Сварка многопроходных швов. Технология выполнения: сварной шов
Наиболее часто встречающиеся виды сварочных соединений - стыковое, угловое, тавровое, внахлест, прорезное, торцевое, с накладками. Стыковые швы встречаются чаще всего, применяются в конструкциях из листового металла. Шов проходит через два металлических листа или изделия, которые лежат на одной плоскости. Такое соединение считается самым лучшим, так как при наложении стыкового шва используется меньший объем наплавленного металла и меньшая концентрация тепла, также при стыковом соединении меньше деформаций. Для приваривания деталей под прямым или другим углом используется угловое соединение. Обычно применяется при изготовлении изделий прямоугольной формы. Если торец одного элемента примыкает к поверхности другого, чаще под прямым углом, такое соединение называется тавровым.
По пространственному положению швы бывают вертикальные, горизонтальные, нижние и верхние.
Нижнее положение является оптимальным – металл не вытекает из сварочной ванны, металл электрода быстро и легко переходит в зону сварки, в этом положении удобнее всего наблюдать за сварочной ванной. Некоторые цветные металлы с высокой теплопроводностью сваривают только в нижнем положении (например, медь) – в других пространственных положениях металл легко вытекает из сварочной ванны. Угол наклона электрода чаще всего-10-20°.
При наложении шва в горизонтальной плоскости нужно учитывать, что металл может стекать вниз. Поэтому шов сваривается без поперечных колебаний электродом , валики накладываются узкие, ширина валиков – не более двух диаметров электрода. Делается скос верхней кромки, а дуга зажигается на нижней, переходит на притупление, затем на верхнюю кромку. В соответствии с толщиной металла шва подбирается сила сварочного тока. Угол наклона электрода – 80-90°, для обеспечения максимальной глубины проплавления металла. Нужная форма шва (усиления и ширина) достигается подбором определенной скорости сварки и движениями электрода вдоль направления сварки (немного веред и назад либо по спирали).
При неумелом изготовлении вертикального шва металл также стремительно течет вниз. Во избежание этого используется очень короткая дуга, благодаря которой между электродным и основным металлом возникает притяжение, не дающее металлу стечь. При наложении шва снизу вверх дуга возбуждается в самом низу свариваемых пластин, электродом делаются колебательные движения из стороны в сторону и отводом вверх. Снизу вверх свариваются детали из тонкого металла либо при многослойной сварке.
Потолочный шов самый трудный для выполнения – масса металла электрода препятствует заполнению им стыка (закон притяжения), вдобавок расплавленный основной металл капает вниз. Применяются электроды диаметром не более 4 мм, а сила сварочного тока понижается. Дуга – максимально короткая.
Для выполнения сварного шва прежде всего определяют режим сварки, обеспечивающий хорошее качество сварного соединения, установленные размеры и форму при минимальных затратах материалов, электроэнергии и труда.
Режимом сварки называется совокупность параметров, определяющих процесс сварки: вид тока, диа метр электрода, напряжение и значение сварочного тока, скорость перемещения электрода вдоль шва и др.
Основными параметрами режима ручной дуговой сварки являются диаметр электрода и сварочный ток. Остальные параметры выбирают в зависимости от марки электро да, положения свариваемого шва в пространстве, вида оборудования и др.
Диаметр электрода устанавливают в зависимости от толщины свариваемых кромок, вида сварного соединения и размеров шва. Для стыковых соединений приняты практические рекомендации по выбору диаметра электрода в зависимости от толщины свариваемых кромок.
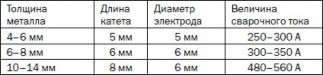
При выполнении угловых и тавровых соединений принимают во внимание размер катета шва. При катете шва 3- 5 мм сварку производят электродом диаметром 3-4 мм, при катете 6-8 мм применяют электроды диаметром 4-5 мм. При многопроходной сварке швов стыковых соединений первый проход выполняют электродом диаметром не более 4 мм. Это необходимо для хорошего провара корня шва в глубине разделки.
По выбранному диаметру электрода устанавливают значение сварочного тока. Обычно для каждой марки электро дов значение тока указано на заводской этикетке, но можно также определить по следующим формулам:
1 = (40-50)d, при d = 4-6 мм;
1 = (20 + 6d)d, при d меньше 4 мм и больше 6 мм, где 1 - значение сварочного тока, A; d - диаметр электрода, мм.
Полученное значение сварочного тока корректируют, учитывая толщину металла и положение свариваемого шва. При толщине кромок менее (1,3-1,6) расчетное значение сварочного тока уменьшают на 10-15 %, при толщине кромок больше трех диаметров электрода увеличивают ка 10- 15 %. Свирку вертикальных и потолочных швов выполняют сварочным током на 10-15% уменьшенным против расчетного.
Сварочную дугу возбуждают двумя приемами. Можно коснуться свариваемого изделия торцом электрода (рис. 34,<з) и затем отвести электрод от поверхности изделия ка 3-4 мм, поддерживая горение образовавшейся дуги. Можно также быстрым боковым движением коснуться свариваемого изделия и затем отвести электрод от поверхности изделия на такое же расстояние (по методу зажигания спички) (рис. 34,6). Прикосновение электрода к изделию должно быть кратковременным, так как иначе он приваривается к изделию, т. е. «примерзает». Отрывахь «примерзший» электрод следует резким поворачиванием его вправо и влево.
В случаях отрыва сварочной дуги повторное ее зажигание производится согласно рис. 35.
Длина дуги значительно влияет на качество сварки. Короткая дуга горит устойчиво и спокойно. Она обеспечивает получение шва высокого качества, так как расплавленный металл электрода быстро проходит дуговой промежуток и меньше подвергается окислению и азотированию. Но слишком короткая дуга вызывает «примерзание» электрода, дуга прерывается, нарушается процесс сварки. Длинная дуга горит неустойчиво с характерным шипением. Глубина проплавления недостаточная, расплавленный металл электрода разбрызгивается и больше окисляется и азотируется. Шов получается бесформенным, а металл шва содержит большое количество окислов. Для электродов с толстым покрытием длина дуги указывается в паспортах.
В процессе сварки электроду сообщаются движения, „показанные на рис. 36:1 - по направлению оси электрода
в зону дуги; скорость движения должна соответствовать скорости плавления электрода, чтобы сохранить постоянство длины дуги; 2 -- вдоль линии свариваемого шва. Скорость перемещения не должна быть большой, так как металл электрода не успевает сплавиться с основным металлом и получается непровар. При малой скорости перемещения возможны перегрев и пережог металла, шов получается широкии, толстый, производительность сварки низкая. Поперечные колебательные движения применяют для получения уширенного валика (рис. 36,3). Поперечные движения замедляют остывание наплавляемого металла, облегчают выход газов и шлаков и способствуют наилучшему сплавлению основного и электродного металла и получению высококачественного шва. Образующийся в конце наплавки валика кратер необходимо тщательно заварить.
Рис. 37. Колебательные движения концом электрода поперек шва: 1, 2, 3 - для равномерного прогрева сварочной ванны; 4 - для усиленного прогрева корня шва; 5, 6 - для усиленного прогрева кромок
Техника выполнения зависит от вида и пространственного положения шва.
Нижние швы наиболее удобны для выполнения, так как расплавленный металл электрода под действием силы тяжести стекает в кратер и не вытекает из сварочной ванны, а газы и шлак выходят на поверхность металла. Поэтому по возможности следует вести сварку в нижнем положении. Стыковые швы (рис. 38) без скоса кромок выполняют наплавкой вдоль шва валика с небольшим уширением. Необходимо хорошее проплавление свариваемых кромок. Шов делают с усилением (выпуклость шва до 2 мм). После проверки шва с одной стороны изделие переворачивают и, тщательно очистив от подтеков и шлака, заваривают шов с другой стороны. Сварку стыковых швов с V-образной разделкой при толщине кромок до 8 мм производят в один слой, а при большей толщине - в два слоя и более.
Первый слой наплавляют высотой 3-5 мм электродом, диаметр которого 3-4 мм. Последующие слои выполняют электродом диаметром 4-5 мм. Перед наплавкой очередного слоя необходимо тщательно очистить металлической щеткой разделку шва от шлака и брызг металла. После заполнения всей разделки шва изделие переворачивают и выбирают небольшую канавку в корне шва, которую затем аккуратно заваривают. При невозможности подварить шов с обратной стороны следует особенно аккуратно проварить первый слой.
Стыковые швы с Х-образной разделкой выполняют аналогично многослойным швам с обеих сторон разделки.
Угловые швы (рис. 39) в нижнем положении лучше выполнять в положении «лодочка». Если изделие не может быть так установлено, необходимо особенно тщательно обеспечить хороший провар корня шва и свариваемых кромок. Сварку следует начинать с поверхности нижней кромки и затем переходить через разделку шва на вертикальную кромку. При наложении многослойного шва первый валик выполняют ниточным швом электродом с диаметром 3-4 мм. При этом необходимо обеспечить хороший провар корня шва. Затем послр зачистки разделки наплавляют последующие слои.
сварку выполняют возможно короткой дугой. Рекомендуется применять электроды диаметром 4-5 мм при несколько пониженном сварочном токе (150-170 А).
Горизонтальные швы выполняют при разделке кромок (рис. 41) со скосом у верхнего листа. Дугу возбуждают на нижней кромке и затем переводят на поверхность скоса-и обратно. Сварку выполняют электродом диаметром 4-5 мм. Горизонтальные нахлесточные швы выполняются легче, так как нижняя кромка образует полочку, удерживающую капли расплавленного металла.
Выбор способа и порядка выполнения сварных швов зависит главным образом от толщины металла и протяженности шва. При сварке тонколистовой стали необходимо строгое соблюдение техники выполнения сварных швов. Особую опасность представляют сквозные прожоги и проплавление металла.
Сталь толщиной 0,5-1,0 мм следует сваривать внахлестку с проплавлением через верхний лист или встык с укладкой между свариваемыми кромками стальной полосы. Во втором случае расплавление кромок должно происходить при косвенном воздействии дуги. Питание дуги осуществляется от преобразователей ПС-100-1 или аппарата переменного тока ТС-120, так как они отличаются повышенным напряжением холостого хода и относительно малыми значениями сварочного тока. Рекомендуются следующие режимы сварки:
Толщина металла, мм 0,5 1,0 1,5 2,0 2,5
Диаметр электрода, мм 1,0 1,8-2,0 2,0 2,5 3,0
Сварочный ток, А 10-20 25-35 40-50 50-70 60-90
Применяют электроды с покрытием марок МТ или ОМА-2. Сварку ведут на массивных теплоотводящих медных подкладках. Такой способ теплоотвода предохраняет металл от сквозного прожога и способствует хорошему формированию шва. Тонколистовую сталь можно сваривать с отбортовкой кромок. Сварку производят постоянным током неплавящимся электродом (угольным или графитовым) диаметром 6-10 мм при значении сварочного гока 120-160 А.
Металл большой толщины сваривают в несколько проходов. Разделка кромок может быть заполнена слоями или валиками (рис. 43). При толщине металла 15-20 мм сварку выполняют секциями способом двойного слоя. Шов разбивают на участки длиной 250-300 мм и каждый участок заваривают двойным слоем. Наложение второго слоя производят после удаления шлака по неостывшему первому: лою. При толщине металла 20-25 мм и более применяют сварку каскадом или сварку горкой. Каскадный способ заключается в следующем. Весь шов разбивают на участки и сварку ведут непрерывно. Окончив сварку слоя на первом участке, продолжают выполнение следующего слоя второго участка по неостывшему предыдущему слою. Сварка горкой (рис. 43) является разновидностью сварки каскадом и обычно выполняется двумя сварщиками одновременно. Сварка горкой ведется от середины шва к краям. Такие способы сварки обеспечивают более равномерное распределение температуры и значительное снижение деформаций.
Рис. 43. Схемы сварки: о - на проход; б - от середины к краям; в - обратноступенчатым способом; г - блоками; д - каскадом; е - горкой; А - направление заполнения разделки; /-5 - последовательность сварки в каждом слое
Способы выполнения сварных швов по длине зависят от их протяженности. Условно принято различать короткие швы длиной до 250 мм, средние швы длиной 250- 1000 мм и длинные швы протяженностью более 1000 мм. Короткие швы выполняют сваркой на проход, швы средней длины сваривают либо от середины к краям, либо так называемым обратноступенчатым способом. Этот способ заключается в том, что весь шов разбивают на участки и сварку участка производят в направлении, обратном общему на - правлению сварки шва. Конец каждого участка совпадает с началом предыдущего участка. Длина участка выбирается в пределах 100-300 мм в зависимости от толщины металла и жесткости свариваемой конструкции. Длинные швы сваривают обратноступенчатым способом.
Сварка при низких температурах отличается следующими основными особенностями. Стали изменяют свои механические свойства: понижается ударная вязкость и уменьшается угол загиба, ухудшаются пластические свойства и несколько повышается хрупкость, а отсюда появляется склонность к образованию трещин. Это особенно заметно у сталей, содержащих более 0,3% углерода, а также у легированных сталей, склонных к закалке. Металл сварочной
ванны охлаждается значительно быстрее, а это приводит к повышенному содержанию газов и шлаковых включений и, как следствие, - к снижению механических свойств металла шва. В связи с этим установлены следующие ограничения сварочных работ при низкой температуре. Сварка металла толщиной более 40 мм при температуре 0°С допускается только с подогревом. Подогрев необходим для сталей толщиной 30-40 мм при температуре ниже -10° С, для сталей толщиной 16-30 мм - при температуре ниже -20°С и для сталей толщиной менее 16 мм - при температуре ниже -30°С.
Для подогрева металла применяют горелки, индукционные печи и другие нагревательные устройства. Сварку производят электродами типов Э42А, Э46А, Э50А, обеспечивающими высокую пластичность и вязкость металла шва. Значение тока - на 15-20% выше нормального.
Техника дуговой сварки
Способы выполнения сварочных стыковых, тавровых, угловых и нахлесточных соединений
Техника дуговой сварки включает в себя различные способы выполнения стыковых, тавровых, угловых и нахлесточных соединений.
Стыковые соединения могут вариться только с одной или же с обеих сторон. Для предотвращения прожогов используют остающиеся или съемные подкладки. Материалом для первых служат стальные полосы толщиной 2–4 мм и шириной 30–40
мм, для вторых – медь, графит или керамика, поскольку они не плавятся во время сварки (дополнительно их охлаждают водой).
Сварка на подкладках позволяет сварщику работать, не боясь прожогов и натеков, дает возможность повышать величину сварочного тока на 20–30 % и не требует обратной подварки корневого шва.
При сварке стыковых соединений (рис. 66, 67) выполняют два и более слоев, что определяется такими факторами, как толщина листов (3-26 мм), диаметр электрода, наличие или отсутствие разделки кромок.
Рис. 66. Техника сварки стыкового соединения без разделки кромок при различном положении электрода: а – вертикальном; б – углом назад; в – углом вперед
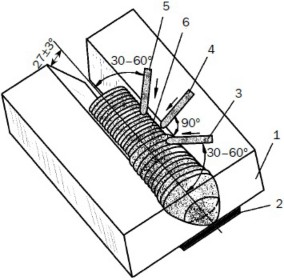
Рис. 67. Техника сварки стыкового соединения с разделкой кромок: 1 – пластина; 2 – подкладка; 3 – электрод, расположенный углом вперед; 4 – электрод, расположенный вертикально; 5 – электрод, расположенный углом назад; 6 – корневой шов
Наиболее удобными в исполнении и
поэтому более предпочтительными являются нижние швы, поскольку вследствие гравитации расплавленный металл электрода стекает в кратер и удерживается в пределах сварочной ванны, а газы и шлаки поднимаются к поверхности.
Стыковые швы без скоса кромок производят наплавлением валика вдоль шва, при этом имеет место небольшое уширение, чтобы обеспечить достаточное проплавление кромок. У шва предусматривают усиление до 2 мм. Проварив шов с одной стороны, изделие переворачивают, удаляют шлак и подтеки, а затем выполняют шов с обратной стороны.
Стыковые швы с V-образной разделкой кромок варят в один слой, если толщина металла составляет менее 8 мм, а при увеличении толщины свариваемых листов накладывают два и более слоев. Первый слой высотой 3–5 мм выполняют электродом диаметром 3–4 мм, для остальных слоев его диаметр увеличивают до 4–5 мм. Перед тем как наварить очередной слой, предыдущий
следует очистить от шлака и застывших капель металла. Это легко сделать металлической щеткой.
Когда вся разделка будет заполнена, изделие переворачивают, выбирают (например, пневматическим зубилом) неглубокую канавку (шириной 8-10 мм и глубиной 3–4 мм) в корневом шве и тщательно заваривают ее за один проход, придав шву небольшое усиление. Если нет возможности изменить положение изделия, то необходимо особенно тщательно выполнить корневой шов. Сварка стыковых швов с X-образной разделкой кромок аналогична наложению
многослойных швов с обеих сторон разделки.
Ориентировочные режимы ручной дуговой сварки стыковых швов с различной разделкой кромок представлены в табл. 19.
Таблица 19. РЕЖИМЫ РУЧНОЙ ДУГОВОЙ СВАРКИ СТЫКОВЫХ ШВОВ, ВЫБИРАЕМЫЕ В ЗАВИСИМОСТИ ОТ
РАЗДЕЛКИ КРОМОК

При сварке угловых, тавровых и нахлесточных соединений (рис. 68) накладывают угловые швы.
б
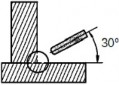
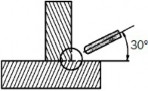
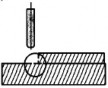
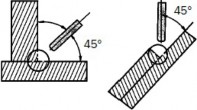
Рис. 68. Техника выполнения уrловых, тавровых и нахлесточных соединений: а - в
симметричную «лодочку»; б – в несимметричную «лодочку»; в – наклонным электродом; г – с оплавлением кромки
Поскольку при угловых швах расплавленный металл стекает в горизонтальную плоскость, рекомендуется выполнять их в нижнем положении «в лодочку», при выборе режима которой можно воспользоваться табл. 20.
Таблица 20. РЕЖИМЫ СВАРКИ ПРИ
НАЛОЖЕНИИ УГЛОВОГО ШВА «В ЛОДОЧКУ»
Но не всегда есть возможность
зафиксировать деталь в соответствующем положении. По этой причине сварку ведут
наклонным электродом. Однако если нижняя плоскость углового шва занимает горизонтальное положение, в этом случае не исключается непровар корня шва или какой- либо из кромок. Такой же дефект возникает на нижней поверхности, если возбуждать дугу и начинать работу на вертикальной плоскости. Для недопущения этого при сварке углового шва необходимо возбуждать дугу на нижней кромке в точке А и, миновав разделку, переходить на вертикальную кромку, совершая электродом такие движения, как показано на рис. 69.
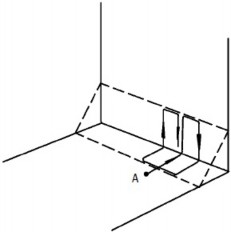
Рис. 69. Движения электрода при сварке
углового шва
Угловые швы могут быть однослойными, если длина катета не превышает 8 мм, и многослойными многопроходными при его длине более 8 мм. Во втором случае сперва выполняют узкий ниточный валик, используя электрод диаметром 3–4 мм, благодаря чему достигается оптимальный провар корня.
При определении количества проходов в процессе сварки ориентируются на объем площади поперечного сечения металла шва, заполненный за один проход. Эта величина должна равняться 30–40 мм2 , наплавленным за один проход.
При выборе режима ручной дуговой сварки угловых швов исходят из наличия одно– или двусторонних скосов либо из их отсутствия (табл. 21 и 22).
Таблица 21. РЕЖИМЫ РУЧНОЙ ДУГОВОЙ
СВАРКИ ПРИ НАЛОЖЕНИИ УГЛОВЫХ ШВОВ СО СКОСОМ КРОМОК
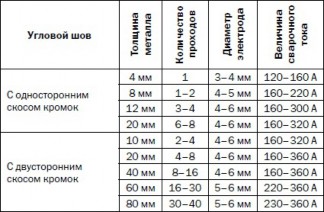
Таблица 22. РЕЖИМЫ РУЧНОЙ ДУГОВОЙ
СВАРКИ ПРИ НАЛОЖЕНИИ УГЛОВЫХ ШВОВ БЕЗ СКОСА КРОМОК

Сварка вертикальных швов является
непростой задачей, так как под действием гравитации расплавленный металл старается покинуть сварочную ванну. Величина тока, поддерживаемого при выполнении таких швов, должна быть на 1015 % меньше, чем при сварке нижних швов. Кроме того, дуга должна быть короткой. Наплавленные валики могут быть как узкими, так и широкими. Движения электрода при этом наглядно представлены на рис. 70 и 71.
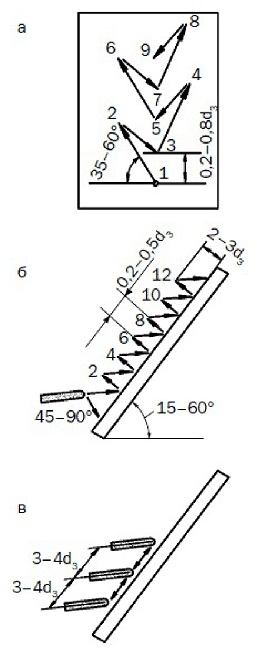
Рис. 70. Траектория перемещения наклонного электрода при наплавке узких валиков (цифры означают последовательность движений): а – под острым углом; б – лесенкой (с приближением и отведением электрода от поверхности металла); в – с обратноступенчатым перемещением электрода сначала на 3–4 его диаметра вверх и вдоль поверхности металла, а потом назад к сварочной ванне
Рис. 71. Траектория перемещения электрода при наплавке широких валиков: а – прямоугольная; б – криволинейная
Вертикальные швы накладывают двумя способами:
– снизу вверх (на подъем) (рис. 72). При этом дугу возбуждают в нижней точке соединения, а когда образуется сварочная ванна, перемещают слегка вверх и потом в сторону.

Рис. 72. Техника выполнения
вертикального шва снизу вверх: а – возбуждение дуги; б – возникновение сварочной ванны; в – движение электрода на подъем
Дуга должна ориентироваться на основной металл. Благодаря такой методике расплавленный металл при отведенном электроде успевает затвердеть и образовать своеобразную полочку (площадку), которая при движении электрода вверх станет опорой для последующих капель расплавленного металла и не позволит им стекать вниз. Рекомендуемый угол, под которым следует наклонять электрод кверху, составляет 20–25°;
Способ выполнения швов зависят от их длины и толщины свариваемого металла. Условно считают швы длиной до 250 мм короткими, длиной 250-1000мм - средними и более 1000мм - длинными.
Короткие швы обычно сваривают на проход. Швы средней длины сваривают либо на проход от середины к краям, либо обратно-ступенчатым способом (рис.1). Длинные швы также свариваются обратно-ступенчатым способом, или участками вразброс.
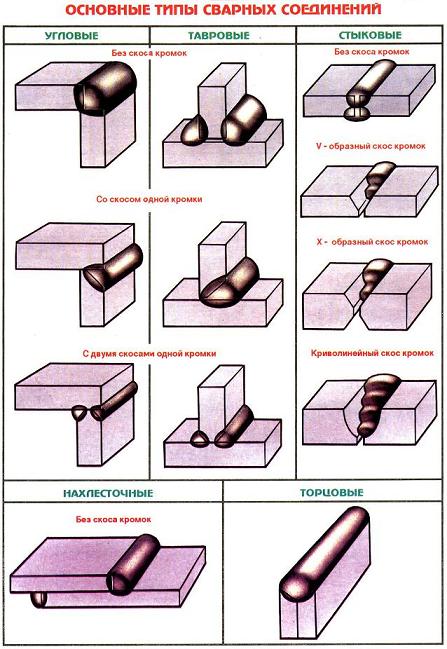
Рис.2
При сварке металла большой толщины шов выполняется за несколько проходов. При этом заполнение разделки может производиться слоями (рис 3,а) или валиками (рис 3,б). При заполнении разделки слоями каждый слой шва выполняется за один проход. При заполнении разделки валиками в средней и верхней частях разделки каждый слой шва выполняется за два или более проходов, путем наложения отдельных валиков. С точки зрения уменьшения деформаций из плоскости первый способ предпочтительнее второго. Однако при сварке стыковых швов не всегда удобно выполнять очень широкие валики в верхней и средней частях разделки. Поэтому на практике 1-й способ чаще применяется при сварке угловых швов, 2-й - стыковых.
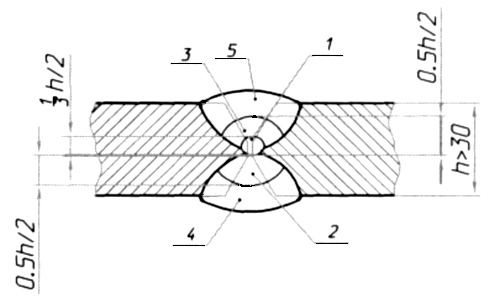
Рис.3а
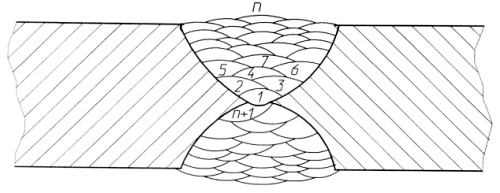
Рис.3б
При сварке толстого металла выполнение каждого слоя на проход является нежелательным, так как это происходит к значительным деформациям, а также может привести к образованию трещин в первых слоях. Образование трещин вызывается тем, что первый слой шва перед наложением второго слоя успевает полностью (или почти полностью) остыть. Вследствие большой разницы в сечениях наплавленного слоя и свариваемого металла все деформации, возникающие при остывании неравномерно нагретого металла, сконцентрируются в металле шва. При этом запас пластичности может оказаться недостаточным, что приведет к трещинообразованию.
Для предотвращения образования трещин заполнение разделки при сварке толстого металла следует производить с малым интервалом времени между наложением отдельных слоев. Это достигается применением каскадного метода заполнения разделки (рис.4, а), или заполнения разделки горкой (рис.4, б).
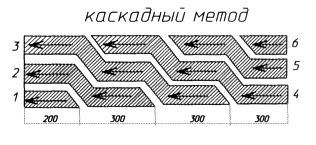
Рис.4,а
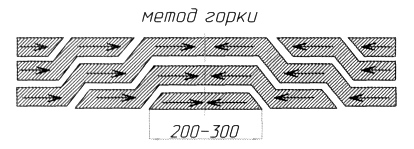
Рис.4,б
При каскадном способе заполнения разделки весь шов разбивается на короткие участки и сварка осуществляется таким образом, что по окончании сварки слоя на данном участке, не останавливаясь, продолжают выполнение следующего слоя на соседнем участке и т. д., как это схематично представлено на рис.4, а.
При этом каждый последующий слой накладывается на неуспевший еще остыть металл предыдущего слоя. Сварка горкой является разновидностью каскадного способа. Обычно сварка горкой ведется от середины шва к краям одновременно двумя сварщиками, как это схематично представлено на рис.4, б.
Так же важным фактором при выполнении сварки является способ перемещения сварочной горелки и проволоки или электрода. Пример предпочтительных способов движений при сварке показан на (рис. 5).
Рис.5
Если по окончании шва сразу оборвать дугу, то образуется незаполненный металлом кратер, который ослабляет сечение шва и может явиться началом образования трещин. Поэтому при окончании шва всегда должна производиться заварка кратера, которая осуществляется сваркой в течение некоторого времени без перемещения электрода вдоль свариваемых кромок, а затем постепенным удлинением дуги до ее обрыва.



