Что такое ток обратной полярности. Особенности сварки переменным током
Апрель 9, 2017
Как отрегулировать ток при сварке?
Это достаточно распространённый вопрос, который имеет несколько путей решений. Есть один из наиболее популярных способов решить проблему, регулировка происходит посредством активного балластного соединения на выходе обмотки (вторичной).
На территории Российской Федерации, сварка для переменного тока заключается в используемой частоте в 50 Гц. В качестве источника питания используется сеть с напряжением 220В. А все трансформаторы для сварки, имеют первичную и вторичную обмотку.
В агрегатах, используемых в промышленной зоне, регулировку тока осуществляют по-разному. Например, с помощью подвижных функций обмоток, а также магнитного шунтирования, дроссельного шунтирования разного типа. Используют также магазины балластных сопротивлений (активных) и реостат.
Такой выбор силы сварочного тока нельзя назвать удобным способом, благодаря сложной схеме конструкции, перегревам и дискомфортом при переключениях.
Более удобным способом урегулировать сварочный ток, можно, если намотать вторичку (вторичную обмотку), сделав отводы, что позволит изменять напряжение при переключении количество витков.
Но контролировать напряжение в широких пределах, в этом случае, не выйдет. Также отмечают определённые недостатки при корректировке из вторичной цепи.
Таким образом, регулятор сварочного тока, на первоначальных оборотах пропускает через себя ток высокой частоты (ТВЧ), что тянет за собой громоздкость конструкции. А стандартные переключатели вторичной цепи, не предполагают нагрузки в 200 А. Зато в цепи первичной обмотки, показатели в 5 раз меньше.
В результате был найден оптимальный и удобный инструмент, при котором регулировка сварочного тока не кажется такой запутанной — это тиристор. Специалисты всегда отмечают его простоту, удобство в управлении и высокую надёжность. Сила сварочного тока зависит от отключения первичной обмотки на конкретные промежутки времени, на каждом из полупериодов напряжения. При этом средние показатели напряжения снизятся.
Принцип работы тиристора
Детали регулятора подключены как параллельно, так и встречно друг другу. Они постепенно открываются импульсами тока, которые образуются транзисторами vt2 и vt1. При запуске прибора оба тиристора закрыты, С1 и С2 это конденсаторы, они будут заряжаться через резистор r7.
В тот момент, как напряжение какого-либо из конденсаторов достигнет напряжения лавинной пробивки транзистора, тот открывается, и через него и идёт ток разряда, совместного с ним конденсатора. После открытия транзистора открывается соответствующий ему тиристор, он подключит нагрузку в сеть. Затем начинается противоположный по признакам полупериод переменного напряжения, что предполагает закрытие тиристора, затем следует новый цикл подзарядки конденсатора, уже в противоположной полярности. Далее открывается следующий транзистор, но снова подключит нагрузку в сеть.
Сварка постоянным и переменным током
В современном мире, в большей мере используется сварка с постоянным током. Это связано с возможностью уменьшения количества присадочного материала электродов в сварном шве. Но при сварке переменным напряжением, можно добиться очень качественного результата сварки. Источники сварочного тока, работающие с переменным напряжением можно разделить на несколько видов:
- Приборы для аргонодуговой сварки. Здесь используются специальные электроды, которые не плавятся, благодаря этому аргонная сварка становится максимально комфортной;
- Аппараты для производства РДС переменным электрическим током;
- Оборудование для сварки с помощью полуавтомата.
А методы сварки переменным способом делятся на два типа:
- использование неплавящихся электродов;
- штучные электроды.
Сварка постоянным током бывает двух типов, обратной и прямой полярности. Во втором варианте сварочный ток движется от минуса к положительному показателю, а тепло сосредотачивается на заготовке. А обратная концентрирует внимание на торце электрода.
Сварочный генератор для постоянного тока состоит из двигателя и самого генератора тока. Их используют для ручной сварки в монтажных работ и в полевых условиях.
Изготовление регулятора
Чтобы изготовить регулирующее устройство для сварочного тока, потребуются такие компоненты:
- Резисторы;
- Проволока (нихромовая);
- Катушка;
- проект или схема прибора;
- Переключатель;
- Пружина из стали;
- Кабель.
Эксплуатация балластного соединения
Показатель балластного сопротивления регулирующего аппарата находится на уровне 0,001 Ом. Он подбирается путём эксперимента. Непосредственно для получения сопротивления, преимущественно используется сопротивление проволоки больших мощностей, их применяют в троллейбусах или на подъёмниках.
Уменьшить сварочное напряжение высокой частоты, можно даже используя стальную пружину для двери.
Такое сопротивление включается стационарно или по-другому, чтобы в будущем была возможность с легкостью отрегулировать показатели. Один край этого сопротивления подключается к выходу конструкции трансформатора, другой обеспечивается специальным инструментом для зажима, который сможет перекидываться по всей длине спирали, что позволит выбрать нужную силу напряжения.
Основная часть резисторов с использованием проволоки большой мощности, производится в виде открытой спирали. Она монтируется на конструкцию в длину полметра. Таким образом, спираль делается также из проволоки ТЭНа. Когда резисторы, изготовленные из магнитного сплава скооперировать со спиралью или любой деталью из стали, в процессе работы прохождения тока с высокими показателями, она начнёт заметно дрожать. Такой зависимостью спираль обладает только до того момента, пока она не растянется.
Как сделать дроссель самостоятельно?
Вполне реальным является самостоятельное изготовление дросселя в домашних условиях. Это имеет место при наличии прямой катушки с достаточным количеством витков нужного шнура. Внутри катушки проводятся прямые пластинки из металла от трансформатора. Путём выбора толщины этих пластинок, есть возможность выбора стартового реактивного сопротивления.
Рассмотрим конкретный пример. Дроссель с катушкой с 400 витками и шнура диаметром 1,5 мм, заполняется пластинками с сечением 4,5 квадратных сантиметров. Длина катушки и провода должна быть одинакова. В результате трансформаторный ток 120 А уменьшится наполовину. Такой дроссель изготавливается с сопротивлением, которое можно изменять. Чтобы провести такую операцию, необходимо замерить углубление прохождения стержня сердечника внутрь катушки. С отсутствием этого инструмента, катушка будет иметь не значительное сопротивление, но если стержень будет введён в неё, сопротивление повысится до максимума.
Дроссель, который наматывается правильным шнуром, не будет перегреваться, но, возможно, сердечник будет отличаться сильной вибрацией. Это учитывается при стяжке и крепеже железных пластин.
На переменном токе возможно выполнять только сварку обычной
низкоуглеродистой стали. В практике же много случаев сварки деталей из чугуна,
средне- и высокоуглеродистой стали, цветных металлов, легированной стали. Здесь
необходим постоянный ток. Дело в том, что электроды для вышеуказанных металлов
устойчиво горят в основном на постоянном токе. Кроме этого, использование дуги
прямой или обратной полярности дает дополнительные технологические
преимущества.
Профессиональная сварка емкостей, работающих под давлением, также выполняется на постоянном токе.
Схема сварочного аппарата постоянного тока

Трансформатор Тр 1 – обычный сварочный, без каких-либо переделок. Лучше, если он будет иметь жесткую характеристику, то есть вторичная обмотка намотана поверх первичной. Диоды D 1– D 4– любые, рассчитанные на ток не менее 100 А.
Радиаторы диодов подбирают такой площади, чтобы нагрев диодов в процессе работы не превышал 100°С. Для дополнительного охлаждения можно использовать вентилятор.
Конденсатор С1 – составной из оксидных конденсаторов общей емкостью не менее 40 000 мкФ. Конденсаторы можно использовать любой марки емкостью по 100 мкФ каждый, включая их параллельно. Рабочее напряжение не менее 100 В. Если в работе такие конденсаторы перегреваются, то их рабочее напряжение следует брать не менее 150 В. Возможно использование конденсаторов и других номиналов.

Если планируется работать только на больших токах, то конденсаторы можно вообще не ставить. Дроссель Др 1 – обычная вторичная обмотка сварочного трансформатора. Желательно, чтобы сердечник был набран из прямоугольных пластин. Через него не течет ток подмагничивания. Если используется тороидальный сердечник, то в нем необходимо ножовкой по металлу пропилить магнитный зазор.

Резистор R 1 – проволочный. Можно использовать стальную проволоку диаметром 6 – 8 мм и длиной несколько метров. Длина зависит от напряжения вторичной обмотки вашего трансформатора и от тока, который вы хотите получить. Чем длиннее проволока, тем меньше ток. Для удобства ее лучше намотать в виде спирали.
Получившийся у вас сварочный выпрямитель допускает сварку прямой и обратной полярности.
Сварка прямой полярности – на электрод подается «минус», на изделие «плюс».
Сварка обратной полярности – на электрод подается «плюс», на изделие – «минус» (показано на рис. 4. 1.).
Если трансформатор Тр 1 имеет свою регулировку тока, то лучше всего установить на нем максимальный ток, а избыток тока гасить сопротивлением R 1.
Сварка чугуна
Практикой частных сварщиков отработаны два надежных и эффективных способа сварки чугуна.
Первый используется для сварки изделий простой конфигурации, там, где чугун может «потянуться» вслед за остывающим швом. Следует учитывать, что чугун – абсолютно непластичный металл, а каждый остывающий шов делает поперечную усадку примерно на 1 мм.
Таким способом можно сваривать отвалившееся ушко станины, лопнувший пополам чугунный корпус и так далее.

Перед сваркой трещину разделывают V -образной разделкой на всю толщину металла.
Заваривать разделку можно любым электродом, хотя лучшие результаты дает сварка электродом марки УОНИ (с любыми цифрами) на постоянном токе обратной полярности.
После сварки шов зашлифовывается заподлицо с основным металлом, и привариваются накладки из малоуглеродистой стали.
Накладки следует наваривать во всех возможных местах. Чем их больше, тем сварное соединение прочнее. Наваривать накладки следует вдоль действующего усилия.
Сварные конструкции с накладками часто оказываются прочнее исходной чугунной отливки.
Второй способ разработан для изделий сложной конфигурации: блоков цилиндров, картеров и так далее. Чаще всего он используется для устранения течи различных жидкостей.

Перед сваркой трещина очищается от грязи, масла, ржавчины.
Для сварки используется медный электрод марки «Комсомолец» диаметром 3 – 4 мм. Ток постоянный обратной полярности.
Перед сваркой трещину или заплатку ставят на точечные прихватки.
Сварку ведут короткими швами вразброс. Первый шов выполняется в любом месте. Длина его не более 3 см.
Сразу после проварки шва его интенсивно проковывают молотком.
Остывающий шов уменьшается в размерах, а проковка, наоборот, его раздает. Проковку выполняют примерно полминуты.
Затем дожидаются полного остывания металла. Остывание контролируют рукой. Если прикосновение ко шву не вызывает болезненных ощущений, сваривают второй короткий шов такой же длины.
Второй и все последующие швы сваривают как можно дальше от предыдущих. После сварки каждого короткого шва идет проковка и остывание.
Последними проваривают замыкающие участки между короткими швами. В результате получается сплошной шов.
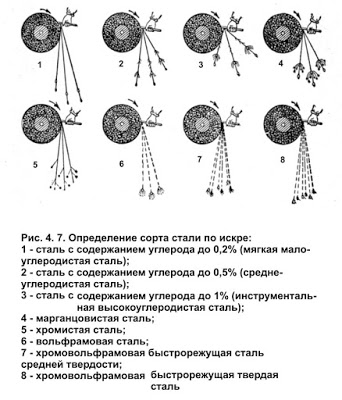
Определение сорта стали по искре
В ремонтной практике достаточно много случаев сварки сталей, неизвестных по химическому составу. Без определения состава таких сталей качественная их сварка невозможна.
Существует способ определения содержания углерода в стали с точностью до ±0,05%. Он основан на соприкосновении испытываемого металла с вращающимся наждачным кругом. По форме образующихся при этом искр можно судить как о процентной доле углерода, так и о наличии легирующих примесей.
Углерод в отделяемых частичках металла сгорает, образуя вспышки в виде звездочек. Звездочки характеризуют содержание углерода в испытуемой стали. Чем выше в ней содержание углерода, тем усиленнее сгорают частички углерода и тем больше число звездочек (Рис. 4. 7.).
Такую пробу желательно проводить на карборундовом круге с зернистостью 35 – 46. Скорость вращения 25 – 30 м/сек. Помещение должно быть затемнено.
1 – искра имеет вид светлой, длинной, прямой линии с двумя утолщениями на конце, из которых первое светлое, а второе темно-красное. Весь пучок искр светлый и имеет продолговатую форму;
2 – от первого утолщения начинают отделяться новые светлые искры. Пучок искр становится короче и шире предыдущего, но тоже светлый.
3 – пучок искр получается короче и шире. От первого утолщения отделяется целый сноп искр светло-желтого цвета;
4 – на концах искр, отделяющихся от первого утолщения, наблюдаются блестяще-белого цвета звездочки;
5 – образуются длинные искры красноватого цвета с характерными отделяющимися звездочками;
6 – длинная прерывистая (пунктирная) искра темно-красного цвета со светлым утолщением на конце;
7 – двойная прерывистая (пунктирная) искра со светлыми утолщениями на концах, толстая и длинная - красного цвета, тонкая и короткая – темно-красного цвета;
8 – искра такая же, как и в пункте №7, с той лишь разницей, что искры имеют разрыв.
Обучение методу искровой пробы следует начинать с образцов известных марок стали.
Применяя этот метод, следует учитывать, что сталь в закаленном состоянии дает более короткий пучок искр, чем незакаленная.
Пробу на искру необходимо брать на глубине 1 – 2 мм от поверхности, так как на поверхности металла может быть обезуглероженный слой.
При соприкосновении с наждачным кругом цветных металлов и их сплавов, в которых углерод отсутствует, искр не получается.
Сварка среднеуглеродистой и высокоуглеродистой стали
Среднеуглеродистые стали сваривают электродами с небольшим содержанием углерода. Глубина провара должна быть небольшая, поэтому применяют постоянный ток прямой полярности. Величина тока выбирается пониженная.
Все эти мероприятия снижают содержание углерода в металле шва и предупреждают появление трещин.
Для сварки используют электроды УОНИ-13/45 или УОНИ-13/55.
Некоторые изделия перед сваркой необходимо нагревать до температуры 250 - 300°С. Лучше всего полный нагрев изделия; если это невозможно, то применяют местный нагрев газовой горелкой или резаком. Нагрев до более высокой температуры недопустим, так как вызывает появление трещин из-за увеличения глубины провара основного металла и вызываемого этим повышения содержания углерода в металле шва.
После сварки изделие укутывают термоизолирующим материалом и дают возможность медленно остыть.
В случае необходимости после сварки производится термическая обработка: изделие нагревают до темно-вишневого цвета и обеспечивают медленное охлаждение.
Высокоуглеродистую сталь сваривать труднее всего. Сварных конструкций из нее не изготавливают, но в ремонтном производстве сварка применяется. Для сварки такой стали лучше всего применять те же методы, что описывались ранее для сварки чугуна.
Сварка марганцовистой стали
Марганцовистая сталь применяется для деталей с высокой износостойкостью: ковшей землечерпалок, зубьев ковшей экскаваторов, железнодорожных крестовин, шеек камнедробилок, тракторных траков и так далее.
Для сварки применяют электроды ЦЛ-2 или УОНИ-13нж.
Сварочный ток выбирается из расчета 30 – 35А на 1 мм диаметра электрода.
При сварке образуется большое количество газов. Для облегчения их выхода из расплавленного металла наплавку следует выполнять широкими валиками и короткими участками, иначе шов получается пористый.
Сразу после сварки требуется проковка.
Для повышения твердости, прочности, вязкости и износоустойчивости наплавки необходимо после наложения каждого валика, пока он еще нагрет до красного каления, производить закалку с помощью холодной воды.
Сварка хромистой стали
Хромистые стали применяются как нержавеющие и кислотостойкие для изготовления аппаратуры нефтеперерабатывающей промышленности.
Сварку хромистых сталей необходимо выполнять с предварительным нагревом до температуры 200 - 400°С.
При сварке используется пониженная сила тока из расчета 25 – 30 А на 1 мм диаметра электрода.
Применяют электроды ЦЛ-17-63, СЛ-16, УОНИ-13/85 на постоянном токе обратной полярности.
После сварки изделие охлаждают на воздухе до температуры 150 - 200°С, а затем производят отпуск.
Отпуск производят путем нагрева изделия до температуры 720 - 750°С с выдержкой при такой температуре не менее часа и последующим медленным охлаждением на воздухе.
Сварка вольфрамовой и хромовольфрамовой стали
Такая сталь используется для изготовления режущего инструмента.
С помощью сварки режущий инструмент можно изготовить двумя способами:
1) приваркой готовых пластин быстрорежущей стали на держатель из малоуглеродистой стали;
2) наплавкой быстрорежущей стали на малоуглеродистую сталь.
Готовые пластины наваривают способами:
1) используя контактную сварку;
2) с помощью аргоновой сварки неплавящимся электродом;
3) используя газовую пайку высокотемпературным припоем;
4) плавящимся электродом постоянного тока.
Для наплавки можно использовать отходы быстрорежущей стали: поломанные сверла, резцы, зенкеры, развертки и др.
Эти отходы можно наплавлять с помощью газовой или аргоновой сварки, а также изготавливая из них электроды для электродуговой сварки.
После наплавки инструмент отжигают, обрабатывают механическим путем, затем подвергают трехкратной закалке и отпуску.
Сварка высоколегированной нержавеющей стали
Нержавеющая сталь в быту нашла довольно широкое применение: из нее изготавливают различные емкости, теплообменники, водонагреватели. Используют в частных банях как жаростойкую.

Отличить такую сталь от обычной можно по трем характерным признакам:
1) «нержавейка» отличается светло-стальным цветом;
2) при приложении постоянного магнита не притягивается, хотя бывают и исключения;
3) при обработке на наждачном круге дает мало искр (или совсем не дает).
Нержавеющая сталь обладает повышенным коэффициентом линейного расширения и пониженным коэффициентом теплопроводности.
Увеличенный коэффициент линейного расширения вызывает большие деформации сварного соединения вплоть до появления трещин. Некоторые сварные конструкции из «нержавейки» перед сваркой желательно подогреть до температуры 100 - 300°С.
Низкий коэффициент теплопроводности вызывает концентрацию тепла и может привести к прожиганию металла. По сравнению со сваркой обычной стали такой же толщины при сварке «нержавейки» ток уменьшают на 10 – 20%.
Для сварки применяют постоянный ток обратной полярности.
Используют электроды марки ОЗЛ-8, ОЗЛ-14, ЗИО-3, ЦЛ-11, ЦТ-15-1.
Одно из главных условий при сварке – поддержание короткой дуги, это обеспечивает лучшую защиту расплавленного металла от кислорода и азота воздуха.
Коррозионная стойкость швов увеличивается при ускоренном их остывании. Поэтому сразу после сварки швы поливают водой. Поливание водой допустимо только для той стали, которая после сварки не дает трещин.
Сварка алюминия и его сплавов
Сварку покрытыми электродами применяют для алюминия и сплавов толщиной более 4 мм.
Для сварки технического алюминия применяют электроды марки ОЗА-1.
Для заварки литейных дефектов применяются электроды ОЗА-2.
В последнее время электроды марки ОЗА заменяются более совершенными электродами марки ОЗАНА.
Обмазка электродов для сварки алюминия сильно впитывает влагу. При хранении таких электродов без влагозащиты обмазка в буквальном смысле слова может стечь со стержня. Поэтому такие электроды хранят в пластиковом пенале со средствами влагопоглощения. Перед сваркой их дополнительно просушивают при температуре 70 – 100°С.
Перед сваркой алюминиевые детали обезжиривают ацетоном и зачищают до блеска металлической щеткой.
Сварку производят на постоянном токе обратной полярности.
Сварочный ток 25 – 32 А на 1 мм диаметра стержня электрода.
Деталь перед сваркой прогревают до температуры 250 - 400°С.
Сварку необходимо выполнять непрерывно одним электродом, так как пленка шлака на детали и конце электрода препятствует повторному зажиганию дуги.
Если есть возможность, с обратной стороны шва укладываются подкладки (см. газовая сварка алюминия).
Электродуговой сваркой получают швы среднего качества.
Сварка меди и ее сплавов
Чистая медь хорошо поддается сварке, и ее рекомендуется варить двумя способами. Способ сварки зависит от толщины детали.
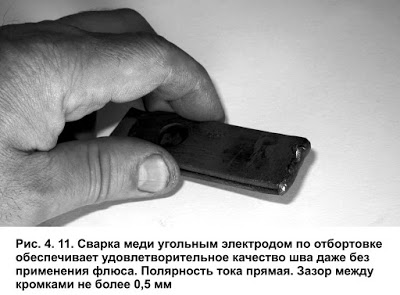
При толщине изделия не более 3 мм лучше всего использовать сварку угольным электродом. Сварка выполняется постоянным током прямой полярности при длине дуги 35 – 40 мм.
В качестве присадочного материала можно использовать электротехнический провод. Не забудьте перед сваркой очистить его от изоляции.
Для повышения качества шва на свариваемые кромки и на присадочную проволоку наносят флюс, состоящий из 95% прокаленной буры и 5% металлического порошкообразного магния. Можно использовать одну буру, но результаты будут хуже. Если не требуется высокое качество шва, флюс не применяется.
Высокая прочность пайки таким припоем гарантируется при пайке деталей внахлестку. Чем больше площадь нахлестки, тем прочнее соединение.
Второе условие прочности паяного соединения – выполнение пайки вдоль действующего усилия.

Паяные соединения латуни и бронзы отличаются достаточной прочностью и герметичностью.
Техника безопасности при электродуговой сварке
Электродуговая сварка имеет несколько вредных для здоровья сварщика факторов: напряжение электрического тока, излучение электрической дуги, газы, искры и брызги металла, термический нагрев, сквозняки.
Предельно допустимым напряжением холостого хода сварочного трансформатора считается 80 В, а сварочного выпрямителя 100 В. В условиях сухой погоды такое напряжение практически не ощущается, но в условиях влажности начинается довольно ощутимое покалывание руки. Это же самое может наблюдаться при нахождении сварщика на свариваемой металлической детали, а тем более внутри нее.
При сварке в сырую погоду, а также стоя на металле, независимо от погоды, необходимо использовать резиновые перчатки, резиновый коврик, резиновые калоши. Перчатки, коврик и калоши должны быть из диэлектрической резины, то есть той, что используют электрики. Резиновые изделия, продающиеся для бытового использования, электроизолирующими не являются.
Для защиты сварщика от случайного пробоя трансформатора используется защитное заземление. Устройство заземления описано в Главе 1.
Для уменьшения вероятности электрического удара лучше всего использовать трансформаторы с невысоким напряжением холостого хода.
Защитой от излучения дуги является костюм сварщика, маска с набором стекол, рукавицы. Верхний ворот костюма всегда застегивайте, иначе у вас появится несмываемый «галстук».
Ультрафиолетовое излучение дуги с достаточной степенью надежности ослабляется столбом воздуха в 10 м, поэтому не подпускайте никого к месту сварки ближе, чем на 10 м (особенно детей!).
В состав покрытия электродов входят газообразующие вещества, поэтому покрытые электроды сильно дымят. Единственный способ защиты от дыма – принудительная вентиляция. Устройство такой вентиляции описано в Главе 1.
С вентиляцией связан еще один неблагоприятный фактор в работе сварщика – сквозняки. Нагрузка сварщика в процессе работы является чаще всего статической, то есть сварщик работает практически неподвижно. При этом не происходит саморазогрева тела, что может привести к переохлаждению.
Как показывает опыт многих сварщиков, никакая закалка от сквозняков не помогает. Более надежная защита – теплая одежда, особенно в районе пояса (сварщик работает согнувшись).
Теплая одежда может оказать и отрицательное влияние. При переходе к динамической нагрузке сварщик начинает потеть, пот вместе со сквозняком вызывает гарантированную простуду.
Лучший вариант избежать простуды – поставить приточный тепловентилятор. Он должен подогревать приточный воздух до плюсовой температуры даже в сильный мороз. Если вы в такие морозы предпочитаете не работать, то мощность вентилятора достаточна в 3 кВт.
Довольно неприятным явлением считаются брызги металла. Попадая на костюм, в обувь, они вызывают тление защитной одежды или пожар, если рядом горючие вещества. Приобретите кожаную защитную одежду и кирзовые сапоги – и вы в достаточной степени защитите свое тело.
При сварке на больших токах и электродуговой резке металла держатель электродов, сварочные провода и сварочная маска могут перегреваться. Поэтому не касайтесь лицом металлических частей маски, а на рукоятку держателя наденьте теплоизолирующий рукав. Регулярно проверяйте все соединения проводов – они могут стать причиной пожара.
Вышеуказанные правила применяются и для других видов электрической сварки: аргоновой, полуавтоматической, контактной.
- Оборудование, выдающее переменный электрический ток
- Применяемые электроды
- Область применения
Что представляет собой сварка переменным током? Сварочные работы — это особый вид работ с металлом, который предназначен для скрепления металлических конструкций. В настоящее время по роду тока сварка бывает с применением постоянного и переменного электрического тока. Рассмотрим более подробно сварку с помощью подачи переменного электрического тока.
Первым и, пожалуй, самым основным преимуществом сварки переменным током является получение качественного сварного шва. От качества сварного шва зависит прочность всей конструкции, ну а сам эффект прочности достигается благодаря тому, что дуга не имеет никаких отклонений от изначальной оси, а это, в свою очередь, является залогом сверхкачественного и сверхнадежного сварного шва.
Вторым же преимуществом является то, что можно использовать менее дорогостоящее оборудование. Об аппаратах, вырабатывающих переменный электрический ток, речь пойдет чуть ниже.
Оборудование, выдающее переменный электрический ток
Все оборудование, предназначенное для сварки переменным током, можно разделить на следующие категории:
- Оборудование, которое предназначено для полуавтоматической сварки. Данный процесс осуществляется с помощью особой электродной проволоки, в средах защитного (MAG) и инертного (MIG) газов.
- Оборудование, предназначенное для осуществления РДС электрическим переменным током. Осуществляется с помощью особых штучных электродов, с особым покрытием.
- Оборудование, с помощью которого можно осуществлять ручную аргоновую сварку. Данный метод осуществляется с помощью неплавящихся электродов, изготовленных из вольфрама.

Кроме того, необходимо добавить, что эти аппараты имеют свои собственные аббревиатуры и позволяют выполнять сварку постоянным или же переменным током. Дуговая сварка штучными электродами обозначается как ММА, а аргоновая — TIG.
Кроме того, методы сварки подразделяются на следующие виды:
- MMA-AC/MMA-DC (РДС штучными электродами);
- TIG -AC /TIG-DC (неплавящимися электродами).
Рассмотрим основные плюсы и минусы, которые присущи TIG. Вне зависимости от типа подачи тока, данный вид сварки имеет следующие преимущества:
- высочайшее качество сварного шва;
- возможность «варить» металлические объекты, обладающие большой площадью сечения;
- отсутствие брызг.
Вполне естественно то, что там, где есть преимущества, есть и недостатки. А недостатки вышеназванного метода следующие:
- Сварщику нужно иметь высокую квалификацию, а также обладать особым профессионализмом.
- Постоянно надо с собой таскать баллон с газом.
- Очень низкая скорость выполнения сварочных работ.
Теперь следует сказать пару слов о методе MMA. Его преимуществами является:
- более экономичное использование;
- отсутствие необходимости в наличии баллона с газом.
- очень низкую производительность работы;
- необходимость снимать шлак с готового изделия.
Вернуться к оглавлению
Применяемые электроды
Электроды, предназначенные для сварки переменным током, применяются в данной отрасли уже довольно-таки давно, когда сварка постоянным током была очень дорога. Поэтому приходилось искать компромиссные варианты, пусть и уменьшая качество конечного результата.
Такая ситуация возникла в большей степени из-за того, что выпрямительные элементы, которые были рассчитаны на большие сварочные токи, до недавнего времени представляли собой громоздкие, дорогие и неэффективные агрегаты. Ситуация изменилась в лучшую сторону относительно недавно. Это стало возможным благодаря тому, что появились малогабаритные, высокоэффективные полупроводниковые выпрямители последнего поколения. Ну после того, как были изобретены инверторы, РДС стала доступна широкому кругу пользователей. Ниже будут приведены основные марки электродов, которые позволяют производить инверторную сварку.
Наиболее популярными электродами, которыми варят на переменном электрическом токе, являются такие, как AHO, O3C и MP.
Данные виды отличаются не только по виду покрытия, но и также по химическому составу. Например, электроды, имеющие маркировки МР-3 и АНО-6, имеют особое рутиловое покрытие, оно является основным и ильменитовым соответственно. Ну а все прочие, марок МР-3С, ОЗС-12, ОЗС-6, ОЗС-4,АНО-6, АНО-4, АНО-21, имеют обыкновенное рутиловое покрытие. Необходимо отметить то, что эти электроды применяются для сварки углеродистых, малоуглеродистых и низколегированных сталей. Одной из главных особенностей данных электродов является то, что они прекрасно подходят и для сварки с помощью подачи постоянного электрического тока.



