Что такое сварка током обратной полярности. Влияние полярности при сварке на значения размеров сварного шва. От чего зависит выбор полярности
Сварка на сегодняшний день распространена во многих отраслях промышленности, а также в строительстве. Она применяется в машиностроении, судостроении, частном строительстве, при возведении трубопроводов. Различают несколько разновидностей сварки: ручную дуговую, газовую, с использованием автоматического оборудования и некоторые другие. Работники со стажем знают, что на качества сварочного шва и его прочность влияет множество факторов: режим работы оборудования, толщина сварочной проволоки, сила тока, его полярность. Сваривать детали постоянным током обратной полярности под силу любому, даже непрофессиональному работнику.
Сварка конструкций просто
Сохраняется выбор между горелкой с газовым или водяным охлаждением и дистанционным управлением током от ручки горелки, а также богатой функциональностью, скрытой за простой панелью управления. Мощные сварочные аппараты для производства, обслуживания и обслуживания.
Новый процесс холодной дуговой сварки
Как стандарт, машина оснащена шасси и водяным охлаждением. Таким образом, сварщики, наконец, имеют возможность использовать на практике результаты последней разработки источников инвертора, их цифрового управления и системы управления дуговой сваркой интеллектуальной дуговой сваркой.
Обратная полярность успешно используется при полуавтоматической сварке. Не все представляют, что такое полярность. Чтобы понять ее сущность, нужно вспомнить школьный курс физики, где изучалось направление движения электронов. От полярности во многом зависит мощность электрической дуги, стабильность ее горения, что в значительной степени отражается на качестве всего сварочного процесса. Рассмотрим более подробно основные преимущества сварки постоянным током обратной полярности.
Этот новый процесс возник из основных требований практики: стабильная дуга, минимальный брызги, идеальное проникновение корней и возможность сварки даже с широким прорезом. Все это при низких затратах на покупку и эксплуатацию и минимальный спрос на обслуживание.
Современный инвертор не только в гараже
Помимо переключения поляризованного электрода, он также облегчает использование сварки труб без защитной атмосферы, особенно для монтажа.
Проблема подходящих сварочных кабелей
Несоответствующее поперечное сечение и излишне длинные длины проволоки вызывают проблемы с падением напряжения на дуге и уменьшают загрузчик источника тока. Вкладку. Наиболее важным фактором, влияющим на заданные параметры сварки, функциональность вообще.Какой бывает полярность?
Некоторых начинающих сварщиков интересует вопрос, касающийся того, что называется прямой полярностью, а что — обратной. Во времена, когда был открыт электрический ток, ученые думали, что электроны двигаются от положительно заряженного полюса к отрицательному. В те времена о катоде и аноде уже знали и умели их определять. Трудность заключалась в том, чтобы оценить правильное движение заряженных частиц (электронов). По мере развития науки удалось установить, что заряженные частицы передвигаются от минуса к плюсу. В данной сфере деятельности прямая полярность означает, что заряженные частицы идут от электрода на деталь, при этом деталь заряжена положительно, а электрод — отрицательно.
Процесс сварки, но длина сварочных кабелей. Падение напряжения на кабеле длиной 10 м при 100А сварочного тока показано на вкладке. В дополнение к вышеупомянутым условиям, длина сетевых кабелей для обеспечения сварочной мощности и размеров разъемов всех кабельных систем также является частью качества сварки.
Новое для плазменной резки и канавок. Благодаря этому он также подходит для точной подготовки скоса или для модификаций сварки перед ремонтом при сварке. Тонкая шлифовка легко и быстро удаляет излишки материала, не накапливая поверхность, в отличие от обычных канавок углеродного электрода.
Соответственно, при обратной полярности все наоборот. Ток идет от оборудования на изделие. Сварочный аппарат имеет 2 клеммы. Если сварка проводится постоянным током обратной полярности, то к клемме со знаком «-» подсоединяется кабель, идущий на свариваемые изделия. Что же касается положительной клеммы, то к ней подключается сам электрод. Отличительная черта этой сварки в том, что деталь нагревается не так сильно, но на электроде температура достаточно большая. Это обеспечивает более спокойную сварку, без чрезмерного разбрызгивания металла.
Сварка электродом с покрытием никогда не была проще. Сварка сварных швов по-прежнему является частью повседневной практики большинства производственных, монтажных и ремонтных работ не только в промышленном производстве. Сварочные аппараты с вращающимся и трансформаторным электродами постепенно заменяются инверторами из-за их небольших размеров, малой массы, простоты регулирования.
И, прежде всего, низкое энергопотребление и низкие выбросы шума и пыли. При весе 30 кг и две ручек легко обрабатывать, оно может быть дополнено практическим шасси и различными типами пультов дистанционного управления в соответствии с потребностями и привычками сварщиков.
От чего зависит выбор полярности?
Постоянный ток обратной полярности используется при наличии следующих обстоятельств:
- возможности прожога свариваемых изделий;
- соединении металлических листов небольшой толщины;
- наличии нержавеющего или легированного стального изделия;
- использовании угольных электродов.
Каждый профессиональный сварщик знает, что нередко в процессе работы наблюдается прожигание материала. Это происходит из-за того, что некоторые металлы очень чувствительны к перегреву. В первую очередь это нержавейка и легированная сталь. Выбор полярности обусловлен и типом электродов. Постоянный ток обратной полярности предпочтительнее использовать при наличии электродов без специального покрытия.
Сама сварочная проволока подразделяется на несколько типов: для прямой, обратной полярности и универсальную.
Что же касается вида подаваемого тока, то ток постоянного типа характеризуется тем, что он в большей степени подходит для соединения заготовок из нержавеющей стали. Он практически незаменим при аргонодуговой сварке. Отличие его от переменного в том, что в процессе работы он держится на одном и том же уровне, однако в самом конце и начале сварки сила его может изменяться.
Сварка с применением обратной полярности
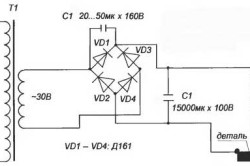
Принципиальная электрическая схема сварочного аппарата постоянного тока с регулирующими конденсаторами.
Соединение деталей постоянным током обратной полярности имеет свои особенности.
Во-первых, оно отлично подходит для тех металлов, которые имеют на своей поверхности защитную пленку (алюминий). Объясняется это тем, что защитный слой плавится хуже, нежели сам металл. Для этого требуется большая температура.
Во-вторых, сила заряженных частиц при обратной полярности должна быть умеренной. В противном случае используемые электроды будут быстро изнашиваться.
В-третьих, при работе подобного типа рекомендуется приобретать современное оборудование (инверторы). В отличие от трансформаторов, они сразу же подают постоянный ток. Они более компактны. В настоящее время используются стационарные, переносные, передвижные инверторы.
В-четвертых, чтобы не повредить свариваемую деталь в месте подсоединения сварочного кабеля, целесообразно использовать прижимную струбцину.
В-пятых, электроды должны соответствовать типу полярности. Интересен тот факт, что агрегаты переменного тока не смогут сваривать изделия с помощью электродов для постоянного.
В-шестых, при покупке инвертора необходимо учитывать то обстоятельство, что он очень чувствителен к перепадам напряжения. Данное оборудование требует мощного источника энергии. Если напряжение в сети меньше 200 В, то качество сварки при обратной полярности может оказаться низким.
Полуавтоматическая сварка при обратной полярности

Ток обратной полярности используется при соединении металлических деталей посредством специального аппарата. Суть этого вида сварки в том, что сварочный агрегат автоматически подает сварную проволоку на изделие с определенной скоростью. Этот тип сварки может выполняться различными способами. Различают сварку в среде защитного газа (углекислого или аргона) или с использованием специальной порошковой проволоки. Большое значение имеет то, что при наличии защитного газа используется обратная полярность при постоянном токе, а при сварке при помощи порошковой проволоки — прямая.
Защитный газ влияет на качестве сварного шва, он защищает металл от окисления. При полуавтоматической сварке на изделие подается «-», а на «+» полюсе должен быть электрод. При организации работы важно знать, что при низкой силе тока аппарат будет сваривать плохо. Подготовительный этап включает в себя настройку режима работы сварочного оборудования.
При этом скорость подачи проволоки должна быть оптимальной. Перед сваркой изделия требуется очистить от грязи, пыли и смазочных веществ. После настройки рекомендуется провести пробное испытание на каком-либо ненужном изделии. Если процесс протекает хорошо и формируется ровный шов, то первоначальный режим оставляют. В противном случае проводится корректировка.
Таким образом, при организации сварочных работ необходимо не только рассчитать нужную силу тока и подобрать электроды, но и правильно выбрать полярность. Постоянный ток имеет одно большое преимущество — он практически не изменяет своей величины при сварке. Переменный же изменяется в циклической последовательности. Обратная полярность используется не реже прямой. Выбор того или иного метода сварки зависит от характера свариваемых поверхностей, толщины деталей, типа сварочной проволоки.
Независимо от того, какой ток и какая полярность используется в процессе соединения металла, работать необходимо в средствах индивидуальной защиты. К ним относится маска или щиток, перчатки, специальная одежда и обувь. Подключая трансформатор или инвертор, не нужно забывать про заземление. Это простая предосторожность для самого работающего и окружающих людей.
Как быстро научиться варить сварочным инвертором
Вы купили сварочный аппарат и желаете освоить сварку инвертором для начинающих.
Трудностей бояться не стоит! Инверторный аппарат прост в обращении, любой человек без опыта и знаний сможет в короткие сроки овладеть процессом сварки.
Оборудование, экипировка, техника безопасности
Техника безопасности. Сварочное производство связано с электрическим напряжением, в простонародье - ток. Ток невидим, но способен поразить человека до летального исхода.
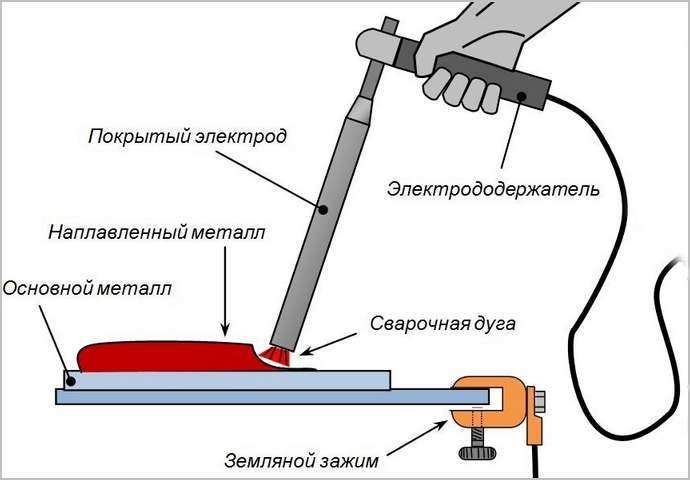
Проверяем сварочные кабеля на исправность и подсоединяем к инверторному оборудованию. Обратный кабель с прищепкой на металл к минусовому разъему. Кабель с электрододержателем к разъему +. Электрод вставляем в электрододержатель.
При подключении аппарата к сети визуально оцениваем токонесущие кабеля на исправность. Убедились в исправности кабелей, включаем вилку в розетку и тумблер на приборе, предварительно установив регулятор тока в наименьшее значение. Если вентилятор охлаждения заработал ровно, без треска и шума, значит все хорошо.
Вес металла. При соединении тяжелых конструкций, соблюдайте меры предосторожности. Многотонные изделия при обрушении могут привести к летальному исходу или инвалидности.
Экипировка. Сварочное производство связано с высокой температурой. Сварщик должен иметь:
- холщовые рукавицы (краги);
- робу (специальный костюм);
- маску со светофильтром;
- респиратор для работы в замкнутых пространствах;
- ботинки на резиновой подошве.
Краги применяются при сварке на высотах, когда руки поднимаются вверх, а рукавицы в остальных случаях.
Электроды подбираются под металл (углеродность, добавки) и по диаметру, от толщины металла и технических характеристик инвертора.
Основы сварки инвертором
Для начинающих, опытные сварщики советуют кабель держака приложить к телу, прижать локтем руки и обернуть его вдоль предплечья (от локтя до кисти), взять держак в руку. Так плечевой сустав будет тянуть кабель, а рука с кистью останутся свободными. Способ поможет с легкостью манипулировать рукой.

Правильное расположение кабеля на предплечье. С голыми руками работать не стоит.
Если держак взять просто в руку без обмотки предплечья кабелем, то в процессе сварки рука устанет и кистевые движения приведут кабель в болтающие движения. Что отразится на качестве сварного соединения.
Как варить инверторной сваркой правильно. Устанавливаем на аппарате сварочный ток согласно диаметру электрода, типу соединения и положению сварки. Инструкция по настройке имеется на аппарате и пачке электродов. Принимаем устойчивую стойку, локоть отводим от тела (прижимать нельзя), одеваем маску и начинаем процесс.
Сварку инвертором для начинающих лучше начинать с металлических заготовок более 20 см.
Известно, что новичок, одевая маску и зажигая дугу перестает дышать, пытаясь на одном дыхании проварить всю длину заготовки. При коротких изделиях, появится привычка варить на одном дыхании. Поэтому, тренируйтесь на длинных заготовках, учась правильно дышать при сварке.
Заготовки (пластины) на рабочем столе можно положить в горизонтальной плоскости - вертикально к себе или горизонтально, без разницы.
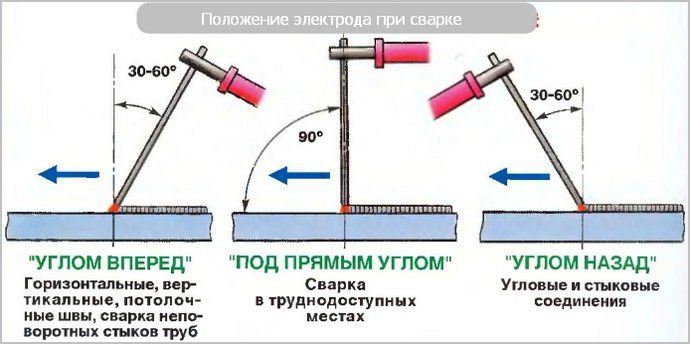
Зажатый в держателе электрод вначале сварки ставите под углом 90 градусов (перпендикулярно) и отводите в сторону шва на 30-45 градусов. Зажигаете дугу и начинаете движение.
- Если сварка выполняется углом назад, то наклон 30-45 градусов идет в сторону шва.
- Если соединение происходит углом вперед, то наклон электрода от шва.
Расстояние между свариваемой поверхностью и электродом 2-3 мм, представьте, что вы ведете карандаш по листу бумаги.
Учтите, при сварке электрод сгорая уменьшается - постепенно приближайте плавящийся стержень к поверхности на расстояние 2-3 мм и удерживайте угол наклона 30-45 градусов.
Как новичку научиться варить сварочным инвертором?
Сначала учимся зажигать и держать дугу. Чувствуйте грань, когда приближать электрод при сгорании к свариваемой поверхности, чтобы дуга не прерывалась.
Зажигают электрод двумя способами:
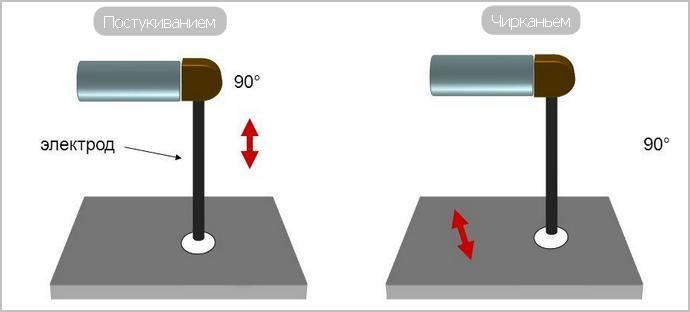
Новый электрод зажигается легко. У работающего стержня появляется шлаковая пленка, препятствующая поджигу. Нужно просто подольше постучать для разбития пленки.
- На инверторных аппаратах для облегчения зажигания дуги встроена функция Hot Start.
- Если новичок быстро приближает электрод к поверхности, включается функция Arc Force (форсаж дуги, антизалипание), увеличивает сварочный ток, предотвращая залипание электрода.
- При залипании плавящегося стержня, функция Anti Stick отключает ток, предотвращая перегрев инвертора.
: что такое форсаж дуги на сварочном инверторе и как его применить.
Новичку лучше сначала учиться на ниточном шве, электрод ведется ровно, без колебательных движений.
После освоения ниточной технологии, переходите к свариванию металла с колебательными движениями. Которые применяются при толстом металле для прогрева, задерживая электрод в определенной точке с помощью движений - елочкой, зигзагами, спиралью или своим методом.
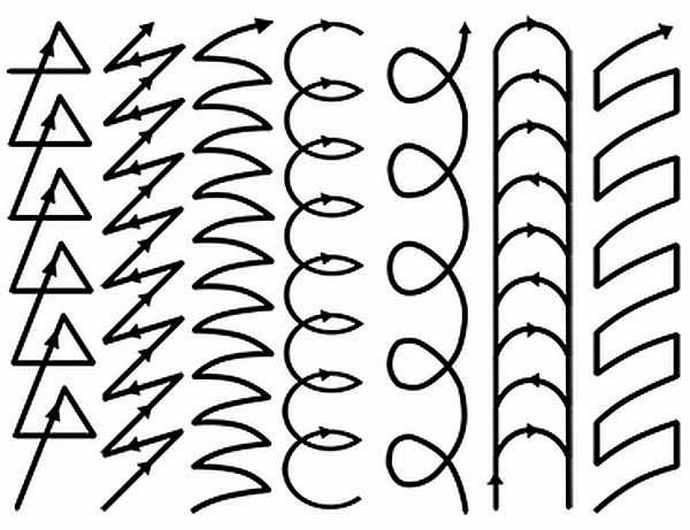
Виды колебательных движений
В начале соединения проводим слева-направо несколько движений образуя сварочную ванну и пошли вдоль шва делая колебательные движения. Угол наклона электрода 30-45 градусов. После прохода отбиваем шлак молотком и зачищаем щеткой. Берегите глаза. одевайте очки.
Совет: в конце сварочного шва, делаете колебательные движения в стороны и убираете электрод в сторону наплавленного металла. Эта хитрость придаст сварному соединению красоту (избавит от кратера).
: как варить угловое соединение, встык и внахлест.
- однопроходные (одним проходом восполняется толщина металла);
- многопроходные.
Однопроходной шов выполняется на металлах до 3 мм. Многопроходные швы накладываются при больших толщинах металла.
Сварщики проверяют качество шва молотком - наносят удар рядом со швом. Если шов гладкий, без неровностей, то после удара шлак слетает полностью, ему не за что зацепится. Важно подбирать правильный температурный режим: перегретый шов (каленый) сломается, недогретый - риск непровара.
Ток подбирают исходя от диаметра электрода, в теории 30 А на 1 мм диаметра электрода.
Прямая и обратная полярность при сварке инвертором
Рассмотрим полярность при сварке инвертором. При соединении на постоянном токе, движение электронов постоянное, что уменьшает разбрызгивание расплавленного металла. Шов получается качественным и аккуратным.
На аппарате имеется выбор полярности. Что такое полярность - это направление движения электронов в зависимости от подключения кабелей к разъемам оборудования.

- Обратная полярность при сварке инвертором - минус на заготовке, плюс на электроде. Ток течет от минуса к плюсу (от заготовки на электрод). Электрод нагревается сильнее. Применяется для сварки тонких металлов, уменьшен риск прожога.
- Прямая полярность - минус на электроде, плюс на заготовке. Ток движется от электрода к заготовке. Металл греется больше электрода. Применяется для сварки толстых металлов от 3 мм и резке инвертором.
На пачке с электродами указывается полярность, эта инструкция поможет правильно подсоединить провода к оборудованию.
Сварка тонкого металла инвертором
Суть соединения тонких пластин сводится к подбору электродов малого диаметра и настройке сварочного тока. Например, для металла толщиной 0,8 мм берут электроды диаметром 1,8 мм. Ток на инверторе выставляют в 35 А.
Технология происходит прерывистыми движениями. Посмотрите видеоролик, где подробно показывается соединение тонких пластин.
Как резать металл сварочным инвертором
Чтобы правильно прожечь отверстие в трубе, на аппарате выставляем ток 140 А для электрода в 2,5 мм. Зажигаем электрод, ставя его на одном месте для прогрева металла и вдавливаем. Передвигаем электрод на новое место, прогреваем и вдавливаем. Постепенно, прорезаем в трубе отверстие.
Пластину при резке лучше ставить вертикально, чтобы расплавленные сопли стекали вниз. Если резать в горизонтальном положении, то снизу реза застынут сосульки. Вот и все хитрости!
Новичков терзает вопрос, какая полярность проводов при резке инвертором лучше?
- При резке электросваркой - прямая полярность предпочтительней. Зона расплавления узкая, но глубокая.
- При обратной полярности - зона расплавления широкая, но неглубокая.
P.S. Текстовый материал и поможет вам освоить сварку инвертором для начинающих в короткие сроки. Удачи!
http://plavitmetall.ru



