостовые и многопостовые;
3) по назначению -- источники для ручной сварки открытой дугой, автоматической и полуавтоматической сварки под флюсом, сварки в защитных газах, электрошлаковой сварки и плазменной резки и источники тока специального назначения (сварка трехфазной дугой, многодуговая сварка и пр.);
4) по принципу действия и конструктивному выполнению:
сварочные трансформаторы с нормальным магнитным рассеянием и отдельным дросселем (реактивной катушкой) на отдельном или общем сердечнике:
сварочные трансформаторы с искусственно увеличенным магнитным рассеянием -- с подвижным магнитным шунтом и подвижными обмотками;
преобразователи -- с независимой намагничивающей и последовательной размагничивающей обмотками, с намагничивающей параллельной и размагничивающей последовательной обмотками, с расщепленными полюсами, с жесткой характеристикой, универсальные;
агрегаты -- генераторы с двигателями внутреннего сгорания;
сварочные выпрямители -- с селеновыми вентилями, с кремниевыми вентилями, многопостовые, однопостовые, с падающими или жесткими характеристиками, универсальные.
Устойчивое горение дуги возможно в том случае, если источники сварочного тока будут обладать падающей внешней характеристикой, т е. когда напряжение на зажимах источника будет снижаться при увеличении силы тока;
5) по характеру привода -- источники с электрическим приводом и независимым приводом (от двигателя внутреннего сгорания);
6) по способу установки и монтажа -- стационарные и передвижные.
Выбор источника питания сварочной дуги обусловливается способом сварки, характером производства, свойствами свариваемых металлов, условиями работы источника, применяемыми электродами.
Для ручной дуговой сварки применяют любые источники питания с крутопадающей внешней характеристикой; для автоматической и полуавтоматической сварки под флюсом -- источники питания большой мощности с пологопадающими, а иногда с жесткими характеристиками; для сварки в среде газообразной двуокиси углерода (углекислого газа) -- источники питания постоянного тока с жесткими или возрастающими характеристиками.
Стационарные сварочные посты в цехах и мастерских обычно питаются от многопостовых источников питания (преобразователей или выпрямителей); сварочные посты, расположенные на значительном расстоянии друг от друга, комплектуют однопостовыми источниками питания.
Конструкции из малоуглеродистых сталей можно сваривать дугой, питающейся от любого источника; изделия из легированных сталей требуют применения сварки постоянным током при обратной полярности; источники постоянного тока используют также для сварки цветных металлов, чугуна, для наплавки и плазменной резки.
Для сварочных работ в закрытых, отапливаемых помещениях целесообразно использовать сварочные выпрямители, более чувствительные к температурным изменениям; на открытом воздухе лучше эксплуатировать преобразователи и трансформаторы. Универсальные источники питания применяют там, где часто изменяется характер свариваемых изделий. В местах, где отсутствуют электрические сети (в полевых условиях), используют сварочные агрегаты (с двигателями внутреннего сгорания); эти же агрегаты можно применять для сварки ответственных конструкций в тех случаях, когда сильно колеблется напряжение питающей сети. Для работы в условиях повышенной влажности и тропического климата используют специальные источники.
Источники питания переменного тока. Установки переменного тока подразделяются на однофазные и трехфазные, на установки, создающие электродугу промышленной частоты (50 Гц) и более высокой частоты. К однофазным сварочным установкам переменного тока промышленной частоты относятся сварочные трансформаторы, к трехфазным установкам ~ специальные трансформаторы или однофазные трансформаторы, включенные по трехфазной схеме.
Применяемые на заготовительных предприятиях и на строительно-монтажных площадках сварочные аппараты переменного тока разделяют на четыре основные группы:
1) сварочные аппараты с отдельным дросселем;
2) сварочные аппараты со встроенным дросселем;
3) сварочные аппараты с подвижным магнитным шпунтом;
4) сварочные аппараты с увеличенным магнитным рассеянием и подвижной обмоткой.
Аппараты состоят из понижающего трансформатора и специального устройства. Трансформатор обеспечивает питание дуги переменным током напряжением 60--70 В, а специальное устройство служит для создания падающей внешней характеристики и регулирования силы сварочного тока.
При ручной дуговой сварке широко применяют трансформаторы с отдельным дросселем СТЭ-24у и СТЭ-34у, которые несложны по устройству и безопасны в работе.
Сварочные аппараты СТН со встроенным дросселем предназначены для ручной дуговой сварки.
Сварочные аппараты ТСД имеют дистанционное управление для регулирования силы сварочного тока. Применяют их главным образом при автоматической сварке.
Для работы в монтажных условиях рекомендуются сварочные аппараты легкого типа СТШ-250. Эти аппараты имеют магнитный шунт, состоящий из двух половин, которые могут сдвигаться и раздвигаться. При полностью сдвинутых половинах шунта сила сварочного тока минимальна.
В сварочных аппаратах с увеличенным магнитным рассеянием и подвижной обмоткой регулирование силы сварочного тока осуществляется путем изменения расстояния между первичными и вторичными обмотками. При увеличении этого расстояния магнитный поток рассеяния возрастает, а сила сварочного тока уменьшается. У трансформаторов ТС, ТСК и ТД обмотки алюминиевые
В условиях строительно-монтажных площадок удобны трансформаторы ТД-304, имеющие дополнительную приставку для дистанционного регулирования силы сварочного тока.
Промышленность выпускает также переносные сварочные аппараты ТСП-1 и ТСП-2, очень удобные для применения на объектах монтажа. Они предназначены для сварки коротких швов, прихваток, т.е. для сварки с большими перерывами.
Сварочный аппарат ТСП-1 имеет массу 35 кг, пределы регулирования силы сварочного тока 105--180 А. Аппарат ТСП-2 имеет массу 63 кг, номинальная сила тока 300 А.
Трехфазные сварочные аппараты используют при сварке трехфазной дугой спаренными электродами. Трехфазные сварочные аппараты отличаются большой экономичностью применения -- их КПД достигает 0,9, однако ввиду сложности сварочного оборудования и невозможности выполнения сварки в потолочном и вертикальном Положениях эта сварка имеет ограниченное применение.
Для получения большой силы сварочного тока используют параллельное включение трансформаторов с одинаковыми внешними Характеристиками и одинаковым напряжением первичной и вторичной цепи.
Для получения токов высокой частоты и высокого напряжения применяют осцилляторы ОСПЗ-2М и др., включаемые непосредственно в питающую сеть напряжением 220 В. Осциллятор состоит из повышающего трансформатора ПТ и колебательного контура. Трансформатор повышает напряжение с 220 до 6000 В. Потребляемая мощность 45 Вт. Колебательный контур вырабатывает высокочастотный ток. При использовании осциллятора дуга загорается даже без прикосновения электрода к изделию (при зазоре 1--2 мм).
Осциллятор применяют при аргонодуговой сварке, при сварке Дугой малой мощности, при падении напряжения в сети, питающей сварочную установку, так как падение напряжения создает неустойчивость зажигания дуги. Осциллятор подключают к клеммам вторичной обмотки трансформатора проводами сечением 1,5 мм2, а в сварочную цепь -- одножильным высоковольтным проводом такого же сечения с металлической экранировкой. Металлический корпус осциллятора должен быть заземлен. Габаритные размеры осциллятора 250X170X110 мм, масса 6,5 кг,
Источники питания постоянного тока -- сварочные выпрямители, сварочные преобразователи и сварочные агрегаты с приводом от двигателя внутреннего сгорания.
Сварочный выпрямитель представляет собой аппарат, преобразующий переменный ток в постоянный (пульсирующий) с помощью полупроводниковых селеновых и кремниевых вентилей. Он состоит из двух основных частей: трансформатора с устройством для регулирования сварочного тока или напряжения и выпрямительного блока, собранного по трехфазной мостовой схеме.
Преимуществами выпрямителей являются высокий КПД, относительно небольшие потери холостого хода, отсутствие вращающихся частей и бесшумность в работе, равномерность нагрузки фаз, небольшая масса и возможность замены медных проводов алюминиевыми. Однако следует иметь в виду, что для выпрямителей опасны продолжительные короткие замыкания и они чувствительны к колебаниям напряжения в сети. Сварочные- выпрямители являются более экономичными по сравнению со сварочными преобразователями. В табл. 212 приведены технические данные выпрямителей.
Сварочные выпрямители ВС и ВДГ с жесткой внешней характеристикой предназначены для сварки в защитном газе плавящимся электродом, автоматической и полуавтоматической сварки под флюсом, порошковой проволокой и др. Они просты по устройству и надежны в работе.
Выпрямители с падающими внешними характеристиками выпускают типов ВСС, ВКС и ВД.
Сварочные выпрямители ВСУ и ВДУ являются универсальными источниками питания дуги. Они предназначены для питания дуги автоматической и полуавтоматической сварки под флюсом, в защитном газе, порошковой проволокой, а также при ручной дуговой сварке.
Для выполнения сварочных работ на объектах Институт электросварки им. Е. О. Патона разработал переносной сварочный выпрямитель ВЖ-2М, предназначенный для питания автоматов и полуавтоматов при сварке открытой дугой в защитном газе стыков труб диаметром 20--100 мм. Масса выпрямителя 50 кг. Внешняя характеристика -- пологопадающая; число ступеней регулирования -- 9. Сварочные выпрямители через каждые 3 мес. необходимо очищать от грязи и пыли продувкой сжатым воздухом. Все трущиеся части механизмов выпрямителя смазывают 2 раза в год. Вентилятор должен быть всегда исправным во избежание перегрева полупроводниковых элементов и выхода из строя выпрямителя.
Сварочные преобразователи постоянного тока состоят из асинхронного электродвигателя и генератора постоянного тока, собранных в одном корпусе. Ротор двигателя и якорь генератора находятся на одном валу. Преобразователь устанавливают на раме или на колесах. Сварочные преобразователи подразделяются на однопостовые и многопостовые, стационарные и передвижные.
"При выполнении строительно-монтажных работ широко применяется передвижной сварочный преобразователь ПСО-500. Он предназначен для ручной дуговой сварки, полуавтоматической и автоматической сварки под слоем флюса
3.Режимы электродуговой сварки
Под режимом сварки понимают совокупность контролируемых параметров, определяющих условия сварки. Параметры режима сварки подразделяют на основные и дополнительные. К основным параметрам режима ручной дуговой сварки относят диаметр электрода, величину, род и полярность тока, напряжение на дуге, скорость сварки. К дополнительным относят величину вылета электрода, состав и толщину покрытий электрода, положение электрода и положение изделия при сварке.
Диаметр электрода выбирают в зависимости от толщины металла, катета шва, положения шва в пространстве.
Примерное соотношение между толщиной металла S и диаметром электрода dэ при сварке в нижнем положении шва составляет:
S, мм......1-2 3-5 4-10 12-24 30-60
dэ, мм....2-3 3-4 4-5 5-6 6-8
Сила тока в основном зависит от диаметра электрода, но также от длины его рабочей части, состава покрытия, положения сварки. Чем больше ток, тем больше производительность, т.е. большее количество наплавленного металла:G=анIсвt, где G - количество наплавленного металла, г; ан - коэффициент наплавки, г/(А*ч); Iсв- сварочный ток, А; t-время, ч.
Однако при чрезмерном токе для данного диаметра электрода электрод быстро перегревается выше допустимого предела. Что приводит к снижению качества шва и повышенному разбрызгиванию. При недостаточном токе дуга неустойчива, часто обрывается, в шве могут быть непровары. Величину тока можно определить по следующим формулам: при сварке конструкционных сталей для электродов диаметром 3-6 мм Iд=(20+6dэ)dэ; для электродов диаметром менее 3 мм Iд=30dэ, где dэ диаметр электрода, мм. Сварку швов в вертикальном и потолочном положениях выполняют, как правило, электродами диаметром не более 4 мм. При этом сила тока должна быть на 10- 20 % ниже, чем для сварки в нижнем положении. Напряжение дуги изменяется в сравнительно узких пределах-16-30 В.
4. Техника выполнения сварки во в сех пространственных положениях
Сварку швов нужно стремиться выполнять в нижнем положении, где создаются наиболее благоприятные условия для получения швов хорошего качества.
Это объясняется тем, что расплавленный металл электрода переносится в ванну в направлении силы тяжести, поверхность сварочной ванны занимает горизонтальное положение. Кроме того, в нижнем положении рабочему удобнее выполнять сварку, легче наблюдать за процессом.
Качество сварного стыкового соединения без скоса кромок обусловлено правильным выбором диаметра электрода и тока. Стыковые соединения с У-образной разделкой кромок в зависимости от толщины металла сваривают однослойными или многослойными швами. На рис. 8 показано место возбуждения дуги и движения торца электрода при сварке за один проход соединения с V-образной разделкой кромок (на ответственных изделиях дуга возбуждается только на кромках).
На скосах кромок движение дуги замедляют для получения необходимого провара, а в корне шва ускоряют, чтобы избежать прожога. У изделий, где доступ для сварки возможен с двух сторон, с обратной стороны накладывают подварочный шов, предварительно очистив корень шва от наплывов металла, грата и шлака.
Рис. 8. Возбуждение дуги и траектория движения торца электрода при сварке за один проход соединения с V-образной разделкой кромок
Рис. 9. Порядок наложения швов при многослойной сварке
На рис. 8 цифрами показан порядок наложения швов при многослойной сварке. Сварка швов с Х-образной разделкой не отличается от сварки с-образной разделкой кромок. Для получения качественного шва при многослойной сварке толщина нижележащего слоя не должна превышать 4--5 мм. В этом случае хорошо проплавляется и отжигается металл нижележащего слоя. Площадь поперечного сечения F наплавляемого слоя обычно увязывается с диаметром применяемого электрода.
Угловые швы следует сваривать также в нижнем положении. Такой способ называется сваркой «в лодочку» (рис. 10).
Рис. 10. Сварка «в лодочку»
Рис. 11. Сварка угловых швов
Расплавленный металл электрода при сварке вертикальных швов переносится в ванну в направлении, перпендикулярном силе тяжести. Поэтому качественный шов можно получить только при сварочной ванне небольшого объема. Вертикальные швы завариваются более короткой дугой, тогда вследствие действия сил поверхностного натяжения между расплавленным металлом ванны и каплей электродного металла возникает взаимное притяжение. При переходе металла электрода в сварочную ванну количество жидкого металла в ней увеличивается и под действием силы тяжести металл может вытечь. Во избежание этого электрод необходимо быстро отвести вверх или в сторону, чтобы металл затвердел. На рис. 5 представлены положения электрода в отдельные моменты сварки вертикального шва. Сварка вертикальных швов, как правило, выполняется снизу вверх. Образовавшийся в начале сварки кратер будет удерживать капли расплавленного металла. Электрод может быть наклонен вверх или вниз. При наклоне электрода вниз рабочему легче наблюдать за процессом сварки. Сварка сверху вниз обычно применяется для тонколистового металла. Дуга в этом случае возбуждается при перпендикулярном положении электрода к свариваемой поверхности, а после образования капли металла электрод отклоняется вниз, удерживая короткой дугой расплавленный металл от стекания.
Рис. 12. Положения (а, б, в) электрода при сварке вертикального шва снизу вверх
Горизонтальные швы сваривать труднее, чем вертикальные. Чтобы расплавленный металл не мог стечь, кромки на нижнем листе не скашиваются. С этой же целью сварка начинается на кромке нижнего листа, затем проваривается корень разделки, а после этого дуга переносится на кромку верхнего листа (рис. 7). Порядок сварки горизонтального шва с F-образной разделкой показан на рис. 8. Для сварки вертикальных и горизонтальных швов ток уменьшается на 10--20% по сравнению со сваркой в нижнем положении.
Потолочные швы выполняются труднее всех других, так как расплавленный металл постоянно стремится вытечь из сварочной ванны. Это обстоятельство требует от сварщика поддержания возможно короткой дуги в течение всего процесса сварки. Этапы переноса капли с электрода в сварочную ванну при потолочной сварке показаны на рис. 53. Наклон электрода к направлению сварки должен составлять 10--15° (0,17--0,25 рад). Рекомендуется применять электроды с тугоплавким покрытием. Расплавляясь несколько позже, чем электродный стержень, покрытие образует на конце электрода чехол, который обеспечивает более направленный перенос металла, облегчая тем самым процесс сварки. При сварке потолочных швов ток уменьшается на 20--25% по сравнению со сваркой в нижнем положении.
Рис. 13. Сварка вертикальных швов способом сверху вниз
Рис. 14. Движение электрода при сварке горизонтального шва
Сварка тонколистового металла. Сварку металла толщиной 1,5--3 мм следует вести на постоянном токе обратной полярности. На переменном токе сварка возможна только с применением осцилляторов. Сварка выполняется с периодическими замыканиями дуги через расплавленные капли электродного металла. Основной металл проплавляется на всю глубину и даже немного протекает на обратную сторону.
Сварка швов различной протяженности и толщины. По протяженности швы делятся на короткие (до 300 мм), средней длины (300--1000 мм) и длинные (более 1000 мм). Короткие швы сваривают от начала до конца в одном направлении. Швы средней длины сваривают участками (1--6) от середины к концам шва или обратноступенчатым способом.Длину участков подбирают таким образом, чтобы каждый из них можно было сварить целым числом электродов. Для сварки длинных швов также применяют обратноступенча-1Ь1Н способ, который дает возможность хорошо проплавить начальные участки швов и уменьшить коробление изделия.
Рис. 15. Положения (1, 2, 3) электрода при сварке горизонтального шва
Рис. 16. Схема переноса капель металла при потолочной сварке
Рис. 17. Сварка швов средней длиныа -- участками от середины к концам; б -- обратноступенчатым способом
Рис. 18. Сварка «горкой»
Для наложения длинных швов большой толщины используют способ сварки «горкой» или «каскадом». При сварке «горкой» (рис. 11) на участке длиной 200-- 300 мм накладывают первый слой шва в середине. Затем, отступив на 200--300 мм от его начала, заваривают этот отрезок до начала первого слоя, перекрывают первый слой и заканчивают сварку на расстоянии 200-- 300 мм от конца первого слоя. В таком же порядке располагают все последующие слои до достижения одним из них расчетной толщины шва. После этого подваривают уже более короткие отрезки на участках, не имеющих еше расчетной толщины шва. При сварке «каскадом» отрезок первого слоя длиной 200--300 мм накладывается в конце шва. После этого сварка выполняется в последовательности, аналогичной сварке «горкой».
5. Техника безопасности
Нарушение техники безопасности при проведении сварочных работ часто приводит к самым печальным последствиям - пожарам, взрывам и как следствие травмам и гибели людей.
Так же при сварке возможны следующие травмы - поражение электрическим током, ожоги от шлака и капель металла, травмы механического характера.
Для предотвращения всех этих положений важно неукоснительно соблюдать меры предосторожности.
1. Надежная изоляция всех, проводов, связанных с питанием источника тока и сварочной дуги, устройство геометрически закрытых включающих устройств, заземление корпусов сварочных аппаратов. Заземлению подлежат: корпуса источников питания, аппаратного ящика, вспомогательное электрическое оборудование. Сечение заземляющих проводов должно быть не менее 25 мм2. Подключением, отключением и ремонтом сварочного оборудования занимается только дежурный электромонтер. Сварщикам запрещается производить эти работы.
2. Применение в источниках питания автоматических выключателей высокого напряжения, которые в момент холостого хода разрывают сварочную цепь и подают на держатель напряжение 12 В.
3. Надежное устройство электрододержателя с хорошей изоляцией, которая гарантирует, что не будет случайного контакта токоведущих частей электрододержателя со свариваемым изделием или руками сварщика (ГОСТ 14651-69). Электрододержатель должен иметь высокую механическую прочность и выдерживать не менее 8000 зажимов электродов.
4.Работа в исправной сухой спецодежде и рукавицах. При работе в тесных отсеках и замкнутых пространствах обязательно использование резиновых галош и ковриков, источников освещения с напряжением не свыше 6-12 В.
5. При работе на электронно-лучевых установках предотвращение опасности поражения лучами жесткого рентгеновского (почти полное) поглощение вредных излучении, связанных с горением дуги. Особую опасность в смысле поражения глаз представляет световой луч квантовых генераторов (лазеров) так как даже отраженные лучи лазера могут вызвать тяжелое повреждение глаз и кожи. Поэтому лазеры имеют автоматические устройства, предотвращающие такие поражения, но при условии строгого соблюдения производственной инструкции операторами-сварщиками, работающими на этих установках.
Защитные стекла, вставленные в щитки и маски, снаружи закрывают простым стеклом для предохранения их от брызг расплавленного металла. Щитки изготовляют из изоляционного металла - фибры, фанеры и по форме и размерам они должны полностью защищать лицо и голову сварщика (ГОСТ 1361-69).
Для ослабления резкого контраста между яркостью дуги и малой яркостью темных стен (кабины) последние должны быть окрашены в светлые тона (серый, голубой, желтый) с добавлением в краску окиси цинка с целью уменьшения отражения ультрафиолетовых лучей дуги, падающих на стены.
При работе вне кабины для защиты зрения окружающих, работающих сварщиков и вспомогательных рабочих должны применяться переносные щиты и ширмы.
Предотвращение опасности поражения брызгами расплавленного металла и шлака. Образующиеся при дуговой сварке брызги расплавленного металла имеют температуру до 1800 град. С. при которой одежда из любой ткани разрушается. Для защиты от таких брызг обычно используют спецодежду (брюки, куртку и рукавицы) из брезентовой или специальной ткани. Куртки при работе не следует вправлять в брюки, а обувь должна иметь гладкий верх, чтобы брызги расплавленного металла не попадали внутрь одежды, так как в этом случае возможны тяжелые ожоги.
Для защиты от соприкосновения с влажной, холодной землей и снегом, а также с холодным металлом при наружных работах и в помещении сварщики должны обеспечиваться теплыми подстилками, матами, подколенниками и подлокотниками из огнестойких материалов с эластичной прослойкой.
Предотвращение отравления вредными газами и аэрозолями, выделяющимися при сварке. Высокая температура дуги (6000- 8000° С) неизбежно приводит к тому, что часть сварочной проволоки, покрытий, флюсов переходит в парообразное состояние. Эти пары, попадая в атмосферу цеха, конденсируются и превращаются в аэрозоль конденсации, частицы которой по дисперсности приближаются к дымам и легко попадают в дыхательную систему сварщиков. Эти аэрозоли представляют главную профессиональную опасность труда сварщиков. Количество пыли в зоне дыхания сварщика зависит главным образом от способа сварки и свариваемых материалов, но в известной степени определяется и типом конструкций. Химический состав электросварочной пыли зависит от способов сварки и видов основных и сварочных материалов.
Существуют строгие требования в области вентиляции при сварочных работах. Для улавливания сварочного аэрозоля на стационарных постах, а где это возможно, и на нестационарных нужно устанавливать местные отсосы в виде вытяжного шкафа вертикальной или наклонной панели равномерного всасывания стола с подрешеточным отсосом и др. При сварке крупногабаритных серийных конструкций на кондукторах, манипуляторах и т. п. местные отсосы необходимо встраивать непосредственно в эти приспособления. При автоматической сварке под флюсом, в защитных газах, электрошлаковой сварке применяют устройства с местным отсосом газов.
При использовании баллонов со сжатыми газами необходимо соблюдать установленные меры безопасности: не бросать баллоны, не устанавливать их вблизи нагревательных приборов, не хранить вместе баллоны с кислородом и горючими газами, баллоны хранить в вертикальном положении. При замерзании влаги в редукторе баллона с СО2 отогревать его только через специальный электроподогреватель или обкладывая тряпками, намоченными в горячей воде. Категорически запрещается отогревать любые баллоны со сжатыми газами открытым пламенем, так как это почти неизбежно приводит к взрыву баллона.
При производстве сварочных работ на емкостях, ранее использованных, требуется выяснение типа хранившегося продукта и наличие его остатков. Обязательна тщательная очистка сосуда от остатков продуктов и 2-3-кратная промывка 10%-ным раствором щелочей, необходима также последующая продувка сжатым воздухом для удаления запаха, который может вредно действовать на сварщика.
Категорически запрещается продувать емкости кислородом, что иногда пытаются делать, так как в этом случае попадание кислорода на одежду и кожу сварщика при любом открытом источнике огня вызывает интенсивное возгорание одежды и приводит к ожогам со смертельным исходом.
Взрывоопасность существует и при выполнении работ в помещениях, имеющих большое количество пылевидных органических веществ (пищевой муки, торфа, каменного угля). Эта пыль при определенной концентрации может давать взрывы большой силы. Помимо тщательной вентиляции для производства сварочных работ в таких помещениях требуется специальное разрешение пожарной охраны.
Предотвращение пожаров от расплавленного металла и шлака. Опасность возникновения пожаров по этой причине существует в тех случаях, когда сварку выполняют по металлу, закрывающему дерево либо горючие изолировочные материалы, на деревянных лесах, вблизи легко воспламеняющихся материалов и т. п. Все указанные варианты сварки не должны допускаться.
Предотвращение травм, связанных со сборочными и транспортными операциями (травмы механического характера). Важное значение имеет внедрение комплексной механизации и автоматизации, что значительно уменьшает опасность травм такого рода.
Основные причины травматизма при сборке и сварке: отсутствие транспортных средств для транспортировки тяжелых деталей и изделий; неисправность транспортных средств; неисправность такелажных приспособлений; неисправный инструмент: кувалды, молотки, гаечные ключи, зубила и т. п., отсутствие защитных очков при очистке швов от шлака; отсутствие спецодежды и других защитных средств.
Меры безопасности в этом случае: все указанные средства и инструменты следует периодически проверять; такелажные работы должны производить лица, прошедшие специальный инструктаж; от рабочих необходимо требовать соблюдения всех правил по технике безопасности, включая работу в спецодежде, рукавицах; использование средств индивидуальной вентиляции (где это необходимо) и т. д. Важное значение имеет внедрение комплексной механизации и автоматизации, что значительно уменьшает опасность травм такого рода.
Чтобы было удобно работать сварщикам нужно соблюдать следующие рекомендации:
1. Сборку и сварку крупногабаритных секций следует выполнять на специализированных местах, постелях, стендах, при этом должны быть обеспечены достаточные проходы с каждой стороны конструкции.
2. При сварке объемных секций на высоте необходимо устраивать леса с расположением сварочного оборудования вне рабочего места сварщика.
3. Все оборудование, которое при неисправном состоянии может оказаться под напряжением, должно иметь индивидуальное заземление с выводом к общему защитному заземлению.
4. Все сварочные установки должны находиться под наблюдением наладчика-монтера. Исправлять дефекты электросварочного оборудования имеет право только монтер-наладчик.
5. При сварке крупногабаритных изделий следует применять защитные щиты-ширмы, ограждающие место сварки со стороны общих проходов.
Размещено на Allbest.ru
...Подобные документы
Классификация и обозначение покрытых электродов для ручной дуговой сварки. Устройство сварочного трансформатора и выпрямителя. Выбор режима сварки. Техника ручной дуговой сварки. Порядок проведения работы. Процесс зажигания и строение электрической дуги.
лабораторная работа , добавлен 22.12.2009
Технология производства сварки. История развития сварочного производства. Специфика аргонно-дуговой сварки и сфера её использования. Применение, преимущества и недостатки аргонно-дуговой сварки. Сравнительная характеристика оборудования этого вида сварки.
реферат , добавлен 18.05.2012
Сущность процесса дуговой сварки в среде защитных газов. Описание сварной конструкции. Обоснование выбора материала, типа производства и оборудования. Расчет режимов сварки. Техника безопасности, противопожарные мероприятия и охрана окружающей среды.
курсовая работа , добавлен 13.02.2012
Классификация электрической сварки плавлением в зависимости от степени механизации процесса сварки, рода тока, полярности, свойств электрода, вида защиты зоны сварки от атмосферного воздуха. Особенности дуговой сварки под флюсом и в среде защитных газов.
презентация , добавлен 09.01.2015
Технология дуговой сварки в защитных газах, характеристика сырья и продукции. Анализ затрат живого и прошлого труда с целью определения варианта развития технологического процесса. Место технологии дуговой сварки в структуре машиностроительного комплекса.
курсовая работа , добавлен 19.01.2013
Определение свариваемости применяемых материалов, подбор присадочных материалов и оборудования. Узел приварки верхнего днища и верхней обечайки. Расчет режима ручной дуговой сварки. Карта технологического процесса сварки узла А Ar-С17 по ГОСТ 14771-76.
курсовая работа , добавлен 20.02.2013
Методика расчета ручной дуговой сварки при стыковом соединении стали 3ВС3пс. Определение химического состава и свойств данного металла, времени горения дуги и скорости сварки. Выбор светофильтра для сварочного тока и соответствующего трансформатора.
реферат , добавлен 04.06.2009
Применение сварки под слоем электропроводящего флюса для автоматической сварки. Преимущества метода сварки под флюсом, ограничения области применения. Типичные виды сварных швов. Автоматические установки для дуговой сварки и наплавки, режимы работы.
книга , добавлен 06.03.2010
Описание физической сущности ручной дуговой сварки покрытым электродом. Физическая сущность процесса сварки. Основные и вспомогательные материалы, вредные факторы. Влияние химических элементов на свариваемость. Расчет параметров режима процесса сварки.
курсовая работа , добавлен 05.12.2011
Сущность, особенности и области применения сварки под флюсом. Оборудование и материалы для сварки под флюсом. Технология автоматической дуговой сварки, ее главные достоинства и недостатки. Техника безопасности при выполнении работ по дуговой сварке.



