Плавление алюминия дома. Основные этапы процесса. Видео «Литье алюминия под высоким давлением».
Как известно, температура плавления алюминия составляет свыше 660°С. Используя домашние бытовые нагревательные приборы, такие как утюг, духовка или газовая плита, добиться такой температуры вряд ли получится. Поэтому плавка алюминия в домашних условиях становится возможной при наличие соответствующего оборудования и, конечно же, самого сырья для плавки — алюминия.
Для плавки алюминия обычно используют тигельную . Я подробно описал процесс изготовления в своем ТехноБлоге Dimanjy. Особенность данной печи заключается в верхней загрузке в рабочую камеру так называемого тигля — специального ковша для плавки алюминия, в который помещается сырье. Компактные размеры муфельной печи с вертикальной загрузкой позволяют легко хранить и использовать ее дома на балконе, в гараже или на даче.
Теперь поговорим непосредственно о процессе плавки алюминия в домашних условиях.
 Как уже говорилось, для плавки алюминия в муфельной печи нужен . Он обычно изготавливается из огнеупорного материала или из металла с гораздо большей температурой плавления, чем у алюминия. Для изготовления тиглей применяют корунд, графит, фарфор, кварц, чугун или сталь. Мне самостоятельно удалось изготовить тигель из стали. Тигель из других материалов можно купить и готовый, но из стали оказалось куда проще и практичнее, особенно если у вас есть сварочный аппарат и начальные навыки сварки и орудования болгаркой.
Как уже говорилось, для плавки алюминия в муфельной печи нужен . Он обычно изготавливается из огнеупорного материала или из металла с гораздо большей температурой плавления, чем у алюминия. Для изготовления тиглей применяют корунд, графит, фарфор, кварц, чугун или сталь. Мне самостоятельно удалось изготовить тигель из стали. Тигель из других материалов можно купить и готовый, но из стали оказалось куда проще и практичнее, особенно если у вас есть сварочный аппарат и начальные навыки сварки и орудования болгаркой.
 Размер тигля следует подбирать исходя из количества алюминия, которое вы хотите расплавить. Тепло должно равномерно передаваться от раскаленного тигля к сырью. В свою очередь тигель также должен равномерно прогреваться. Для муфельной печи своей конструкции я планирую изготовить несколько тиглей различного объема для работа с одним или двумя ТЭНами одновременно.
Размер тигля следует подбирать исходя из количества алюминия, которое вы хотите расплавить. Тепло должно равномерно передаваться от раскаленного тигля к сырью. В свою очередь тигель также должен равномерно прогреваться. Для муфельной печи своей конструкции я планирую изготовить несколько тиглей различного объема для работа с одним или двумя ТЭНами одновременно.
Алюминий заправляется в тигель как можно плотнее. Для этого исходное сырье желательно измельчить и немного спрессовать. Я использовал для плавки обычную алюминиевую проволоку, поэтому я просто нарезал ее кусачками и плотно спрессовал пасатижами.
При плавлении алюминий значительно уменьшается в объеме по сравнению с исходным материалом (ведь, в принципе, мы затем его и плавим), поэтому в процессе плавки алюминия в домашних условиях нам потребуется периодически добавлять сырье в тигель.
Следует отметить, что это может быть крайне опасно! Все дело в том, что в добавляемом нами сырье где-то может задержаться влага, а при попадании воды в расплавленный алюминий происходит резкий всплеск, и металл может выплеснуться из муфельной печи, повредив вас серьезными ожогами. И уж совсем плачевные последствия будут при попадании расплавленного металла в глаза. Поэтому всегда следите за своей безопасностью — работайте исключительно в защитных очках или маске, а еще лучше — в специальном огнеупорном костюме металлурга.
В процессе плавки алюминия в домашних условиях на поверхности расплавленного металла будет образовываться оксидная пленка и всплывать на поверхность всякий шлак. Количество шлака зависит от качества используемого для переплавки алюминия сырья. Где-то был подкрашен, где-то испачкан — все это уйдет из металла в виде шлака. Непосредственно перед самым литьем расплавленного алюминия по формам шлак рекомендуют снять при помощи специального приспособления.
Также после того, как алюминий расплавился и образовал однородную блестящую каплю, как это делал жидкий терминатор в фильме «Терминатор 2″, тигель рекомендуют еще немного подержать в печи для придания расплавленному алюминию большей текучести. Это сильно упростит дальнейшее его литье.

Что дальше? Очевидно, нужно залить расплавленный алюминий в специально подготовленную литейную форму. Об этом я написал в своем ТехноБлоге Dimanjy отдельную статью, которая так и называется « ». Изучаем, тренируемся, набираемся опыта!
О-о-о-! Это интересная история!
Ты ведь знаешь что в древности огонь был священным? Это был как нечто мистическое, паранормальная связка нашего бренного мира с миром умерших... Огонь даровался людям самими Богами или силами природы (молния еб@#$т по сухому дереву). Огонь совершил техническую революцию и существенно поднял уровень жизни человека: огонь дал тепло в стужу, свет в ночи, новые способы обработки пищи, новое оружие, новые способы обработки глины и камня и т.д. Огонь был всем!
За тем чтобы огонь не погас в главном костре племени пристально следили. Если такой костер погаснет, то хрен знает когда Боги даруют новый огонь и люди рисковали остаться без огня на длительный срок. Поэтому у костра всегда дежурила охрана. Они подбрасывали дрова, убирали золу, защищали костер от сильного ветра и дождя. Если огонь погаснет во время дежурства, то наказание одно - смерть.
Как-то у главного костра нес дежурство 17-летний парень. В виду своего возраста он был любознательней чем другие. И ему было скучно тупо сидеть у главного костра (а сочетание таких настроений взрывоопасная штука!). Поэтому он делал то, что делать бы по идеи не должен и за что мог отхватить неиллюзорных пиз@#$й: он бросал камушки в огонь и смотрел что с ними происходит. Потом он, конечно, все убирал, чтобы никто не заметил его откровенно странного занятия. Камней вокруг костра было навалом, поэтому далеко за ними ходить не приходилось, но сегодня паренек заготовил для себя один особенный камень. Этот камень буквально приковал к себе внимание как только он его увидел. Этот камень паренек нашел сегодня утром когда бродил у Синих Скал в поисках ягоды. Если использовать существующие знания, то мы бы могли описать этот камень как золотисто-желтый, по оттенку напоминающий червонное золото, блеск металлический. Там было еще несколько таких камней и чуть дальше, по моему, виднелось еще парочка, но этот камень был еще и правильной круглой формы. В общем, этот камень отличался от других и цветом, и формой, поэтому так и заинтересовал паренька.
"Ну что ж! - подумал паренек, - вот настало и твое время лезть в костер." Лучше бы он этого не делал! Все произошло не сразу. Нет, сам камень довольно быстро начал издавать звуки в костре: пищать, шипеть и т.п., что ну очень не понравилось пареньку и закрались первые мысли о том что так делать не следовало. Но то что было дальше, не понравилось ему еще больше! Огромный всплеск, взрыв, пламя вознеслось вверх на кучу метров и громкий хлопок. Все племя похватав копья сбежалось к главному костру. Малец понял - это конец! Но ему повезло: костер довольно быстро за пару секунд принял свое обычное состояние.
Шаман признал, что Дух Тигра явился к пареньку и тем самым ознаменовал, что паренек станет великим воином и в будущем его ждут великие свершения! Удовлетворившись этим объяснением, племя разбрелось по своим делам, а паренек остался дежурить. Он то знал, что Дух Тигра тут не при чем и судорожно искал этот проклятый камень, чтобы выкинуть его из костра, пока он не наделал еще больше бед! Но он его не нашел... Зато нашел необычную струйку. Он бы сказал что она похожа на ручей воды, но эта струйка была металлического цвета и очень горячей. Это была медь...
Как вы уже догадались, камень, который нашел паренек - это халькопирит (смесь меди, железа и серы). Когда он нагрелся протекла реакция окисления:
CuS + O2 = Cu + SO2 + кучу тепла
Это экзотермическая реакция - химическая реакция, сопровождающаяся выделением теплоты. Отсюда и реакция с хлопком. Струйка на земле - металлическая медь. SO2 - газ, который достаточно быстро улетучился.
Вывод в общем таков: нехер что попало совать в костер.
К атегория:
Литейное производство
Плавка и разливка алюминиевых сплавов
Для плавки алюминиевых сплавов используют тигельные печи, обогреваемые различными видами топлива, стационарные пламенные и электрические - сопротивления и индукционные.
1. Шихтовые материалы
В качестве исходных шихтовых материалов применяют первичные и вторичные металлы и сплавы, оборотные сплавы и лигатуры.
Первичный алюминий поставляется по ГОСТ 11069-74 в виде чушек массой 5, 15 и 1000 кг. Для производства алюминиевых сплавов обычно используют алюминий марок А5, А6 и АО, а для изготовления отливок высокоответственного назначения - алюминий особой и высокой чистоты.
Вторичные алюминиевые сплавы получают переплавкой и рафинированием лома и отходов. Они поставляются в виде чушек различных марок по ГОСТ 1583-73.
Свежие металлы. В состав алюминиевых сплавов входят цинк, магний, кремний, марганец, медь, бериллий, никель, железо, титан и другие элементы. Для алюминиевых сплавов обычно применяют цинк марок Ц1 и Ц2. Магний поставляется по ГОСТ 804-72 в чушках массой 8,0±1 кг. Ввиду большой склонности его к коррозии поверхность чушек подвергается антикоррозионной обработке. Кремний вводят в алюминиевые сплавы в виде чушкового силумина (сплав кремния с алюминием), поставляемого по ГОСТ 1521-76, а марганец -в виде лигатуры алюминий - марганец, содержащей около 10% марганца. Для приготовления лигатур используют марганец марок Mp1, Мр2 и Мр3.
Качество отливок в большой степени зависит от тщательности подготовки шихтовых материалов к плавке и способов их хранения. Они должны храниться в сухих крытых помещениях раздельно по маркам сплавов. Оборотный сплав должен очищаться от песка в очистных барабанах.
Лигатуры. При плавке алюминиевых сплавов, как правило, применяют двойные лигатуры - сплавы из двух компонентов. Введение лигатур обеспечивает получение сплава с точным содержанием элементов, что особенно важно для сплавов, содержащих магний, так как даже малые добавки его сказываются на свойствах сплавов.
2. Расчет шихты
Шихта для приготовления алюминиевых сплавов может состоять из чушкового алюминия, силумина, оборотного металла, лигатур и чистых металлов.
Рассмотрим пример расчета шихты для сплава АЛ5 при плавке в тигельной печи. Средний химический состав этого сплава: 5% кремния, 0,4% магния, 1,25% меди, остальное - алюминий. Допустимое содержание железа при заливке в металлические формы не должно превышать 1%. Расчет ведем на 100 кг сплава. Угар принимаем в следующих размерах, в %: кремния-1, магния - 3, меди - 1, алюминия - 1.
Для доведения до необходимого количества содержания кремния применяем чушковый силумин (с Si=13%), а магния и меди- алюминиево-магнневую и алюминиево-медную лигатуры.
3. Флюсы, рафинирующие и модифицирующие материалы
Для получения высококачественных сплавов осуществляют плавку под флюсом, рафинирование сплава для удаления неметаллических включений, а также модифицирование для получения мелкой структуры и повышения механических свойств.
Для рафинирования и модифицирования алюминиевых сплавов часто применяют универсальные флюсы, состоящие из смеси солей и криолита. Универсальные флюсы используются как в жидком, так и в порошкообразном состоянии.
4. Плавка в тигельных печах
Плавку алюминиевых сплавов в небольших объемах осуществляют в тигельных печах, работающих на нефти и газе..
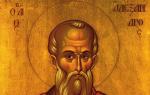
Печь состоит из стального кожуха с футеровкой и вставленного в него сверху чугунного тигля. Последний своим широким фланцем крепится к стальному кольцу, перекрывающему шахту сверху, что обеспечивает полную изоляцию расплавленного металла от печных газов. Печь установлена на сварной или литой раме. Поворот ее осуществляется штурвалом. Для увеличения срока службы тиглей и уменьшения насыщения сплавов железом внутреннюю поверхность их рекомендуется окрашивать краской, состоящей из 60% кварцевого песка, 30% огнеупорной глины и 10% жидкого стекла.

Рис. 1. Поворотная тигельная печь.
5. Плавка в электрических печах
Плавку алюминиевых сплавов производят в электрических печах сопротивления, тигельных и отражательных печах, а также в индукционных.
Плавка в электрических отражательных печах. На предприятиях, где алюминиевые сплавы выплавляются в больших объемах, применяют электрические печи САН (печи сопротивления для алюминиевых сплавов, наклоняющиеся) и камерные стационарные.
Печь САН (рис. 2) имеет удлиненный металлический корпус, установленный на катках и укрепленный на фундаменте. Корпус изнутри выложен кирпичом. В торцах печи расположены две форкамеры, а в середине - центральная ванна. Свод печи выложен фасонными огнеупорными кирпичами, в гнездах которых уложены нагревательные спирали. Такие же спирали имеются и в форкамерах.
Шихту загружают через окна. Она плавится в форкамерах за счет тепла, отраженного от свода и стенок печи, и по наклонным плоскостям стекает в центральную ванну. Слив готового металла из печи осуществляется через лётку при повороте печи на опорных катках с помощью штурвала или электропривода.
Плавка в тигельных электрических печах сопротивления. При сравнительно небольших масштабах производства для плавки алюминиевых и магниевых сплавов применяют однотигельные печи сопротивления САТ -0,15 и САТ -0,25, а также двухтигельные печи СЖ.Б-230 и ОКБ -75.
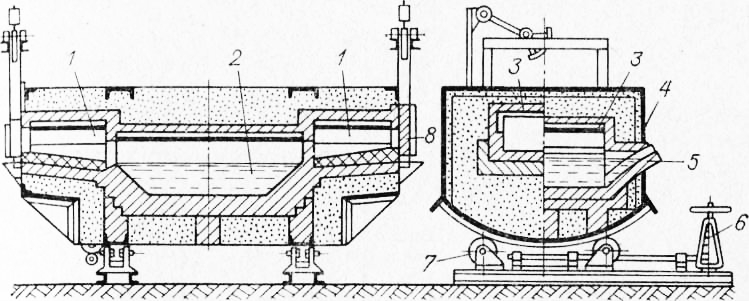
Рис. 2. Электрическая печь типа САН .
Печи CAT выполнены в виде сварного цилиндрического кожуха, футерованного фасонным легковесношамотным кирпичом, и имеют теплоизоляцию. Нагрев чугунного тигля, установленного на литом чугунном кольце, производится нихромовыми нагревателями, которые уложены на полочках фасонных шамотных кирпичей и укреплены металлическими крючками. В нижней части печи имеется аварийное отверстие для выпуска сплава на случай прогорания тигля. Температура автоматически регулируется самопишущим потенциометром с помощью хромель-алюмелевой термопары.
Плавка в индукционных электрических печах. Различают индукционные печи со стальным сердечником и индукционные тигельные печи ИАТ . Печи со стальным сердечником широко применяются для плавки как алюминиевых, так и медных сплавов. Они имеют ряд преимуществ по сравнению с печами сопротивления: более высокую производительность, меньший удельный расход электроэнергии, возможность рафинирования металла в печи, обеспечивают высокое качество сплава с минимальным содержанием газов. В этих печах интенсивное движение металла происходит в устьях каналов, а поверхность жидкого сплава в самой печи находится в спокойном состоянии, что обеспечивает сплошность окисной пленки и предохраняет сплав от дальнейшего окисления.
Рис. 3. Тигельная электропечь.
В последнее время получили распространение бессердечниковые тигельные индукционные печи ИАТ емкостью 0,4-0,6 т и производительностью 0,235-2,0 т/ч.
6. Особенности технологии плавки и разливки алюминиевых сплавов
Для большинства алюминиевых сплавов принята одна технология плавки вне зависимости от конструкции печи.
Шихтовые материалы перед загрузкой тщательно очищают от загрязнений и подогревают до 100-150 °С для удаления с их поверхности влаги.
Плавка алюминиево-кремнистых сплавов. Как уже указывалось, лучше всего вести плавку в индукционных печах высокой или промышленной частоты и в электрических печах сопротивления. В качестве шихтовых материалов применяют чушковые силумины, первичный алюминий и оборотный металл (до 50% от массы шихты).
Плавку осуществляют в следующей последовательности. Печь или тигель нагревают до температуры 600-700 °С, загружают в них подогретые чушки силумина и предварительно очищенный в барабане оборотный сплав. После расплавления металл перегревают до 720-730 °С, рафинируют хлористым цинком (0,1% от массы шихты) и производят его модифицирование.
Рафинирование осуществляют путем погружения навески хлористого цинка на дно тигля с помощью «колокольчика», который медленно водят по дну тигля до полного прекращения выделения пузырьков газа.
Модифицирование смесью хлористых и фтористых солей калия и натрия производят путем покрытия ими очищенной от шлака поверхности сплава и выдержки в течение 12-14 мин. Затем соли рубят и замешивают в сплав в течение 2 мин, после чего модификатор снимают с поверхности сплава.
При использовании универсальных флюсов операции рафинирования и модифицирования совмещают.
Плавка алюминиевых сплавов, содержащих магний. Во избежание насыщения сплава вредными примесями - железом и кремнием - плавка ведется только в графитовых тиглях. Вспомогательный инструмент - счищалка, колокольчики и др. - также изготовляется из графита или титана.
В качестве шихтовых материалов применяют первичный алюминий высокой чистоты, магний и лигатуры алюминиево-бериллие-вую, алюминиево-титановую, алюминиево-циркониевую и оборотный сплав соответствующей марки (до 50-60% от массы всей шихты).
После нагрева тигля до температуры 600 °С. загружают чушки первичного алюминия и алюминиево-бериллиевую лигатуру. При температуре сплава 670-700 °С вводят лигатуры алюминий - титан и алюминий - цирконий и после полного растворения всех лигатур с помощью графитового колокольчика вводят магний. При этом необходимо следить, чтобы магний все время был погружен в сплав. После ввода магния сплав рафинируют. Затем с поверхности ванны снимают шлак, сплав тщательно перемешивают и опять снимают шлак, после чего производят разливку. На протяжении всей плавки не допускается перегрев сплава свыше 750 °С.
Для разливки применяют разливочные тигли и футерованные ковши емкостью до 1000 кг. Длина струи сплава должна быть минимальной. Тигли, ковши и разливочный инструмент обязательно прокаливают и покрывают специальными красками.
Многие воспринимают термин «литейное производство» как нечто связанное с большим производством и профессиональными навыками и умениями. Но, по сути, отлить деталь самостоятельно в домашних условиях реально даже для самого гуманитария, ничего не смыслящего в технике литья.
Как отлить деталь из алюминия
Характеристика металла
Алюминий является одним из самых дешёвых, распространённых и доступных металлов, который легко поддаётся механической обработке и литью. Основными особенностями алюминия являются высокая электро- и теплопроводимость, а также повышенная коррозионная стойкость. Температура кипения этого серебристо-белого металла - 2500 °C. Чистый алюминий плавится при температуре в 660 °C, а технический - при 658 °C. Домашние нагревательные приборы навряд ли смогут обеспечить такую температуру, поэтому для отлива алюминиевой детали лучше использовать тигельную муфельную печь.
Муфельная печь и её предназначение
Муфельная печь - незаменимый прибор для нагрева различных металлов самостоятельно в домашних условиях. Такое устройство способно плавить не только алюминий, но и медь и многие цветные металлы, а также высушивать и обжигать изделия из керамики.
Виды муфельных печей
 Муфельные устройства для плавления металлов бывают следующих видов:
Муфельные устройства для плавления металлов бывают следующих видов:
- вакуумные;
- воздушные;
- газовые;
- электрические.
По конструкции они делятся на:
- трубчатые;
- вертикальные;
- горизонтальные;
- колпаковые.
Муфельная печь состоит из нагревательной камеры и специального аккумулятора тепла.
Изготовление муфельной печи своими руками
Для изготовления прибора нам понадобятся следующие инструменты и материалы:
- проволока;
- болгарка;
- кирпич (7 шт.);
- защитные очки;
- молоток;
- металлическое ведро;
- кусок железа и пр.
Этапы строительства печи:

Для большей функциональности допускается установка двух электронагревателей , которые можно включать по очерёдности либо одновременно. Например, для пайки малого количества сырья включается только один нижний нагреватель, а если масштаб плавки большой - используется два прибора.
Муфельная печь с вертикальной загрузкой очень компактна, что позволяет хранить её на даче, в гараже или на балконе.
Принцип действия печи довольно простой: ёмкость для пайки (тигель) с помещённым туда сырьём устанавливается на рабочую поверхность печи где и нагревается до нужной температуры (660 °C). Нагретый металл выливается в заранее приготовленную литейную формочку, которую можно сделать из гипса или какого-нибудь другого негорючего материала. Для изготовления формы рекомендуется использование белого или скульптурного гипса, который можно приобрести в любом магазине стройматериалов.
Как уже было сказано ранее, для пайки алюминия в печи нужен специальный ковш (тигель), который изготавливается из металла, имеющего температуру плавления боле высокую, чем у алюминия либо из огнеупорного материала. Для изготовления ёмкости для плавки алюминия применяется фарфор, графит, корунд, кварц, сталь или чугун. Ковш можно приобрести в специализированном магазине либо изготовить самостоятельно. Размер тигля определяется предполагаемым количеством сырья для плавления.
Металл необходимо уложить как можно плотнее и немного спрессовать. Так как во время плавления алюминий существенно теряет в объёме, следует периодически добавлять сырьё в ковш.
Важно . Добавляемое сырьё должно быть абсолютно сухим, так как даже малое количество влаги, попавшее в раскалённый алюминий может вызвать резкий всплеск, вследствие которого металл выплёскивается из печи и может причинить вам сильные ожоги, особенно опасно, если расплавленный алюминий попадёт в глаза.
Поэтому перед началом работ следует позаботиться о своей безопасности: приобрести защитные очки или маску, а лучше обзавестись специальным огнеупорным костюмом металлурга.
В процессе плавки металла в домашних условиях, на поверхности раскалённого алюминия будет появляться оксидная плёнка, а также образовываться различный шлак (старая покраска, частички грязи и пр.). Его количество напрямую зависит от качества сырья. Перед тем как разлить расплавленный металл по формочкам, необходимо снять шлак, воспользовавшись специальными приспособлениями. Затем алюминий рекомендуется подержать в печи ещё некоторое время для придания металлу большей текучести. Это значительно упростит его дальнейшее литьё.
Отливаем деталь из алюминия самостоятельно
 Рассмотрим самый простой способ пайки детали в домашних условиях.
Рассмотрим самый простой способ пайки детали в домашних условиях.
Нам потребуется:
- металлический лом;
- ковш для плавки;
- формочки.
Этапы процесса:
- Подготовить ёмкость для плавки алюминия в домашних условиях. Для этой цели можно использовать кусок стальной трубы.
- Изготовить форму. Для деталей, имеющих сложную конструкцию, форма может состоять из нескольких элементов. Форму можно сделать из гипса (скульптурного). Ни в коем случае не используйте алебастр!
- Дабы избежать прилипания гипса к ёмкости для формы, необходимо предварительно смазать её маслом.
- В процессе заливки гипса, ёмкость необходимо периодически встряхивать, чтобы не допустить образования пузырьков.
Важно . Так как гипс очень быстро твердеет, постарайтесь как можно скорее установить модель детали в гипс. Также в гипс рекомендуется установить небольшой предмет (например, палку), которая послужит каналом для заливки будущей детали.