Как правильно заварить потолочный шов. Как варить потолочный шов электросваркой
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
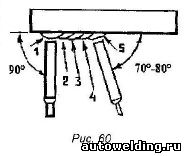
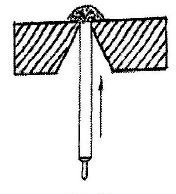
При сварке потолочных швов сварочный ток выше, чем при вертикальной сварке, и ниже (или равный), чем при горизонтальной. В основном применяется электрод диаметром 3; 4 мм. Угол наклона электрода по направлению сварки (рис. 59) 80°-90°. Шлак, стекая вниз, под сварочный шов, не мешает вести сварку под прямым углом или «углом вперед», что позволяет в потолочном положении выполнять «нормальные» и «вогнутые» валики в разделке. Сварка ведется только короткой дугой.
Сварку стыковых соединений рекомендуется производить на себя, что позволяет хорошо наблюдать за длиной дуги, наклоном электрода по отношению к обеим кромкам изделия и формированием валика. Наблюдая за полнотой и формой валика, легче выбрать скорость сварки, способ манипулирования электродом и время задержки на краях сварочной ванны. При манипулировании электродом рекомендуется применять два способа: «лестницей» и «дугой вперед». Ширина валика и его полнота должны составлять 1-3 диаметра электрода с покрытием, что позволяет легко управлять жидким металлом. При чрезмерной ширине, полноте валика и чрезмерном сварочном токе, жидкий металл шва становится трудно управляемым, что приводит к подтекам, «горбатости» валика, грубым перепадам между чешуйками и подрезам по краям шва.
Наплавка в потолочном положении
При сварке в этом положении важен подбор сварочного тока. Если позволяет толщина изделия - производительней применять электрод диаметром 4 мм. Наплавку рекомендуется производить узкими, 1,5-2 диаметра электрода с покрытием, одиночными валиками, что позволяет применять средний диапазон сварочного тока. Первый валик рекомендуется положить шириной в 2-3 диаметра электрода с покрытием по границе наплавки методом «сварка на себя» (рис. 60). Последующие валики, со 2 по 5 и т.д., рекомендуется прокладывать слева направо или справа налево, в этом случае сварщику необходимо поменять свое положение по отношению к валикам. Наклон электрода при этом необходимо выдерживать под углом 70°-80° к изделию. В остальном техника наплавки та же, что и в нижнем положении.
Сварка стыковых соединений в потолочном положении
Корень шва
Корневой валик в зависимости от величины зазора и притупления кромок следует варить без манипулирования или с поперечными колебательными движениями по методу «лестница» электродом диаметром 3 мм на сварочном токе в диапазоне минимального или среднего значения. В зависимости от требований чертежа и техусловий сварку первого корневого валика можно выполнить по двум рекомендациям:
1) Если предусмотрена выборка и подварка обратной стороны корня шва, необходимо при проплаве в зазор все внимание обратить на формирование валика со стороны сварки. Валик должен быть без нависаний и подрезов. Лучше всего такой валик выполнить манипулированием электродом от кромки к кромке и задержками на них (рис. 61). Такой валик не потребует дополнительной выборки, и после зачистки от шлака и брызг сразу можно приступать к сварке второго валика.

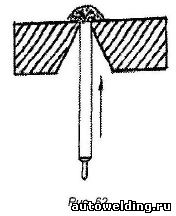
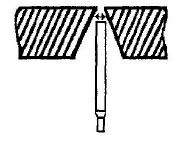
2) Если необходимо в стыковом соединении сформировать обратный валик (без выборки и подварки обратной стороны корня шва), необходимо постоянное поступательное движение электрода вверх в зазор (на предельно короткой дуге), добиваясь при этом, чтобы сварочная дуга горела с обратной стороны (рис. 62). Электродный металл растекается в виде «фонтанчика»(зонтика). Это самый лучший вариант для формирования обратного валика. Все внимание на формирование обратного валика и при возможности скорость сварки выдерживать в зависимости от формирования валика снизу (во избежание чрезмерной выпуклости). Если корневой валик со стороны сварки получился «горбатым», обязательна механическая выборка до чистого металла по рисункам в предыдущих главах.
Заполнение разделки
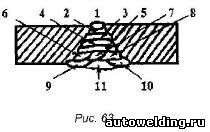
Сварка второго и третьего валиков ведется в зависимости от ширины корневого валика электродом диаметром 3 мм на среднем-максимальном сварочном токе или диаметром 4 мм - в среднем диапазоне, достаточном для нормального сварочного процесса (рис. 63).
Чтобы избежать «горбатости» 2 и 3 валиков, очень важен момент задержки на краях валика, затем небольшой спуск по кромке изделия и после этого переход методом «лестница» на другую кромку «Нормальный» или «вогнутый» валик можно получить, так же используя скорость сварки, наклон электрода «углом вперед», величину шага чуть большую, чем при вертикальной сварке. Не рекомендуются валики большого объема, т.к. металл шва в жидком состоянии находится длительное время и стремится вниз, что приводит к чрезмерной выпуклости шва. 4-й и 5-й слои выполняются в зависимости от ширины предыдущего валика во всю ширину или в два валика. Последующие слои рекомендуется выполнять без колебательных движений в виде наплавки и при подходе к кромке оставлять расстояние между предпоследним валиком каждого слоя и кромкой не менее диаметра электрода (с покрытием). Последний валик каждого слоя выполнить по способу как второй и т.д.
Сварка лицевого слоя
Предпоследний слой в разделке должен быть выполнен так, чтобы незаполнение разделки было не более 0,5-2 мм. В зависимости от толщины металла и ширины лицевого слоя сварку можно выполнить в один или более проходов. При сварке в один проход при незаполненной разделке в 0,5-1 мм рекомендуется, во избежание излишней высоты шва, сварку производить методом «дугой вперед», подбирая шаг в зависимости от формирования валика. При глубине незаполненной разделки от 1 мм до 2 мм - методом «лестницей».
При сварке лицевого слоя в несколько проходов, как показано на рис. 63, 9-й и 10-й валики выполняются в зависимости от каждого конкретного случая с манипулированием или без него, «лестницей» или «дугой вперед». Валик 11 выполняется с манипулированием электродом так, чтобы соединить вершины боковых валиков любым из методов, подходящих в данной ситуации.
- Основные правила техники безопасности
- Особенности технологии наложения потолочного шва
- Какие существуют способы варки потолочных швов?
Одним из самых сложных сварочных швов является потолочный. Это объясняется тем, что в данном случае сварочная ванна перевернута вверх дном и поэтому во время проведения работ существует высокая вероятность того, что будут возникать подтеки раскаленного металла.
Наложение данного типа шва требует более тщательного соблюдения правил безопасности, так как расплавленный металл может попасть не только на одежду рабочего, но и на его лицо, шею, руки.
Каждый профессиональный сварщик должен знать и уметь правильно варить указанный вид швов. Если в промышленном производстве такой способ используется редко, так как есть возможность перевернуть деталь, то в судостроении, при поведении строительно-монтажных работ и при сваривании трубопроводов он используется довольно часто.
Основные правила техники безопасности
- следите за тем, чтобы все провода были изолированы, а если оборудование не используется, то его надо отключать от питания;
- нельзя приступать к работе во влажных помещениях без необходимого опыта, а также на открытом пространстве, когда идет снег или дождь;
- используйте только спецодежду, которая должна быть заправлена и максимально защищать тело, нельзя работать без сварочной маски;
- придерживайтесь правил пожаро- и взрывобезопасности.
Вернуться к оглавлению
Особенности технологии наложения потолочного шва
Когда накладывается потолочный сварочный шов, расплавленный металл не падает благодаря силе поверхностного натяжения.
Чтобы были качественные потолочные швы при работе электросваркой, необходимо добиться минимального размера сварочной ванны.
Потолочный шов приходится выполнять над головой, при этом расплавленный металл стремится упасть вниз, поэтому такой вид сварочных швов принято считать одним из трудных видов сварки.
Сделать это можно только в том случае, если часто отводить электрод в сторону, при этом металл будет успевать остывать, и не будет вытекать.
При выполнении потолочной сварки обычно используются электроды диаметром до 4 мм. При таком способе соединения деталей ширина валиков уменьшается и составляет 2-3 ширины электрода. Чтобы во время частого удаления электрода не образовывались подрезы, необходимо задерживать его на кромках.
Для качественного выполнения работы необходимо варить только сухими электродами. Если они будут влажными, то выделяется большое количество газов, они попадают в шов и таким образом снижается его качество.
При таком методе соединения деталей уменьшается испарение шлаков и газов, поэтому потолочный шов менее прочный, чем такой же шов на другой поверхности.
Чтобы добиться максимального результата при наложении указанного вида сварочного шва, надо варить на себя, в таком случае вы сможете лучше контролировать процесс и подобрать необходимую скорость работы. Если возникла необходимость сваривать детали, толщина которых больше 8 мм, то лучше это делать в несколько подходов. В таком случае первый шов делается 3 мм электродом, а все остальные электродом диаметром 4 мм.
Чтобы шов имел максимальные качества, торцы соединяемых деталей должны иметь фаски и быть хорошо обработаны, а после каждого валика необходимо тщательно удалять шлак.
Вернуться к оглавлению
Какие существуют способы варки потолочных швов?
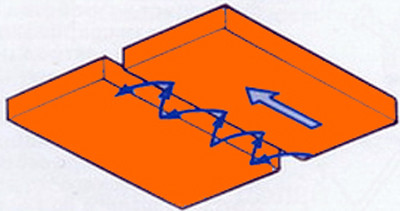
При сварке полумесяцем, электрод к поверхности потолка должен быть расположен под углом 90-130°. Сварщик выполняет электродом движения зигзагами или в виде полумесяца. При каждом поступательном движении электрод заводится на уже затвердевшую поверхность. Этот способ требует несколько проходов, он наиболее простой и доступен даже новичку.
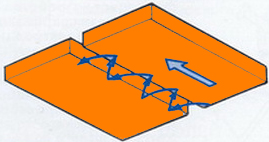
При сваривании способом лесенка, электрод по отношению к потолку также располагается под углом 90-130°. При появлении расплавленного металла, необходимо на 5-10 мм отвести электрод, после чего вернуть его назад, надо проводить перекрытие остывшего металла на 30-50% от его длины. При таком способе, возвращая постоянно электрод назад, постепенно удлиняется сварной шов. При использовании указанного способа, шов получается самым прочным, но это очень трудоемкий и сложный процесс, что может выполнить только профессионал.
При сваривании обратно-поступательным способом работа выполняется в несколько этапов. Сначала выполняется проварка корня шва, для чего берут электрод диаметром 3 мм, ток при этом должен быть минимальным или средним.
Такая сварка проводится несколькими способами:
- В том случае, когда есть возможность выполнения выборки и подварки с обратной стороны, то во время работы необходимо формировать валик снизу и не допускать нависаний и подрезов. Такой шов необходимо делать колебательными движениями по направлению от кромки к кромке и немного на них задерживаться. Если варить правильно, то не надо проводить дополнительную выборку, а после того, как удалится шлак, можно накладывать следующий валик.
- Если необходимо, чтобы валик формировался с обратной стороны, то движения электродом выполняются внутрь зазора, при этом дуга должна быть минимально короткой. В таком случае, дуга должна гореть с обратной стороны и металл будет застывать в виде зонтика.
При данном способе сваривания необходимо контролировать обратный валик, для этого контролируют скорость работы, чтобы нижний валик не был очень выпуклым. Если такое получилось, то проводится выборка до чистого металла.
Сварной шов потолочный
Во время сварки расплавленный металл удерживается от падения силой поверхностного натяжения. Именно поэтому нужно максимально уменьшать размер сварочной ванны. Для этого нужно периодически отводить электрод в сторону, чтобы металл успел слегка затвердеть.
Кроме того, ширина валиков уменьшается. Как правило, она составляет 2-3 ширины электрода. Обычно на потолочный сварной шов используются электроды диаметром не больше 4 мм . В момент удаления дуги иногда образуются подрезы. Задерживайте электрод на кромках, чтобы избежать этого.
Электрод обязательно должен быть сухой, иначе выделяемые газы могут попасть в сварной шов, снизив его качества. При сварке такой методикой уменьшаются испарения шлаков и газов из расплавленного металла. Поэтому потолочные сварочные швы имеют более низкие свойства металла, чем при сварке в других положениях .
Сварку на потолке рекомендуется проводить на себя, это позволит вам хорошо наблюдать за процессом, подбирать скорость и способ варки. Материалы толщиной выше 8 мм сваривают в несколько проходов. Корневой шов обычно выполняется электродом 3 мм, а последующие - 4 мм.
Важно знать! Перед сваркой соединяемые торцы должны быть обработаны и иметь фаску по ГОСТу 10948-64. После каждого валика следует тщательно удалять слой шлака. Сварочные допуски соединений описаны в ГОСТ 5264-80.
Способы варки потолочных швов
· Полумесяцем – электрод должен находиться под углом 90-130° к потолку. Колебательными движениями в форме полумесяца (зигзагами), беспрерывно заходят электродом на затвердевшую часть металла. Такой способ требует нескольких проходов, и является самым простым для новичков.
Способ сварки полумесяцем
· Лесенкой – электрод находится под углом 90-130° к потолку. Его подводят к потолку и зажигают дугу. Когда образуется расплавленный металл, электрод немного отводят (5-10 миллиметров) и возвращают назад, перекрывая засохший металл на 30-50% от её длины .
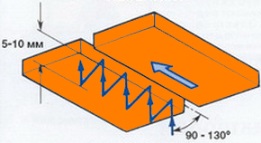
Сварка лесенкой
Обратно-поступательно – конец электрода постоянно возвращается назад, на затверделую часть металла, таким образом, постоянно удлиняя шов. Это самый трудный и трудоёмкий способ, но в тоже время он самый прочный.

Обратно-поступательный способ
Сварка в потолочном положении
Сварка происходит в несколько этапов, первый из них – проварка корня шва.
Корень шва
Используйте электрод диаметром 3 мм и силу тока минимального или среднего диапазона.
В зависимости от условий, сварку можно выполнить несколькими способами :
1. Если возможна выборка и подварка с обратной стороны, то при сварке следует обратить внимание на формирование валика с нижней стороны. Не должно быть нависаний и подрезов.
Потолочный сварочный шов
Основное внимание при такой сварке должно быть сосредоточено на обратном валике.При возможности выдерживайте скорость сварки в зависимости от нижнего валика, чтобы не было сильной выпуклости. Если всё-таки внутренний валик получился слишком выпирающим, то необходима выборка до чистого металла .
Корень шва с обратной стороны
Заполнение разделки
Сварка 2 и 3 валика происходит электродом 3 мм. на средне-максимальном токе, либо 4 мм. на среднем. Выбор зависит в зависимости от ширины первого валика. Чтобы не образовалось выпуклости, следует задерживаться на краях, затем немного смещать дугу по кромке и переходить лесенкой на другую кромку.
Если необходимо изменить форму валика при сварке, изменяйте скорость, наклоняйте электрод другим углом, увеличивайте величину шага .

Влияние угла наклона электрода на форму шва
Совет! Не делайте валики большой ширины, они будут давать подтёки и капать.
4 и 5 слой зависят от ширины предыдущих валиков – во всю ширину, или в 2 валика. Следующие слои выполняются в виде наплавки без колебательных движений . При подходе к кромке нужно оставлять расстояние диаметром электрода с покрытием, между предпоследним валиком и кромкой.
Как правильно варить потолочный шов - схема
Лицевой слой
Лицевой слой варится в углубление 0.5-2 мм.
В зависимости от толщины металла и ширины последнего слоя, может потребоваться несколько проходов.
При сварке в 1 проход и углублении предпоследнего слоя на 0.5-1 мм. необходимо производить сварку методом «вперед дугой». Шаг подбирайте в зависимости от формирования валика.
Если углубление от 1 до 2 мм, используйте метод «лесенкой».
При сварке в несколько проходов, боковые валики проходящие у кромки, в каждом случае варятся разными способами: с манипулированием или без него, лесенкой или дугой вперед. Последний валик по центру варится так, чтобы ровно соединить 2 боковых .
Подробная схема показана на картинке выше.
Использование сварочных соединений при сборке металлоконструкций считается самым простым и надежным способом их монтажа не только в промышленности, но и в быту. Понятно, что для освоения приемов электросварки частнику необходимо будет не только пройти курс специального обучения, но и получить определенные практические навыки.
Для тех, кто хотя бы частично владеет этими приемами сварки, мы предлагаем ознакомительную статью, посвященную особенностям формирования потолочного шва, подготовка которого требует от исполнителя особого внимания и аккуратности. И действительно, при сварке шва, например, на потолке гаража, днище автомобиля или в любом другом месте, подготавливаемое соединение находится непосредственно над головой сварщика, чем и объясняется требование особой внимательности к проведению всех рабочих операций. Вследствие этого, перед тем как варить потолочный шов электросваркой желательно ознакомиться с особенностями операций по его формированию в тех или иных условиях.
Особенности техники формирования швов

Сложность подготовки потолочных швов объясняется тем, что во время сварки расплавленный металл за счет собственного веса может стекать вниз, а это создает определенную угрозу исполнителю работ (получение ожога открытых частей тела, в частности). Вот почему опытные специалисты в подобных ситуациях пользуются специальными приемами сварки, обеспечивающими соблюдение требований техники безопасности.
Для понимания всех тонкостей процедур по подготовке потолочных швов, прежде всего, следует ознакомиться с основными требованиями, предъявляемыми к технике выполнения работ подобного класса. В процессе выполнения сварочных операций должны выполняться следующие обязательные условия:
- сварка может производиться только ручным способом;
- для образования соединения применяются так называемые покрытые электроды;
- сваривание должно производиться в режиме «короткой дуги» с использованием электродов не более Ø 4 мм;
- при подготовке шва во избежание растекания металла электрод следует держать слегка отведенным в сторону;
- ширина подготавливаемого шва не должна превышать двойной толщины электрода;
- во избежание образования газов, снижающих качество шва, используемые электроды должны быть совершенно сухими;
- сварка должна вестись по направлению «на себя», что позволяет подбирать оптимальный темп продвижения, а также отслеживать качество образующегося шва;
- для получения прочного и надежного соединения края свариваемых поверхностей или заготовок перед началом работ тщательно зачищаются, а по окончании работ с них обязательно удаляются застывшие остатки сварки.
При работе с заготовками большей толщины (порядка 1 см и более) сварка должна выполняться в несколько проходов. При самом первом проходе используется электрод диаметром не более 3 мм; все последующие операции проводятся электродом Ø 4 мм.

Особо обратим ваше внимание на то, что потолочные швы бывают не только горизонтальными, но и могут иметь определенный уклон, варьируемый в пределах от 10 до 80 градусов (так называемое полупотолочное соединение). В этом случае для формирования наклонного шва может применяться как ручная, так и автоматическая сварка с использованием всё тех же покрытых электродов.
Подготовка соединения встык

Перед тем как заделать потолочные швы с помощью электросварки необходимо иметь хоть какое-то представление о видах сварных соединений, различающихся по способу их образования. Поскольку объем статьи не позволяет исследовать каждый из этих видов, то мы ограничимся рассмотрением самого простого из них, а именно – так называемого соединения «встык».
Указанное соединение сваривается, как правило, за несколько проходов, реализуемых в такой последовательности:
- Сначала формируется так называемый корневой валик или корень шва. При потолочной сварке он выполняется с помощью электрода Ø 3 мм, который ведется вдоль шва известным способом, называемым «лестница». Величина выставляемого на сварочном аппарате тока выбирается при этом в диапазоне между минимальным и средним значениями (речь идет о величинах, заложенных в технических характеристиках самого агрегата).
- Второй и третий проходы выполняются электродами Ø 3‒4 мм. Сила тока при этом выбирается средней или ближе к максимальной. С целью недопущения образования «горбатостей» сварка ведется с задержкой на краях валика с проходом по кромке заготовки и дальнейшим переходом к следующей кромке по методу «лестница».
- Все последующие слои валика формируются в виде наплавки (без каких-либо отклонений от линии сварки).
- Лицевой слой образуемого потолочного соединения должен выглядеть таким образом, чтобы ширина незаполненной разделки не превышала значения 0,5‒2 мм. При необходимости этот слой также может быть выполнен в несколько проходов.
В случае выполнения всех указанных выше предписаний вы сможете получить качественное и надежное соединение. Более подробно порядок его формирования можно будет изучить на видео, прикладываемом к материалам этой статьи.
Безопасность сварочных работ

Требования к безопасности сварочных работ при оформлении потолочного шва выглядят следующим образом:
- Все работы должны производиться в хорошо просушенном помещении, влажность воздуха в котором не должна превышать указанной в нормативах величины.
- На открытых пространствах не допускается проведение сварочных работ во время снегопада или грозы.
- Сварочные работы должны производиться только в предназначенной для этих целей одежде со специальным защитным покрытием и в маске.
- В ходе работ неиспользуемое оборудование обязательно должно отключаться от электросети.
- Для сварки должны использоваться только хорошо изолированные провода.
Видео
В этом видеоролике показан процесс сварки потолочного шва. Хотя комментарии идут на английском языке, то, что показано на экране не нуждается в дополнительном объяснении:



