Максимальный сварочный ток. Вычисление потребляемой мощности сварочного инвертора
Недавно мне поступило несколько вопросов от читателей, и все они были про сварочный ток и диаметр электрода . Я решил, что мои ответы будет полезно узнать многим сварщикам-любителям и пишу их для всех. Вопросы перескажу своими словами.
Сварочный ток и диаметр электрода не соответствуют друг другу
ПРОБЛЕМА. Мой читатель использует электрод 3 мм и ставит ток 50-60 ампер. При этом он экспериментирует с разными расстояниями от электрода до металла, но качественных швов у него никак не получается. Если электрод приблизить к металлу, то электрод прилипает, а если отодвинуть дальше — получаются отдельные капли металла и «сопли». А при попытке , да ещё и с большим током, металл прожигается насквозь.
РЕШЕНИЕ. В данной ситуации ошибка заключается в несоответствии установленного сварочного тока используемому диаметру электрода. Потому что на токе 50-60 ампер нужно использовать электрод диаметром 2 мм или ещё меньше. А при использовании электрода 3 мм, следует устанавливать ток около 100 ампер.
Для сварки тонкого металла следует также использовать электрод 2 мм, а лучше 1,6 мм. (Хотя, конечно, лучше бы знать, какой металл мой читатель называет тонким.) Также для сварки тонкого металла сварщикам-любителям будет полезен импульсный режим инвертора, а если такого режима нет, то можно использовать технику выполнения швов с разрывом дуги.
Когда уменьшается сила тока, диамемтр электрода также следует уменьшить
ПРОБЛЕМА. Другой мой читатель купил инвертор с максимальной потребляемой мощностью 3 кВт и бензиновый генератор на 2,8 кВт, и для нормальной работы не хватает мощности. Вопрос в том, можно ли что-то сделать кроме того, что купить более мощный генератор или другой сварочный аппарат.
РЕШЕНИЕ. Если мощности генератора не хватает для работы сварочного аппарата, то нужно уменьшить сварочный ток, которым выполняются швы. Но тогда вместе уменьшением тока потребуется использовать электрод меньшего диаметра — иначе он будет прилипать и будет . Но при уменьшении диаметра электрода, в зависимости от толщины свариваемого металла, может потребоваться разделка кромок для лучшего провара сварного соединения. К сожалению, в своём вопросе читатель не указал режимы сварки и толщину свариваемого металла, поэтому, без этих цифр более конкретный совет дать невозможно.
Уважаемые начинающие сварщики, в этой статье мы кратко расскажем про электроды и дадим практические рекомендации по их использованию.
Для выбора электрода необходимо определить:
- Толщину металла - (чем толще металл, тем больше диаметр электрода).
- Марку стали - (черный металл, нержавейка, жаропрочный и т.д.).
- По электроду определяем ток!
- Положение сварки - (нижнее, горизонтальное, нижнее тавровое, вертикальное - сварка снизу вверх, потолочное, потолочное тавровое).
Что касается сварочного тока, который вы будете подавать на электрод. Каждый производитель электродов заявляет разный сварочный ток. Ниже мы приводим классические параметры, с этими параметрами согласились сварщики, которые работают в профессии не один год.
Выбор тока также зависит от пространственного положения и величины зазора. Например: для диаметра 3 мм рекомендуется ток 70-80 А. Это ток для сварки в потолочном положении или вертикаль на подъем, а также, если зазор соизмерим или более диаметра электрода. Если же варить в нижнем положении, при этом зазора нет и позволяет толщина металла, то можно на простом электроде дать 120 А.
Опытные сварщики советуют пользоваться следующей формулой. Вы можете попробовать следовать этой формуле.
Сила тока рассчитывавшийся по формуле 30-40 А. на 1мм электрода, т.е на электрод d 3 мм. ставим ток 90-120 А., на электрод d 4мм ставим ток 120-160А и т. При сварке в вертикальном положении уменьшаем силу тока на 15%.
Диаметр 2 мм . – 40 – 80 Ампер. «Двойка» - пожалуй, самый капризный электрод. Многим кажется, что чем меньше диаметр электрода, тем легче работать. Но это не совсем так. Например: «двойка» требует определенных навыков и сноровки, она быстро горит и очень сильно греется, если вы выставили большой ток. «Двойка» хороша тем, что требует мало тока и сваривает тонкие металлы. Но нужно умение и терпение.
Диаметр 3 мм или 3.2 мм . – 70-80 Ампер. ПРИ УСЛОВИИ СВАРКИ НА ПОСТОЯННОМ ТОКЕ. Все сходятся во мнении, что 80 Ампер – это максимальное значение тока, все что выше – это уже не сварка, а резка. Попробуйте начать сварку с 70 Ампер, поймете, что не проваривает - добавьте 5-10 Ампер, если и 80 Ампер мало - крутите ручку регулировки сварочного тока до 120 А., но не более. Если вы варите на ПЕРЕМЕННОМ ТОКЕ – вам следует выставить 110-130 ампер. Иногда даже до 150 Ампер. Но скорей всего вам это не нужно, так как у вас инверторный сварочный аппарат, а не трансформаторный.
Диаметры от 5 мм и выше – это уже профессиональные электроды, как правило, их используют сварщики профи. Давать им рекомендации мы не будем, они и так знают как ими работать, а начинающим сварщикам они попросту не нужны. Скажем лишь, что такие диаметры чаще используют не для сварки, а для наплавки.
Какой выбрать сварочный электрод?
Мы сейчас расскажем об основных типах сварочных электродов.
МР-3 и АНО – эти электроды лучше использовать на переменном токе. Они не прихотливы к сырости. Эти электроды не для ответственных конструкций, ими никогда не варят мосты и несущие балки крыши, ими варят заборы, ворота и теплицы на даче, ограждения, небольшие металло-контрукции бытового назначения. Если нет сверх нагрузки – это электроды для Вас. Самые востребованные марки у сварщиков любителей и дачников.
УОНИИ 13/55 – это отличные электроды, но очень «специфические». УОНИИ 13/55 варят профессионалы. Надо варить на короткой дуге! Это электроды для ответственных конструкций. Горят только на постоянном токе, любят стабильную дугу и не любят скачков напряжения. Начинайте работать с УОНИИ 13/55 только тогда, когда вы научитесь варить МР-3 и АНО.
LB-52U – мы рекомендуем покупать эти электроды японской фирмы KOBELCO. Эти электроды берут для сварки труб под высоким давлением. Очень качественный шов. Электроды LB-52U одни из самых дорогих, как правило, их покупают предприятия и структуры связанные с ремонтом городских тепло/водо сетей.
Мы ознакомили вас с самыми ходовыми электродами. Ниже мы расскажем кратко об электродах Концерна ESAB (Швеция), возможно вы найдете именно то, что вам нужно. Все электроды фирмы ESAB начинаются с букв ОК – в честь основателя Концерна Оскара Кельберга.
OK 46.00 ESAB (Россия) – сваривать металлы этими электродами можно на постоянном и переменном токах. Часто эти электроды называют УНИВЕРСАЛЬНЫЙ или ЭЛЕКТРОД ДЛЯ СТАЛИ. Если вы не знаете что выбрать, берите эти электроды – не прогадаете. Электроды хороши тем, что имеют широкую линейку диаметров. Всегда можно подобрать нужный именно вам.
OK 48.00 ESAB (Швеция) - только постоянный ток. Идеально подойдут для ответственных конструкций.
Cпециальные электроды.
OK 61.30 ESAB – сварка нержавейка/нержавейка (марки стали 304, 308L, 03Х18Н11, 06Х18Н11, 08Х18Н10, 08Х18Н10Т, 12Х18Н10).
ОК 67.60, ОК 67.62 ESAB - сварка нержавейка/сталь.
OK 63.30 ESAB (российские аналоги АНВ-26) – (марки стали 316, 03Х17Н14М2, 10Х17Н13М3Т, 06Х19Н11Г2М2) идеально подходят для сварки тонкостенных труб и тонколистовых изделий.
Если вы не понимаете, какая сталь перед вами, вы не знаете ее состав – ваш выбор OK 68.81, OK 68.82 – этими электродами можно сваривать разнородные стальные изделия и стали неизвестного состава.
При сварке чугуна много нюансов!
Сварка чугун\сталь ESAB OK 92.18 (новое название OK Ni-Cl) - предназначены для сварки нетолстого чугуна (не более 3 слоев).
Сварка чугун\чугун; чугун\сталь ESAB OK 92.60. (новое название OK NiFe-Cl) -ими как раз можно варить чугун любой толщины и чугун со сталью
Сварка алюминия. Алюминий очень сложный металл, требует прогрева перед сваркой, быстро плавится и быстро застывает. Обычно алюминий варят TIG или MIG сваркой. Варить алюминий электродом очень сложно, но если у вас получится – вы можете считать себя мастером!
OK 96.20 ESAB - им можно варить очень ограниченное количество марок алюминия. Внимательно изучите состав.
Самый универсальный электрод по алюминию - это ОК 96.40 . ВАЖНО, что электрод по алюминию надо использовать в один поджег. Незаконченный электрод надо заменять новым. Плюс, в отличие от сталей, надо совершать круговые движения концом электрода.
Для чего нужно прокаливать электроды?
Прокаливают электроды для того, чтобы убрать из них влагу. Если электрод отсырел – при сварке могут возникнуть дефекты в сварочном шве или электрод будет постоянно прилипать к изделию.
Обращаем внимание на то, что в нашем интернет-магазине все электроды «свежие», мы закупаем их у поставщиков имеющих специальные отапливаемые склады, электроды не хранятся на складах больше месяца, все пачки имеют герметичную упаковку.
Строительные компании имеют специальное оборудование для прокалки электродов, сварщики-любители, как правило, не имеют таких установок. Если вы открыли новую пачку – мы рекомендуем вам ее либо израсходовать полностью, либо убрать остатки не использованных электродов из пачки в сухое теплое место. Не храните электроды на открытом пространстве, на чердаках и в подвалах.
Полезная информация.
Прямая полярность и обратная полярность.
Если электрод на "+", а клемма на "-", то больше плавится электрод. - это называется обратная полярность.
Если электрод на "-", а клемма на "+", то больше плавится свариваемый металл. - это называется прямая полярность.
Постоянный ток - это DC, переменный ток - это AC. Как правило все сварочные аппараты ручной дуговой сварки варят на DC (постоянном токе).
При сварке на прямой полярности проплавление меньше (сварка тонколистовых изделий), и соответственно при обратной полярности больше (толстостенные изделия).
- Типы сварочных инверторов
- Устройство инвертора
- Что нужно знать?
- Вычисление мощности
- Подбираем электроды
Потребляемая мощность сварочного инвертора довольно просто вычислить по нехитрой формуле. Для понимания всех нюансов, связанных с работой сварочника, и аспектов вычисления его мощности нужно прояснить несколько моментов, которые необходимо знать всем, кто занимается сваркой. И неважно где вы проводите сварочные работы, у себя дома, в гараже, на даче или в профессиональном коллективе большого цеха или завода.
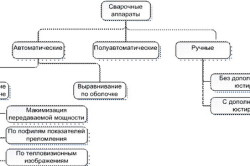
Типы сварочных инверторов
Аппараты инверторного типа делятся на три категории. Бытовые инверторы рассчитаны на небольшую продолжительность включения и работу от однофазной сети переменного тока 220 В. Это означает, что работать таким аппаратом на предельных мощностях можно лишь непродолжительное время — минут 20-30, давая ему отдых, равный этому времени либо превышающий его на порядок. Полупрофессиональные аппараты позволяют увеличивать время работы от 5 до 8 часов без перерыва. Для полупрофессиональных инверторов время отдыха снижено благодаря особенностям конструкции. Профессиональные инверторы рассчитаны на потребление тока 220/380 В зачастую от трехфазной сети электрического тока.
Бытовые, полупрофессиональные и некоторые профессиональные сварочные агрегаты бывают рассчитаны на работу от сети 220 В. Однако следует помнить, что для бытовых электросетей ток максимальной нагрузки не может превышать 160 А. Потребляемая мощность всей фурнитуры, такой как розетки, штепсельные вилки и силовые автоматы не рассчитана на превышение этого порога.
Поэтому с более высокими показателями либо спровоцирует срабатывание автоматов, либо вызовет выгорание контакта на стыке вилка-розетка, либо что самое опасное, приведет к выгоранию электрической проводки. Это противоречит всем правилам техники безопасности. Так что запитывая профессиональный агрегат от бытовой электросети для работы со сварочным током более 160 А, будьте готовы к проблемам. Но лучше этого не допускать.
Вернуться к оглавлению
Устройство инвертора
Устройство сварочного инвертора таково, что вначале переменное напряжение 220 В с частотой 50 Гц преобразуется в постоянное, а после того в переменное высокочастотное напряжение с рабочим показателем частоты колебания до 200 Гц. После этого напряжение вновь преобразуется в постоянное и подается на сварочную дугу. Контроль качества дуги происходит автоматически, с помощью микропроцессорной начинки блока управления инвертора. Залипания электрода, такие частые при сварке посредством трансформатора, практически сходят на нет.

При коротких замыканиях длительностью менее 0,5 секунды управляющий блок генерирует последовательность коротких по времени, но очень мощных импульсов тока. Это приводит к разрушению возникающих перемычек из жидкого металла. При замыкании длительностью 0,5 секунды инвертор попросту отключается, не примораживая электрод и не перегревая цепи агрегата. Это устройство является базовым для всех типов инверторов и отличает их от трансформаторов и выпрямителей на базе диодного моста.
Самое главное свойство сварочного инвертора — это потребление энергии. Неважно, какова потребляемая мощность аппарата инверторного типа, она практически полностью расходуется на сварку. Отсюда можно сделать вывод, что коэффициент полезного действия инверторного агрегата очень высок. От 85 до 95%.
Вернуться к оглавлению
Что нужно знать?
Перед тем как начать подсчет потребляемой , нужно узнать следующее:
- Диапазон входного напряжения.
- Диапазон сварочного тока.
- Напряжение сварочной дуги.
- Коэффициент полезного действия конкретной модели сварочного аппарата.
- Продолжительность включения.
- Коэффициент мощности конкретной модели.

Диапазон сварочного тока нужен для того, чтобы узнать при каких характеристиках сети электрического тока нам придется работать. Наверняка ни для кого не является тайной, что часто в наших электросетях не наблюдается номинального напряжения 220 В. Часто оно едва дотягивает до 200 В. Следует запомнить: просадка напряжения при подключении сварочного инвертора бытового типа составляет 5-10% от общего номинала сети. Потому лучшие показатели мощности будут у таких инверторов, которые рассчитаны на напряжение питания от 150-170 В и до 220-250 В.
Диапазон сварочного тока дает нам значения максимального и минимального уровня, мощность аппарата напрямую зависит от этих параметров. Для бытовых инверторов эти показатели в нижней границе разнятся от 10 до 50 А, а в верхней 100-160 А. Напряжение выходного тока, оно же может называться напряжением сварочной дуги, колеблется для недорогих бытовых моделей от 20 до 30 В. Коэффициент полезного действия у инверторов с максимальным показателем выходного тока160 А, как правило, редко превышает 0,85%. Высокий КПД сварочного агрегата напрямую зависит от продолжительности включения.
Вернуться к оглавлению
Вычисление мощности
Продолжительность включения — это характеристика, которая показывает, насколько качественный аппарат вы собираетесь использовать. Обычно это процентный показатель времени непрерывной работы инвертора относительно общего времени его использования. Показатель на уровне 50% скажет о том, что при работе 2,5 минуты аппарат должен отдыхать 2,5 минуты. Чем ниже показатель, тем дольше должны отдыхать цепи и тем быстрее сработает автоматическое реле отключения при перегреве.
Напротив, высокий процент покажет, что аппарат можно использовать достаточно долго, прерываясь лишь на замену электродов и проверку сварочного шва.
Процент мощности вычисляется путем деления времени непрерывной работы на сумму времени непрерывной работы и времени паузы до следующего включения аппарата. Результат умножается на 100. Например, аппарат исправно работал 3 минуты, пока не сработала защита от перегрева, затем он находился в покое 2 минуты, после чего вновь был готов к работе:
3 мин / (2 мин + 3 мин) х 100 = 60
Коэффициент мощности для бытовых или полупрофессиональных сварочных аппаратов инверторного типа редко превышает порог 0,6-0,7. Это необходимо просто запомнить.
Все нужные для вычисления значения легко можно найти в технической документации для данного устройства, на сайте производителя либо на кожухе самого сварочного аппарата.
Представим, что для примера мы имеем сварочный аппарат, питающийся от сети переменного тока 160-220 В, имеющий максимальное значение тока 160 А при максимальном напряжении сварочной дуги в 23 В. КПД этой модели инвертора 0,89, а показатель ПВ, продолжительность включения, составляет 60%.
Теперь вычисляем максимальную потребляемую мощность инвертора с приведенными выше параметрами. Для этого сначала умножаем максимальное значение выходной силы тока на максимальное выходное напряжение. Получившийся результат разделим на значение КПД аппарата.
160 А х 23 В / 0,89 = 4135 Ватт
4,1 кВт — это мощность, которую аппарат потребляет непосредственно при сварке. Средняя мощность вычисляется путем умножения значения максимальной мощности на показатель продолжительности включения:
4135 Ватт х 0,6 = 2481
Средняя мощность инвертора является наиболее актуальным показателем, потому что сварка обычно не происходит непрерывно на протяжении многих часов или дней. Случаются паузы, когда сварщику требуется сменить электрод или подготовить детали к последующей обработке. Нередко сварочные работы можно провести на более низком показателе силы тока, в этом случае снизится и общая мощность, потребляемая инвертором. Подставляем в первую формулу значения, которые можно выставить на консоли сварочного агрегата и находим нужные параметры мощности.



